Область техники, к которой относится изобретение
Настоящее изобретение относится к индукционному нагревательному устройству для металлической пластины, такой как стальная пластина или алюминиевая пластина. Настоящее изобретение особым образом относится к индукционному нагревательному аппарату, который нагревает металлическую пластину, путем генерирования в ней индуцированного тока, с использованием катушки, окружающей металлическую пластину. Настоящее изобретение также относится к индукционному нагревательному аппарату, который может нагревать металлическую пластину с высоким кпд, независимо от толщины металлической пластины и независимо от того, является ли металлическая пластина магнитной или немагнитной. Настоящее изобретение, кроме того, является пригодным для сдерживания перегрева у краевой области металлической пластины.
Описание предшествующего уровня техники
Для нагрева металлической пластины для регулирования качества металлического материала в процессе термической обработки был использован аппарат косвенного нагрева с использованием газа или электричества, или аппарат прямого нагрева с использованием индукционного нагрева. Поскольку аппарат прямого нагрева не обладает тепловой инерцией, в отличие от аппарата косвенного нагрева аппарат прямого нагрева может сэкономить время, которое требуется для аппарата косвенного нагрева для достижения стабильной температуры печи, и легко может регулировать скорость нагрева, например, при изменении толщины пластины. Поэтому для аппарата прямого нагрева не требуется изменение скорости транспортировки металлической пластины, что предотвращает снижение производительности.
Существуют два типа индукционных нагревательных аппаратов для металлической пластины. Один тип представляет собой LF-аппарат (тип аппарата продольного потока), в котором металлическую пластину нагревают путем генерирования в ее поперечном сечении кругового индуцированного тока с использованием индукционной катушки, в которой применяют переменный ток с частотой в диапазоне обычно от 1 кГц до 500 кГц, окружающей металлическую пластину. Фиг.1 показывает принципиальную схему индукционного нагревательного аппарата LF-типа. Фиг.2 иллюстрирует круговой индуцированный ток, генерируемый в поперечном сечении с использованием индукционного нагревательного аппарата LF-типа. На фиг.1 индукционная катушка 2, соединенная с источником 3 переменного тока, окружает металлическую пластину 1. При пропускании первичного тока 5 через индукционную катушку 2 поток 4 проникает в металлическую пластину 1, генерируя индуцированный ток вокруг потока 4. На фиг.2 индуцированный ток 6, генерированный в поперечном сечении металлической пластины 1, течет в противоположном направлении относительно первичного 5 тока, текущего через индукционные катушки 2, которые расположены, соответственно, выше и ниже металлической пластины 1. Другой тип представляет собой TF-аппарат (тип аппарата поперечного потока), в котором индукционные катушки с сердечником расположены, соответственно, выше и ниже металлической пластины. При включении источника переменного тока для катушек поток проникает в металлическую пластину, расположенную между сердечниками, в направлении толщины пластины, генерируя индуцированный ток, что приводит к нагреву металлической пластины.
При нагреве TF-типа индуцированный ток накапливается на конце боковой концевой зоны металлической пластины, и в то же время плотность тока вблизи концевой зоны снижается, что легко вызывает неоднородное распределение температур в боковом направлении после нагрева. В частности, становится более трудным обеспечивать равномерный нагрев при изменении взаимного расположения между сердечником индукционной катушки и металлической пластиной за счет смещения ширины металлической пластины или за счет извивания металлической пластины. Из уровня техники была предложена технология, в которой используется ромбовидная катушка, вследствие чего поток всегда может проникать в пластину по всей ее ширине за счет того, что ромбовидную катушку наклоняют при изменении ширины металлической пластины. Однако поскольку в данной технологии использован поток рассеивания из индукционной катушки, необходимо, чтобы металлическая пластина и индукционная катушка находились близко друг от друга. В дополнение, установка вращающего механизма на индукционном нагревательном аппарате, на который подают большое количество тока, повышает сложность реализации технологии в промышленном масштабе.
Нагрев LF-типа представляет собой способ для нагрева металлической пластины, окруженной индукционной катушкой, с помощью которого можно удостовериться, что круговой индуцированный ток генерирован в металлической пластине таким образом, что он нагревает пластину. Индуцированный ток, генерированный в поперечном сечении металлической пластины при нагреве LF-типа, концентрируется на глубине «d», выраженной следующим выражением:
d[мм]=5,03×l0 +5 x(ρ/μrf) 0,5 (1)
где d - глубина проникновения индуцированного тока (мм), ρ - удельное сопротивление (Ом), μr - относительная магнитная проницаемость, а f - частота (Гц) для нагрева.
Глубина проникновения индуцированного тока повышается с ростом температуры металла, поскольку при повышении температуры металла повышается его удельное сопротивление. Относительная магнитная проницаемость ферромагнитного материала или ферромагнитного материала понижается, поскольку температура становится ближе к точке Кюри и, в конце концов, становится равной 1 при температуре выше точки Кюри. Это означает, что глубина проникновения индуцированного тока повышается с ростом температуры. Поскольку относительная магнитная проницаемость немагнитного материала равна 1, его глубина проникновения индуцированного тока больше по сравнению с глубиной проникновения индуцированного тока магнитного материала.
При индукционном нагреве LF-типа, если глубина проникновения индуцированного тока велика, и, кроме того, толщина металлической пластины небольшая, то индуцированный ток, генерированный в верхней части металла и индуцированный ток, генерированный в нижней части металла, подавляют друг друга. Это приводит к нагреву, который обладает низкой эффективностью.
