Область техники, к которой относится изобретение
Настоящее изобретение относится к системе индукционного нагрева и способу индукционного нагрева стального листа, алюминиевого листа или листа из другого черного или цветного металла. Настоящее изобретение, в частности, относится к системе индукционного нагрева и способу индукционного нагрева, способным точно контролировать температуру металлического листа для нагрева, в частности, в системе индукционного нагрева, которая эффективно нагревает металлический лист даже в немагнитном состоянии независимо от того, является ли металлический лист тонким или толстым.
Уровень техники
Индукционный нагрев металла током высокой частоты широко применяют для закалки и другой термообработки. Его используют в качестве системы нагрева для замены косвенного нагрева с помощью традиционного газового нагрева и электрического нагрева с целью контроля качества материала стального листа, алюминиевого листа и листа из другого черного и цветного металла тонкого калибра во время производственного процесса и, кроме того, с целью увеличения скорости нагрева для улучшения производительности и свободного регулирования объема производства и т.д.
В общем, существуют две системы индукционного нагрева металлического листа. Одна из них - система индукционного нагрева, которая носит название «LF (нагрев продольным магнитным потоком) система», проводящая ток высокой частоты через индукционную катушку, окружающую металлический лист по периметру, для создания магнитного потока, который проходит через металлический лист в продольном направлении и генерирует индукционный ток внутри сечения металлического листа для его нагрева. Другая система - «TF (нагрев поперечным магнитным потоком) система», размещающая металлический лист между магнитными элементами, называемыми индукторами, вокруг которых намотаны первичные катушки, пропускающая ток через первичные катушки для генерирования магнитного потока и проводящая их через индукторы, так чтобы заставить магнитный поток, проходящий между индукторами, пересекать металлический лист в поперечном направлении и, таким образом, генерировать индукционный ток в плоскости металлического листа и индукционно нагревать его.
LF система индукционного нагрева обеспечивает надлежащую равномерность распределения температуры, но генерируемый индукционный ток циркулирует внутри сечения листа. Из-за глубины проникновения тока, если лист тонкий, необходимо повысить частоту источника питания, иначе не будет вырабатываться индукционный ток. Кроме того, в немагнитном материале или даже в магнитном материале, в котором превышена точка Кюри, глубина проникновения тока увеличивается, поэтому существует проблема, состоящая в том, что тонкий лист не может быть нагрет.
С другой стороны, TF система индукционного нагрева обеспечивает прохождение магнитного потока через плоскость металлического листа и поэтому характеризуется способностью к нагреву независимо от толщины или магнитного или немагнитного состояния и характеризуется использованием индукторов с низким магнитным сопротивлением и, таким образом, способностью к уменьшению магнитного потока рассеяния и способностью к концентрированию магнитного потока между индукторами, обращенными к передней стороне и задней стороне металлического листа, имея поэтому высокий тепловой кпд.
С другой стороны, существует проблема, состоящая в том, что имеется предрасположенность к неравномерному распределению температуры, и проблема, состоящая в том, что случае, если металлический лист не находится в центре обращенных друг к другу индукторов, магнитный материал будет притянут к одному из индукторов и более легко возникнет большее отклонение температуры. Кроме того, существует недостаток, состоящий в том, что в случае TF системы индукционного нагрева сложно управлять изменениями ширины металлического листа и перемещением «змейкой» в непрерывном производственном процессе.
Для решения этих проблем японская патентная публикация JP №2002-43042 (А) раскрывает размещение одновитковых катушек передней поверхности и задней поверхности полосы в направлении последовательного смещения в направлении поступательного движения. Кроме того, японская патентная публикация JP №2002-151245 (А) предлагает индукционную катушку ромбовидной формы, где длинная ось катушки индукционного нагрева, обращенная к нагреваемому материалу, изогнута в направлении ширины нагреваемого материала. Кроме того, в японской патентной публикации JP №2005-209608 (А) авторы изобретения предлагают перемещение индукционной катушки, окружающей металлическую полосу, в направлении ширины в направлении поступательного движения со стороны передней поверхности и стороны задней поверхности металлического листа.
Раскрытие изобретения
Фиг.1 - схематичный вид, показывающий обычную LF систему индукционного нагрева. Она окружает нагреваемый материал, т.е. металлический лист 1, в направлении ширины индукционной катушкой 2, соединенной с источником 11 питания высокой частоты, и проводит через нее первичный ток 5, в результате чего магнитный поток 4 проходит через внутреннюю часть металлического листа 1, в области магнитного потока 4 генерируется индукционный ток и генерируемый индукционный ток нагревает металлический лист 1. Фиг.2 - схематичный вид в разрезе, показывающий состояние индукционного тока, генерируемого внутри сечения металлического листа 1.
Вследствие того, что магнитный поток 4 проходит через металлический лист 1, индукционные токи 6а, 6b протекают через сечение металлического листа 1 в направлениях, противоположных направлениям первичного тока 5, который протекает через индукционную катушку 2. Эти индукционные токи 6а, 6b протекают, концентрируясь в диапазоне глубины проникновения тока δ, рассчитываемой по формуле <1>, от поверхности металлического листа 1

где ρ - удельное сопротивление [Ом], µr - относительная магнитная проницаемость [-], f - частота нагрева [Гц].
Генерируемые индукционные токи 6а, 6b протекают в противоположных направлениях в передней части и задней части сечения листа, как показано на фиг.2, поэтому, если глубина проникновения тока δ увеличивается, индукционные токи в передней части и задней части листа уравновешивают друг друга и в результате в сечение листа прекращается протекание тока.
Удельное сопротивление ρ металла увеличивается с повышением температуры, поэтому δ с повышением температуры увеличивается. Кроме того, относительная магнитная проницаемость µr ферромагнитного материала или парамагнитного материала уменьшается, когда температура приближается к точке Кюри. Выше точки Кюри µr становится равной 1. Кроме того, немагнитный материал также имеет µr, равную 1. Если µr уменьшается по формуле <1>, то в немагнитном материале или в случае магнитного материала в температурном интервале от значения непосредственно перед точкой Кюри до значения, превышающего точку Кюри, глубина проникновения тока δ увеличивается, и нагрев тонких материалов становится невозможным.
Например, если частота нагрева составляет 10 кГц, глубина проникновения тока δ при обычной температуре составляет примерно 1 мм для немагнитного алюминия, примерно 4,4 мм для SUS304 и примерно 0,2 мм для магнитной стали, в то время как глубина проникновения тока магнитной стали при 750°С и выше точки Кюри составляет примерно 5 мм.
Для того чтобы токи в передней части и задней части, генерируемые внутри листа, не уравновешивали друг друга, толщина, как минимум, должна быть не меньше 10 мм. Для обеспечения надлежащей эффективности подаваемой мощности толщина должна составлять примерно 15 мм. В общем, термообработке подвергают материалы в широком диапазоне толщин, например, от тонких листов типа фольги толщиной 10 с лишним микрон до толстых плит толщиной более 100 мм.
Например, стальные листы для автомобилей и бытовых электроприборов, типовые материалы из большого числа используемых металлических листов, после обычной холодной прокатки большей частью имеют толщину примерно менее 3 мм. В частности, они часто имеют толщину 2 мм и менее. Для нагрева этих материалов LF системой частота нагрева должна быть увеличена выше нескольких сот кГц, однако при подготовке источника питания высокой частоты с большой мощностью существуют ограничения в отношении технических средств. Это часто затрудняет осуществление нагрева в промышленном масштабе.
Считается, что способ, раскрытый в японской патентной публикации JP №2002-43042 (А), является типом TF системы, где индукционные катушки размещены над и под листом. Магнитные потоки, генерируемые в направлении поступательного движения металлического листа, поочередно генерируются в противоположных направлениях, однако верхняя и нижняя катушки смещены, поэтому участки, где магнитные потоки, генерируемые в верхней и нижней катушках, уравновешивают друг друга, и участки, где магнитные потоки пересекают полосу под углом, образуются поочередно, и поэтому считается, что концентрацию магнитного потока можно предотвратить.
Следовательно, считается, что обычная TF система имеет эффект уменьшения проблемы концентрирования магнитного потока в краевых частях и перегрева концевых частей. Однако из-за образования участков, где магнитные потоки уравновешивают друг друга, и из-за того, что катушки являются одновитковыми, значение тока, протекающего через катушки для подвода питания к полосе и увеличения магнитного потока, должно быть увеличено, возрастают потери в обмотке катушки и т.д., поэтому существует проблема, состоящая в том, что эффективность легко падает.
Далее, для повышения эффективности, как раскрыто в примерах вышеупомянутой публикации, необходимо расположить верхнюю и нижнюю одновитковые катушки вблизи полосы. Однако перемещаемая полоса будет деформироваться или вибрировать, поэтому при ее перемещении сложно нагревать широкий длинный отрезок материала.
Далее, способ, раскрытый в японской патентной публикации JP №2002-151245 (А), является способом, предлагающим катушку индукционного нагрева, имеющую наибольшую ширину в центре по направлению ширины в направлении транспортирования металлической подложки, так чтобы она была обращена к поверхности металлической подложки; способ по существу равномерно распределяет всю ширину индукционной катушки в направлении транспортирования металлической подложки. Однако этот способ является способом, который выполняет нагрев с магнитным потоком рассеяния, направленным к металлической подложке, поэтому не существует гарантии, что магнитный поток будет проходить через металлическую подложку при увеличении расстояния от индукционной катушки. На отдалении от металлического материала начать нагрев будет сложно. Кроме того, при некачественной форме металлической подложки и изменении расстояния от индукционной катушки будут иметь место значительные температурные отклонения.
Далее, индукционная катушка выполнена в виде катушки ромбовидной формы, так чтобы ширина индукционной катушки по существу была равна ширине металлической подложки в направлении поступательного движения, однако при этой форме невозможно изменять ширину металлической подложки. Индукционная катушка снабжена механизмом вращения, однако при вращении время нагрева не будет таким же, как в случае с направлением поступательного движения, поэтому сложно обеспечить равномерную температуру. Механизм вращения системы нагрева, проводящий большой ток, крайне сложно реализовать на практике в промышленном масштабе.
Ни одна из вышеуказанных патентных публикаций не раскрывает нагрева внутри замкнутого контура, образованного индукционной катушкой, окружающей металлический материал, поэтому не существует гарантии, что магнитный поток будет надежно проходить через металлический материал, и на результаты легко будет оказывать влияние расстояние от индукционной катушки. Кроме того, число витков индукционной катушки не может быть изменено, поэтому контролирование плотности магнитного потока затруднено.
В противоположность этому японская патентная публикация JP №2005-209608 (А) показывает, что для решения вышеуказанных проблем в системах нагрева смещение индукционных катушек, окружающих металлический лист в направлении ширины в направлении поступательного движения металлического листа, с целью генерирования независимых токов, так чтобы индукционные токи, генерируемые передней и задней катушками внутри металлического листа непосредственно под индукционными катушками, обращенными к передней части и задней части металлического листа, не препятствовали друг другу, обеспечивает нагрев даже металлического листа толщиной меньше или равной глубине проникновения тока или даже немагнитного металлического листа.
Далее, индукционные катушки окружают металлический лист в замкнутом контуре, поэтому магнитный поток всегда пересекает металлический лист. Следовательно, также имеется большое практическое преимущество, состоящее в том, что если даже индукционная катушка и металлический лист относительно отделены друг от друга, нагрев может быть легко выполнен.
В этом отношении индукционный ток, генерируемый в центре металлического листа, легко концентрируется, приводя к высокой плотности тока при его протекании через концы металлического листа, и передняя и задняя индукционные катушки разделены в направлении поступательного движения, поэтому увеличивается время, в течение которого индукционные токи протекают через концы. Следовательно, существовала проблема концов металлического листа, которые легко перегревались, и условия обеспечения распределения с низким отклонением температуры (смещение передней и задней индукционных катушек, ширина индукционных катушек и т.д.) становились крайне ограниченными.
Все три вышеуказанные системы могут нагревать немагнитные материалы, но точный контроль распределения температуры нагрева затруднен. С учетом деформации металлического листа или размещения в середине существующей печи и т.д., толщины изолирующих материалов или способности поддаваться обработке сложно обеспечить более точное расстояние между металлическим листом и индукционными катушками.
В дальнейшем был предложен способ контроля плотности проходящего тока и времени нагрева и был предложен способ, касающийся перемещения «змейкой» и изменений ширины. Применяя способы, раскрытые в WO 2006/088067 и WO 2006/088068 и японской патентной публикации JP №2007-95651 (А), по сравнению с тремя системами, объяснения которых приведены выше, возможен широкий контроль распределения температуры, но в зависимости от условий имелись случаи, когда отклонение температуры концов металлического листа центральной части не могли быть в устранены в достаточной степени.
Настоящее изобретение решает проблемы индукционного нагрева металлических листов в этих обычных LF системах и TF системах, и его задача состоит в том, чтобы предложить систему индукционного нагрева и способ индукционного нагрева, использующие индукционную катушку, которая не ограничивается до магнитных материалов, а также используется с немагнитными материалами и на немагнитных участках, в достаточной степени поддерживают расстояние между металлическим листом и индукционной катушкой, имеют более высокие возможности контроля температуры, чем системы индукционного нагрева по WO 2006/088067 и WO 2006/088068, позволяют изменять ширину, обеспечивают перемещение «змейкой» и т.д., эффективны в обслуживании и обеспечивают эффективный нагрев.
Настоящее изобретение было осуществлено для решения вышеуказанных проблем и имеет своей целью следующее:
(1) Система индукционного нагрева металлического листа, имеющая индукционную катушку, образованную соединением проводника со стороны передней поверхности металлического листа и проводника со стороны задней поверхности металлического листа, так чтобы окружать металлический лист в направлении ширины, обеспечивая при этом расстояние от поверхности металлического листа и индукционно нагревая металлический лист, проходящий через внутреннюю часть окружающей индукционной катушки; вышеуказанная система, характеризующаяся размещением, по меньшей мере, двух секций вышеуказанной индукционной катушки, граничащих в продольном направлении вышеуказанного металлического листа; и в вертикальной проекции для вертикального проецирования проводников, образующих индукционную катушку со стороны передней поверхности и стороны задней поверхности вышеуказанного металлического листа, на вышеуказанный металлический лист, вышеуказанные проводник со стороны передней поверхности и проводник со стороны задней поверхности размещены на расстоянии, так чтобы взаимно не перекрывать друг друга в продольном направлении вышеуказанного металлического листа в центральной части вышеуказанного металлического листа в каждой, по меньшей мере, из двух секций индукционной катушки,
и, кроме того, в вышеуказанном примыкании, по меньшей мере, в двух секциях индукционной катушки вышеуказанные проводники со стороны передней поверхности находятся поблизости в продольном направлении металлического листа, и вышеуказанные проводники со стороны задней поверхности расположены на расстоянии в продольном направлении металлического листа, превышающем расстояние, на котором вышеуказанные проводники со стороны передней поверхности находятся поблизости, или вышеуказанные проводники со стороны задней поверхности находятся поблизости в продольном направлении металлического листа, и вышеуказанные проводники со стороны передней поверхности расположены на расстоянии в продольном направлении металлического листа, превышающем расстояние, на котором вышеуказанные проводники со стороны задней поверхности находятся поблизости.
