Область техники, к которой относится изобретение
Изобретение относится к устройствам индукционного нагрева стальных пластин и пластин из цветных металлов, например алюминия. В частности, изобретение относится к устройствам индукционного нагрева для эффективного нагревания металлических пластин независимо от их толщины и даже в немагнитном состоянии, устраняя в то же время перегрев и точно регулируя температуру краевых участков металлических пластин.
Предпосылки изобретения
Индукционный нагрев металлов за счет применения высокочастотных токов широко используется при термической обработке, например закалке и т.п. Индукционный нагрев применяется для контроля качества металла при производстве тонких металлических пластин и пластин из цветного металла, например стальных или алюминиевых, а также для увеличения производительности путем повышения скорости нагрева и для широкого регулирования объема продукции. Индукционный нагрев применяется в качестве замены традиционного непрямого нагрева при применении газа или электричества.
Индукционный нагрев металлических пластин можно грубо разделить на два способа. Один из них - так называемый LF способ (нагрев продольным магнитным потоком), при котором ток высокой частоты протекает по индукционной катушке, окружающей металлическую пластину, и генерируемый магнитный поток проходит через металлическую пластину в его продольном направлении и индуцирует ток в сечении металлической пластины и нагревает ее. Другой способ - TF способ (нагрев поперечным магнитным потоком), при котором металлическая пластина помещается между магнитными материалами, называемыми индукторами, на которые наматываются первичные обмотки, и магнитный поток, генерируемый за счет протекания тока в первичных обмотках, имеет возможность проходить через индукторы так, что магнитный поток, протекающий между индукторами, пересекает металлическую пластину, индуцируя ток на плоской поверхности металлической пластины и нагревая ее за счет магнитной индукции.
Индукционный нагрев с помощью LF способа имеет хорошую равномерность распределения температуры. Однако индуцированный ток циркулирует в поперечном сечении пластины, и когда пластина имеет малую толщину, то ток не индуцируется до тех пор, пока частота источника питания не увеличится за счет глубины проникновения тока. Кроме того, немагнитные материалы и магнитные материалы, имеющие малую толщину, не могут нагреваться, если температура превышает их точки Кюри, поскольку глубина проникновения тока возрастает.
В то же время индукционный нагрев TF способом имеет отличительную особенность, заключающуюся в том, что металлическую пластину можно нагреть независимо от того, является ли она немагнитной или магнитной, поскольку магнитный поток проходит через поперечное сечение металлической пластины. Кроме того, применение индукторов, имеющих малое удельное магнитное сопротивление, дает возможность уменьшить потери магнитного потока и сконцентрировать магнитный поток между индукторами, обращенными в сторону передней поверхности и задней поверхности металлической пластины, давая возможность усиления эффективности нагрева.
Однако остается проблема, состоящая в том, что распределение температуры стремится к меньшей равномерности. Более того, если металлическая пластина не находится в центре между противоположными индукторами, магнитная пластина притягивается одним из индукторов и температура стремится к дальнейшей девиации.
Далее, индукционный нагрев TF способом имеет недостаток, заключающийся в том, что затруднительно варьировать ширину металлической пластины, а также становится трудно работать с металлической пластиной в случае ее изгибания на непрерывной производственной линии.
Для решения этих проблем патентный документ JP-A-2002-43042 описывает одновитковые катушки индуктивности, которые устанавливаются с отклонением на передней и задней поверхности ленты в направлении перемещения.
Далее патентный документ JP-A-2002-151245 предлагает индукционную катушку ромбовидной формы, в которой нагревательная индукционная катушка, обращенная в сторону материала, подлежащего нагреву, имеет изогнутую продольную ось.
В патентном документе JP-A-2005-209608 авторы настоящего изобретения предлагали индукционную катушку, которая окружает металлическую пластину и смещается в направлении перемещения.
Описание изобретения
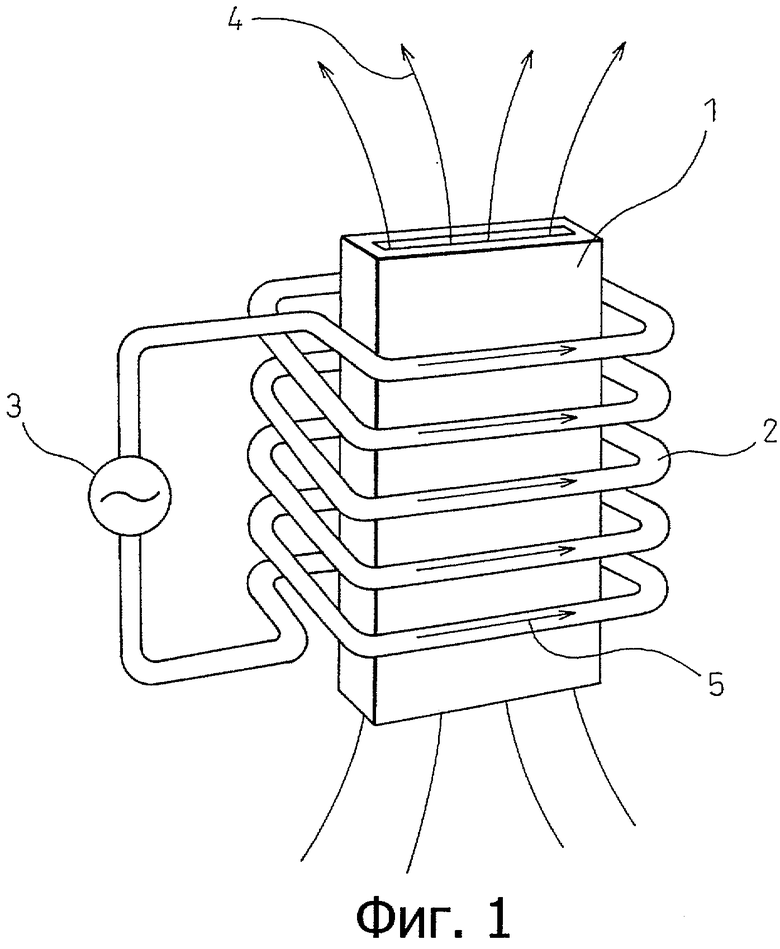
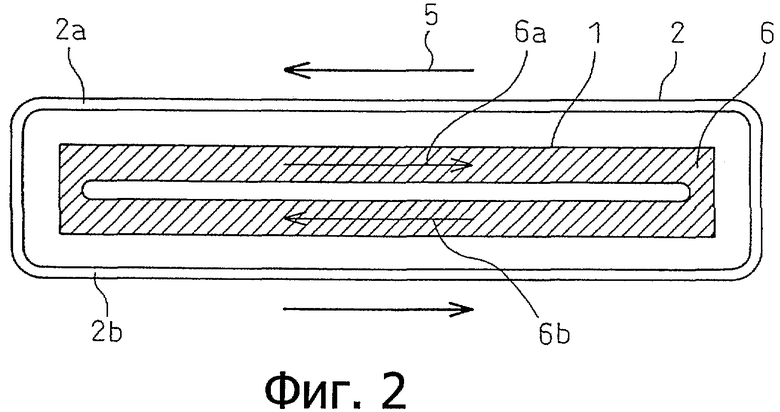
На фиг.1 представлена схема, изображающая индукционный нагрев с помощью традиционного LF способа. Металлическая пластина 1, подлежащая нагреву, окружена индукционной катушкой 2, соединенной с высокочастотным источником питания 3. При протекании первичного тока 5 магнитный поток 4 проходит внутри металлической пластины 1 и электрический ток индуцируется вокруг магнитного потока 4. Металлическая пластина 1 нагревается индуцированным током. Фиг.2 представляет вид в разрезе, изображающий состояние, при котором индуцируется ток в поперечном сечении металлической пластины 1.
Магнитный поток 4, проходящий через металлическую пластину 1, наводит ток 6 в плоскости сечения металлической пластины 1 в направлении, противоположном первичному току 5, протекающему в индукционной катушке 2. Наведенный ток 6 протекает, сосредоточиваясь в диапазоне глубины 8 проникновения тока, представленной формулой (1), от поверхности металлической пластины 1.
δ [mm]=5,03×10+5 (ρ/µrf)0,5 (1), где:
ρ - электрическое удельное сопротивление [Ωm],
µr - относительная магнитная проницаемость [-],
f - частота при нагреве [Hz].
Наведенные токи 6 протекают в противоположных направлениях в зависимости от того, передняя это или задняя поверхность пластины, что показано на фиг.2. Если глубина δ проникновения тока возрастает, то наведенные токи на передней поверхности и на задней поверхности пластины компенсируют друг друга и поэтому в плоскости сечения пластины нет тока.
Электрическое удельное сопротивление ρ металла возрастает с возрастанием температуры и, следовательно, δ возрастает с возрастанием температуры. Кроме того, в ферромагнитных и парамагнитных материалах µr уменьшается при повышении температуры и приближении к точкам Кюри и µr становится равной 1, когда температура превышает точки Кюри.
Немагнитный материал также имеет µr, равную 1. Если µr становится малой, то глубина δ проникновения тока увеличивается согласно формуле (1) в случае немагнитного материала, а также в случае магнитного материала в температурном диапазоне, начинающемся непосредственно перед точкой Кюри и до превышения точки Кюри. В результате подлежащий нагреву материал, имеющий малую толщину, не может далее нагреваться.
Если частота при нагреве равна 10 [KHz], то глубина δ проникновения тока для различных металлов при нормальной температуре составляет около 1 [mm] для алюминия, который является немагнитным материалом, около 4,4 [mm] для SUS304 и около 0,2 [mm] для магнитной стали. С другой стороны, сталь, будучи магнитным материалом, имеет глубину δ проникновения тока около 5 [mm] при 750°С, что превышает его точку Кюри.
Таким образом, чтобы генерируемые в пластине токи передней поверхности и задней поверхности не компенсировали друг друга, пластина должна иметь толщину не менее 10 [mm]. Далее, для того чтобы эффективно использовать мощность тока, требуется толщина 15 [mm].
Обычно термическая обработка применяется для пластин, имеющих различную толщину, начиная от тонкой пластины, такой как фольга толщиной несколько µm и до пластины толщиной свыше 100 mm.
Например, стальные пластины, применяемые в машинах и электроприборах, являющиеся стандартными металлическими пластинами, используемыми в больших количествах, в большинстве случаев имеют толщину не более 3 [mm], в частности не более 2 [mm], после холодной прокатки. Чтобы нагреть эти материалы с помощью LP способа, частота при нагреве должна быть увеличена до уровня не ниже нескольких сотен [KHz]. Однако это условие предполагает наличие оборудования для изготовления источника питания большой мощности и высокой частоты. Во многих случаях трудно реализовать аппаратуру такой высокой частоты в промышленном масштабе.
Рассматриваемый в патентном документе JP-A-2002-43042 способ относится к способу TF системы, при котором индукционные катушки устанавливаются под и над пластиной. Магнитный поток образуется поочередно в направлении перемещения металлической пластины. Поскольку верхняя и нижняя катушки сдвигаются, то области возникают попеременно, т.е. области, где магнитные потоки компенсируют друг друга, так как они генерируются верхней и нижней катушками, и области, где магнитный поток пересекает зону поперек, давая возможность предотвращать концентрирование магнитного потока.