Например, если используется частота для нагрева, равная 10 кГц, глубина проникновения индуцированного тока при комнатной температуре составляет примерно 1 мм для алюминия, являющегося немагнитным материалом, примерно 4,4 мм для нержавеющей стали 304 (SUS304) и примерно 0,2 мм для стали, являющейся магнитным материалом. Глубина проникновения тока для стали при температуре выше температуры Кюри (примерно при 750°C) составляет примерно 5 мм. Толстые стальные листы для автомобилей и домашних электроприборов, которые являются основными промышленными изделиями, в которых используют металлические пластины, имеют толщину не более 2 мм. Поэтому, обычно бывает трудно высокоэффективно нагреть такую металлическую пластину, без взаимного подавления индуцированных токов в верхней и нижней части металлической пластины, как описано выше. Можно подумать о повышении частоты переменного тока, подаваемого к индукционному нагревательному аппарату LF-типа, до нескольких сотен кГц для создания более мелкой глубины проникновения индуцированного тока, вследствие чего можно избежать взаимного подавления индуцированных токов; однако использование в промышленном масштабе источников питания большого тока с такой частотой не является очень целесообразным.
Было предложено использовать индукционный нагревательный аппарат, в котором использована индукционная катушка, окружающая металлическую пластину, который пригоден для высокоэффективного нагрева металлической пластины, даже если металлическая пластина находится при высокой температуре и/или она является тонколистовой пластиной. В таких индукционных нагревательных аппаратах, индукционная катушка, расположенная выше металлической пластины (верхняя индукционная катушка), и другая индукционная катушка, расположенная ниже металлической пластины (нижняя индукционная катушка), установлены параллельно друг другу таким образом, что они располагаются соответствующим образом в различных местоположениях в продольном направлении металлической пластины. Другими словами, два проецируемых изображения верхней индукционной катушки и нижней индукционной катушки, которые соответствующим образом сформированы путем вертикального проецирования двух индукционных катушек на металлическую пластину, являются параллельными друг другу и расположены в различных позициях в продольном направлении металлической пластины.
Фиг.3 представляет собой принципиальную схему вышеупомянутого индукционного нагревательного аппарата, где индукционная катушка 2a, расположенная выше металлической пластины 1 (верхняя индукционная катушка), и другая индукционная катушка 2b, расположенная ниже металлической пластины 1 (нижняя индукционная катушка), установлены параллельно друг другу и в различных местоположениях в продольном направлении металлической пластины. Ссылки 7 и 8 отображают, соответственно, проводящий элемент 7 и источник 8 переменного тока. Фиг.4 A и 4B показывают направление протекания тока в металлической пластине 1, когда верхняя индукционная катушка и нижняя индукционная катушка установлены в различных местоположениях в продольном направлении металлической пластины. Фиг.4A представляет собой принципиальную схему, иллюстрирующую состояние индуцированного тока, если смотреть со стороны вышеупомянутой металлической пластины. Фиг.4B представляет собой поперечное сечение, проведенное по линии 4B-4B фиг.4A. Ссылочная позиция 10 на фиг.4A отображает поток индуцированного тока. Когда верхняя индукционная катушка и нижняя индукционная катушка установлены таким образом, что они находятся в различных местоположениях в продольном направлении металлической пластины, верхний путь и нижний путь кругового индуцированного тока, генерированного в металлической пластине, также расположены соответствующим образом, в различных местоположениях в продольном направлении металлической пластины. Поэтому это дает возможность высокоэффективно нагревать металлическую пластину без взаимного подавления индуцированных токов в верхних и нижних частях металлической пластины, при большой глубине проникновения индуцированного тока, даже если температура металлической пластины высока и/или металлическая пластина тонкая.
Однако при использовании такого индукционного нагревательного аппарата, где верхняя и нижняя индукционные катушки установлены в различных местоположениях в продольном направлении металлической пластины, краевая область металлической пластины в направлении ширины может стать перегретой по сравнению с центральной областью металлической пластины в направлении ширины. Это может привести к неоднородному распределению конечной температуры в поперечном направлении металлической пластины.
Это явление подтверждено, поскольку ширина пути индуцированного тока в краевой области металлической пластины (соответствующей «d2» на фиг.4a), где ток течет из верхней части в нижнюю часть металлической пластины, ýже, чем ширина пути индуцированного тока в верхней и нижней частях металлической пластины (соответствующих «d1» на фиг.4A). Поэтому плотность тока в краевой области металлической пластины выше, чем плотность тока в центральной области. Одна из причин сужения пути тока в краевой области состоит в том, что ток, текущий в краевую область, должен быть смещен к краю, чтобы можно было уменьшить самоиндукцию между индуцированным током, текущим в краевую область в направлении толщины металлической пластины, и первичным током, текущим через индукционную катушку, установленную у края металлической пластины, в направлении толщины металлической пластины. Другая причина перегрева у краевой области состоит в том, что время нагрева у краевой области металлической пластины, заданное как d3/(скорость перемещения металлической пластины), где d3 задана, как на фиг.4A) больше, чем время нагрева у центральной области, заданное, как d1/(скорость перемещения металлической пластины), где d1 задана, как на фиг.4a.
Поскольку дивергенция теплового потока, вызванная индукционным нагревательным аппаратом, пропорциональна квадрату плотности тока и времени нагрева, краевая область металлической пластины в поперечном направлении перегревается по сравнению с центральной областью металлической пластины при использовании такого индукционного нагревательного аппарата, в котором верхняя индукционная катушка и нижняя индукционная катушка соответствующим образом установлены в различных позициях таким образом, чтобы они находились далеко друг от друга в продольном направлении металлической пластины.
Раскрытие изобретения
Целью настоящего изобретения является решение нескольких или всех проблем стандартных индукционных нагревательных аппаратов, указанных выше. Воплощение настоящего изобретения является пригодным для высокоэффективного нагрева металлической пластины, даже если температура металлической пластины много выше точки Кюри, а металлическая пластина является тонкой и/или металлическая пластина изготовлена из немагнитного, цветного металла с низким удельным сопротивлением, такого как алюминий или медь. В дополнение, воплощение настоящего изобретения является пригодным для обеспечения металлической пластины с более однородной температурой в поперечном направлении металлической пластины, в частности, для предотвращения перегрева у краевой области металлической пластины. Воплощение настоящего изобретения может облегчить реализацию желаемого распределения температур, даже когда изменяется ширина нагреваемой пластины, без приготовления множества индукционных катушек, для достижения соответствия с изменением ширины металлической пластины. Воплощение настоящего изобретения может также повысить неоднородность распределения температур, вызванную извиванием металлической пластины. Другое воплощение настоящего изобретения, обеспечивающее технологию, которая обладает большой гибкостью при ее использовании на расстоянии между верхней и нижней индукционной катушкой, состоит в размере индукционных катушек и в величине дивергенции теплового потока.