(2) Система индукционного нагрева металлического листа, имеющая индукционную катушку, образованную соединением проводника со стороны передней поверхности металлического листа и проводника со стороны задней поверхности металлического листа, так чтобы окружать металлический лист в направлении ширины, обеспечивая при этом расстояние от поверхности металлического листа и индукционно нагревая металлический лист, проходящий через внутреннюю часть окружающей индукционной катушки; вышеуказанная система, характеризующаяся размещением, по меньшей мере, двух секций вышеуказанной индукционной катушки, граничащих в продольном направлении вышеуказанного металлического листа; вышеуказанные проводник со стороны передней поверхности и проводник со стороны задней поверхности, размещены на расстоянии, так чтобы взаимно не перекрывать друг друга в продольном направлении вышеуказанного металлического листа в центральной части вышеуказанного металлического листа в каждой, по меньшей мере, из двух секций индукционной катушки в вертикальной проекции для вертикального проецирования проводников, образующих индукционную катушку со стороны передней поверхности и стороны задней поверхности вышеуказанного металлического листа, на вышеуказанный металлический лист; по меньшей мере, один из вышеуказанных проводников со стороны передней поверхности и стороны задней поверхности каждой из вышеуказанных, по меньшей мере, двух секций индукционной катушки, имеющий часть, наклоненную по отношению к направлению ширины в направлении, по меньшей мере, одного из концов металлического листа в направлении ширины, и
кроме того, в вышеуказанном примыкании, по меньшей мере, в двух секциях индукционной катушки вышеуказанные проводники со стороны передней поверхности, находятся поблизости в продольном направлении металлического листа, и вышеуказанные проводники со стороны задней поверхности расположены на расстоянии в продольном направлении металлического листа, превышающем расстояние, на котором вышеуказанные проводники со стороны передней поверхности находятся поблизости, или вышеуказанные проводники со стороны задней поверхности находятся поблизости в продольном направлении металлического листа, и вышеуказанные проводники со стороны передней поверхности расположены на расстоянии в продольном направлении металлического листа, превышающем расстояние, на котором вышеуказанные проводники со стороны задней поверхности находятся поблизости.
(3) Система индукционного нагрева металлического листа по п.(1) или (2), характеризующаяся тем, что система спроектирована так, чтобы при протекании переменного тока к вышеуказанной индукционной катушке ток такого же направления и такой же фазы протекал к проводникам поблизости.
(4) Система индукционного нагрева металлического листа по п.(2) или (3), характеризующаяся тем, чтобы, по меньшей мере, один из вышеуказанных проводников со стороны передней поверхности и стороны задней поверхности индукционной катушки, расположенный на самой удаленной стороне в продольном направлении вышеуказанного металлического листа, был расположен, имея часть, наклоненную по отношению к направлению ширины в направлении, по меньшей мере, одного из концов вышеуказанного стального листа в направлении ширины, и имея с наружной стороны наклоненной части проводника уклон, расположенный на самой удаленной стороне;
магнитный сердечник, продолжающийся от стороны передней поверхности к стороне задней поверхности вышеуказанного металлического листа, предусмотренный для того, чтобы закрывать, по меньшей мере, конец в направлении ширины вышеупомянутого металлического листа.
(5) Система индукционного нагрева металлического листа по п.(4), характеризующаяся тем, что вышеуказанный магнитный сердечник имеет механизм для перемещения в горизонтальном направлении и может изменять площадь металлического листа, закрываемую от конца.
(6) Система индукционного нагрева металлического листа по любому из пп.(2)-(5), характеризующаяся тем, что, по меньшей мере, один из проводников со стороны передней поверхности и проводников со стороны задней поверхности индукционной катушки имеет механизм, обеспечивающий перемещение в направлении ширины металлического листа, и проводник, расположенный так, чтобы иметь часть, наклоненную относительно направления ширины, может изменять положение наклоненной части относительно металлического листа в направлении ширины.
(7) Способ индукционного нагрева металлического листа, использующий систему индукционного нагрева металла по любому из пп.(2)-(6); вышеуказанный способ индукционного нагрева, характеризующийся прохождением металлического листа через внутреннюю часть индукционной катушки вышеуказанной системы индукционного нагрева, протеканием переменного тока к вышеуказанной индукционной катушке для протекания тока такого же направления и такой же фазы к проводникам поблизости от вышеуказанной индукционной катушки и генерирования внутри вышеуказанного металлического листа управляющего индукционного тока, имеющего, по существу, такую же форму, как вертикальная проекция на вышеуказанный металлический лист вышеуказанных проводников со стороны передней поверхности и стороны задней поверхности в вышеуказанных, по меньшей мере, двух секциях индукционной катушки вышеуказанной системы индукционного нагрева, и имеющего направление, противоположное направлению переменного тока, протекающего через вышеуказанные проводники со стороны передней поверхности и стороны задней поверхности из-за вышеуказанного протекающего тока и генерирующего вспомогательный контур управляемого индукционного тока, генерируемого одной из вышеуказанных граничащих секций индукционной катушки, и вспомогательный контур управляемого индукционного тока остальных секций в противоположных направлениях, так чтобы уравновесить вспомогательный контур и нагреть металлический лист, не допуская при этом генерирования управляемого индукционного тока, на участке с наружной стороны наклонной части проводника, размещенной для получения уклона относительно направления ширины вышеуказанного металлического листа и установленной между вышеуказанными граничащими секциями индукционных катушек в вертикальной проекции проводников со стороны передней поверхности и со стороны задней поверхности на вышеуказанный металлический лист.
(8) Способ индукционного нагрева металлического листа по п.(7), содержащий способ индукционного нагрева металлического листа, использующий систему индукционного нагрева металлического листа по п.(5) или (6), характеризующийся изменением площади, которую вышеупомянутый магнитный сердечник закрывает на металлическом листе от конца, так чтобы изменить распределение температуры конца металлического листа.
(9) Способ индукционного нагрева металлического листа по п.(7), содержащий способ индукционного нагрева, используя систему индукционного нагрева металлического листа по п.(6), и характеризующийся тем, что, по меньшей мере, один из проводников со стороны передней поверхности и проводников со стороны задней поверхности перемещается в направлении ширины металлического листа и можно регулировать положение наклонной части вышеуказанного проводника относительно металлического листа, так чтобы регулировать распределения температуры вышеуказанного металлического листа.
Обратите внимание, что «продольное направление металлического листа» в упоминаемое в настоящем изобретении - это направление перемещения металлического листа (то же самое, что направление линии конвейера). Кроме того, «LF система», упоминаемая в настоящем изобретении, относится к обычной системе продольного магнитного потока, обеспечивающей переменное магнитное поле в осевом направлении для ненагреваемого объекта.
Используя систему индукционного нагрева и способ индукционного нагрева по настоящему изобретению, можно нагревать не только толстые материалы и тонкие листы на магнитных участках, но и, что было невозможно при обычных системах нагрева, нагревать тонкие с небольшим удельным сопротивлением листы из немагнитного алюминия, меди и листы из других цветных металлов и нагревать на немагнитном участке с температурой точки Кюри и выше черный металл и другие магнитные материалы.
Далее, при увеличении температуры центральной части металлического листа и сдерживании повышения температуры у концов металлического листа распределение температуры всего металлического листа можно контролировать, сдерживая или исключая перегрев концов металлического листа.
Далее, принимая во внимание устранение отклонения температуры металлического листа в системе индукционного нагрева, выполняемого после предыдущих операций, и температурные характеристики металлического листа на последующих операциях и нагрев согласно требуемому распределению температуры и в ином случае нагрев со скоростью нагрева и распределением температуры, соответствующими требуемым металлургическим характеристикам, можно получить стабильно высокое качество продуктов и устранить влияние на качество отклонений от заданного режима в процессе обработки.
Кроме того, отсутствует влияние тепловой инерции, которая становится проблемой в газовых нагревательных печах, поэтому даже когда температура печи должна быть изменена из-за изменений толщины и ширины металлического листа или типа материала, скорость нагрева можно свободно контролировать, поэтому рабочая скорость не требует изменений. Следовательно, не требуются не только связующие материалы, которые обычно необходимы в газовой нагревательной печи до момента, пока печь не стабилизируется, но также можно продолжать производственный процесс без уменьшения рабочей скорости, поэтому можно исключить снижение производительности и значительно расширить возможности плана производственных операций.
Далее, система индукционного нагрева настоящего изобретения не только способна управлять изменениями толщины и ширины металлического листа, но может гибко управлять перемещением «змейкой» и другими причинами отклонений от рабочих режимов. Кроме того, достигается не только требуемое распределение температуры, но также снижаются капитальные затраты, поскольку использование множества настроек индукционных катушек в зависимости от ширины листа не является необходимым.
Краткое описание чертежей
Фиг.1 - схематичный вид, показывающий обычный индукционный нагрев LF типа.
Фиг.2 - схематичный вид в разрезе, объясняющий протекание индукционных токов в сечении тонкого металлического листа при обычном индукционном нагреве LF типа.
Фиг.3 - схематичный вид сверху, объясняющий индукционный нагрев, при котором проводники с передней стороны и задней стороны катушки расположены со смещением.
Фиг.4 - схематичный вид в разрезе, объясняющий механизм генерирования тока в сечение А-А из фиг.3.
Фиг.5 - схематичный вид сверху, объясняющий генерирование индукционных токов в металлическом листе посредством индукционного нагрева из фиг.3.
Фиг.6 - схематичный вид сверху примера системы индукционного нагрева по настоящему изобретению, в котором установлены две параллельные секции индукционной катушки, граничащие друг с другом и проводники с передней стороны и задней стороны индукционной катушки расположены со смещением для выполнения индукционного нагрева.
Фиг.7 - схематичный вид сверху, объясняющий пример системы индукционного нагрева, в котором проводники с передней стороны и задней стороны индукционной катушки смещены в центре и проводники индукционной катушки выполнены с наклоном рядом с концами металлического листа.
Фиг.8 - схематичный вид сверху, показывающий состояние индукционных токов, генерируемых на металлическом листе с расположением катушки из фиг.7.
Фиг.9(а) - схематичный вид сверху, объясняющий пример системы индукционного нагрева по настоящему изобретению и показывающий случай с двумя секциями индукционной катушки, соединенными последовательно.
Фиг.9(b) - схематичный вид сверху, объясняющий пример системы индукционного нагрев по настоящему изобретению и показывающий случай с двумя секциями индукционной катушки, соединенными параллельно.
Фиг.10 - схематичный вид сверху, объясняющий распределение индукционных токов, генерируемых в металлическом листе с помощью системы индукционного нагрева по настоящему изобретению из фиг.9(а).
Фиг.11 - схематичный вид сверху, показывающий пример системы индукционного нагрева настоящего изобретения, в котором установлены две секции индукционной катушки из фиг.7, граничащие друг с другом и соединенные параллельно.
Фиг.12 - схематичный вид сверху системы индукционного нагрева настоящего изобретения, в котором установлены две секции индукционной катушки 2Т из Фиг, 9(а), граничащие друг с другом и соединенные параллельно.
Фиг.13 - схематичный вид сверху, объясняющий пример размещения магнитного сердечника в системе индукционного нагрева по настоящему изобретению из Фиг 9(а).
Фиг.14 - схематичный вид в разрезе, объясняющий функционирование магнитного сердечника.
Фиг.15 - схематичный вид в разрезе, объясняющий функционирование магнитного сердечника в противоположной фазе из фиг.14.
Фиг.16 - схематичный вид сверху, объясняющий пример применения магнитного сердечника в системе индукционного нагрева из фиг.11.
Фиг.17 - схематичный вид сверху, объясняющий пример применения магнитного сердечника в системе индукционного нагрева из фиг.12.
Фиг.18(а) - схематичный вид сверху, показывающий взаимосвязь между индукционной катушкой, имеющей наклоненную часть проводника, и положением, через которое проходит конец металлического листа.
Фиг.18(b) - схематичный вид сверху, показывающий индукционные токи, генерирующие в металлическом листе, когда конец металлического листа проходит через линию А из фиг.18(а).
Фиг.18(с) - схематичный вид сверху, показывающий индукционные токи, генерирующие в металлическом листе, когда конец металлического листа проходит через линию В из фиг.18(а).
Фиг.18(d) - схематичный вид сверху, показывающий индукционные токи, генерирующие в металлическом листе, когда конец металлического листа проходит через линию С из фиг.18(а).
Фиг.19 - схематичный вид сверху, показывающий пример, где позиционная связь между наклонной частью каждой секции индукционной катушки из фиг.12 и концом металлического листа является различной.
Фиг.20 - схематичный вид в разрезе, объясняющий контроль температуры нагрева с помощью магнитного сердечника.
Фиг.21 - схематичный вид в разрезе, объясняющий пример механизма, контролирующего температуру нагрева с помощью магнитного сердечника.
Осуществление изобретения
Ниже будут объяснены варианты выполнения настоящего изобретения. Для упрощения объяснения в качестве двух секций индукционной катушки (1 секция, 1 виток) с помощью чертежей будет объяснен случай 2Т (витки), однако изобретение не ограничивается до 2Т. Возможен также ряд параллельных соединений Ts или 1T.
Фиг.9(а) - схематичный вид сверху, показывающий пример системы индукционного нагрева настоящего изобретения, в то время как фиг.10 - схематичный вид, показывающий индукционные токи, генерируемые в металлическом листе 1 из фиг.9(а).
Термин «индукционная катушка», используемый ниже в объяснении настоящего изобретения, используется в качестве общего термина для катушки, образованной проводником, содержащим трубку, проволоку, пластину и т.д., и выполненной из соответствующего электрического проводника, навитого вокруг нагреваемого материала, т.е. металлического листа, находящейся на расстоянии от его поверхности и имеющей, по меньшей мере, один виток в направлении ширины металлического листа. Она особо не определяет форму, окружающую нагреваемый материал, как прямоугольник или круг. При навивке двух и более витков проводники с различным числом витков (Т) устанавливают так, что они примыкают друг к другу.