Таким образом, способ дает возможность устранить ряд проблем, присущих традиционному TF способу, в отношении того, что магнитный поток концентрируется в краевых участках, вызывая перегрев краев. Однако все еще остается проблема, заключающаяся в том, что существуют области, где магнитные потоки взаимно компенсируются, и в связи с одновитковой катушкой больший ток должен протекать по катушке, чтобы ввести мощность в ленту и увеличить напряженность поля. Кроме того, эффективность уменьшается из-за увеличения потерь в меди обмотки.
С целью увеличения эффективности верхняя и нижняя одновитковые катушки должны быть введены близко к ленте, как раскрыто в патентном документе JP-A-2002-43042. Однако, поскольку лента, которая перемещается посреди одновитковой катушки, изменяет свою форму или вибрирует, то трудно нагреть ленту большой ширины и сечения в процессе ее перемещения.
Согласно способу, рассмотренному в патентном документе JP-A- 2002-151245, в том направлении, в котором перемещается металл, нагревательная индукционная катушка, имеющая наибольшую используемую часть в центре относительно ширины, устанавливается так, чтобы быть обращенной в сторону поверхности металла, и суммарная ширина катушки вдоль направления перемещения металлического материала поддерживается постоянной. Согласно этому способу металлический материал нагревается за счет рассеивания магнитного потока из индукционной катушки, которая обращена в сторону металлического материала. Если расстояние от индукционной катушки увеличивается, то не существует гарантии, что магнитный поток пройдет через металл. Кроме того, металл не будет нагреваться до тех пор, пока он не будет подвинут близко к индукционной катушке. Если форма металла плохая и расстояние до индукционной катушки изменяется, то происходит большое отклонение температуры.
Далее, индукционная катушка имеет ромбовидную форму, так что ее ширина остается по существу одинаковой в направлении перемещения. Однако ромбовидная форма не может реагировать на изменение ширины пластины. Несмотря на то, что предусмотрен поворотный механизм, время нагрева не является одинаковым в направлении перемещения, когда работает поворотный механизм, и поэтому температура не может поддерживаться постоянной. Очень трудно реализовать в промышленном масштабе поворотный механизм для нагревательного прибора, который выдает ток большой величины.
Ни один из двух вышеприведенных патентных документов не подходит для нагрева в замкнутом контуре, в котором металл окружен индукционной катушкой. Следовательно, нет надежной гарантии, что магнитный поток проходит через металл. Более того, на нагрев сильно влияет расстояние от индукционной катушки и трудно контролировать магнитную индукцию, так как количество витков индукционной катушки не может изменяться.
С целью устранения недостатков вышеописанных нагревательных устройств в патентном документе JP-A-2005-209608 предусмотрено, что индукционные катушки, окружающие металлическую пластину, отклоняются в том направлении, в котором перемещается металлическая пластина так, что не происходит взаимного влияния среди независимых токов, наведенных в металлической пластине индукционными катушками, обращенными в сторону передней и задней поверхностей металлических пластин, при этом токи наводятся индукционными катушками, обращенными в сторону передней и задней поверхностей металлической пластины. Более того, в этом документе описано, что может быть нагрета даже металлическая пластина толщиной меньше глубины проникновения тока, как немагнитная, так и магнитная, например железная, в немагнитной зоне при температуре выше ее точки Кюри. Далее, поскольку индукционные катушки окружают металлическую пластину, удерживаясь на ней, магнитный поток пересекает металлическую пластину, что является большим практическим преимуществом, состоящим в том, что металлическая пластина может быть без труда нагрета, даже если существует пространство между пластиной и индукционными катушками.
Однако ток, наведенный в центре металлической пластины, имеет тенденцию концентрироваться, когда протекает по краевым участкам металлической пластины, т.е. течет ток с высокой плотностью и наведенный ток протекает по краевым участкам в течение продолжительного периода времени, поскольку передняя и задняя индукционные катушки разделены. Поэтому краевые участки пластины имеют тенденцию к перегреву и условия (величина отклонения между передней и задней индукционными катушками, ширина индукционной катушки и т.д.) для получения распределения с малыми отклонениями температуры ограничены.
Три вышеописанных системы дают возможность регулирования процесса немагнитного нагрева, но сложны при точном контроле распределения температуры при нагреве. Если существующие печи оборудовать этими системами, то деформация металлической пластины затрудняет сужение зазора между металлической пластиной и индукционными катушками. Кроме этого, трудно соответствующим образом реагировать на изменение ширины или на изгиб металлической пластины.
Чтобы контролировать ток, протекающий через краевые участки пластины, настоящие заявители предлагали в патентных документах WO 2006/088067 и WO 2006/088068 способ регулирования плотности тока, протекающего через краевые участки пластины, и времени нагрева за счет, например, наклона индукционной катушки на краевых участках пластины, а также способ преодоления изгибания и изменения ширины пластины. Способы, описанные в патентных документах WO 2206/088067 и WO 2006/088068, дают возможность в большей степени контролировать распределение температуры по сравнению с вышеописанными способами, но все же не сокращают девиацию температуры между краевыми участками металлической пластины и ее центральной частью до приемлемой величины в зависимости от некоторых условий.
Настоящее изобретение предлагает решить проблемы, относящиеся к индукционному нагреву металлических пластин, присущих традиционным LF и TF способам. Цель настоящего изобретения - создание устройства индукционного нагрева не только для магнитных материалов, но также и для немагнитных материалов и немагнитной зоны, а также для металлических пластин толщиной не более 10 мм с помощью индукционной катушки, сохраняя достаточно большой зазор между металлической пластиной и индукционной катушкой, позволяя добиться более высокой степени контролируемости температуры по сравнению с устройствами индукционного нагрева, описанными в вышеприведенных патентных документах WO 2006/088067 и WO 2006/088068, а также давая возможность эффективного реагирования на изменение ширины и изгибания, что в результате приводит к высокой эффективности нагрева.
Сущность настоящего изобретения состоит в следующем.
(1) Устройство для индукционного нагрева металлической пластины, которая перемещается внутри охватывающей ее индукционной катушки, характеризуется тем, что в вертикально проецируемом изображении на металлическую пластину проводники, являющиеся частями индукционной катушки, расположенные на передней стороне поверхности и на задней стороне поверхности металлической пластины, размещены так, чтобы не перекрывать друг друга в продольном направлении металлической пластины в центральной части металлической пластины в ее поперечном направлении;
проводник, по меньшей мере, на передней стороне поверхности или задней стороне поверхности расположен так, чтобы находиться в наклонном положении относительно поперечного направления металлической пластины, или проводники на передней стороне поверхности и задней стороне поверхности расположены так, чтобы, по меньшей мере, частично перекрывать друг друга в вертикально проецируемых изображениях в продольном направлении металлической пластины, по меньшей мере, на одном краевом участке металлической пластины в ее поперечном направлении; и
магнитопровод расположен так, что охватывает край металлической пластины от ее передней стороны поверхности до задней стороны поверхности снаружи проводника, который расположен наклонно, или снаружи части проводника, которая соединяет центральную часть проводника с краевой частью проводника, расположенного так, чтобы, по меньшей мере, частично перекрывать друг друга в вертикально проецируемых изображениях.
(2) Устройство для индукционного нагрева, как упомянуто выше в п.(1), в котором проводники на передней поверхности и на задней поверхности расположены так, чтобы не было наложения одного на другой в продольном направлении металлической пластины в центральной части металлической пластины в ее поперечном направлении, при этом проводник, по меньшей мере, передней стороны или задней стороны расположен так, чтобы иметь наклон по отношению к поперечному направлению металлической пластины, или проводники на передней стороне поверхности и задней стороне поверхности расположены так, чтобы было, по меньшей мере, частичное наложение одного на другой в продольном направлении металлической пластины, по меньшей мере, на одном краевом участке металлической пластины в ее поперечном направлении; и
магнитопровод расположен так, что охватывает краевые участки металлической пластины от передней поверхности до задней поверхности металлической пластины, чтобы создавать магнитный поток, который компенсирует дополнительные контуры тока, образующиеся при прохождении наведенного тока в соответствии с формой расположения проводников, причем дополнительные контуры, наведенные с наружной стороны проводника, который расположен наклонно, или с наружной стороны той части проводника, который соединяет центральную часть проводника с краевой частью проводника, который расположен так, чтобы, по меньшей мере, частично перекрывать друг друга на плоскости металлической пластины, нагреваемой путем индукционного нагрева.
(3) Устройство для индукционного нагрева, как упомянуто выше в п.(1) или (2), в котором вертикально проецируемое изображение проводников имеет форму шестиугольника, параллелограмма, трапеции, прямоугольника, где центральные части вертикально проецируемого изображения являются параллельными, окружностью, эллипсом или параллельными линиями.
(4) Устройство для индукционного нагрева, как упомянуто выше в любом из пунктов (1)-(3), в котором магнитопровод установлен так, чтобы охватывать переднюю и заднюю поверхности краевого участка металлической пластины.
(5) Устройство для индукционного нагрева, как упомянуто выше в любом из пунктов (1)-(4), в котором магнитопровод имеет форму плоской пластины или U-образную форму в поперечном сечении.
(6) Устройство для индукционного нагрева, как упомянуто выше в любом из пунктов (1)-(5), в котором положения магнитопроводов являются изменяемыми относительно металлической пластины.
(7) Устройство для индукционного нагрева, как упомянуто выше в любом из пунктов (1)-(6), в котором проводник, по меньшей мере, передней поверхности или задней поверхности может перемещаться в поперечном направлении металлической пластины, и магнитопроводы перемещаются, поскольку взаимосвязаны с проводниками.
Понятие «продольное направление металлической пластины», упоминаемое в настоящем описании, означает направление, в котором перемещается металлическая пластина (в том же направлении, что и линия конвейера).
Индукционный нагрев в соответствии с настоящим изобретением дает возможность нагревать не только листовой материал большой толщины и тонкие пластины в магнитоактивной области, но также нагревать нежелезные металлические пластины, такие как немагнитные алюминиевые и медные, имеющие малое удельное сопротивление, а также магнитные материалы, такие как железо и т.п., которые находятся в немагнитной области при температурах выше их точек Кюри и которые невозможно нагреть, используя традиционные способы индукционного нагрева.
Кроме того, применение магнитопроводов вместе с индукционной катушкой позволяет уменьшать или предотвращать перегрев на краевых участках металлической пластины.
Устанавливая в соответствующие положения магнитопроводы и перекрытие передних и задних магнитопроводов на краевых участках металлической пластины, можно легко и точно регулировать распределение температуры нагрева.
Более того, может выпускаться прочная высококачественная продукция путем обеспечения нагрева при скорости, поддерживающей распределение температуры, которое удовлетворяет требованиям металлургии, таким как воздействие нагрева при сохранении требуемого распределения температуры, чтобы устранить температурную девиацию, вносимую от предшествующей стадии в устройство индукционного нагрева, и учитывая температурные характеристики на последующих стадиях, следовательно, устраняя влияние на качество, вызванное отклонениями в процессе работы.
Кроме того, поскольку отсутствует эффект тепловой инерции, что является проблемой в печи, нагреваемой газом, имеется возможность свободно регулировать степень нагрева, даже когда требуется изменить температуру в печи в связи с изменением толщины пластины, ширины пластины и изменением сорта материала. Соответственно, не требуется менять скорость прохождения пластины. Следовательно, не требуется применения стяжки, которая обычно применяется в печи, нагреваемой газом, до тех пор, пока не будет достигнута устойчивая работа печи, когда температура в печи изменяется.
Соответственно, выпуск продукции может продолжаться без уменьшения скорости прохождения плиты, не нарушая производительность и предоставляя намного больше свободы при планировании работы.