Вышеуказанные цели настоящего изобретения можно осуществить с помощью индукционного нагревательного аппарата для нагрева перемещающейся металлической пластины, содержащего: индукционную катушку, окружающую металлическую пластину, упомянутую индукционную катушку, включающую в себя верхнюю индукционную катушку, предназначенную для ее размещения выше металлической пластины, и нижнюю индукционную катушку, предназначенную для ее размещения ниже металлической пластины, причем упомянутая верхняя и нижняя индукционная катушка отделены друг от друга в продольном направлении металлической пластины на расстоянии, постоянном в поперечном направлении металлической пластины, в котором каждая из индукционных катушек, - верхняя и нижняя, установлена наклонно у краевой области металлической пластины, образуя угол наклона с поперечным направлением металлической пластины.
Вышеуказанные цели настоящего изобретения можно осуществить с помощью индукционного нагревательного аппарата для нагрева перемещающейся металлической пластины, содержащего: источник переменного тока; верхнюю индукционную катушку, предназначенную для ее размещения выше металлической пластины, причем упомянутая верхняя индукционная катушка соединена в одном своем конце с источником переменного тока; и нижнюю индукционную катушку, предназначенную для ее размещения ниже металлической пластины, причем упомянутая нижняя индукционная катушка соединена в одном своем конце с источником переменного тока, причем упомянутая нижняя индукционная катушка отделена от упомянутой верхней индукционной катушки в продольном направлении металлической пластины на расстоянии, постоянном в поперечном направлении металлической пластины, в котором каждая из индукционных катушек, - верхняя и нижняя, включает в себя, по меньшей мере, одну наклонную часть у краевой области металлической пластины, причем упомянутая, по меньшей мере, одна наклонная часть образует угол наклона с поперечным направлением металлической пластины.
В настоящем изобретении перемещающаяся металлическая пластина не ограничена металлической пластиной, перемещающаяся одним способом, а включает в себя металлическую пластину, совершающую возвратно-поступательное движение. В дополнение, в настоящем изобретении, понятие индукционной катушки является совокупным термином, который включает в себя катушку, созданную из трубчатого, проволочного, плоского или другого подобного электропроводящего материала, окружающего металлическую пластину в один виток или более. В дополнение, окружение металлической пластины не ограничено конкретной формой, например круглой или квадратной. Что касается материалов для электрического проводника, предпочтительными являются материалы с низким сопротивлением, такие как медь, медный сплав или алюминий.
Что касается металлической пластины по настоящему изобретению, то можно использовать магнитный материал, такой как сталь, немагнитные материалы, такие как алюминий или медь, и сталь в немагнитном состоянии при температуре выше точки Кюри.
В настоящем изобретении поперечное направление металлической пластины означает направление, перпендикулярное направлению перемещения металлической пластины. Продольное направление металлической пластины означает направление перемещения металлической пластины.
В настоящем изобретении край металлической пластины является концом металлической пластины в поперечном направлении, а краевая область металлической пластины находится выше (верх) нижней (низ) поверхности металлической пластины, рядом или поблизости от края металлической пластины.
В настоящем изобретении расстояние в продольном направлении между индукционной катушкой, расположенной выше металлической пластины, и индукционной катушкой, расположенной ниже металлической пластины, задано в виде расстояния между двумя спроецированными изображениями индукционной катушки, расположенной выше, и индукционной катушки, расположенной ниже, которые сформированы соответствующим образом путем вертикального проецирования каждой индукционной катушки на металлическую пластину. Фиг.5 представляет собой принципиальную схему поперечного сечения индукционного нагревательного аппарата по настоящему изобретению в продольном направлении нагреваемой металлической пластины. Ссылочная позиция 1 отображает поперечный разрез металлической пластины, простирающейся в ее продольном направлении, ссылочная позиция 2a отображает поперечный разрез индукционной катушки, расположенной выше металлической пластины, ссылочная позиция 2b отображает поперечный разрез индукционной катушки, расположенной ниже металлической пластины, ссылочная позиция 30a отображает вертикально спроецированное изображение индукционной катушки, расположенной выше металлической пластины, а ссылочная позиция 30b отображает вертикально спроецированное изображение индукционной катушки, расположенной ниже металлической пластины. В дальнейшем «индукционную катушку, расположенную выше металлической пластины» можно называть «верхней частью индукционной катушки» или просто «верхней индукционной катушкой», а «индукционную катушку, расположенную ниже металлической пластины», можно называть «нижней частью индукционной катушки» или просто «нижней индукционной катушкой». Расстояние в продольном направлении между верхней и нижней индукционной катушкой определяется, как «L» на фиг.5. В случае если размер верхней индукционной катушки и размер нижней индукционной катушки различны, отправной точкой для определения расстояния является край (конец) вертикально спроецированного изображения более широкой индукционной катушки.
Далее, объем применимости настоящего изобретения будет ясен из подробного описания, приведенного ниже. Однако следует понимать, что подробное описание и конкретные примеры, указывающие на предпочтительные варианты воплощения изобретения, приведены исключительно путем иллюстрации, поскольку различные изменения и модификации в рамках сущности и объема изобретения будут ясны для специалистов в соответствующей области техники из данного подробного описания.
Краткое описание чертежей
Настоящее изобретение станет более понятным из подробного описания, приведенного ниже, и из прилагаемых чертежей, которые приведены исключительно в целях иллюстрации, и, таким образом, не являются ограничивающими для настоящего изобретения, и на которых:
Фиг.1 представляет собой принципиальную схему индукционного нагревательного аппарата LF-типа согласно уровню техники.
Фиг.2 иллюстрирует круговой индуцированный ток, генерированный в поперечном сечении металлической пластины по фиг.1.
Фиг.3 представляет собой принципиальную схему индукционного нагревательного аппарата согласно уровню техники.