Обратите внимание, что каждый виток, как будет объяснено позднее, включает в себя проводник со стороны передней поверхности и проводник со стороны задней поверхности, соединенные соединяющимися проводниками или проводящими элементами с наружных сторон концов нагреваемого материала (металлический лист) в направлении ширины, так чтобы окружать материал.
Проводник предпочтительно является материалом с надлежащей электропроводностью, например, медью или алюминием. В дальнейшем «одна секция индукционной катушки», упоминаемая в настоящем изобретении, содержит проводники индукционной катушки с передней и задней сторон, намотанные вокруг металлического листа, и является наименьшим элементом, который образует индукционную катушку; и термин «две секции» означает две пары проводников индукционной катушки с передней и задней сторон.
Обратите внимание, что на фиг.7, фиг.9(а), фиг.9(b), фиг.11, фиг.12, фиг.16 и фиг.17 стрелки указывают направление токов катушки, жирные линии указывают проводники индукционной катушки с передней стороны металлического листа и пунктирные линии указывают проводники индукционной катушки с задней поверхности металлического листа. Кроме того, на фиг.8 и фиг.10 стрелки указывают направления индукционных токов, генерируемых внутри металлического листа.
Принцип индукционного нагрева металлического листа по настоящему изобретению будет объяснен ниже с помощью чертежей.
В настоящем изобретении, прежде всего, как показано на фиг.3, проводники расположены так, чтобы в случае, когда проводники 2а и 2b, образующие индукционную катушку со стороны передней поверхности и стороны задней поверхности металлического листа 1, проходящего через внутреннюю часть индукционной катушки 2, вертикально проецируются на металлический лист, вертикальные проекции проводников со стороны передней поверхности и стороны задней поверхности имели расстояние (смещение) один от другого в продольном направлении металлического листа.
В таком случае, как показано на виде сбоку в разрезе на Фиг 4 (для простоты объяснения даны только для проводника 2а), через металлический лист 1 проходит наклонный магнитный поток 4. Этот магнитный поток генерирует индукционный ток 6а.
Соответственно, из-за расширения линии тока при наклоне, даже если глубина проникновения δ генерируемого индукционного тока 6а больше толщины t листа, индуктивный ток будет протекать,
Поскольку проводники 2а и 2b индукционной катушки 2 расположены на расстоянии (смещение) в направлении поступательного движения металлического листа, индукционные токи 6а и 6b, генерируемые проводниками 2а и 2b индукционной катушки 2, не препятствуют друг другу. Ток кольцеобразной формы, такой, как показан на фиг.5, генерируется в металлическом листе 1 как «единое целое», в результате чего металлический лист 1 может быть нагрет, даже если он является немагнитным материалом.
В этом отношении ток, протекающий через концы металлического листа (концы металлического листа в направлении ширины; то же самое ниже), служит для уменьшения реактивности первичным током, протекающим через соединительные проводники 8, соединяющие передний и задний проводники 2а и 2b индукционной катушки 2, или через проводящие элементы 7, соединяющие передний и задний проводники 2а и 2b индукционной катушки 2 с источником питания, поэтому линия тока становится боле узкой из-за притягивания к концам металлического листа, магнитный поток, генерируемый первичным током, проходящим через проводящие элементы 7 и соединительные проводники 8, концентрированно проходит через конец металлического листа по кратчайшему расстоянию, и концы металлических листов нагреваются больше, чем центр, за счет времени нагрева, соответствующего расстоянию d3 (см. фиг.5); следовательно, концы металлического листа легко перегреваются.
Далее, если имеется одна секция индукционной катушки, магнитный поток легко распространяется от индукционной катушки даже в центральной части металлического листа, следовательно, плотность тока индукционного тока также падает, поэтому температура центральной части повышается с трудом и отклонение температуры между центральной частью металлического листа и концами металлического листа легко увеличивается.
В силу вышесказанного настоящее изобретение использует, по меньшей мере, две секции индукционной катушки и размещает их так, чтобы они граничили друг с другом в продольном направлении металлического листа. Как показано на фиг.6, проводники 2b и 3b индукционной катушки расположены поблизости и через них протекает первичный ток такой же фазы, в результате чего благодаря кондуктору катушки центральной части магнитный поток увеличивается вдвое и плотность тока повышается.
Поток, генерируемый двумя близко расположенными проводниками 2b, 3b индукционной катушки, противоположен по направлению потоку от проводников 2а, 3а катушки, расположенных на расстоянии (смещение), поэтому магнитный поток, генерируемый проводниками 2а, 3а, не создает никаких препятствий и не расширяется, что позволяет легко обеспечить концентрацию вблизи проводников 2b, 3b индукционной катушки, а также легко повысить температуру в центре металлического листа.
Однако с наружных сторон проводников 2а, 3а индукционной катушки (концевые стороны металлического листа в продольном направлении металлического листа, т.е. на фиг.6 верхняя сторона проводника 2а и нижняя сторона проводника 3а) конкурирующий магнитный поток отсутствует, и поэтому магнитный поток старается распространиться к наружным сторонам индукционной катушки, в результате чего магнитному потоку трудно сконцентрироваться, увеличение плотности индукционного тока, генерируемого в металлическом листе, также затруднено, и значение повышения температуры будет меньше по сравнению со смежным проводником катушки.
В силу вышесказанного, при размещении, как показано на фиг.6, индукционной катушки, образованной проводниками почти горизонтально в направлении ширины, т.е. без частей, наклоненных по отношению к направлению ширины параллельно продольному направлению металлического листа, большее число примыкающих секций индукционной катушки (число проводников) обеспечивает более легкое повышение температуры центральной части металлического листа, таким образом, устраняя отклонение температуры по сравнению с концами металлического листа.
Однако, как объясняется на фиг.3-5, при размещении индукционной катушки параллельно в продольном направлении со смещением перегрев концов металлического листа из-за токов, протекающих через концы металлического листа, не устраняется, поэтому для дальнейшего устранения отклонения температуры нагреваемого металлического листа в настоящем изобретении, как показано на фиг.7, по меньшей мере, один из передних или задних (передняя сторона и задняя сторона) проводников индукционной катушки выполнен так, что его форма имеет часть, проходящую через металлический лист в поперечном направлении под углом от направления по ширине в направлении, по меньшей мере, одного из концов металлического листа в направлении ширины.
Диапазон направления по ширине от наклонной части проводника особо не ограничивается, однако проводник изготовлен так, что он имеет наклонную часть вблизи, по меньшей мере, одного из концов в направлении ширины металлического листа в направлении ширины.
Фиг.7 показывает пример, где передний и задний проводники индукционной катушки имеют части, наклоненные в направлении ширины рядом с двумя концами металлического листа (пример одной секции индукционной катушки). Если индукционная катушка выполнена в такой форме, то в металлическом листе 1 образуется кольцеобразная линия 6 индукционного тока, как показано жирными линиями на фиг.8, и генерируются индукционные токи, протекающие в направлении стрелок.
Причина состоит в том, что линии тока сложнее сужаться у концов металлического листа по сравнению со случаем на фиг.5, объясненным ранее, поэтому затруднено получение высокой плотности тока, и, кроме того, передний и задний проводники индукционной катушки пересекаются вблизи концов металлического листа, поэтому время нагрева индукционными токами, протекающими через концы металлического листа, может быть более коротким, и перегрев концов металлического листа можно исключить даже по сравнению с тем, когда передний и задний проводники индукционной катушки смещены параллельно в продольном направлении, как показано на фиг.3.
В этом отношении из испытаний и анализа стало понятно, что управляющий индукционный ток, как показано на фиг.8, имеет, по существу, такую же форму, как вертикальная проекция проводников со стороны передней поверхности и стороны задней поверхности, и проходит внутри части, ограниченной жирными линиями в направлении, противоположном направлению индукционных токов, протекающих через проводники со стороны передней поверхности и стороны задней поверхности, в то время как неполные управляемые индукционные токи изменяют направление у концов металлического листа, в результате чего вспомогательные контуры индукционных токов генерируются на участках с наружной стороны проводников, расположенных так, чтобы иметь наклон относительно направления ширины плоскости металла, как показано в поз.9 на фиг.8.
Следовательно, при нагреве, требующем строго управления отклонением температуры, токи этого вспомогательного контура 9 иногда больше не могут не учитываться. Иногда токи, протекающие у концов металлического листа, приводят к повышению температуры на концах металлического листа и, следовательно, к проблемам перегрева.
Следовательно, в настоящем изобретении, как показано на фиг.11 и фиг.9(а), две или более секций индукционной катушки, снабженной проводниками, имеющими части, наклоненные в направлении ширины, используются так, что они примыкают друг к другу. Фиг.9(а) - пример двух секций индукционной катушки, имеющей проводники со стороны передней поверхности, и проводники со стороны задней поверхности, расположенные со смещениями (на расстоянии) в продольном направлении металлического листа 1, т.е. одна секция индукционной катушки имеет проводники 2а и 2b и другая секция индукционной катушки имеет проводники 3а и 3b, расположенные так, что они примыкают друг к другу последовательно в продольном направлении металлического листа 1.
В настоящем изобретении примыкающие проводники со стороны передней поверхности индукционной катушки расположены поблизости в продольном направлении металлического листа, в то время как проводники со стороны задней поверхности отделены друг от друга больше, т.е. расположены в продольном направлении металлического листа на расстоянии большем, чем расстояние между проводниками со стороны передней поверхности, расположенными поблизости.
Как вариант, проводники со стороны задней поверхности расположены поблизости в продольном направлении металлического листа, в то время как проводники со стороны передней поверхности отделены друг от друга больше, т.е. расположены в продольном направлении металлического листа на расстоянии большем, чем расстояние между проводниками со стороны задней поверхности, расположенными поблизости. Кроме того, при протекании переменного тока в индукционной катушке первичные токи проходят так, чтобы протекать в том же направлении и той же фазе в близко расположенных проводниках.
Фиг.9(а) и фиг.9(b) показывают примеры проводников индукционной катушки со стороны передней поверхности и стороны задней поверхности, имеющие уклоны у противоположных концевых сторон металлического листа (имеют наклонные части).
Фиг 9(а) - пример близкорасположенных проводников со стороны задней поверхности. Маршрут, по которому первичный ток протекает в индукционной катушке, включает в себя высокочастотный источник 11 подачи питания через подсоединенный проводник 7а и далее проводник 3а → соединительный проводник 7b → проводник 2b → концевой соединительный проводник 8 → проводник 2а → соединительный проводник 7с → проводник 3b → соединительный проводник 7d → высокочастотный источник 11 подачи питания. В расположенных поблизости проводниках 2b и 3b со стороны задней поверхности первичный ток такой же фазы протекает в том же направлении.
Причины, по которым две секции индукционной катушки, снабженные проводниками, имеющими наклонные части, расположены так, что они примыкают друг к другу, и первичные токи той же фазы протекают через близко расположенные проводники со стороны задней поверхности (или проводники со стороны передней поверхности), состоят в следующем.
Первая причина состоит в том, что, как объясняется выше, магнитный поток, генерируемый индукционной катушкой, может быть концентрированным, поэтому эффективность нагрева повышается.
Вторая причина состоит в том, что, как было объяснено ранее, в случае проводников, имеющих наклонные части, образуются вспомогательные контуры 9, как показано на фиг.8. Благодаря этому температура на концах металлического листа повышается более легко. В противоположность этому, в случае из фиг 11 и фиг.9(а), при котором две секции индукционной катушки расположены так, что они примыкают друг к другу, проводники со стороны задней поверхности (или проводники со стороны передней поверхности) расположены поблизости и первичные токи той же фазы протекают, как показано на фиг.10, на участках с наружной стороны проводников, расположенных так, чтобы иметь уклоны относительно направления ширины металлического листа (участки наружных сторон наклонных частей), и участков, расположенных между примыкающими секциями индукционной катушки; направления индукционных токов вспомогательного контура 10а управляемых индукционных токов, генерируемых одной из примыкающих секций индукционной катушки (сторона 3b на фиг.9(а)), и вспомогательного контура 10b управляемого индукционного тока, генерируемого другой секцией (сторона 2b на фиг.9(b)), могут быть установлены так, чтобы они генерировались в противоположных направлениях, поэтому вспомогательные контуры могут уравновешиваться, управляемые индукционные токи, протекающие во вспомогательных контурах 10, могут быть уменьшены, повышение температуры на концах металлического листа может быть сдержано, и может быть обеспечено равномерное распределение температуры нагрева.
В отличие от случая из фиг.9(а), где одна секция индукционной катушки, изготовленная из проводников 2а и 2b, и другая секция индукционной катушки, изготовленная из проводников 3a и 3b, т.е. всего две секции соединены последовательно, фиг.9(b) является примером, где они соединены параллельно. Такие же эффекты, как объясняется выше, могут быть получены даже при параллельном соединении.
Фиг.11 - пример с двумя секциями индукционной катушки, где каждый из проводников, составляющих индукционную катушку, снабжен проводником, имеющим наклонную часть, как с передней стороны, так и с задней стороны, рядом с двумя концами металлического листа 1; две секции индукционной катушки расположены так, что они примыкают друг к другу, и проводники 2b и 3b со стороны задней поверхности расположены поблизости и соединены параллельно с источником 11 питания, так чтобы первичные токи такой же фазы протекали в проводниках 2b, 3b.
На концах металлического листа 1, окруженного проводниками 2b и 3b, индукционные токи, генерируемые в проводниках 2b и 3b, имеют противоположное направление, но почти такую же величину, поэтому на участках с наружной стороны проводников 2b, 3b, расположенных так, чтобы иметь уклоны относительно направления ширины металлического листа, и участках, расположенных между примыкающими секциями индукционной катушки, индукционные токи прекращают протекать почти полностью, поэтому появление вспомогательных контуров может быть предотвращено.
Как ясно из вышеприведенного принципа, примыкающие секции индукционной катушки не ограничиваются до двух секций. Чем больше количество секций, тем больше эффектов управляемых индукционных токов (вспомогательных контуров), протекающих на концах металлического листа, можно свести к минимуму.
Соединение этих примыкающих секций индукционной катушки может быть последовательным соединением, как на фиг.9(а), или параллельным соединением, как на фиг 9(b) и фиг.11, или комбинацией параллельных и последовательных соединений, как на фиг.12.