Более того, устройство индукционного нагрева согласно изобретению способно справиться не только с проблемой изменения толщины и ширины пластины, но также и с гибкостью решать проблемы, связанные с такими переменными факторами, как изгибание, а также имеет преимущества не только в получении требуемой температуры, но и в устранении необходимости применения большого количества установок индукционных катушек для соответствия различным значениям ширины пластин, что снижает стоимость оборудования.
Краткое описание чертежей
Фиг.1 - схема, изображающая традиционную систему индукционного нагрева LF типа;
фиг.2 - вид в разрезе, изображающий наведенный ток, протекающий в поперечном сечении тонкой металлической пластины, согласно традиционной системе индукционного нагрева LF типа;
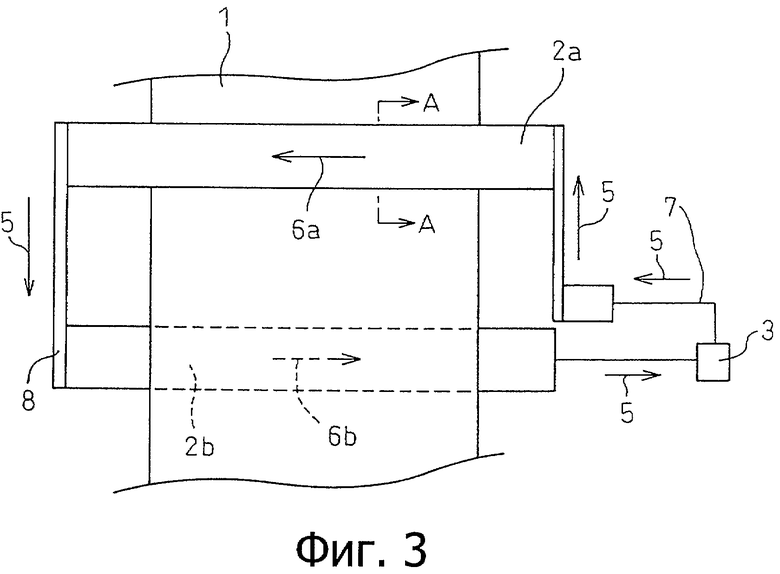
фиг.3 - схема горизонтальной проекции, изображающая индукционный нагрев с помощью использования передней и задней индукционных катушек в наклонном положении;
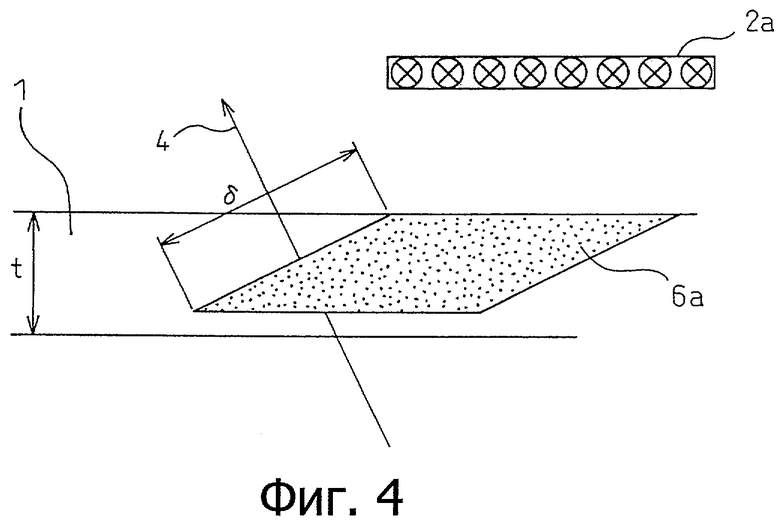
фиг.4 - схема горизонтальной проекции, изображающая, как образуется ток в поперечном сечении А-А схемы, представленной на фиг.3;
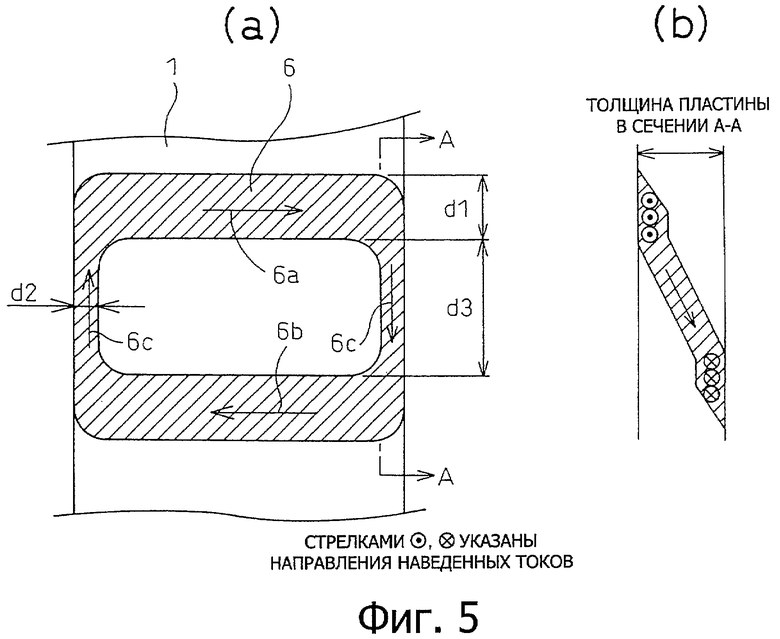
фиг.5(а) и 5(b) - схемы, изображающие ток, наведенный в металлической пластине с помощью индукционного нагрева, представленного на фиг.3;
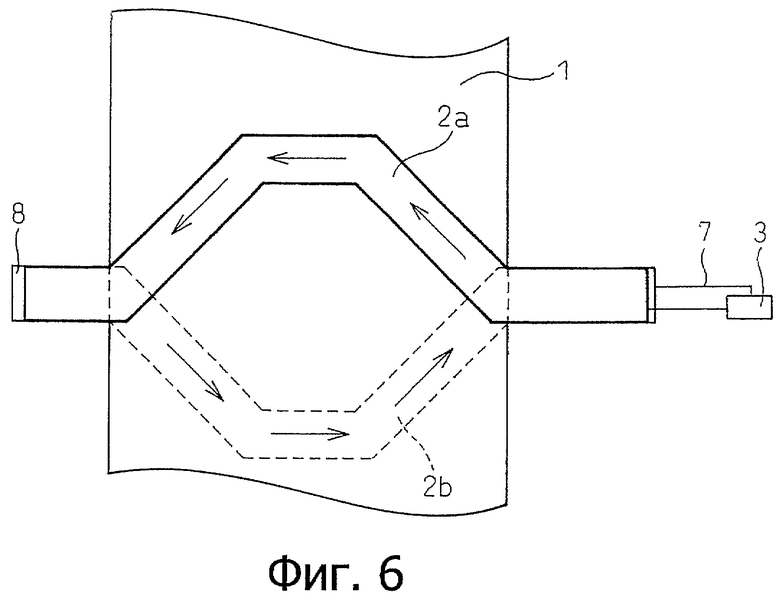
фиг.6 - схема горизонтальной проекции, изображающая систему индукционного нагрева, в котором передняя и задняя индукционные катушки отходят в центре и наклонены вблизи краевых участков металлической пластины;
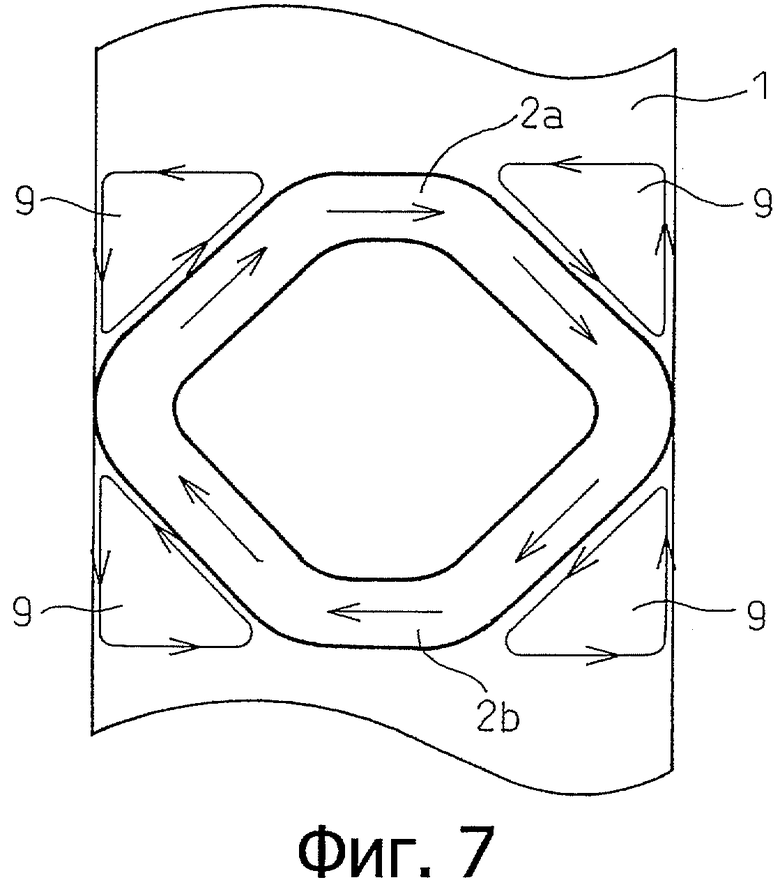
фиг.7 - схема горизонтальной проекции, изображающая ток, наведенный в металлической пластине катушками, расположенными, как указано на фиг.6;
фиг.8 - схема горизонтальной проекции, изображающая устройство индукционного нагрева согласно настоящему изобретению;
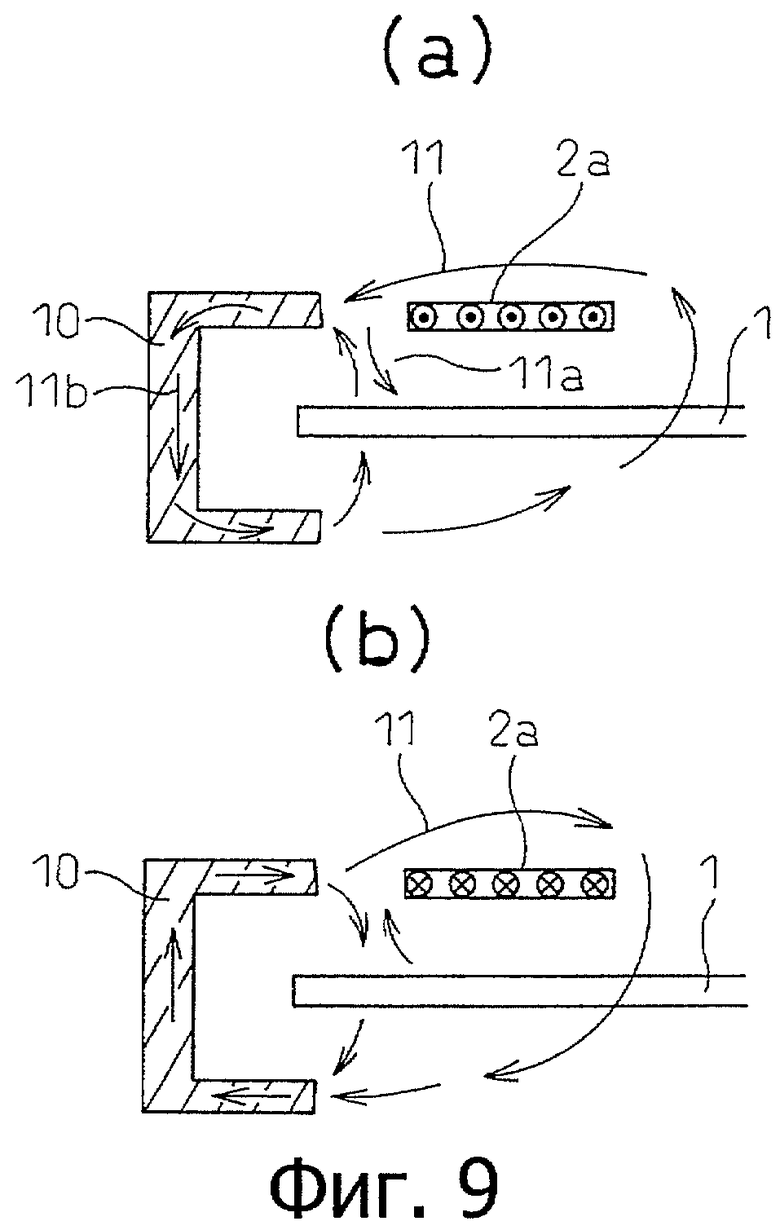