Фиг.4A представляет собой принципиальную схему, иллюстрирующую состояние прохождения индуцированного тока в металлической пластине, если смотреть со стороны вышеуказанной металлической пластины.
Фиг.4B представляет собой поперечный разрез, проведенный по линии 4B-4B фиг.4A.
Фиг.5 представляет собой пояснительную схему, в которой задано расстояние между верхней и нижней индукционной катушкой по настоящему изобретению.
Фиг.6 представляет собой принципиальную схему воплощения настоящего изобретения.
Фиг.7 представляет собой принципиальную схему, иллюстрирующую состояние протекания индуцированного тока в краевой области металлической пластины, вызванного индукционным нагревательным аппаратом, согласно настоящему изобретению.
Фиг.8 представляет собой принципиальную схему воплощения настоящего изобретения.
Фиг.9 представляет собой принципиальную схему воплощения настоящего изобретения.
Фиг.10 представляет собой принципиальную схему воплощения настоящего изобретения.
Фиг.11 представляет собой принципиальную схему воплощения настоящего изобретения.
Фиг.12 представляет собой схематичный поперечный разрез фиг.11.
Фиг.13 представляет собой принципиальную схему воплощения настоящего изобретения.
Осуществление изобретения
Настоящее изобретение далее будет описано со ссылкой на прилагаемые чертежи. Все эти чертежи иллюстрируют один виток индукционной катушки, окружающей металлическую пластину. Однако количество витков в индукционной катушке в настоящем изобретении не ограничено конкретной величиной.
Фиг.6 представляет собой принципиальную схему вида сверху примера индукционного нагревательного аппарата по настоящему изобретению. В настоящем изобретении, индукционная катушка 2a, расположенная выше металлической пластины, и другая 2b индукционная катушка, расположенная ниже металлической пластины, размещены таким образом, что они находятся далеко друг от друга в продольном направлении металлической пластины и параллельны друг другу. Расстояние между верхней индукционной катушкой и нижней индукционной катушкой задается как расстояние между двумя спроецированными изображениями верхней индукционной катушки и нижней индукционной катушки, которые соответствующим образом сформированы путем вертикального проецирования каждой индукционной катушки на металлическую пластину. Расстояние L, являющееся вышеопределенным расстоянием в продольном направлении между верхней и нижней индукционной катушкой, поддерживают постоянным в поперечном направлении. Более того, верхняя 2a индукционная катушка и нижняя 2b индукционная катушка у краевой области металлической пластины простираются наклонно поперек металлической пластины относительно поперечного направления. Другими словами, каждая из индукционных катушек, - верхняя 2a и нижняя 2b, установлены наклонно к краевой области таким образом, чтобы они имели угол наклона между каждой индукционной катушкой и поперечным направлением металлической пластины. Ссылочная позиция 7 отображает проводящий элемент, ссылочная позиция 8 отображает источник переменного тока, а ссылочная позиция 9 отображает индукционную катушку, расположенную вблизи края (конца) металлической пластины. Символ θ отображает угол наклона, заданный в виде угла между индукционной катушкой у краевой области и поперечным направлением металлической пластины. Символ x отображает размер индукционной катушки в продольном направлении металлической пластины.
Когда верхняя индукционная катушка и нижняя индукционная катушка расположены таким образом, что они находятся далеко друг от друга в продольном направлении металлической пластины, верхний путь и нижний путь кругового индуцированного тока, генерируемого в металлической пластине, также устанавливают таким образом, чтобы они находились далеко друг от друга в продольном направлении металлической платины. Поэтому это дает возможность с высокой эффективностью нагревать металлическую пластину без взаимного ослабления индуцированных токов в верхней и нижней части металлической пластины, когда глубина проникновения индуцированного тока велика, даже если температура металлической пластины высока и/или если металлическая пластина тонкая.
Расстояние между верхней и нижней индукционной катушкой можно определять, исходя из материала металлической пластины, температуры металлической пластины и зазора между индукционной катушкой и нагреваемой металлической пластиной. Для эффективного нагрева стальной пластины в немагнитной области при температуре выше точки Кюри является предпочтительным установление расстояния между верхней и нижней индукционной катушкой равным размеру индукционной катушки, умноженному на 0,2-6, а более предпочтительным - установление этого расстояния равным размеру индукционной катушки, умноженному на 0,6-4, с учетом ширины металлической пластины, размера индукционной катушки и скорости перемещения металлической пластины. Если это расстояние станет меньше размера индукционной катушки, умноженного на 0,2, то будет наблюдаться взаимное погашение индуцированных токов в верхней и нижней части металлической пластины, что ухудшит эффективность нагрева. Если это расстояние станет больше размера индукционной катушки, умноженного на 6, станет трудно снижать плотность тока в краевой области металлической пластины и время нагрева повысится, что приведет к повышению температуры в краевой области. Кроме того, реактивное сопротивление также станет большим, и для этого потребуется высоковольтный источник питания, что является трудновыполнимым в промышленном масштабе. Далее, если размеры верхней и нижней индукционной катушки различны, размер (ширина) (в продольном направлении металлической пластины), если не задано иное, отображает размер более широкой индукционной катушки.
Когда верхняя и нижняя катушка соответствующим образом наклонены к поперечному направлению в краевой области, перегрев у краевой области можно эффективно сдерживать по сравнению с индукционными катушками, которые не наклонены. Это можно объяснить со ссылкой на фиг.7. Фиг.7 представляет собой принципиальную схему, иллюстрирующую состояние протекания индуцированного тока в левой краевой области металлической пластины на фиг.6, если смотреть со стороны вышеупомянутой металлической пластины. Индуцированный ток 10 на верхней стороне и на нижней стороне металлической пластины течет в направлении, противоположном первичному току, проходящему через индукционную катушку, где ширина пути индукционного тока почти такая же, что и ширина спроецированного изображения, соответствующего индукционной катушке 30a или 30b. Индуцированный ток, проходящий вблизи края металлической пластины, стремится занять путь тока вблизи центральной области металлической пластины, вследствие чего самоиндукция между индуцированным током и первичным током, протекающим через индукционную катушку, расположенную у края металлической пластины, может быть снижена. Другими словами, верхний индуцированный ток, индуцированный верхней индукционной катушкой, и нижний индуцированный ток, индуцированный нижней индукционной катушкой, стремятся соединиться друг с другом по кратчайшему пути, хотя некоторая часть тока течет у края. Это обеспечивает относительно широкий канал протекания индуцированного тока вблизи края металлической пластины для сдерживания повышения плотности тока около края. Таким образом, когда верхняя и нижняя индукционная катушки имеют часть, наклоненную к поперечному направлению у краевой области, перегрев у краевой области можно эффективно сдерживать, по сравнению с индукционной катушкой, которая не имеет такой наклонной части.