Обратите внимание, что фиг.12 является примером, в котором установлены четыре секции индукционных катушек. На участках с обоих концов металлического листа, расположенных между проводниками 2b, 3b, обоих концов металлического листа, расположенных между проводниками 3а, 2а', и обоих концов металлического листа, расположенных между проводниками 2b', 3b', индукционные токи прекращают протекать почти полностью, поэтому появление вспомогательных контуров может быть предотвращено.
На примыкающих участках индукционной катушки расстояния в продольном направлении металлического листа между расположенными поблизости проводниками со стороны задней поверхности (или проводниками со стороны передней поверхности) особо не оговариваются, однако, если расстояния являются слишком большими, эффект концентрации магнитного потока ослабевает. Предпочтительно, чтобы они не были отделены друг о друга. Предпочтительно, чтобы расстояние составляло не более одной ширины проводника в продольном направлении металлического листа.
Далее, угол наклона проводников можно определить с помощью получения соответствующего угла α из ширины нагреваемого металлического листа и ширины индукционной катушки посредством анализа электромагнитного поля и испытаний. Кроме того, секции комбинированной индукционной катушки имеют, если возможно, одну и ту же ширину и форму. В этом случае распределение температуры легко контролировать. Однако не требуется, чтобы они имели одинаковую форму. При условии соблюдения вышеуказанного принципа даже при различных формах проблемы отсутствуют.
Однако даже в случаях из фиг.9(а), фиг.9(b), фиг.11 и фиг.12 незначительные индукционные токи, генерируемые у наружных сторон наклонных частей проводников, имеющих уклоны, расположенные у самых дальних сторон в металлическом листе 1, где токи такой же фазы не протекают (самая передняя сторона или самая задняя сторона продольного направления, самая верхняя часть или самая нижняя часть на чертежах) (вспомогательные контуры, генерируемые у наружных сторон наклонных частей проводников у наиболее отдаленных краев в продольном направлении), остаются «как они есть».
В силу вышеуказанного в настоящем изобретении для уменьшения незначительных индукционных токов наклонных частей магнитные сердечники 12а, 12b, продолжающиеся от стороны передней поверхности до стороны задней поверхности металлического листа, так чтобы закрыть концы металлического листа, расположены на концах металлического листа 1 у наружных сторон наклонных частей проводников, имеющих уклоны, расположенные на самых удаленных сторонах в металлическом листе 1, как показано на фиг.13 (наружные стороны проводников 2а и 3а, где нет близкорасположенных проводников). Магнитные сердечники, закрывающие концы металлического листа, могут иметь, к примеру, U-образные сечения.
Фиг.14 и фиг.15 - схематичные виды в разрезе, объясняющие функционирование магнитного сердечника 12а в сечении А-А из фиг.13.
На фиг.14 магнитный поток 13 генерируется, согласно правилу буравчика, вокруг проводника 2а катушки первичным током, протекающим в проводнике 2а катушки (на чертеже показан случай, когда он протекает от задней стороны листа к передней стороне), однако часть магнитного потока входит в магнитный сердечник 12а, имеющий высокую магнитную проницаемость и низкое магнитное сопротивление по сравнению с внешней средой со стороны передней поверхности металлического листа, проходит от верхней части через внутреннюю часть, достигает нижней части, затем движется от нижней поверхности металлического листа 1 в направлении конца металлического листа 1, проходит через металлический лист 1 и возвращается в верхнюю часть магнитного сердечника 12а в виде магнитного потока 13b.
С другой стороны, большая часть оставшегося магнитного потока 13 проходит через магнитный поток 13а в конце металлического листа 1, но ему препятствует магнитный поток 13b противоположного направления, и входит со смещением в центральную сторону металлического листа 1. Следовательно, незначительные индукционные токи, циркулирующие у конца металлического листа 1 из-за магнитного потока 13а, устраняются индукционным током, генерируемым магнитным потоком 13b обратной фазы, в результате чего незначительные индукционные токи, протекающие в концах металлического листа, уменьшаются, позволяя, тем самым, избежать перегрева концов металлического листа.
Фиг.15 объясняет случай, когда в проводнике 2а протекает ток фазы, противоположной фазе из фиг.14. В этом случае также индукционные токи 13а и 13b обратной фазы генерируются в конце металлического листа 1 и уравновешивают друг друга, в результате чего вспомогательные контуры уменьшаются и исключается перегрев.
Фиг.16 - пример магнитных сердечников, добавленных к наружным сторонам наклонных частей проводников индукционной катушки, расположенных у самых удаленных сторон в схеме расположения катушки, показанной на фиг.11. Это предотвращает перегрев концов металлического листа, вызываемый незначительными индукционными токами у наружных сторон четырех наклонных частей проводников, имеющих уклоны, расположенные у наиболее удаленных сторон.
Фиг 17 - пример схемы расположения индукционной катушки, показанной на фиг 12, где четыре секции индукционной катушки расположены поблизости, так чтобы протекали токи одной и той же фазы, и магнитные сердечники расположены с наружных сторон наклонных частей проводников, имеющих уклоны, расположенные у самых удаленных сторон в металлическом листе 1, где вспомогательные контуры не могут быть уравновешены. Это обеспечивает крайне эффективный контроль температуры на концах.
Используемые магнитные сердечники могут быть соответствующим образом выбраны из слоистых магнитных стальных листов или магнитодиэлектрика, аморфных материалов или других материалов, имеющих высокую относительную магнитную проницаемость и низкое тепловыделение.
Далее приводится объяснение магнитных сердечников со ссылкой на пример, где они расположены так, чтобы быть обращенными к наклонным частям проводников вертикально от концов металлического листа и, тем самым, закрывать металлический лист, однако они также могут быть расположены так, чтобы идти вертикально от концов металлического листа до концевых поверхностей металлического листа, чтобы закрывать металлический лист. Угол необязательно должен быть точным.
Далее будет объяснен способ контроля распределения температуры нагрева металлического листа с помощью способа индукционного нагрева настоящего изобретения.
Фиг.18(а) - схематичный вид, показывающий проводник с наклонной частью индукционной катушки и концевую часть металлического листа и показывающий позиционную связь конца металлического листа и проводника. Линия А на чертеже показывает случай, когда конец металлического листа проходит середину наклонного проводника, линия В - случай, когда конец металлического листа проходит рядом с тем местом, где наклонный проводник перекрывается с проводником с задней поверхности, и снова продолжается к наружной стороне конца металлического листа вертикально к металлическому листу, и линия С - случай, когда конец металлического листа проходит через середину, где наклонный проводник со стороны передней поверхности перекрывается с проводником с задней поверхности у внутренней стороны конца металлического листа и передний и задний проводники полностью перекрываются и продолжаются к наружной стороне конца металлического листа вертикально к металлическому листу.
Фиг.18(b) - схематичный вид, показывающий индукционный ток, генерируемый в металлическом листе, когда конец металлического листа проходит линию А. Заштрихованная часть на чертеже показывает область, где протекает управляющий ток, генерируемый индукционной катушкой, в то время как стрелки показывают управляемые индукционные токи, образующие вспомогательный контур.
Когда конец металлического листа проходит через середину уклона наклонного проводника индукционной катушки, через конец металлического листа протекает индукционный ток на расстоянии, примерно равном La. Кроме того, первоначально индукционный ток должен протекать по наклонной индукционной катушке, но линия тока заканчивается после конца металлического листа, поэтому индукционный ток протекает по концу металлического листа, в результате чего плотность индукционного тока, протекающего у конца металлического листа, повышается, и температура на конце металлического листа может повышаться более легко.
Как показано на фиг.18(с), когда конец металлического листа проходит линию b рядом с тем местом, где заканчивается конец уклона наклонного проводника и где передний и задний проводники перекрываются, индукционные токи протекают расстояние Lb, более короткое, чем показанное выше расстояние La, однако передний и задний проводники частично перекрываются в конце металлического листа, поэтому генерирование индукционного тока в конце металлического листа сдерживается и, следовательно, температуре конца сложнее повышаться.
Следовательно, в настоящем изобретении наклонные проводники индукционной катушки направлены к концам металлического листа и передний и задний проводники индукционной катушки расположены так, чтобы они перекрывались с наружных сторон концов металлического листа, однако если передний и задний проводники индукционной катушки расположены так, что они перекрываются, эта часть имеет такое же распределение магнитного потока, как и так называемый LF нагрев, индукционные токи не генерируются, как указано выше, в металлическом листе и управляющий ток протекает внутрь от концов металлического листа, в результате чего повышение температуры концов металлического листа снижается.
Далее, когда конец металлического листа проходит линию С, как показано на фиг.18(d), он полностью проходит положение, где передний и задний проводники индукционной катушки перекрываются, поэтому индукционные токи на конце металлического листа не генерируются, и главный ток индукционного тока протекает в том месте, куда он входит от конца металлического листа.
Следовательно, температура концов металлического листа будет ниже температуры центральной части. Фиг 18(а) показывает состояние, когда передний и задний проводники индукционной катушки перекрываются почти полностью, однако даже если передний и задний проводники индукционной катушки перекрываются не полностью рядом с концами металлического листа, то из-за отсутствия смещения, равного одной ширине индукционной катушки или более, индукционные токи, генерируемые на концах металлического листа, почти полностью могут быть исключены.
Как объясняется выше, если используется способ нагрева настоящего изобретения, распределение температуры нагрева металлического листа можно контролировать с помощью регулирования относительных положений наклонных проводников относительно металлического листа.
Далее, как показано на фиг.19, распределение температуры нагрева можно с высокой точностью контролировать, используя ряд секций индукционной катушки (четыре секции на чертеже) и по отдельности регулируя позиционные связи наклонных частей проводников индукционных катушек с концами металлического листа.
Фиг.19 показывает пример, где группа проводников 2а, 2b, 3а и 3b индукционных катушек, соединенных последовательно для 2Т (витки), и группа проводников 2а', 2b', 3а' и 3b' индукционных катушек, соединенных последовательно для 2Т, соединены параллельно, но позиционные связи пары проводников 2а, 2b индукционной катушки, пары 3a, 3b, пары 2а', 2b' и пары 3a' и 3b' с концами металлического листа изменены для каждого проводника индукционной катушки, и положение, где заканчивается наклонная часть проводника индукционной катушки (положение, горизонтальное в направлении от уклона) постепенно перемещается изнутри металлического листа наружу к концам металлического листа, больше от верхней секции индукционной катушки к нижней секции индукционной катушки, как показано на фигуре.
В этом случае, чем ниже расположена секция индукционной катушки, тем значительнее функция нагрева концов металлического листа. Комбинируя таким способом отдельный позиционный контроль секций индукционной катушки, можно свободно контролировать распределение температуры нагрева, чтобы получить температуру концов металлического листа выше, ниже или равную температуре центральной части металлического листа. Кроме того, также можно контролировать распределение температуры
Далее, если сделать так, чтобы каждый комплект индукционной катушки мог свободно перемещаться в направлении ширины, можно отслеживать любое перемещение «змейкой» металлического листа и тем самым легко контролировать отклонения от режима в процессе эксплуатации.
Размещая вышеуказанные группы индукционной катушки на тележке, способной перемещаться в направлении ширины металлического листа, и обеспечивая перемещение тележки в направлении ширины, можно регулировать связь между положениями наклонных частей проводников индукционной катушки и положениями концов металлического листа.
Обратите внимание, что при необходимости, размещая некоторое количество групп индукционной катушки на этой тележке и обеспечивая ее перемещение в направлении ширины, можно свободно регулировать связь между положениями наклонных частей проводников индукционной катушки и положениями концов металлического листа.
Далее, в каждой группе индукционной катушки с помощью соединения проводника со стороны передней поверхности и проводника со стороны задней поверхности, так чтобы и тот и другой могли перемещаться в направлении ширины или один относительно другого с наружных сторон наклонных частей (ненаклонных частей), также можно регулировать связь положений наклонных частей проводников индукционной катушки и положений концов металлического листа в каждой группе.
Далее, система индукционного нагрева по настоящему изобретению также способна контролировать распределение температуры нагрева с помощью магнитных сердечников. Если эффекты незначительных индукционных токов наклонных частей индукционной катушки стороне входа и стороне выхода металлического листа 1 являются большими по величине, как показано на фиг.20, достаточно заблокировать токи, протекающие через концы металлического листа, изменяя дополнительное значение магнитного потока, генерируемого в проводнике 3h катушки, с помощью магнитного сердечника 12b или изменить положение и плотность возвращающегося добавленного магнитного потока.
Фиг.20 - частичный схематичный вид сверху, на котором индукционная катушка 3h, имеющая наклонную часть, расположена на металлическом листе 1, объясняющий, каким образом устанавливают магнитный сердечник 12b. Для того чтобы изменить величину магнитного потока, который должен быть добавлен с помощью магнитного сердечника 12b, способ изменения площади (ширина и толщина магнитного сердечника) сечения магнитного сердечника 12b, куда входит магнитный поток, изменения расстояния между магнитным сердечником 12b и проводником 3h катушки (L на фиг.20), изменения площади, на которую металлический лист 1 с наружной стороны проводника 3h катушки закрывается магнитным сердечником 12b (пропорционально произведению d на w на фиг.20) и т.д., может быть изменена величина магнитного потока, входящего внутрь магнитного сердечника 12b.
Далее, согласно маршруту, по которому магнитный поток, входящий внутрь магнитного сердечника 12b, возвращается в металлический лист, в качестве способа контроля распределения температуры нагрева с помощью увеличения/уменьшения площади магнитного сердечника 12b на стороне, противоположной индукционной катушке (пропорционально произведению d на w на фиг.20: d и w на передней и задней поверхности необязательно должно быть одинаковыми), изменения положения магнитного сердечника 12b от конца металлического листа (L на фиг.20) или изменения расстояния между магнитным сердечником 12b и металлически листом 1 и т.д., так чтобы контролировать величину индукционного тока в противоположном направлении, генерируемого магнитным потоком, возвращающегося с помощью магнитного сердечника 12b, может быть изменено распределение нагрева на конце металлического листа.
Фиг.21 показывает пример непрерывного контроля горизонтального расстояния магнитного сердечника 12b от конца металлического листа (L на фиг.20). Если поместить магнитный сердечник 12b на стол 14, установленный на направляющей 15, и обеспечить перемещение стола 14 с помощью пневматического цилиндра или электрического цилиндра или другой системы 16 такого привода, магнитный сердечник 12b может свободно перемещаться и площадь металлического листа 1, которую будет закрывать магнитный сердечник 12b, можно легко контролировать.