фиг.9(а) и 9(b) - схемы горизонтальных проекций, изображающие действие магнитопроводов в устройстве индукционного нагрева согласно изобретению, представленном на фиг.8;
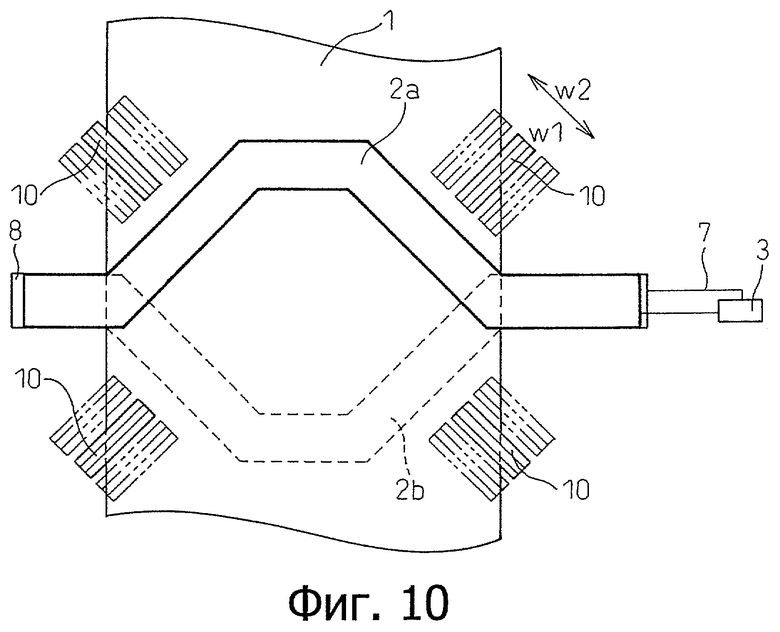
фиг.10 - схема горизонтальной проекции, изображающей устройство на примере, где количество магнитопроводов, закрывающих краевые участки металлической пластины, изменяется в устройстве индукционного нагрева согласно изобретению;
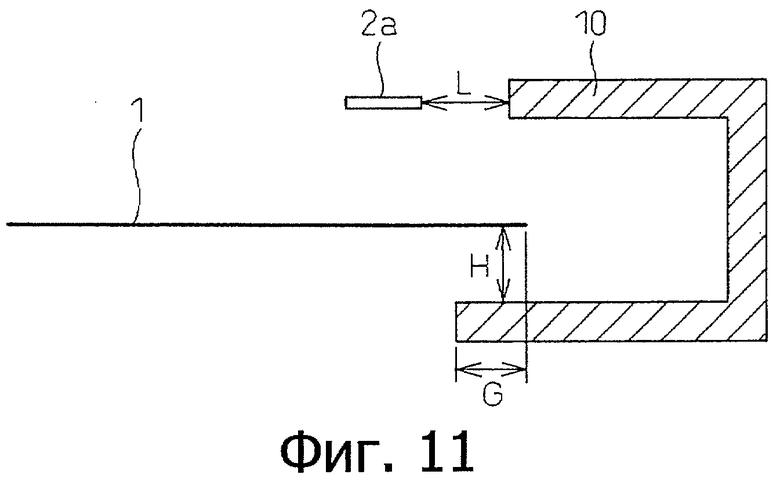
фиг.11 - схема горизонтальной проекции, изображающая взаимосвязь между магнитопроводом и металлической пластиной;
фиг.12 - схема горизонтальной проекции, изображающей устройство на примере, где магнитопроводы установлены не вертикально к наклонным индукционным катушкам в устройстве индукционного нагрева согласно изобретению;
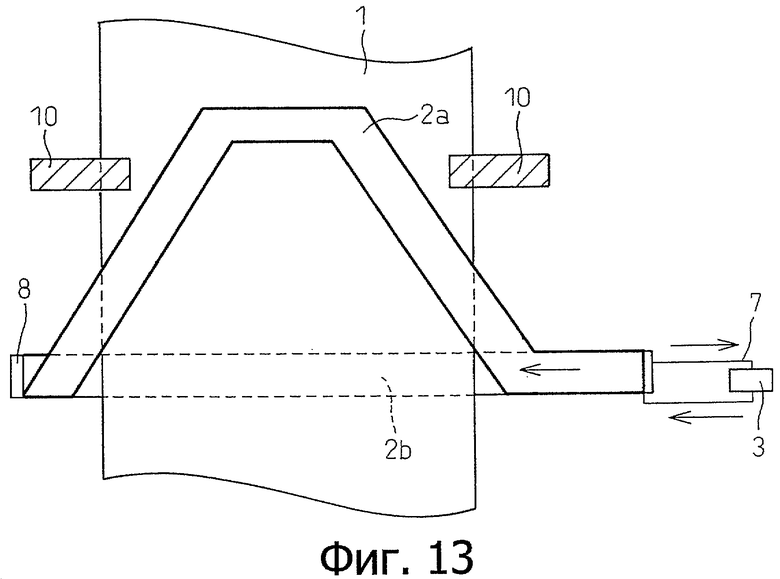
фиг.13 - схема горизонтальной проекции, изображающей устройство на примере, где только передняя индукционная катушка наклонена и обращена в сторону краевых участков пластины в устройстве индукционного нагрева согласно изобретению;
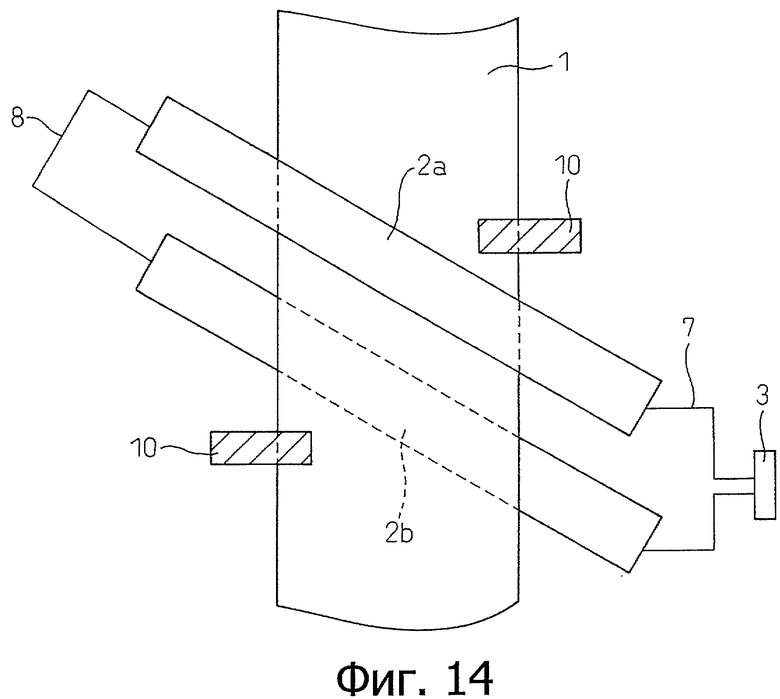
фиг.14 - схема горизонтальной проекции, изображающей устройство на примере, где передняя и задняя индукционные катушки наклонены и обращены к краевым участкам пластины в устройстве индукционного нагрева согласно изобретению;
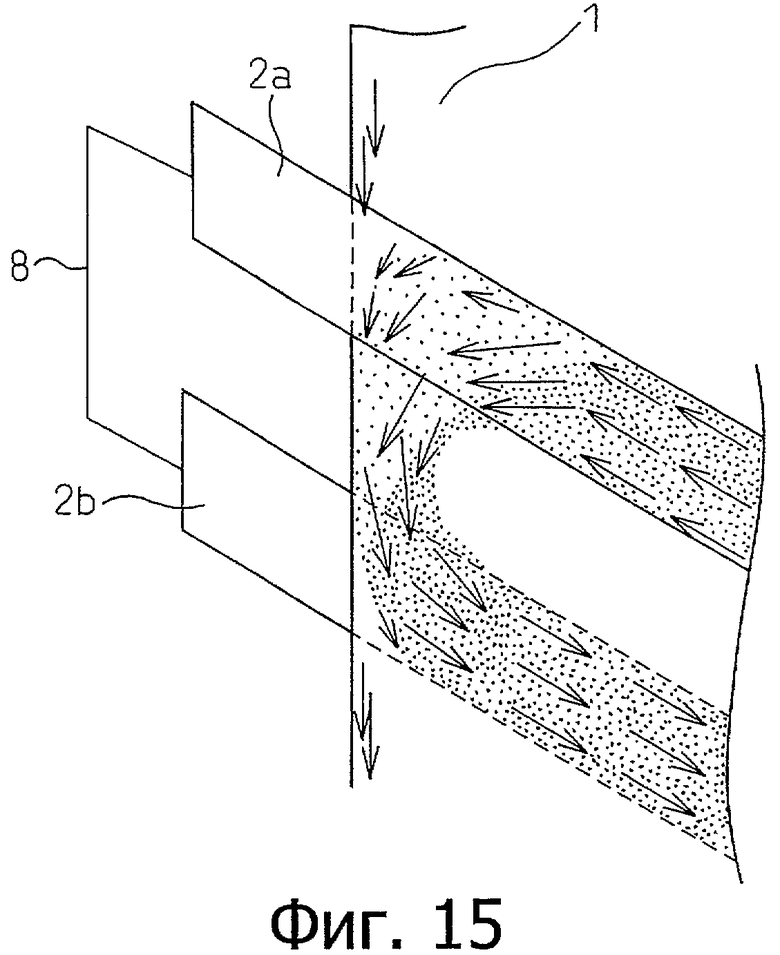
фиг.15 - схема горизонтальной проекции, изображающей ток, наведенный в металлической пластине в соответствии с фиг.14;
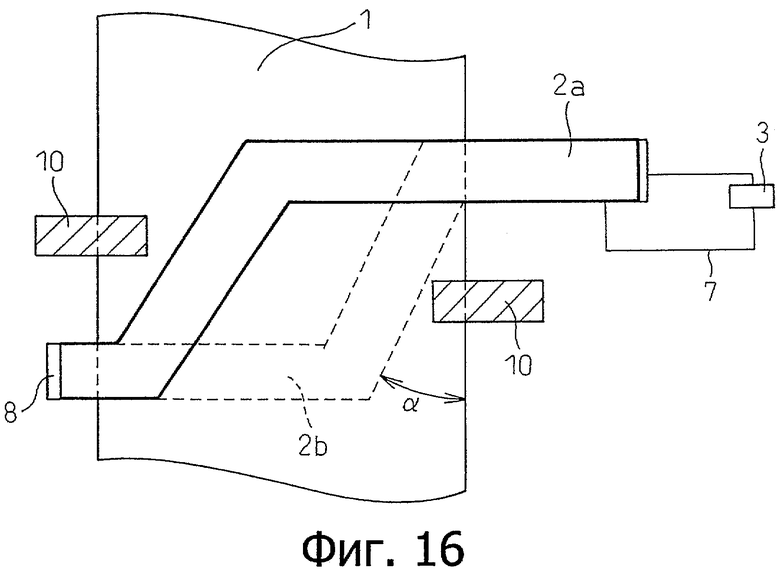
фиг.16 - схема горизонтальной проекции устройства на примере, где передняя и задняя индукционные катушки наклонены только вдоль их одной стороны и обращены к краевым участкам пластины в устройстве индукционного нагрева согласно изобретению;
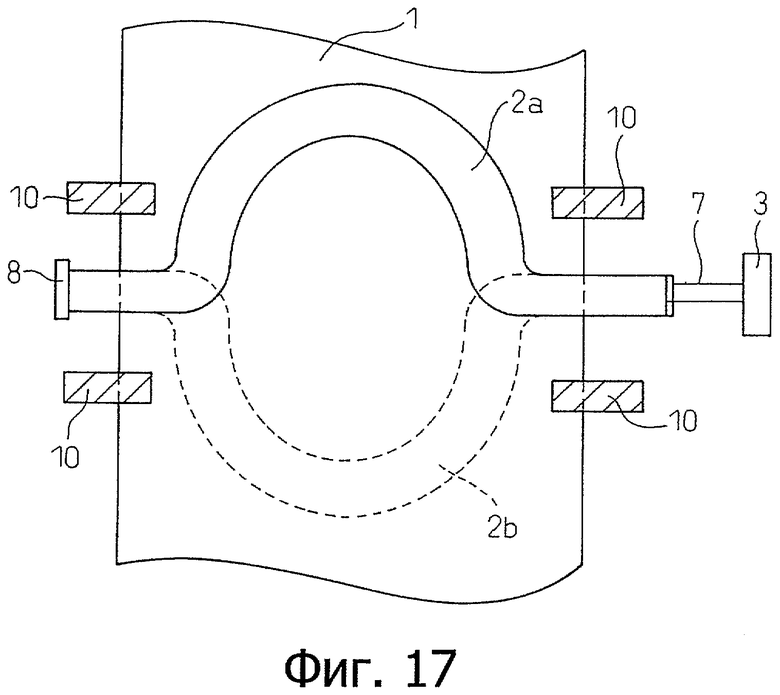
фиг.17 - схема горизонтальной проекции устройства на примере, где передняя и задняя индукционные катушки расположены дугообразно на сторонах краевых участков металлической пластины в устройстве индукционного нагрева согласно изобретению;