Изобретатели по настоящему изобретению дополнительно исследовали собственно угол наклона (θ на фиг.6). Соотношение между уровнем перегрева в краевой области, т.е., величина (температура у краевой области)-(температура в центральной области), и угол наклона θ были экспериментально исследованы с использованием индукционного нагревательного аппарата, показанного на фиг.6. Используемая металлическая пластина представляла собой пластину из немагнитной нержавеющей стали SUS304 (толщина: 0,2 мм, ширина: 600 мм). Скорость перемещения металлической пластины составляла 2 м/мин. Источник переменного тока (не показан) был рассчитан на 25 кГц, а конденсатор, имевший емкость 100 кВт, был отрегулирован до соответствия используемой индукционной катушке.
Используемая индукционная катушка была одновитковой (окружающей нагреваемую стальную пластину) и состояла из водоохлаждаемой медной пластины, которая была сконструирована из медной пластины (толщина: 5 мм, ширина: 100 мм), и медной трубы с водяным охлаждением (внешний диаметр: 10 мм, внутренний диаметр: 8 мм), прикрепленной путем пайки к медной пластине на стороне (внешней стороне), противоположной стальной пластине. В данном эксперименте, «индукционная катушка» включала в себя как медную пластину, так и медную трубу с водяным охлаждением, поскольку через медную трубу также течет электрический ток. Зазор между поверхностью металлической пластины (пластина из стали SUS304) и индукционной катушкой (медная пластина) составлял 50 мм. Расстояние L между верхней и нижней индукционной катушкой составляло 200 мм.
Температура стальной пластины как в центральной области, так и в краевой области, была измерена у выхода индукционного нагревательного аппарата с использованием двухмерного инфракрасного термометра. Для изменения угла наклона θ между индукционной катушкой и поперечным направлением металлической пластины индукционные катушки помещают на подвижное деревянное основание, причем верхнюю и нижнюю индукционную катушку соединяют с индукционной катушкой 9, установленной около края металлической пластины, путем выбора подходящих болтовых отверстий из нескольких отверстий, созданных в водоохлаждаемой медной пластине. В таблице 1 показаны результаты исследования на получение соотношения между уровнем перегрева в краевой области, т.е., величиной (температура в краевой области)-(температура в центральной области), и углом наклона θ.
Из результатов было решено рассмотреть конкретное допустимое отклонение температурного распределения, при котором является предпочтительным, чтобы угол наклона находился в диапазоне от 10 градусов до 60 градусов. Если угол наклона θ составляет 5 градусов или менее, предотвращение перегрева в краевой области металлической пластины бывает незначительным, а если он превышает 60 градусов, то температура в краевой области также повышается, поскольку повышается время нагрева, даже если плотность тока понижена. Предпочтительный конкретный угол наклона от 10 до 60 градусов следует заранее определять исходя из предшествующей исходной разности температур между температурой в краевой области и в центральной области нагреваемой металлической пластины. Что касается любого предшествующего исходного распределения температур, здесь могут иметь место три характерные модели, т.е., случай, когда металлическая пластина имеет плоское распределение температур (одинаковая температура в центральной и краевой области), когда металлическая пластина имеет распределение температур, слегка понижающееся в краевой области по сравнению с центральной областью, или случай металлической пластины, которая имеет температурное распределение, слегка повышающееся в краевой области по сравнению с температурой в центральной области.
Как описано выше, было обнаружено, что настройка угла наклона индукционной катушки к поперечному направлению металлической пластины может предотвратить перегрев у краевой области. Авторы настоящего изобретения, кроме того, провели исследование того, какую длину наклонной части должна иметь катушка в краевой области для эффективного предотвращения перегрева. В частности, что касается индукционного нагревательного аппарата, который показан на фиг.8, отображающей одно из воплощений настоящего изобретения, показано, на сколько миллиметров наклонная часть (представлена буквой «y» на фиг.8) должна тянуться по направлению к внутренней части (по направлению к центральной области) от края металлической пластины 1 в области в пределах 100 мм, простирающейся от края металлической пластины 1, где имеется тенденция к выпуклому распределению температуры из-за перегрева.
Фиг.8 представляет собой схематический вид сверху, показывающий пример индукционного нагревательного аппарата по настоящему изобретению. На фиг.8 индукционная катушка 2a, расположенная выше металлической пластины, и другая 2b индукционная катушка, расположенная ниже металлической пластины, расположены таким образом, что они находятся далеко друг от друга в продольном направлении металлической пластины. Индукционные катушки 2a и 2b также параллельны друг другу. Расстояние L в продольном направлении между верхней и нижней индукционной катушкой в поперечном направлении поддерживают постоянным, в показателях спроецированных изображений. Верхняя 2a индукционная катушка и нижняя 2b индукционная катушка на фиг.8 параллельны поперечному направлению только в центральной области и имеют наклонную (изогнутую) часть, соответственно, у краевой области, где каждая из индукционных катушек простирается наклонно поперек металлической пластины относительно поперечного направления. Ссылочная позиция 7 отображает проводящий элемент, ссылочная позиция 8 отображает источник переменного тока, а ссылочная позиция 9 отображает индукционную катушку, расположенную вблизи края (конца) металлической пластины.