Соответственно, обеспечивая устройство измерения температуры после системы индукционного нагрева и выполняя затем индукционный нагрев, становится возможным контролировать требуемое распределение температуры. Следовательно, если распределение температуры конца металлического листа после нагрева является высоким, достаточно переместить магнитный сердечник 12b к внутренней части металлического листа, так чтобы увеличить площадь, которую закрывает магнитный сердечник на конце металлического листа, и наоборот, если температура на конце металлического листа низкая, достаточно отвести магнитный сердечник 12b в направлении от конца металлического листа.
Кроме того, механизм из фиг.21 также служит в качестве способа размещения магнитного сердечника 12b в соответствующем положении, когда металлический лист 1 движется, например, «змейкой». Если расстояние перемещения может быть значительным, возможна настройка в соответствующем положении, когда изменяется ширина пластины.
Элементы для перемещения магнитного сердечника 12b помещены в сильном магнитном поле, поэтому они должны содержать как можно больше прочного пластика или керамики или других непроводящих материалов. При необходимости использовать металл должна использоваться сталь SUS304 или другой немагнитный металл, а при нагреве необходима охлаждающая конструкция.
Если металлический лист движется «змейкой», он отклоняется от заранее установленного положения относительно индукционной катушки, и поэтому на двух концах металлического листа наблюдается повышенная или пониженная температура. В таком случае также требуемое распределение температуры нагрева может быть получено с помощью перемещения магнитного сердечника 12b, чтобы исключить движение «змейкой» металлического листа 1.
Для регулировки температур таким способом эффективно установить устройство обнаружения движения «змейкой» или устройство слежения или до или после индукционной системы, чтобы обеспечить точное понимание распределения температуры нагрева и получить требуемое распределение температуры за счет обеспечения устройства для измерения распределения температуры, по меньшей мере, на стороне выхода настоящей системы и, если возможно, на стороне входа настоящей системы, и контролировать положение магнитных сердечников, так чтобы мог быть выполнен соответствующий нагрев.
Как объясняется выше, настоящие система нагрева и способ нагрева могут обеспечивать эффективный нагрев независимо от толщины листа и ширины листа и независимо от того, является ли материал магнитным или немагнитным. Следовательно, при использовании электричества по сравнению с обычными способами газового нагрева фактически отсутствует тепловая инерция, поэтому можно свободно изменять рабочие режимы, свободно осуществлять нагрев до требуемой температуры, выполнять нагрев при любой скорости нагрева с частями, имеющими высокую температуру, куда сложно подавать тепло при радиационном нагреве, и фактически нет простоя или не требуется времени на запуск, поэтому степень подвижности при эксплуатации значительно возрастает.
Далее, можно легко управлять изменениями ширины листа и изменениями толщины листа, поэтому можно гибко и с меньшими ограничениями выполнять производственные планы и осуществлять сам производственный процесс.
Далее, пространство для монтажа также может быть значительно уменьшено по сравнению с традиационным нагревом и стоимость конструкции также может быть снижена. Кроме того, в качестве источника питания для нагрева может быть использован удобный в управлении и относительно экономичный источник питания низкой частоты. Увеличение напряжения катушки и т.д., создающее проблему при высокочастотном нагреве, может быть легко устранено, и могут быть значительно уменьшены ограничения в отношении аппаратных средств.
Далее, система индукционного нагрева и способ индукционного нагрева по настоящему изобретению являются исключительными системой нагрева и способом нагрева металлического листа, обеспечивающими отдельную систему для управления широким диапазоном размеров и типов продуктов, обеспечивающими контроль распределения температуры нагрева, предотвращая перегрев концов металлического листа, что являлось проблемой в системах индукционного нагрева до настоящего времени, и обеспечивающими контроль распределения температуры для точно заданного распределения температуры и, таким образом, имеющими характеристики, никогда не встречавшиеся ранее.
Образцы
(Образцы I)
Для того чтобы подтвердить преимущественные эффекты настоящего изобретения, были выполнены эксперименты по перемещению и нагреву немагнитной стали SUS304 толщиной 0,5 мм и шириной 600 мм.
В качестве источника питания был использован высокочастотный источник питания 10 кГц, макс. мощностью 100 кВт. Емкость конденсатора настройки для регулирования резонансной частоты была изменена, чтобы обеспечить соответствие индуктивности индукционной катушки.
Используемая индукционная катушка содержала медную пластину шириной 150 мм и толщиной 10 мм, к которой с противоположной стороны от стального листа (снаружи) была припаяна медная трубка наружным диаметром 10 мм и внутренним диаметром 8 мм, т.е. была изготовлена медная пластина с водяным охлаждением. В настоящем примере термин «проводник» означает как медную пластину, так и медную трубку.
Отклонение температуры после нагрев сравнили с помощью Образца 1 согласно настоящему изобретению, где зазор между нагреваемым материалом и индукционной катушкой был установлен равным 100 мм и, как показано на фиг.6, две секции индукционной катушки были размещены так, что они примыкают друг к другу параллельно и смещены на 150 мм в продольном направлении металлического листа, и где протекали первичные токи той же фазы Образца 2 по настоящему изобретению, где четыре секции индукционной катушки (смещение секций индукционной катушки в продольном направлении металлического листа составляло 150 мм) были соединены последовательно для 2Т, чтобы обеспечить размещение с примыканием, и две секции индукционной катушки были соединены параллельно (не показано), и в качестве сравнительного Образца 1 был использован случай с одной отдельной секцией индукционной катушки, как показано на фиг.3.
Обратите внимание, что в Образцах 1 и 2 расстояние между проводниками, расположенными поблизости со стороны задней поверхности или стороны передней поверхности в продольном направлении металлического листа, составляло 20 мм. Нагрев выполнялся во время перемещения нагреваемого материала, соединенного с термопарами К, со скоростью 5 м/мин. Термопары были установлены в центральной части и на концах нагреваемого материала.
Результаты представлены в Таблице 1. Что касается соотношения отклонений температуры, представленных в таблице, то повышение температуры является различным для каждого примера, поэтому наибольшее повышение (максимальное значение [температура после нагрева - температура до нагрева]) и наименьшее повышение (минимальное значение [температура после нагрева - температура до нагрева]) в распределении температуры в листе были использованы для определения соотношения отклонения температур, т.е. наибольшее повышение/наименьшее повышение. Это позволило сравнить колебания в распределении повышения температуры при помощи одной и той же шкалы.
В Образцах 1 и 2 и сравнительном Образце 1 температура центральной части металлического листа была низкой и температура концов была высокой. По сравнению со сравнительным Образцом 1, где нагрев выполнялся с помощью одной одиночной секции, в Образце 1 по настоящему изобретению при размещении двух секций индукционной катушки, так чтобы они примыкали друг к другу, и протекании первичных токов одной и той же фазы отклонение температуры уменьшается примерно до 1/3, в то время как в Образце 2 при размещении четырех секций индукционной катушки поблизости отклонение температуры было дополнительно уменьшено до 1/6.
(Образцы II)
Были выполнены эксперименты по Образцу 3 по настоящему изобретению с установкой двух секций индукционной катушки, имеющих наклонные части, изготовленные из медной пластины шириной 150 мм с водяным охлаждением, как на фиг.9(а), смещением их на 200 мм на передней и задней поверхностях стального листа в центре в направлении поступательного движения стального листа и заданием уклонов наклонных частей секций индукционных катушек, имеющих наклонные части, под углами α к металлической пластине, равными 20°, Образцу 4, с установкой четырех секций индукционной катушки (смещение секций индукционной катушки на передней и задней поверхностях металлического листа в центре в направлении поступательного движения металлического листа составило 200 мм и углы уклонов наклонных частей по отношению к концам металлического листа составили 20°), как на фиг.12, и с обеспечением положений Р, где уклоны проводников из фиг.12 заканчиваются у концов металлического листа для нагрева, и в качестве сравнительного примера по сравнительному Образцу 2 с нагревом одной секцией то же самой индукционной катушки (не показано).
Обратите внимание, что в Образцах 3 и 4 расстояние между расположенными поблизости проводниками в продольном направлении металлического листа со стороны задней поверхности или стороны передней поверхности составляло 15 мм. Позиционная связь концов металлического листа и проводников, составляющих индукционную катушку, была, как показано на фиг.12, где концы металлического листа проходят через концы наклонных частей. Оценка была выполнена с помощью повышения температуры при перемещении и нагреве нагреваемого материала, соединенного с термопарами К. Скорость перемещения составляла 5 м/мин.
Результаты представлены в Таблице 2. Положения измерения температуры такие же, как в Образцах I, при этом соотношение отклонения температур определялось так же, как в Образцах I.
При нагреве с наклонными частями отклонение температуры может быть уменьшено даже при наличии одной секции. В случае сравнительного Образца 2 соотношение составило 1,9. Однако, используя две секции индукционной катушки, отклонение температур было дополнительно снижено до соотношения 1,3.
В дальнейшем, используя четыре секции индукционной катушки, отклонение температур было дополнительно снижено до соотношения 1,1, и температура на концевых сторонах была ниже температуры в центральной части металлического листа.
(Образцы III)
Были выполнены эксперименты, используя четыре секции индукционной катушки, испытанной в Образце II (расположение из фиг.12) и изменяя положения наклонных частей индукционной катушки и положения концов металлического листа.
Таким же образом, как Образец 2, были нагреты Образец 5, при этом положения Р, где заканчиваются наклонные части из фиг.12, находились на расстоянии 50 мм внутрь от концов металлического листа для нагрева, и Образец 6, при этом положения находились на расстоянии 50 мм наружу от концов металлического листа для нагрева. Обратите внимание, что позиционная связь четырех секций индукционной катушки и металлического листа была той же самой.
Результаты представлены в Таблице 3. В случае Образца 5 повышение температуры концов металлического листа было незначительным, а температура центральной части металлического листа была высокой, в результате чего соотношение отклонения температур было значительным. С другой стороны, в случае Образца 6 температура концевых сторон металлического листа выла высокой, в то время как в Образце 4 из Образцов II концы металлического листа имели температуру немного ниже, чем центральная часть металлического листа, что дало почти равномерную температуру. Было подтверждено, что распределение температуры нагрева было изменено с помощью положения, при котором концы металлического листа проходили в поперечном направлении наклонных частей индукционной катушки.
(Образцы IV)
Были установлены U-образные ферритовые сердечники (сечение 25 мм × 15 мм, ширина проема 170 мм, высота 220 мм, глубина 120 мм), изменяя положения крепления к краям стального листа, как показано на фиг.13 и фиг.14 для Образца 3, который использует две секции индукционной катушки, испытанные на Образцах II, и выполнены эксперименты с нагревом таким же образом, как для Образца 2.
В Образце 7, когда концы металлического листа и концы магнитных сердечников (концы, обращенные к центральной части металлического листа) выровнены, соотношение отклонения температур падает немного ниже, чем в Образце 3, где не были установлены магнитные сердечники.
Далее в Образце 8, в котором концы магнитных сердечников расположены на расстоянии 20 мм внутрь от концов металлического листа, соотношение отклонения температур падает дополнительно до 1,23, в то время как в Образце 9, в котором концы магнитных сердечников расположены на расстоянии 50 мм внутрь от концов металлического листа, соотношение отклонения температур падает дополнительно до 1,18, в результате чего было подтверждено, что распределение температур можно контролировать с помощью положений, при которых магнитные сердечники закрывают концы металлического листа.
Промышленная применимость
Как объясняется, настоящие система нагрева и способ нагрева могут обеспечивать эффективный нагрев независимо от толщины листа и ширины листа и независимо от того, является ли материал магнитным или немагнитным.
Следовательно, при использовании электричества по сравнению с обычными способами газового нагрева фактически отсутствует тепловая инерция, поэтому можно свободно изменять рабочие режимы, свободно осуществлять нагрев до требуемой температуры, выполнять нагрев при любой скорости нагрева с частями, имеющими высокую температуру, куда сложно подавать тепло при радиационном нагреве, и фактически нет простоя или не требуется времени на запуск, поэтому степень подвижности при эксплуатации значительно возрастает. Далее, можно легко управлять изменениями ширины листа и изменениями толщины листа, поэтому можно гибко и с меньшими ограничениями выполнять производственные планы и осуществлять сам производственный процесс.
Далее, пространство для монтажа также может быть значительно уменьшено по сравнению с радиационным нагревом и стоимость конструкции также может быть снижена. Кроме того, в качестве источника питания для нагрева может быть использован удобный в управлении и относительно экономичный источник питания низкой частоты. Увеличение напряжения катушки и т.д., создающее проблему при высокочастотном нагреве, может быть легко устранено, и могут быть значительно уменьшены ограничения в отношении аппаратных средств.