фиг.18(а) - схематически показанная горизонтальная проекция устройства на примере, где передняя и задняя индукционные катушки расположены в направлении перемещения около краевых участков металлической пластины в устройстве индукционного нагрева и где передняя и задняя индукционные катушки накладываются одна на другую на сторонах краевых участков;
фиг.18(b) - схематически показанная горизонтальная проекция устройства на примере, где передняя и задняя индукционные катушки расположены в направлении перемещения около краевых участков металлической пластины в устройстве индукционного нагрева согласно изобретению и где передняя и задняя индукционные катушки не накладываются одна на другую на сторонах краевых участков;
фиг.19 - схематически показанная горизонтальная проекция устройства на примере, где магнитопроводы расположены снаружи передней и задней индукционных катушек и снаружи краевых участков металлической пластины в устройстве индукционного нагрева согласно изобретению;
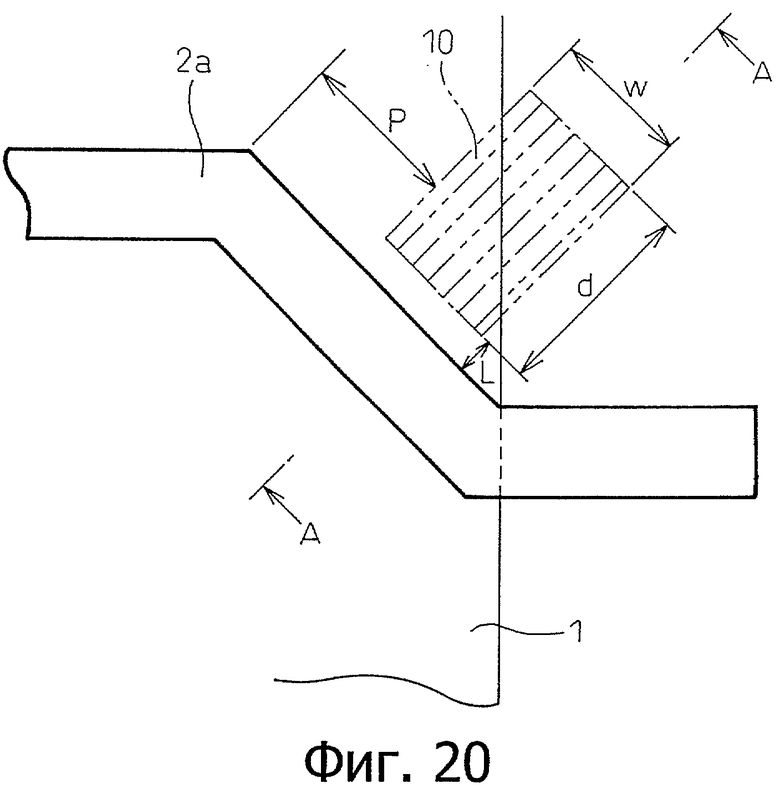
фиг.20 - схематически показанная горизонтальная проекция, изображающая способ регулирования распределения температуры нагрева с помощью применения магнитопроводов, расположенных около краевых участков металлической пластины в устройстве индукционного нагрева согласно изобретению;
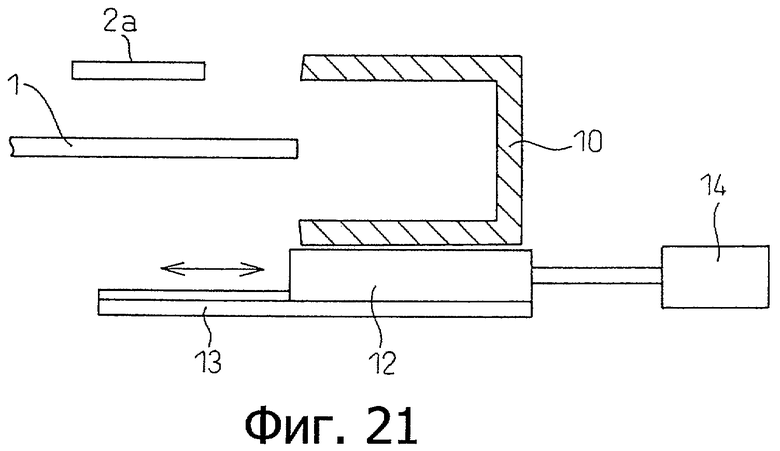
фиг.21 - вид сбоку устройства на примере, где магнитопровод имеет возможность двигаться в устройстве индукционного нагрева согласно изобретению;
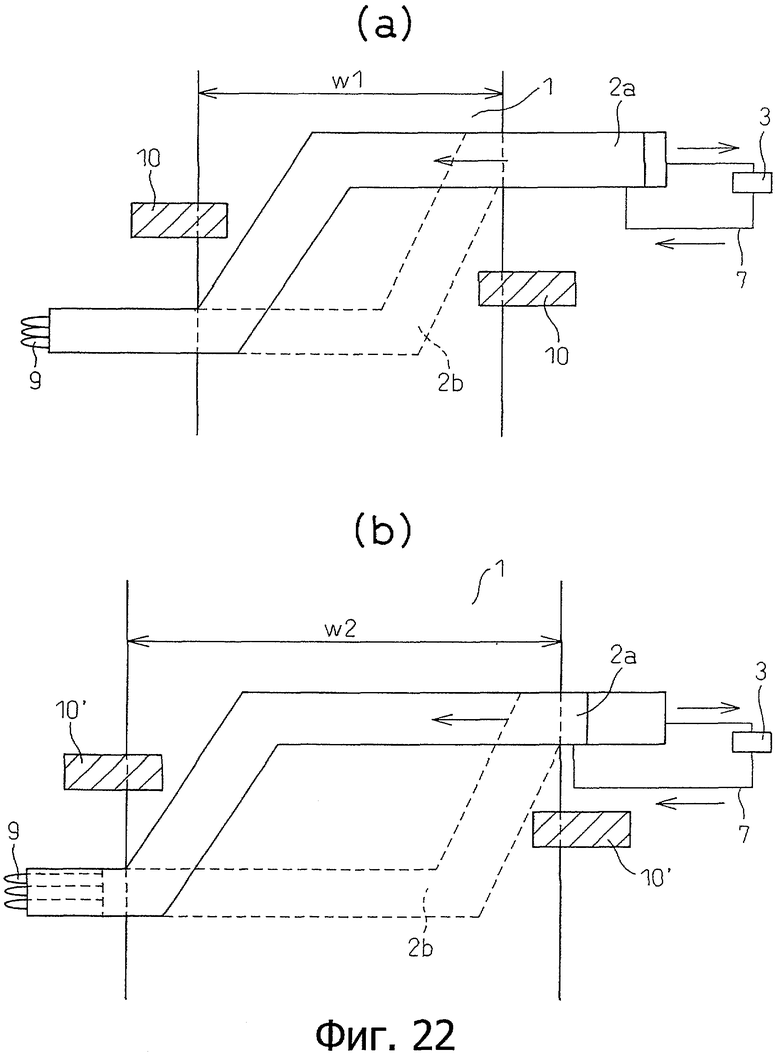
фиг.22(а) и 22(b) - иллюстрация того, как устранить изгибание при изменении ширины металлической пластины в устройстве индукционного нагрева согласно изобретению;
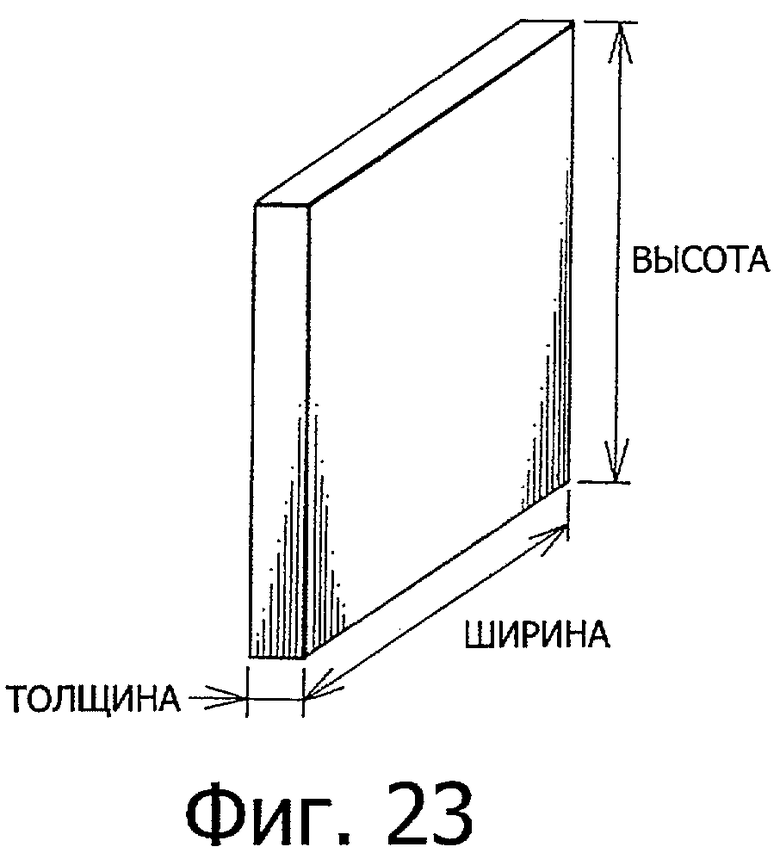
фиг.23 - схема, изображающая магнитопровод, имеющий форму плоской пластины в соответствии с вариантом реализации изобретения;
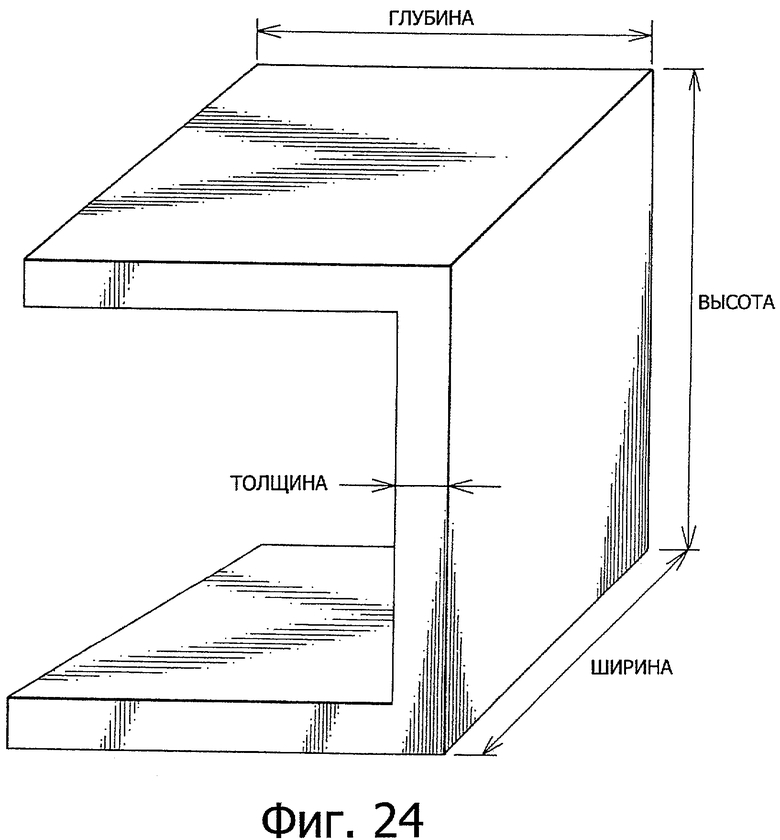
фиг.24 - схема, изображающая магнитопровод U-образной формы в соответствии с вариантом реализации изобретения.