В результате исследования индукционного нагревательного аппарата по фиг.8, было обнаружено, что перегрев в краевой области можно эффективно сдерживать, если наклонные части индукционных катушек простираются на 50 мм или более по направлению к внутренней части от края металлической пластины. Другими словами, если наклонные части индукционных катушек, которые имеют угол наклона в диапазоне от 10 градусов до 60 градусов, расположены таким образом, что они покрывают область в пределах 50 мм от края металлической пластины, перегрев в краевой области можно эффективно сдерживать.
В настоящем изобретении расстояние в продольном направлении между верхней и нижней индукционной катушкой в поперечном направлении поддерживают постоянным. Более того, каждая из индукционных катушек, - верхняя 2a и нижняя 2b, имеют часть, которая наклонена к поперечному направлению у краевой области металлической пластины. Следует отметить, тем не менее, что форма индукционной катушки по настоящему изобретению не ограничена формами, показанными на фиг.6 и 8. Индукционные катушки по настоящему изобретению могут быть также углообразными (иметь искривленную форму), как показано на фиг.9, и дугообразными, как показано на фиг.10. На фиг.9 и 10, ссылочная позиция 2a отображает верхнюю индукционную катушку, расположенную выше металлической пластины 1, ссылочная позиция 2b отображает нижнюю индукционную катушку, расположенную ниже металлической пластины 1, ссылочная позиция 7 отображает проводящий элемент, ссылочная позиция 8 отображает источник переменного тока, а ссылочная позиция 9 отображает индукционную катушку, расположенную около края (конца) металлической пластины. Верхняя и нижняя индукционные катушки параллельны друг другу; однако индукционные катушки не должны быть двусторонне симметричными относительно центральной линии металлической пластины.
При практической эксплуатации ширина металлической пластины изменяется и/или металлическая пластина извивается. Настоящее изобретение может дать возможность повысить неоднородность температурного распределения в поперечном направлении металлической пластины, даже если металлическая пластина изменяет ширину и/или извивается при перемещении. Как показано на фиг.6, когда ширина металлической пластины меняется c «I-I» на «II-II» и/или пластина извивается, т.е., когда позиция I края металлической пластины колеблется в поперечном направлении, угол наклона у краевой области не изменяется.
В другом воплощении настоящего изобретения расстояние между верхней индукционной катушкой и нижней индукционной катушкой и/или ширина индукционной катушки являются изменяемыми. Данное воплощение будет описано ниже со ссылкой на чертежи.
Поскольку дивергенция теплового потока, вызванная индукционным нагревательным аппаратом, пропорциональна квадрату плотности тока и времени нагрева, регулируя расстояние между верхней и нижней индукционной катушкой и/или ширину индукционной катушки, можно контролировать величину дивергенции теплового потока. Для получения необходимой дивергенции теплового потока в конкретной операции можно заранее определить расстояние и/или ширину индукционной катушки с помощью анализа электромагнитного поля. Однако из-за флуктуаций в предшествующем процессе металлическая пластина, которую подают в индукционный нагревательный аппарат согласно настоящему изобретению, может иметь первоначальные колебания температуры. Поэтому требуемой дивергенции теплового потока можно не получить, даже если было выбрано заданное значение расстояния и/или ширина индукционной катушки. Индукционный нагревательный аппарат по настоящему изобретению может сделать возможным достижение желаемой температуры, независимо от предшествующего температурного состояния, вызванного предшествующим процессом, за счет регулировки расстояния до достижения требуемого колебания температуры металла, подаваемого в аппарат.
На фиг.11 показана верхняя 2a индукционная катушка и нижняя 2b индукционная катушка, каждая из которых подвижно установлена на паре направляющих рельсов 11, закрепленных на двух основаниях 12, которые простираются в продольном направлении металлической пластины 1. Фиг.12 представляет собой поперечный разрез фиг.11. Можно использовать широко известные средства для перемещения индукционной катушки (не показаны на фиг.11), такие как пневматический цилиндр, гидравлический цилиндр или цилиндр с приводом от двигателя. Хотя на фиг.11 показано, что как верхняя, так и нижняя катушка закреплена подвижно, также является приемлемым, чтобы подвижной была либо верхняя, либо нижняя индукционная катушка. В качестве изоляционных материалов для основания 12 и/или рельса 11 предпочтительными являются такие материалы, как керамика и/или смолы, поскольку их помещают в сильное магнитное поле поблизости от индукционной катушки. При использовании металла в нескольких применениях, необходимо, чтобы использовался немагнитный металл, такой как нержавеющая сталь, латунь или алюминий. В дополнение, основание и рельс следует размещать, насколько возможно, дальше от индукционной катушки, а также следует обеспечить их водяным охлаждением для защиты от нагрева индуцированным током. Ввиду этого, верхнюю и нижнюю индукционную катушку, соответственно, 2a и 2b, соединяют с водоохлаждаемым 9 соединителем через подвижный 13 проводящий элемент, например, кабель с водяным охлаждением. Ссылочная позиция 18 отображает соединительную клемму медной пластины.
На фиг.11, верхняя 2a индукционная катушка, расположенная выше металлической пластины 1, и нижняя 2b индукционная катушка, расположенная ниже металлической пластины 1, расположены таким образом, что они находятся далеко друг от друга в продольном направлении металлической пластины и расположены параллельно друг другу. Расстояние L в продольном направлении между верхней и нижней индукционной катушкой в поперечном направлении поддерживают постоянным.
Верхняя 2a индукционная катушка и нижняя 2b индукционная катушка параллельны поперечному направлению только в центральной области и имеют наклонную (изогнутую) часть, соответственно, у краевой области, где каждая из индукционных катушек простирается наклонно поперек металлической пластины относительно поперечного направления. Необходимое значение дивергенции теплового потока, вызванной индукционным нагревом, можно получить путем регулирования расстояния между верхней и нижней индукционной катушкой, поскольку когда расстояние становится больше, дивергенция теплового потока также становится больше. Расстояние можно изменять в соответствии с температурой металлической пластины, которую измеряют термометром, расположенным выше по тепловому потоку относительно индукционного нагревательного аппарата.