Соответственно, настоящее изобретение имеет исключительно высокую применимость в областях металлообрабатывающей промышленности независимо от того, является ли обрабатываемый металл черным или цветным.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНДУКЦИОННОЕ НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2015 |
|
RU2674250C2 |
| УСТРОЙСТВО ИНДУКЦИОННОГО НАГРЕВА | 2008 |
|
RU2431946C2 |
| УСТРОЙСТВО ИНДУКЦИОННОГО НАГРЕВА С ПОПЕРЕЧНЫМ ПОТОКОМ | 2011 |
|
RU2518187C2 |
| ИНДУКЦИОННОЕ НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ МЕТАЛЛИЧЕСКОЙ ПЛАСТИНЫ | 2006 |
|
RU2358417C1 |
| БЛОК УПРАВЛЕНИЯ БЛОКА ИНДУКЦИОННОГО НАГРЕВА, СИСТЕМА ИНДУКЦИОННОГО НАГРЕВА И СПОСОБ УПРАВЛЕНИЯ БЛОКОМ ИНДУКЦИОННОГО НАГРЕВА | 2010 |
|
RU2510163C2 |
| ИНДУКЦИОННОЕ НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ МЕТАЛЛИЧЕСКОЙ ПЛАСТИНЫ | 2006 |
|
RU2357383C1 |
| УСТРОЙСТВО ИНДУКЦИОННОГО НАГРЕВА ПОПЕРЕЧНЫМ ПОТОКОМ | 2011 |
|
RU2518175C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАГРЕВА СТАЛЬНОГО ЛИСТА | 2012 |
|
RU2600773C2 |
| Устройство для индукционного нагрева | 2018 |
|
RU2674999C1 |
| ИЗОЛИРОВАННАЯ КОНСТРУКЦИЯ КАТУШКИ ИНДУКЦИОННОГО НАГРЕВА | 2008 |
|
RU2430164C1 |
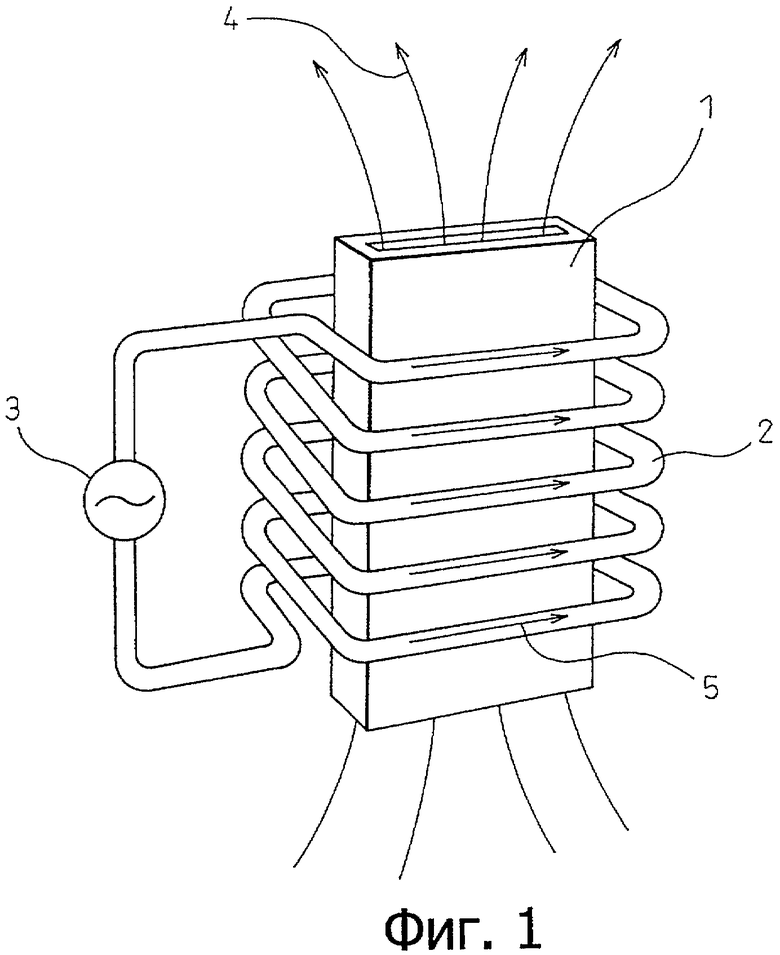
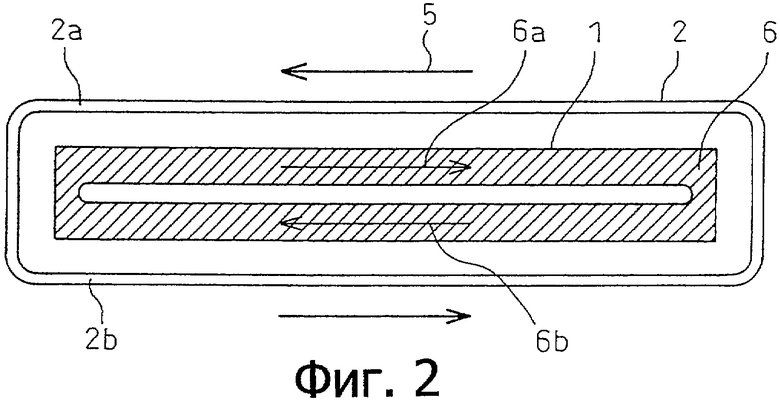
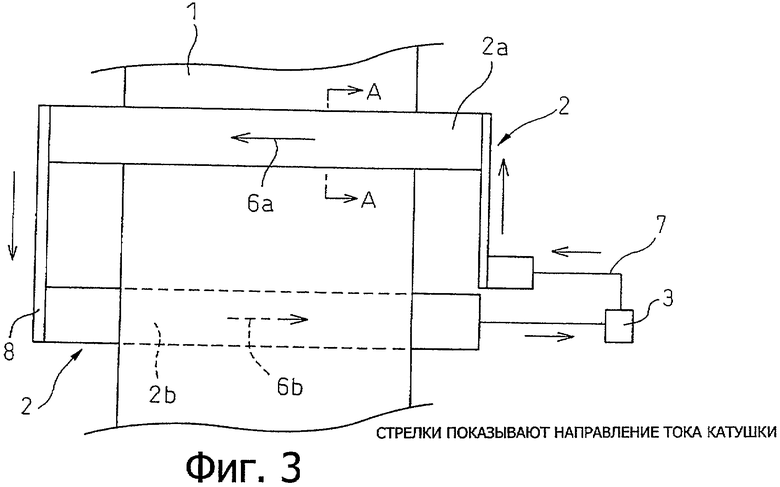
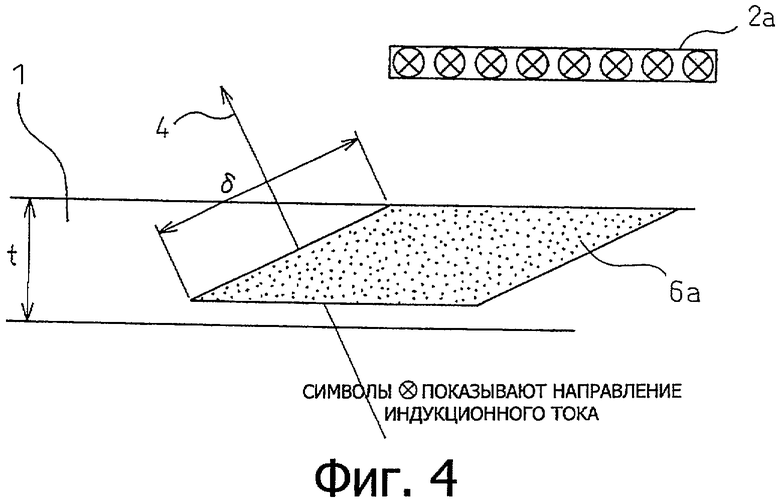
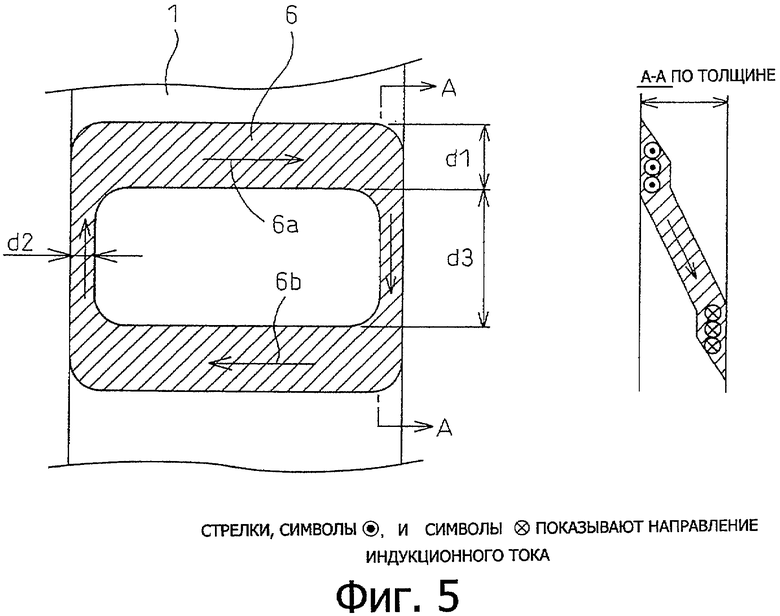
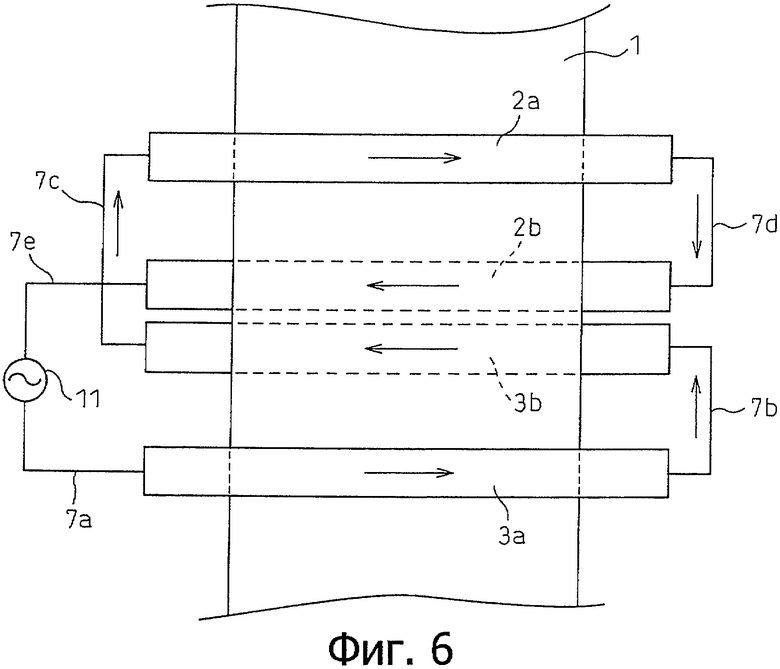
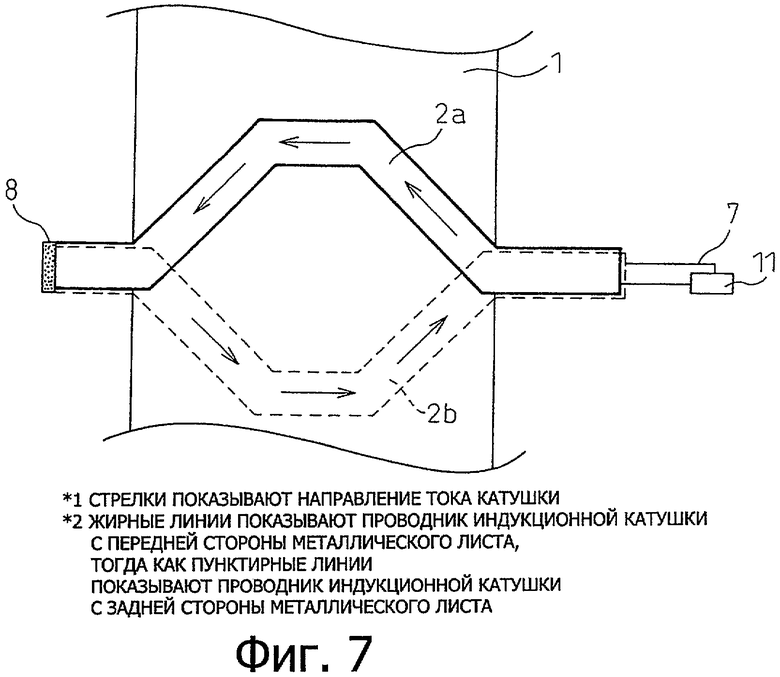


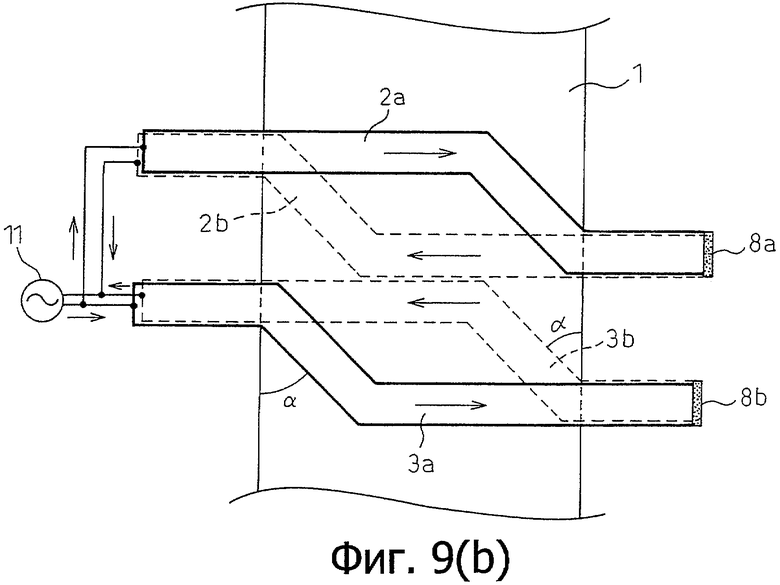
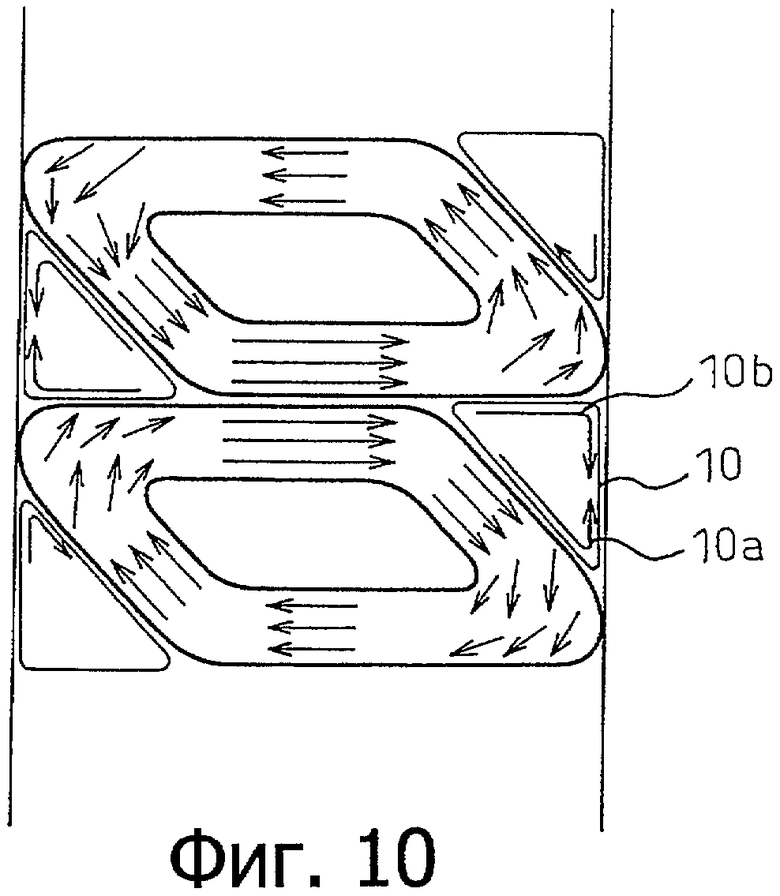
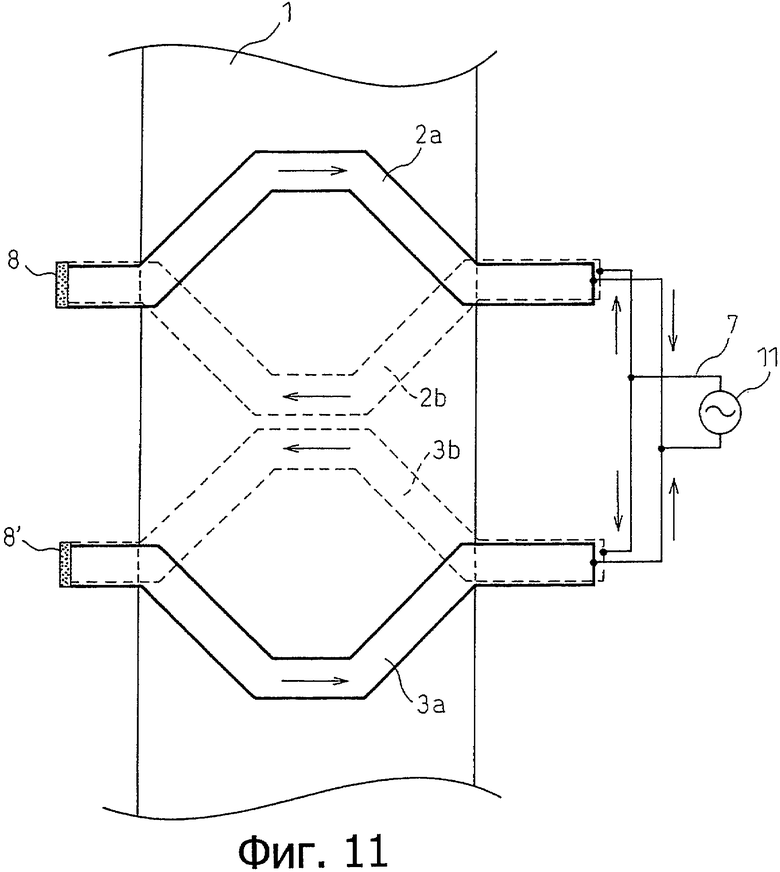
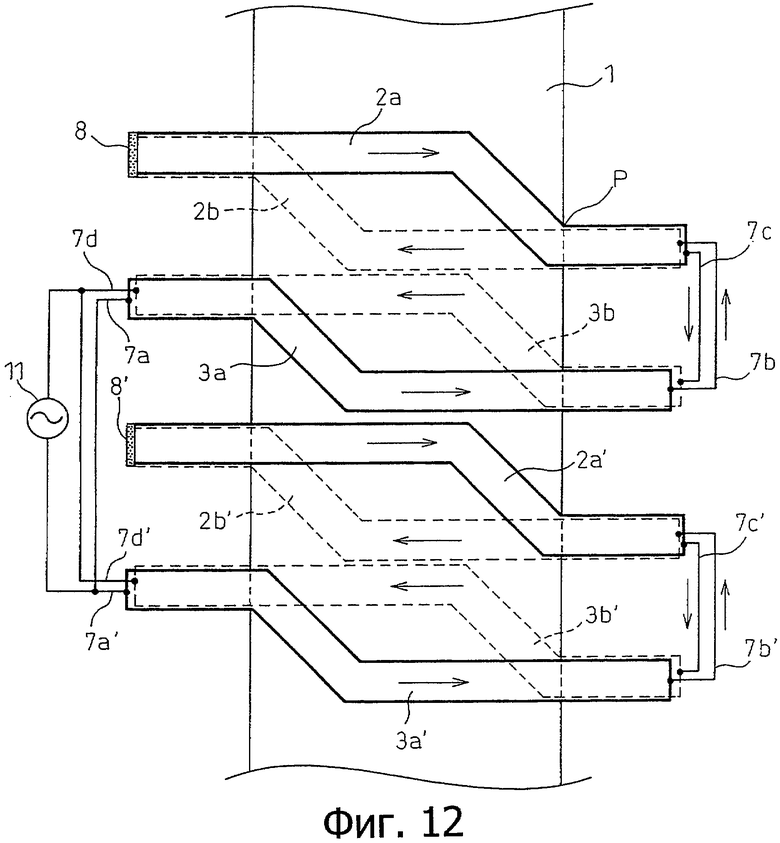
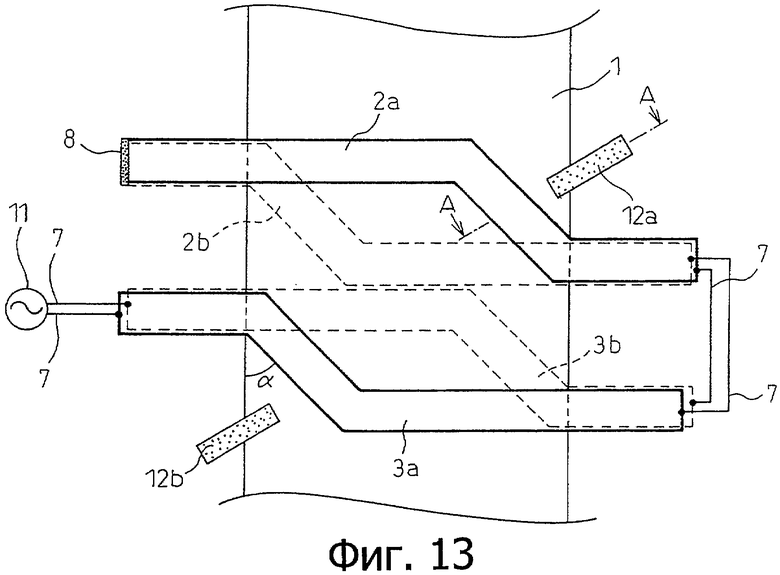
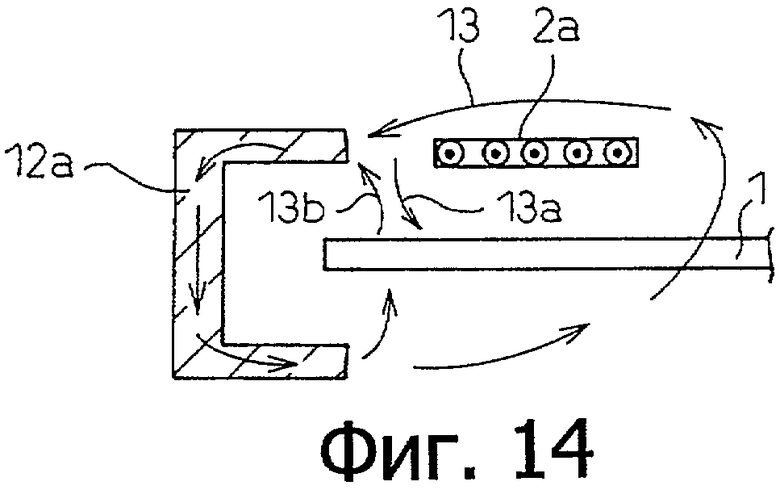

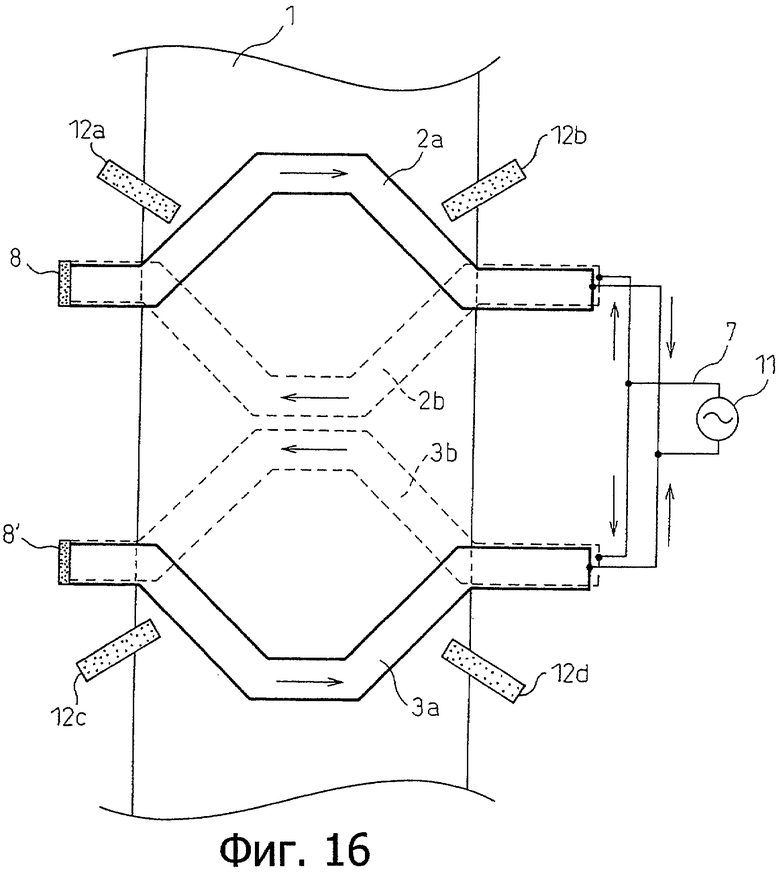
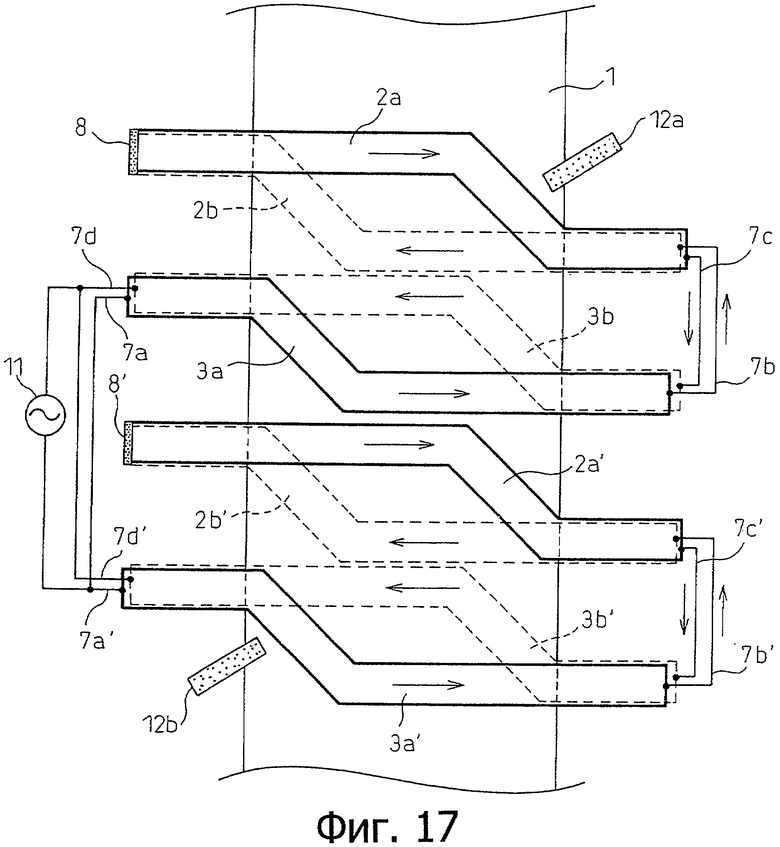
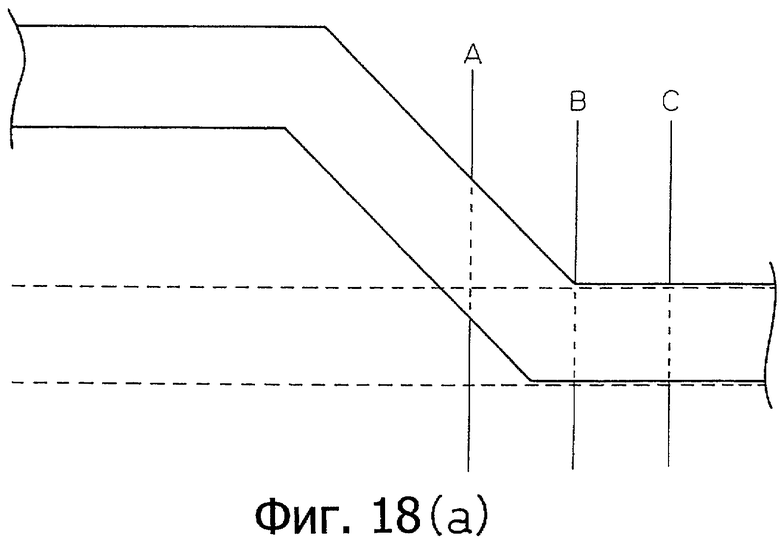
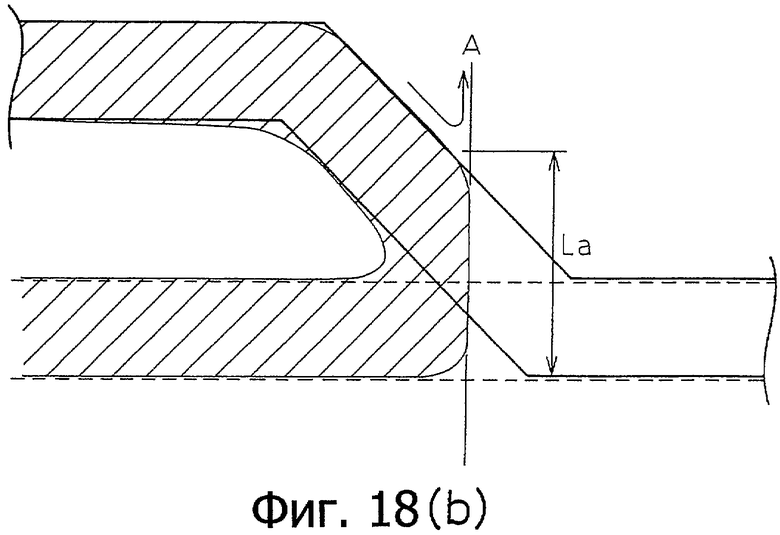

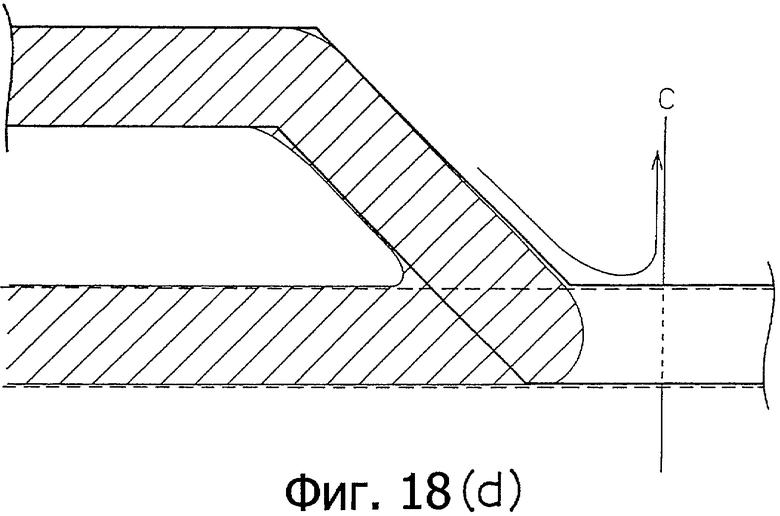

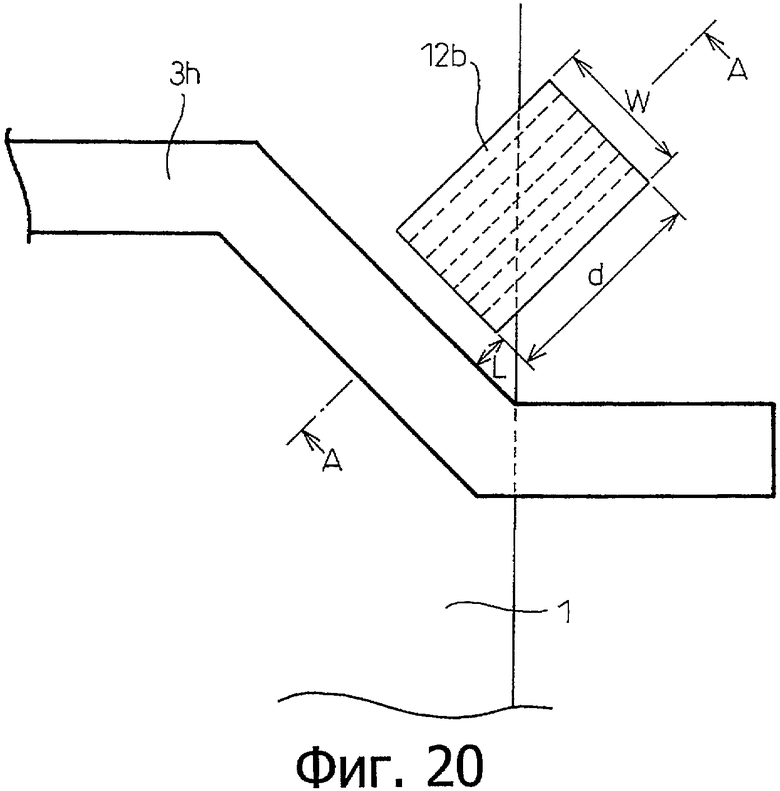
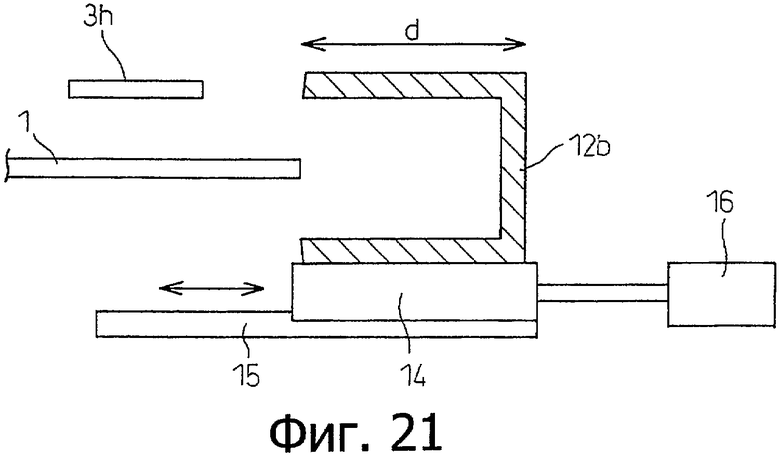
Система индукционного нагрева металлического листа, имеющая индукционную катушку, образованную соединением проводника со стороны передней поверхности металлического листа и проводника со стороны задней поверхности металлического листа, так чтобы окружать металлический лист в направлении ширины, обеспечивая при этом расстояние от поверхности металлического листа и индукционно нагревая металлический лист, проходящий через внутреннюю часть окружающей индукционной катушки, характеризующаяся выполнением, по меньшей мере, из двух секций вышеуказанной индукционной катушки, граничащих в продольном направлении вышеуказанного металлического листа, при этом в вертикальной проекции для вертикального проецирования проводников, образующих индукционную катушку со стороны передней поверхности и стороны задней поверхности вышеуказанного металлического листа, на вышеуказанный металлический лист вышеуказанные проводник со стороны передней поверхности и проводник со стороны задней поверхности размещены на расстоянии так, чтобы взаимно не перекрывать друг друга в продольном направлении вышеуказанного металлического листа в центральной части вышеуказанного металлического листа в каждой, по меньшей мере, из двух секций индукционной катушки, причем в вышеуказанном примыкании, по меньшей мере, в двух секциях индукционной катушки вышеуказанные проводники со стороны передней поверхности находятся поблизости в продольном направлении металлического листа, и вышеуказанные проводники со стороны задней поверхности расположены на расстоянии в продольном направлении металлического листа, превышающем расстояние, на котором вышеуказанные проводники со стороны передней поверхности находятся поблизости, или вышеуказанные проводники со стороны задней поверхности находятся поблизости в продольном направлении металлического листа, и вышеуказанные проводники со стороны передней поверхности расположены на расстоянии в продольном направлении металлического листа, превышающем расстояние, на котором вышеуказанные проводники со стороны задней поверхности находятся поблизости. Технический результат заключается в повышении равномерности нагрева металлического листа. 3 н. и 7 з.п. ф-лы, 21 ил.