Лучший вариант осуществления изобретения
В описанных ниже со ссылкой на чертежи вариантах осуществления изобретения рассматривается случай IT (одновитковый) с целью упрощения описания. Однако изобретение не ограничено только применением IT, оно может быть реализовано при большом количестве витков.
Фиг.8 схематически изображает устройство индукционного нагрева согласно настоящему изобретению, а на фиг.9(а) и 9(b) показаны схемы сечения А-А около краевого участка металлической пластины. Индукционная катушка, описанная ниже, является общим термином для катушки, образованной с помощью проводника в виде трубки, провода или пластины, выполненной из хорошо проводящего материала, и окружает подлежащий нагреванию материал одним или более витками. Форма проводника, окружающего подлежащий нагреванию материал, может быть и прямоугольной, и круглой без определенных ограничений. Желательно, чтобы материалом проводника являлась медь или алюминий, имеющие хорошую электропроводность.
В настоящем изобретении, как показано на фиг.3, проводники расположены так, что когда проводники 2а и 2b, являющиеся частью индукционных катушек, на передней поверхности и на задней поверхности металлической пластины 1, которая перемещается внутри индукционной катушки, вертикально проецируются на металлическую пластину, то вертикально проецируемые изображения проводников на переднюю и на заднюю поверхности отличаются друг от друга в продольном направлении металлической пластины.
Если ток 5 катушки течет из высокочастотного источника питания (3), магнитный поток 4 проходит через металлическую пластину 1 по диагонали, и ток 6а наводится магнитным потоком, как показано на боковом разрезе на фиг.4 (сечение А-А на фиг.3) (с целью простоты описывается только проводник 2а). Следовательно, наведенный ток протекает, даже если толщина пластины t превышает глубину 5 проникновения тока 6а, наведенного за счет наклонного расширения пути тока.
Поскольку проводники 2а и 2b, являющиеся частью индукционной катушки, расположены, будучи наклонными, в направлении перемещения металлической пластины, ток 6а, наведенный проводником 2а на передней стороне поверхности, и ток 6b, наведенный проводником 2b на задней стороне поверхности, не оказывают взаимовлияния друг на друга. В цельной металлической пластине 1 создается кольцевой ток, как показано на фиг.5(а), и металлическая пластина 1 может быть нагрета, даже если она изготовлена из немагнитного материала. На фиг.5(b) представлено поперечное сечение А-А согласно фиг.5(а).
Однако ток 6с, который течет через краевые участки металлической пластины, вызывает ослабление реактивного сопротивления по отношению к первичному току, который течет через проводник, соединяющий передний проводник 2а с задним проводником 2b, или течет через проводник 7, который соединяет передний и задний проводники 2а и 2b с источником питания. Ток 6с усиливается к краевым участкам пластины и поэтому его путь становится узким, на основании чего магнитный поток, созданный первичным током, протекающим через проводники 7 и 8, проходит в концентрированном виде через краевые участки, имея кратчайшее расстояние от металлической пластины.
Таким образом, плотность тока увеличивается на краевых участках металлической пластины, и краевые участки металлической пластины нагреваются дольше, чем середина на величину, эквивалентную расстоянию d3, что является причиной перегрева на краевых участках металлической пластины.
Согласно настоящему изобретению, как показано на фиг.6, по меньшей мере, проводник 2а на передней поверхности или проводник 2b на задней поверхности, являющиеся частями индукционной катушки, обращенной к краевым участкам металлической пластины, имеют такую форму, чтобы передвигаться по диагонали к краевым участкам, и расположены так, чтобы находиться по диагонали по отношению к поперечному направлению металлической пластины на ее краевых участках. Стрелки на проводниках 2а и 2b на фиг.6 указывают направление токов катушки. Фиг.6 изображает пример, в котором и проводники на передней поверхности, и проводники на задней поверхности наклонены на обоих краевых участках металлической пластины и имеют форму шестиугольника, когда они вертикально проецируются на металлическую пластину. Благодаря применению индукционных катушек такой формы на плоскости металлической пластины 1 генерируется кольцевой ток в форме, соответствующей форме расположения проводников, т.е. почти такой же, как форма расположения проводников, и путь прохождения кольцевого тока представлен толстыми сплошными линиями на фиг.7. Стрелки на кольцеобразном пути тока указывают направление наведенного тока. Следовательно, путь тока не становится узким на краевых участках металлической пластины по сравнению с вышеупомянутым случаем на фиг.5, и плотность тока не становится высокой. Кроме того, в этом примере проводники, формирующие переднюю и заднюю индукционные катушки, расположены близко друг к другу около краевых участков металлической пластины, давая возможность сократить время нагрева индукционным током, протекающим через краевые участки, и более эффективно предупреждать перегрев на краевых участках металлической пластины тогда, когда передняя и задняя индукционные катушки расположены параллельно, как показано на фиг.3.
Однако благодаря эксперименту и анализу понятно, что хотя ток, в основном, протекает по участку, окруженному толстыми сплошными линиями на фиг.7, часть тока инвертируется на краевых участках металлической пластины, создавая дополнительные контуры 9 наведенного тока, как показано на фиг.7. Когда нагрев должен быть проведен при строгом контролировании девиации температуры, токи дополнительных контуров 9 часто становятся существенными. Следовательно, часто встает проблема, касающаяся приостановки перегрева при повышении температуры на краевых участках металлической пластины в связи с кругообразным движением токов на краевых участках металлической пластины.
В связи с этим согласно настоящему изобретению магнитопроводы 10 установлены снаружи индукционных катушек, которые наклонены, как показано на фиг.8.
Фиг.9(а) и 9(b) схематически представляют сечения по линии А-А фиг.8, изображающие прохождение магнитного потока, созданного первичным током, протекающим по проводнику 2а, который является частью индукционной катушки. Фиг.9(а) и 9(b) показывают распределение магнитных потоков в зависимости от направлений первичного тока. Магнитопроводы 10 установлены снаружи проводников, которые расположены по диагонали, как описано выше, охватывая краевые участки металлической пластины от ее передней поверхности до задней поверхности. Хотя не существует определенного ограничения в отношении формы, фиг.9 изображает пример применения магнитопроводов U-образной формы в поперечном сечении. В соответствии с фиг.9(а) магнитопровод устанавливается снаружи проводника 2а, который является частью индукционной катушки, около краевого участка металлической пластины 1. Около магнитопровода 10 магнитный поток 11, созданный первичным током, протекающим по проводнику 2а, разделяется на магнитный поток 11а, неосновную часть потока 11, который проходит через краевой участок металлической пластины 1, и на поток 11b, главную часть потока 11, который проходит через магнитопровод 10, имеющий малое удельное магнитное сопротивление. Магнитный поток 11b, входя в магнитопровод 10, выходит к плоскости, противоположной той, которая обращена в сторону проводника 2а и, следовательно, вызывает наведение тока в направлении, противоположном направлению тока, наведенного на краевом участке металлической пластины проводником 2а. Соответственно, в отношении тока, наведенного в металлической пластине первичным током, протекающим по проводнику 2а, наведенный ток, образующий дополнительный контур на краевом участке металлической пластины, и ток, наведенный магнитопроводом, компенсируют друг друга. Это ведет к уменьшению тока, который протекает на краевом участке металлической пластины в случае отсутствия магнитопровода 10, и устраняет перегрев на краевом участке пластины. Даже если направление первичного тока изменяется, как показано на фиг.9(b), принцип действия и результат являются такими же, как в случае, изображенном на фиг.9(а).
Магнитопровод может быть магнитопроводом, имеющим относительно высокую магнитную проницаемость и высокое электрическое удельное сопротивление с образованием незначительного тепла. Например, могут применяться многослойные электромагнитные стальные пластины, многослойные аморфные металлические пластины или ферритовые магнитопроводы.
Как следует из вышеприведенных положений, плотность наведенного тока, протекающего на краевом участке металлической пластины, может регулироваться с помощью увеличения или уменьшения зоны, которую магнитопровод 10 закрывает на краевом участке пластины. Как показано на фиг.10, если зона, на которой магнитопровод 10 закрывает краевой участок пластины, увеличивается, изменяясь от ширины w1 до ширины w2, перегрев металлической пластины может быть устранен.
Кроме того, можно осуществить такое распределение температуры, что температура становится выше на краевых участках пластины, чем в середине пластины, или такое распределение температуры, что температура является постоянной по всей ширине пластины.