На фиг.13 показано другое воплощение настоящего изобретения для придания изменяемости расстоянию между верхней и нижней индукционной катушкой. На фиг.13, верхняя индукционная катушка включает в себя несколько проводников a-a' и b-b' краевой области, каждый из которых является изолированным и независимым друг от друга. Каждый из проводников a-a' и b-b' краевой области выборочно соединяют c соединительным проводником 9b центральной области. Выборочное соединение можно осуществлять, используя любой широко известный контактный контроллер (не показан на фиг.13), такой как электромагнитный контактор, пневматический цилиндр или цилиндр с приводом от двигателя.
Нижняя индукционная катушка включает в себя несколько проводников A-A' и B-B' краевой области, каждый из которых является изолированным и независимым друг от друга. Каждый из проводников A-A' и B-B' краевой области выборочно соединяют с проводящим проводником 9c центральной области. Контактный контроллер не показан на фиг.13.
На фиг.13, верхняя индукционная катушка, расположенная выше металлической пластины 1, и нижняя индукционная катушка, расположенная ниже металлической пластины 1, расположены таким образом, что они находятся далеко друг от друга в продольном направлении металлической пластины и параллельны друг другу. Расстояние L в продольном направлении между верхней и нижней индукционной катушкой в поперечном направлении поддерживают постоянным. Верхняя индукционная катушка и нижняя индукционная катушка имеют наклонную (изогнутую) часть, соответственно, у краевой области, где каждая из индукционных катушек простирается наклонно поперек металлической пластины под углом наклона θ относительно поперечного направления.
В воплощении фиг.13, индукционная катушка обычно сконструирована путем соединения друг с другом проводников 9c, B-B', 9a, b-b' и 9b. Если необходима большая величина дивергенции теплового потока, индукционную катушку реконструируют путем соединения друг с другом проводников 9c, B-B', 9a, a-a' и 9b таким образом, чтобы увеличить расстояние между верхней и нижней индукционной катушкой.
В воплощении, согласно фиг.13, для регулирования величины дивергенции теплового потока, можно повышать/понижать площадь поперечного сечения проводника и/или изменять ширину либо верхней, либо нижней индукционной катушки, помимо изменения величины расстояния между верхней и нижней индукционной катушкой. Например, в качестве проводников для пропускания тока можно выбрать сразу оба проводника, - a-a' и b-b'.
Расстояние можно изменять в соответствии с температурой металлической пластины, измеренной термометром, расположенным выше по тепловому потоку относительно индукционного нагревательного аппарата. Разность температур в металлической пластине - {(температура в краевой области)-(температура в центральной области)} была проанализирована с использованием индукционной катушки, сконструированной, как показано на фиг.8. Исследованные металлические пластины представляли собой немагнитные стальные пластины из стали SUS304 (толщина: 0,2 мм, ширина: 600 мм и 800 мм). Скорость перемещения стальной пластины составляла 2 м/мин. Был использован источник переменного тока (не показан) на 25 кГц и конденсатор, имеющий емкость 100 кВт. Емкость конденсатора была отрегулирована до ее соответствия используемой индукционной катушке. Используемая индукционная катушка была одновитковой (окружающей в один виток нагреваемую стальную пластину) и изготовленной из водоохлаждаемой медной пластины, которая была сконструирована из медной пластины (толщина: 5 мм, ширина: 100 мм) и медной трубы с водяным охлаждением (внешний диаметр: 10 мм, внутренний диаметр: 8 мм), прикрепленной путем пайки к медной пластине на стороне (внешней стороне), противоположной стальной пластине. В данном примере «индукционная катушка» включает в себя как медную пластину, так и медную трубу водяного охлаждения, поскольку через медную трубу также течет электрический ток. Зазор между нагреваемой стальной пластиной и индукционной катушкой составлял 50 мм. Расстояние L между верхней индукционной катушкой и нижней индукционной катушкой составляло 200 мм. Угол наклона между индукционной катушкой и поперечным направлением металлической пластины составлял 30 градусов. Длина центральной области индукционной катушки составляла 200 мм, и она была параллельна поперечному направлению стальной пластины. Температура стальной пластины в краевой области была измерена в местоположении на расстоянии 50 мм от края стальной пластины, с использованием инфракрасного термометра. В таблице 2 показана разность температур для пластины как с шириной 600 мм, так и с шириной 800 мм.
Результаты показывают, что перегрев в краевой области стальной пластины существенно сдерживается, а отклонение температуры при изменении ширины стальной пластины остается неизменным.
Настоящее изобретение является пригодным для высокоэффективного нагрева металлической пластины, даже если температура металлической пластины выше точки Кюри, металлическая пластина является тонкой и/или металлическая пластина изготовлена из немагнитного цветного металла с низким удельным сопротивлением, таким как алюминий или медь. Настоящее изобретение, кроме того, является пригодным для повышения неоднородности распределения температуры в поперечном направлении металлической пластины, в частности, при перегреве в краевой области металлической пластины. Настоящее изобретение может облегчить реализацию желаемого распределения температуры даже при изменении ширины нагреваемой металлической пластины, без приготовления нескольких индукционных катушек, требующихся, чтобы справиться с изменением ширины. В дополнение, с помощью настоящего изобретения можно повысить неоднородность распределения температуры, вызванное извиванием металлической пластины.
Изобретение, описанное данным образом, которое, как очевидно, является одним и тем же, можно модифицировать многими способами. Такие модификации не следует рассматривать как отступление от сущности и объема изобретения, и все такие модификации, как является очевидным для специалистов в данной области техники, подлежат включению в объем следующей формулы изобретения.