1. Система индукционного нагрева металлического листа, имеющая индукционную катушку, образованную соединением проводника со стороны передней поверхности металлического листа и проводника со стороны задней поверхности металлического листа так, чтобы окружать металлический лист в направлении ширины, обеспечивая при этом расстояние от поверхности металлического листа и индукционно нагревая металлический лист, проходящий через внутреннюю часть окружающей индукционной катушки, характеризующаяся выполнением, по меньшей мере, из двух секций вышеуказанной индукционной катушки, граничащих в продольном направлении вышеуказанного металлического листа, при этом в вертикальной проекции для вертикального проецирования проводников, образующих индукционную катушку со стороны передней поверхности и стороны задней поверхности вышеуказанного металлического листа, на вышеуказанный металлический лист вышеуказанные проводник со стороны передней поверхности и проводник со стороны задней поверхности размещены на расстоянии без взаимного перекрывания друг друга в продольном направлении вышеуказанного металлического листа в центральной части вышеуказанного металлического листа в каждой, по меньшей мере, из двух секций индукционной катушки, причем в вышеуказанном примыкании, по меньшей мере, в двух секциях индукционной катушки вышеуказанные проводники со стороны передней поверхности находятся поблизости в продольном направлении металлического листа и вышеуказанные проводники со стороны задней поверхности расположены на расстоянии в продольном направлении металлического листа, превышающем расстояние, на котором вышеуказанные проводники со стороны передней поверхности находятся поблизости или вышеуказанные проводники со стороны задней поверхности находятся поблизости в продольном направлении металлического листа, и вышеуказанные проводники со стороны передней поверхности расположены на расстоянии в продольном направлении металлического листа, превышающем расстояние, на котором вышеуказанные проводники со стороны задней поверхности находятся поблизости.
2. Система по п.1, отличающаяся тем, что она спроектирована так, чтобы при протекании переменного тока к вышеуказанной индукционной катушке ток такого же направления и такой же фазы протекал к проводникам поблизости.
3. Система индукционного нагрева металлического листа, имеющая индукционную катушку, образованную соединением проводника со стороны передней поверхности металлического листа и проводника со стороны задней поверхности металлического листа так, чтобы окружать металлический лист в направлении ширины, обеспечивая при этом расстояние от поверхности металлического листа и индукционно нагревая металлический лист, проходящий через внутреннюю часть окружающей индукционной катушки, вышеуказанная система, характеризующаяся выполнением, по меньшей мере, из двух секций вышеуказанной индукционной катушки, граничащих в продольном направлении вышеуказанного металлического листа, при этом вышеуказанные проводник со стороны передней поверхности и проводник со стороны задней поверхности размещены на расстоянии так, чтобы взаимно не перекрывать друг друга в продольном направлении вышеуказанного металлического листа в центральной части вышеуказанного металлического листа в каждой, по меньшей мере, из двух секций индукционной катушки в вертикальной проекции для вертикального проецирования проводников, образующих индукционную катушку со стороны передней поверхности и стороны задней поверхности вышеуказанного металлического листа, на вышеуказанный металлический лист, по меньшей мере, один из вышеуказанных проводников со стороны передней поверхности и стороны задней поверхности каждой из вышеуказанных, по меньшей мере, двух секций индукционной катушки, имеющий часть, наклоненную по отношению к направлению ширины в направлении, по меньшей мере, одного из концов металлического листа в направлении ширины, причем в вышеуказанном примыкании, по меньшей мере, в двух секциях индукционной катушки вышеуказанные проводники со стороны передней поверхности находятся поблизости в продольном направлении металлического листа и вышеуказанные проводники со стороны задней поверхности расположены на расстоянии в продольном направлении металлического листа, превышающем расстояние, на котором вышеуказанные проводники со стороны передней поверхности находятся поблизости или вышеуказанные проводники со стороны задней поверхности находятся поблизости в продольном направлении металлического листа, и вышеуказанные проводники со стороны передней поверхности расположены на расстоянии в продольном направлении металлического листа, превышающем расстояние, на котором вышеуказанные проводники со стороны задней поверхности находятся поблизости.
4. Система по п.3, отличающаяся тем, что она спроектирована так, чтобы при протекании переменного тока к вышеуказанной индукционной катушке ток такого же направления и такой же фазы протекал к проводникам поблизости.