И, наоборот, можно осуществить такое распределение температуры, что температура становится ниже на краевых участках металлической пластины, чем в середине пластины. При изменении положения магнитопровода 10 относительно индукционной катушки изменяется место, где ток противодействует току, наведенному индукционной катушкой, давая возможность регулировать распределение температуры при нагреве.
Распределение температуры при нагреве может регулироваться путем увеличения или уменьшения расстояния между металлической пластиной 1 и магнитопроводом 10 с находящейся в нем металлической пластиной. А именно, если магнитопровод 10 введен близко к металлической пластине 1, чтобы уменьшить расстояние Н до металлической пластины 1 или уменьшить расстояние G, на которое магнитопровод вводится внутренней стороной, начиная от края металлической пластины 1, как показано на фиг.11, то магнитный поток локально проходит через металлическую пластину и, следовательно, изменение температуры может локально увеличиться. И наоборот, если магнитопровод 10 отдаляется от металлической пластины 1 (Н или G увеличивается), магнитный поток может распределиться на относительно широком диапазоне, что позволяет легко регулировать температуру.
Помимо случая, когда магнитопроводы 10 расположены под прямым углом к индукционным катушкам, как показано на фиг.8, магнитопроводы 10 могут располагаться под прямым углом к краевым участкам металлической пластины, как показано на фиг.12, с целью получения нужного эффекта. Хотя нет определенных ограничений в отношении углов, все же наибольший эффект получается, когда магнитный поток, создаваемый индукционной катушкой, входит вертикально в поперечное сечение магнитопроводов, как показано на фиг.8.
Далее, когда магнитопровод 10 представляет собой многослойные электромагнитные стальные пластины или аморфные металлические пластины, то пластины расположены так, что магнитный поток проходит в направлении толщины пластины таким образом, что не будет наводить ток в них, что происходит, когда магнитный поток проходит через плоскость многослойного материала, т.е. пластины ламинированы в направлении глубины (направление, в котором пластина перемещается), обеспечивая форму магнитопровода, как показано на поперечном сечении на фиг.9(а) и 9(b). Эта система имеет такое преимущество, что магнитопроводы не перегреваются и не горят.
В соответствии с другим вариантом реализации изобретения, как показано, например, на фиг.13, только проводник 2а на передней стороне обращен к краевым участкам металлической пластины под углом, и магнитопроводы 10 расположены с наружных сторон наклонной индукционной катушки. В этом примере передний и задний проводники вертикально проецируются на металлическую пластину в виде трапеции. На фиг.14 показан пример, в котором передняя и задняя индукционные катушки расположены под углом к металлической пластине 1 и магнитопроводы 10 расположены с их наружных сторон. В этом случае передний и задний проводники вертикально проецируются на металлическую пластину в виде параллельных линий. Фиг.15 представляет схему, иллюстрирующую расположение индукционных катушек около левого края металлической пластины при отсутствии магнитопровода и расположение токов, наведенных в металлической пластине 1 индукционными катушками. На фиг. 15 затемненные участки изображают распределение плотностей тока, а стрелки изображают направления наведенных токов. При размещении индукционных катушек 2а и 2b под углом к металлической пластине 1 наведенный ток течет по короткому пути прохождения перед протеканием на краевом участке металлической пластины, сдерживая увеличение плотности тока на краевом участке металлической пластины. Также в этом случае при наклоне переднего и заднего проводников наведенный ток втекает в наружную поверхность проводников и вытекает из нее, создавая дополнительные контуры, которые способствуют повышению температуры на краях металлической пластины. Однако за счет расположения магнитопроводов с наружных сторон индукционных катушек наведенные токи, создающие дополнительные контуры, устраняются, устраняя перегрев на краях металлической пластины.
На фиг.16 показан пример, в котором передний и задний проводники наклонены вдоль их одной стороны по отношению к краям металлической пластины 1, а магнитопроводы 10 расположены с наружных сторон наклонных индукционных катушек. В этом примере передний и задний проводники, вертикально проецируемые на металлическую пластину, имеют форму параллелограмма. Также в этом примере наведенные токи (дополнительные контуры), текущие по наружным сторонам наклонных частей, могут быть устранены.
Фиг.17 изображает пример расположения магнитопроводов. На фиг.17 проводник на передней поверхности металлической пластины и проводник на задней поверхности металлической пластины расположены так, чтобы, по меньшей мере, частично перекрывать друг друга в продольном направлении металлической пластины на, по меньшей мере, одном из двух краевых участков металлической пластины в ее поперечном направлении. Магнитопроводы 10 расположены с наружной стороны части проводника, соединяющего центральную часть проводника с краевой частью проводника. На фиг.17 изображения переднего и заднего проводников, вертикально проецируемые на металлическую пластину, перекрываются на обоих краевых участках металлической пластины и в целом имеют кольцеобразную форму. Как и в вышеупомянутом примере, в этом примере устраняются наведенные токи, которые создают дополнительные контуры в краевых участках металлической пластины. Фиг.18(а) представляет пример, в котором передний и задний проводники разнесены в направлении перемещения в центральной части металлической пластины и перекрываются на краевых участках металлической пластины. А именно фиг.18(а) представляет пример, в котором передний и задний проводники вертикально проецируются на металлическую пластину в виде прямоугольника и магнитопроводы 10 расположены с наружной стороны проводника, который соединяет центральную часть индукционной катушки с ее краевой частью. В этом примере так же, как и в вышеупомянутых примерах, устраняются наведенные токи, которые создают дополнительные контуры токов, протекающих по краям металлической пластины.
При любом расположении передняя и задняя индукционные катушки необязательно должны перекрываться на краях пластины, как показано на фиг.18(b). Когда передняя и задняя индукционные катушки перекрыты, не наводится ток в немагнитном материале на участках, где они перекрыты, и поэтому температура имеет тенденцию к понижению на краевых участках металлической пластины.
В соответствии со следующим вариантом реализации изобретения, представленном на фиг.19, магнитопроводы 10 могут быть расположены таким образом, что они не закрывают края металлической пластины 1. Магнитный поток, создаваемый индукционными катушками, проходит через магнитопроводы 10, имеющие малое удельное магнитное сопротивление, и течет к краевым участкам металлической пластины на стороне, противоположной индукционным катушкам, подобно тому, когда металлическая пластина 1 закрыта магнитопроводами 10. Следовательно, ток течет в противоположном направлении так, что служит препятствием току, создаваемому индукционными катушками и текущему по краевым участкам металлической пластины, тем самым устраняя перегрев на краевых участках металлической пластины. Однако перегрев может быть устранен более эффективно, когда магнитопроводы 10 расположены так, что закрывают металлическую пластину 1.
Далее описывается способ регулирования распределения температуры при нагреве в соответствии с изобретением. В изобретении, как описано выше со ссылкой на фиг.11, магнитный поток, создаваемый индукционными катушками около краев металлической пластины, собирается магнитопроводами и возвращается обратно на поверхность металлической пластины на сторону, противоположную индукционным катушкам, для того чтобы устранить наведенные токи, протекающие около краев металлической пластины. Наведенный ток, создающий дополнительный контур тока, текущего на концевых участках металлической пластины, уменьшается за счет наведения тока в направлении, противоположном току, наведенному магнитным потоком, который создается индукционными катушками вблизи краевых участков металлической пластины. Чтобы регулировать распределение температуры нагрева согласно требованиям и особенно распределение температуры на краевых участках металлической пластины, можно изменять величину магнитного потока, поглощаемого магнитопроводами 10, или можно изменять место, где поглощенный магнитный поток возвращается обратно, и его плотность так, чтобы устранить ток, протекающий в краевых участках металлической пластины. На фиг.20 представлена часть горизонтальной проекции, изображающая, как располагают магнитопроводы 10, когда на металлической пластине 1 установлена наклонно индукционная катушка 2а. Фиг.11, описанная выше, является схемой, которая представляет собой поперечное сечение А-А фиг.20. Для того чтобы изменять величину магнитного потока, поглощаемого магнитопроводами 10, площади поперечного сечения магнитопроводов 10, в которые входит магнитный поток, (ширина и толщина магнитопроводов) могут изменяться, расстояние (L на фиг.20) между магнитопроводами 10 и индукционной катушкой может изменяться или площади металлической пластины на наружной стороне индукционных катушек, закрытых магнитопроводами 10 (пропорциональные произведению d на w на фиг.20), могут изменяться. Это дает возможность регулировать величину магнитного потока, который входит в магнитопроводы 10.
Что касается регулирования распределения температуры нагрева посредством возврата магнитного потока, вошедшего в магнитопроводы 10, обратно к металлической пластине, то площади (пропорциональные произведению d на w на фиг.20, d и w над передней поверхностью и задней поверхностью не обязательно должны быть равны друг другу) магнитопроводов 10 на стороне, противоположной индукционной катушке, могут быть увеличены или уменьшены, местоположение магнитопроводов 10 относительно краев металлической пластины (Р на фиг.20 или G на фиг.11) может изменяться или расстояние (Н на фиг.11) между магнитопроводами 10 и металлической пластиной 1 может изменяться. Путем контролирования величины тока, наведенного магнитопроводами 10 в противоположном направлении, как описано выше, можно изменять распределение создаваемого тепла на краевых участках металлической пластины.
На фиг.21 показан пример постоянного контролирования горизонтального расстояния (L на фиг.20) между магнитопроводами 10 и краями металлической пластины. Магнитопроводы 10 размещаются на опорных плитах 12, установленных на направляющей 13, и опорные плиты 12 передвигают с помощью силового привода 14. Имеется возможность свободного движения магнитопроводов 10, а также свободного регулирования площади участков, которые магнитопроводы 10 закрывают на металлической пластине 1. Следовательно, если индукционный нагрев осуществляется прибором измерения температуры на этапе, который идет вслед за работой устройства индукционного нагрева, можно добиться требуемого распределения температуры. Т.е. если температура является высокой на краевых участках металлической пластины после нагрева, то тогда магнитопроводы 10 можно ввести вглубь металлической пластины так, чтобы увеличить ту поверхность на металлической пластине, которая закрыта магнитопроводами. И наоборот, если температура на краевых участках металлической пластины является низкой, то тогда магнитопроводы 10 выдвигаются в направлении, в котором они отходят от краев металлической пластины.
Принцип действия, изображенный на фиг.21, может применяться для установки магнитопроводов 10 в соответствующие положения, например, в случае, когда металлическая пластина 1 претерпевает изгибание. Если расстояние передвижения можно продлить, то магнитопроводы 10 можно установить в соответствующие положения, когда изменяется ширина пластины. Элементы для продвижения магнитопроводов 10 размещаются в тех местах, где магнитное поле наиболее интенсивно. Следовательно, требуется, чтобы эти элементы были изготовлены из материалов, не проводящих электрического тока, например резины или керамики, имеющих высокую прочность. При вынужденном применении металла для вышеупомянутых элементов должны применяться немагнитный металлический материал, такой как SUS304, необходимо использовать охлаждающую систему, когда существует возможность выделения тепла. В случае, когда металлическая пластина подвергается изгибанию, то ее положение часто может изменяться относительно предварительно установленной индукционной катушки и температура может становиться слишком высокой или низкой на обоих краях металлической пластины. Однако даже в таком случае магнитопроводы 10 движутся так, чтобы соответствовать изгибанию металлической пластины и при этом достичь требуемого распределения температуры при нагревании. Для того чтобы регулировать температуру, устанавливается устройство обнаружения изгибания или контрольный прибор перед устройством индукционного нагрева или после него, чтобы правильно уловить положения при перемещении металлической пластины и распределение температуры при нагреве. С целью получения требуемого распределения температуры применяется прибор измерения распределения температуры на выходе устройства и предпочтительно также и на его входе, для того чтобы контролировать положение магнитопроводов так, чтобы произвести соответствующий нагрев.