Индукционный нагревательный аппарат для нагрева перемещающейся металлической пластины включает в себя индукционную катушку, окружающую металлическую пластину. Индукционная катушка включает в себя верхнюю индукционную катушку, предназначенную для ее размещения выше металлической пластины, и нижнюю индукционную катушку, предназначенную для ее размещения ниже металлической пластины. Верхняя и нижняя индукционные катушки в продольном направлении металлической пластины отстоят друг от друга на постоянном расстоянии поперек поперечного направления металлической пластины. Каждая индукционная катушка, верхняя и нижняя, установлена наклонно у краевой области металлической пластины таким образом, что они образуют угол наклона с поперечным направлением металлической пластины. Техническим результатом при использовании изобретения является обеспечение эффективного нагрева пластины путем выбора оптимального смещения между верхней и нижней катушками. 8 з.п. ф-лы, 14 ил., 2 табл.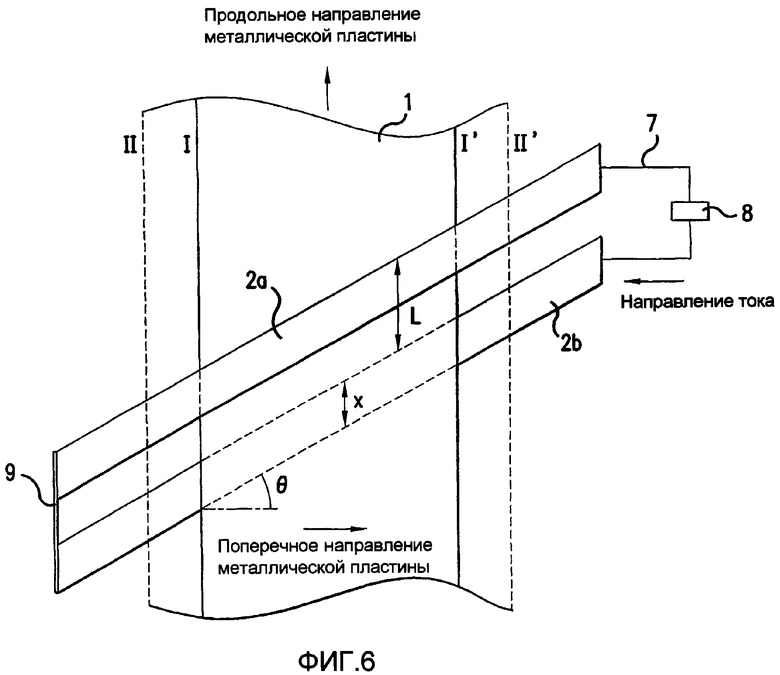
1. Индукционный нагревательный аппарат для нагрева перемещающегося стального листа в его немагнитной области, находящейся при температуре выше точки Кюри или перемещающейся немагнитной металлической пластины, содержащий: индукционную катушку, окружающую металлическую пластину, причем упомянутая индукционная катушка включает в себя верхнюю индукционную катушку, предназначенную для ее размещения выше металлической пластины, и нижнюю индукционную катушку, предназначенную для ее размещения ниже металлической пластины, причем верхняя и нижняя индукционная катушка отстоят друг от друга в продольном направлении металлической пластины на расстоянии, постоянном в поперечном направлении металлической пластины, причем упомянутое расстояние равно ширине наиболее широкой индукционной катушки, - верхней или нижней, умноженной на коэффициент от 0,2 до 6, при этом каждая из индукционных катушек, - верхняя и нижняя, установлена наклонно у краевой области металлической пластины, таким образом, чтобы образовывать угол наклона с поперечным направлением металлической пластины.
2. Индукционный нагревательный аппарат по п.1, в котором угол наклона находится в диапазоне 10-60°.
3. Индукционный нагревательный аппарат по п.2, в котором, по меньшей мере, одна индукционная катушка, - верхняя или нижняя, является подвижной в продольном направлении металлической пластины посредством чего регулируется расстояние между верхней индукционной катушкой и нижней индукционной катушкой.
4. Индукционный нагревательный аппарат по п.3, в котором, по меньшей мере, одна из индукционных катушек - верхняя или нижняя, сконструирована из нескольких проводников, вследствие чего расстояние между верхней и нижней индукционной катушкой можно регулировать, выбирая в качестве проводника для пропускания через него переменного тока конкретный проводник из нескольких проводников.
5. Индукционный нагревательный аппарат по п.3, дополнительно содержащий направляющий рельс, который простирается вдоль металлической пластины в продольном направлении, и, по меньшей мере, одна из индукционных катушек, - верхняя или нижняя, подвижно закреплена на направляющем рельсе.
6. Индукционный нагревательный аппарат по п.2, в котором ширина, по меньшей мере, одной из индукционных катушек, верхней или нижней, является изменяемой.
7. Индукционный нагревательный аппарат по п.6, в котором, по меньшей мере, одна из индукционных катушек, - верхняя или нижняя, сконструирована из нескольких проводников, и ширину, по меньшей мере, одной из индукционных катушек, - верхней или нижней, можно изменять, выбирая в качестве проводника для пропускания через него переменного тока конкретный проводник из нескольких проводников.
8. Индукционный нагревательный аппарат по п.1, где упомянутая индукционная катушка дополнительно содержит краевую часть, соединяющую между собой упомянутую верхнюю и упомянутую нижнюю индукционную катушку, причем упомянутая краевая часть предназначена для ее размещения у края металлической пластины.
9. Индукционный нагревательный аппарат по любому из пп.1-8, причем упомянутый аппарат дополнительно содержит: источник переменного тока, при этом упомянутая верхняя индукционная катушка одним своим концом соединена с упомянутым источником переменного тока и упомянутая нижняя индукционная катушка одним своим концом соединена с упомянутым источником переменного тока.
| Дренирующий материал | 1991 |
|
SU1803129A1 |
| РАМА КУЗОВА ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2010 |
|
RU2448009C1 |
| US 4751360, 14.06.1988 | |||
| Индукционное нагревательное устройство | 1980 |
|
SU907878A1 |
| УСТРОЙСТВО ИНДУКЦИОННОГО НАГРЕВА С ПОПЕРЕЧНЫМ ПОТОКОМ И МАГНИТНОЙ ЦЕПЬЮ ИЗМЕНЯЕМОЙ ШИРИНЫ | 2001 |
|
RU2236770C2 |
| ИНДУКЦИОННАЯ ПЕЧЬ | 1992 |
|
RU2105434C1 |