5. Система по п.3 или 4, отличающаяся тем, что, по меньшей мере, один из вышеуказанных проводников со стороны передней поверхности и стороны задней поверхности индукционной катушки, расположенный на самой удаленной стороне в продольном направлении вышеуказанного металлического листа, расположен так, чтобы, имея часть, наклоненную по отношению к направлению ширины в направлении, по меньшей мере, одного из концов вышеуказанного стального листа в направлении ширины, и имея с наружной стороны наклоненной части проводника уклон, расположенный на самой удаленной стороне, а магнитный сердечник, продолжающийся от стороны передней поверхности к стороне задней поверхности вышеуказанного металлического листа, предусмотрен для того, чтобы закрывать, по меньшей мере, конец в направлении ширины вышеупомянутого металлического листа.
6. Система по п.5, отличающаяся тем, что вышеуказанный магнитный сердечник имеет механизм для перемещения в горизонтальном направлении и может изменять площадь металлического листа, закрываемую от конца.
7. Система по любому из пп.3, 4 или 6, отличающаяся тем, что, по меньшей мере, один из проводников со стороны передней поверхности и проводников со стороны задней поверхности индукционной катушки имеет механизм, обеспечивающий перемещение в направлении ширины металлического листа, и проводник, расположенный так, чтобы иметь часть, наклоненную относительно направления ширины, и изменять положение наклоненной части относительно металлического листа в направлении ширины.
8. Способ индукционного нагрева металлического листа, характеризующийся прохождением металлического листа через внутреннюю часть индукционной катушки системы индукционного нагрева по любому из пп.2-7, протеканием переменного тока к вышеуказанной индукционной катушке для протекания тока такого же направления и такой же фазы к проводникам поблизости от вышеуказанной индукционной катушки и генерирования внутри вышеуказанного металлического листа управляющего индукционного тока, имеющего, по существу, такую же форму, как вертикальная проекция на вышеуказанный металлический лист вышеуказанных проводников со стороны передней поверхности и стороны задней поверхности в вышеуказанных, по меньшей мере, двух секциях индукционной катушки вышеуказанной системы индукционного нагрева, и имеющего направление, противоположное направлению переменного тока, протекающего через вышеуказанные проводники со стороны передней поверхности и стороны задней поверхности из-за вышеуказанного протекающего тока, и генерирующего вспомогательный контур управляемого индукционного тока, генерируемого одной из вышеуказанных граничащих секций индукционной катушки, и вспомогательный контур управляемого индукционного тока остальных секций в противоположных направлениях так, чтобы уравновесить вспомогательный контур и нагреть металлический лист без генерирования управляемого индукционного тока на участке с наружной стороны наклонной части проводника, размещенной для получения уклона относительно направления ширины вышеуказанного металлического листа и установленной между вышеуказанными граничащими секциями индукционных катушек в вертикальной проекции проводников со стороны передней поверхности и со стороны задней поверхности на вышеуказанный металлический лист.
9. Способ индукционного нагрева металлического листа по п.8, отличающийся тем, что используется система индукционного нагрева металлического листа по п.6 или 7 для изменения площади, которую вышеупомянутый магнитный сердечник закрывает на металлическом листе от конца так, чтобы изменить распределение температуры конца металлического листа.
10. Способ индукционного нагрева металлического листа по п.8, отличающийся тем, что проводят индукционный нагрев с использованием системы индукционного нагрева металлического листа по п.7 и, по меньшей мере, один из проводников со стороны передней поверхности и проводников со стороны задней поверхности перемещается в направлении ширины металлического листа для возможности регулирования положения наклонной части вышеуказанного проводника относительно металлического листа так, чтобы регулировать распределения температуры вышеуказанного металлического листа.
| WO 2006088067 A1, 24.08.2006 | |||
| WO 2006088067 A1, 24.08.2006 | |||
| US 3031555 A, 24.04.1962 | |||
| Индукционное нагревательное устройство | 1980 |
|
SU907878A1 |
| УСТРОЙСТВО ИНДУКЦИОННОГО НАГРЕВА С ПОПЕРЕЧНЫМ ПОТОКОМ И МАГНИТНОЙ ЦЕПЬЮ ИЗМЕНЯЕМОЙ ШИРИНЫ | 2001 |
|
RU2236770C2 |
| JP 2005209608 A, 04.08.2005. | |||