Если магнитопроводы 10 свободно вдвигаются и выдвигаются от краев металлической пластины, то можно легко регулировать температуру на краевых участках металлической пластины. Осуществление регулирования температуры производится, когда магнитопроводы вдвигаются обычно приблизительно на 50 мм от краев металлической пластины, хотя эта величина может варьироваться в зависимости от мощности источника питания, частоты и относительной магнитной проницаемости металлической пластины. Если площади закрываемых участков на краевых участках металлической пластины увеличиваются, то ток, наведенный в металлической пластине 1, не только устраняет обратный токовый контур 9, но также и уменьшает ток, протекающий в краевые участки металлической пластины, зависящий от тока, создаваемого только под действием индукционной катушки. В результате появляется возможность уменьшать степень возрастания температуры по краям металлической пластины по сравнению со степенью возрастания температуры в середине металлической пластины.
Во время нагрева металлической пластины в газовой нагревательной печи, применяемой, например, для термообработки стальной или алюминиевой пластины, нередко распределение температуры таково, что температура повышается на краевых участках металлической пластины, подвергнутой воздействию радиационного излучения от стенки печи или в связи с переносом тепла из середины пластины роликами конвейера. Когда в итоге металлическая пластина нагревается до заданной температуры устройством индукционного нагрева, получается металлическая пластина высокого качества, если металлическая пластина нагревается с помощью индукционного нагрева, сохраняя график распределения температуры, в соответствии с которым устраняется повышение температуры на краевых участках металлической пластины так, чтобы краевые участки металлической пластины не перегревались.
На фиг.22(а) и 22(b) представлен пример, в котором передвижение индукционных катушек и магнитопроводов сопровождает изменение ширины пластины. Фиг.22(а) показывает вид того, когда индукционные катушки 2а и 2b устанавливаются, будучи разнесенными в направлении перемещения, в положение, где пластина имеет ширину w1 и обе индукционные катушки наклонены только одним концом, обращаясь в сторону краев металлической пластины 1. Индукционные катушки проецируются на металлическую пластину 1 в виде параллелограмма. Магнитопроводы 10 устанавливаются снаружи двух наклонных катушек.
Фиг.22(b) изображает положение, где ширина пластины увеличена до w2 по сравнению с вышеуказанным положением. Индукционные катушки 2а и 2b движутся так, чтобы быть разнесенными в направлении ширины пластины, при этом сохраняя корреляционную связь положений, где наклонные проводники пересекают край металлической пластины. Магнитопроводы также передвигаются вместе с катушками 2а и 2b при сохранении относительной позиционной связи с краевыми участками металлической пластины. Хотя относительная позиционная связь с краевыми участками металлической пластины сохраняется, требуется, чтобы положение магнитопроводов 10 регулировалось до некоторой степени с помощью прибора, изображенного на фиг.21, или т.п. с учетом такого обстоятельства, что состояние металлической пластины 1 до нагревания может меняться в зависимости от ширины пластины, как описано выше, или температурного гистерезиса на предшествующих этапах. Кроме того, может быть достигнут высококачественный индукционный нагрев при сохранении прочности, если положение индукционных катушек и положение магнитопроводов регулируются на основе данных прибора регистрации положения металлической пластины 1 и прибора для измерения температуры, который измеряет распределение температуры при нагревании.
Вышеописанные устройство нагрева и способ нагрева дают возможность производить нагрев при сохранении высокой точности независимо от толщины пластины или независимо от того, магнитной или немагнитной является пластина. Что касается частоты источника питания при нагреве, то ток, наведенный в металлической пластине, стремится рассредоточиваться, и эффективность нагрева уменьшается, если частота слишком низкая, как при обычном индукционном нагреве LF типа. Однако если частота составляет несколько KHz или выше, что является нормой, то нагрев может производиться с высокой эффективностью. Даже в случае тонкой пластины частота не должна превышать 100 KHz, и может применяться недорогой источник питания относительно низкой частоты, которым проще оперировать. Если нагрев выполняется при высокой частоте, импеданс возрастает и напряжение катушки стремится к повышению. Это влечет за собой проблему, состоящую в том, что источник питания и провода должны быть устойчивыми к высоким напряжениям. Однако настоящее изобретение легко устраняет эту проблему и существенно сокращает ограничительные условия, предъявляемые к аппаратуре.
Согласно настоящему изобретению только единственный тип устройства индукционного нагрева может применяться для широкого диапазона пластин независимо от их размеров и качества. Устройство индукционного нагрева согласно изобретению не только предупреждает перегрев на краях пластины, что является проблемой в традиционных устройствах индукционного нагрева, но также осуществляет нагрев, поддерживая в то же время температуру низкой только на краевых участках металлической пластины.
Таким образом, распределение температуры при нагревании может свободно регулироваться по всей ширине пластины. А именно устройство нагрева металлической пластины согласно изобретению имеет отличительную особенность, которую нельзя найти в традиционных аналогах, позволяющую выполнять точное регулирование распределения температуры.
Примеры
Пример 1
Для того чтобы доказать преимущества настоящего изобретения, был выполнен эксперимент, заключающийся в нагревании немагнитной металлической пластины SUS304, имеющей толщину 0,5 мм и ширину 800 мм во время ее перемещения.
Применялся высокочастотный источник питания 10 кГц и максимум 100 кВт. За счет применения согласующего конденсатора для регулирования резонансной частоты согласование было достигнуто при помощи увеличения или уменьшения емкости согласующего конденсатора, чтобы обеспечить индуктивность индукционных катушек. Индукционные катушки, которые применялись, были одновитковыми индукционными катушками, изготовленными из водоохлаждаемой медной пластины, полученной с помощью пайки водоохлаждаемой медной трубки с внешним диаметром 10 мм и внутренним диаметром 8 мм на медную пластину шириной 150 мм и толщиной 10 мм на стороне (наружной стороне), противоположной стальной пластине. В этом примере проводник состоит из медной пластины и из медной трубки. Промежуток между индукционными катушками и пластиной SUS 304, которая является нагреваемым материалом, был равен 200 мм, и промежуток между передней индукционной катушкой и задней индукционной катушкой в их серединах в направлении перемещения пластины был равен 350 мм.
Индукционные катушки имели форму, как показано на фиг.16, и отступали на 200 мм от передней и задней поверхностей стальной пластины в их серединах в направлении перемещения стальной пластины. Угол наклона индукционных катушек, обращенных к обоим краям, α=20°.
В качестве магнитных сердечников применялись неориентированные электромагнитные стальные пластины. Эксперимент выполняли с помощью приклеивания клеями-расплавами К-термопары к материалу, подлежащему нагреву, чтобы нагреть пластину во время ее пропускания, и оценивалась разность температур между температурой в середине пластины и температурой на краях пластины (температура на краях - температура в середине).
При выполнении эксперимента применялось устройство индукционного нагрева, имеющее индукционные катушки, т.е. передний и задний проводники 2а и 2b, которые наклонены под углом α=20°, как показано на фиг.16, а магнитопроводы 10 расположены на внешних сторонах наклонных проводников.
В примере А магнитные сердечники, имеющие форму плоской пластины (фиг.23) шириной 10 см, толщиной 2 см и высотой 40 см, были расположены на расстоянии 5 см от краев металлической пластины 1. В примере В магнитопроводы U-образной формы (фиг.24) шириной 5 см, толщиной 2 см, высотой 50 см и глубиной 20 см были введены с наружных сторон в средней части наклонных индукционных катушек на 10 см от краев стальной пластины для осуществления нагрева. В примере С условия были те же самые, как и в примере В, но с той разницей, что магнитопровод вводился на 5 см от краев стальной пластины. В примере D магнитопроводы были просто установлены по краям стальной пластины.
Кроме того, выполнялся эксперимент как сравнительный пример Е при тех же самых условиях, что и примеры А-С, но без использования магнитопровода, как сравнительный пример F при установке индукционных катушек параллельно, как показано на фиг.3, без наклона, и как сравнительный пример G при индукционном нагреве LF типа путем наложения передних и задних витков обмотки один на другой, как показано на фиг.1, и затем сравнивались с примерами.
Скорость прохождения пластины составляла 7 м/мин в примерах и в сравнительных примерах.
Результаты приведены в таблице 1. Поскольку температура до нагрева отличается от температуры после нагрева, то отклонения температуры сравнивались посредством деления максимальной величины повышения температуры стальной пластины на ее минимальную величину повышения температуры (отношение температурного отклонения = (максимальная величина повышения температуры - минимальная величина повышения температуры): максимальная величина повышения температуры).
Частота при нагреве устанавливалась в пределах 10 кГц±1 кГц.
В сравнительном примере G при использовании традиционного индукционного нагревательного устройства нагрев совсем не может быть осуществлен. В сравнительных примерах Е и F может быть выполнен немагнитный нагрев. При сравнении сравнительных примеров Вир можно отметить, что отклонение температуры меньше в сравнительном примере Е, в котором индукционные катушки были наклонены к краям металлической пластины, чем в сравнительном примере G, в котором индукционные катушки были расположены параллельно. Однако величина повышения температуры была большой на краях пластины, вызывая перегрев. Кроме того, края пластины деформировались в виде волны. А в примерах А, В, С и D согласно изобретению доказано, что температурные отклонения были малы. Даже при простом размещении магнитных сердечников на наружных сторонах краевых участков стальной пластины, как в примере 1, показан результат уменьшения температуры на краях пластины по сравнению со сравнительным примером Е. Когда магнитопроводы закрывают большую часть стальной пластины, как в примере В, то получаем очень хороший результат уменьшения температуры на краевых участках стальной пластины, краевые участки стальной пластины нагреваются до температуры ниже, чем температура в середине пластины. В примере С, на краевых участках металлической пластины была закрыта уменьшенная площадь, достигнуто оптимальное температурное распределение. В случае примера D, где магнитопроводы размещены на краях металлической пластины, эффект от уменьшения температуры не такой существенный, как в примерах В и С, но было доказано, что температурные отклонения могут быть значительно уменьшены на краях. Вышеописанный эксперимент доказал, что температурные отклонения при нагреве могут регулироваться благодаря тем областям стальной пластины, которые закрывают магнитопроводы, или расстоянию. В вышеописанном эксперименте нагрев производился без проблем, хотя расстояние между стальной пластиной и индукционными катушками составляло 200 мм.
Пример 2
Были применены индукционные катушки, имеющие форму, как указано на фиг.8, и разность температурного распределения при нагревании измерялась с применением магнитопроводов и без них. Индукционные катушки шириной 150 мм, как в примере 1, длиной дальних сторон (наружных сторон в направлении движения металлической пластины) 50 см над участками, где передний и задний проводники параллельны в середине пластины и расположены под углом 45° по отношению к краевым участкам. Передний и задний индукционные катушки устанавливались таким образом, что расстояние между их внутренними сторонами равнялось 20 см движения пластины SUS 304, если их вертикально спроецировать. Что касается примера Н изобретения, то нагрев осуществлялся с помощью введения магнитных сердечников U-образной формы шириной 5 см, толщиной 2 см, высотой 50 см и глубиной 20 см, примененных в примере 1, внутрь от краев металлической пластины на 50 мм (относительно дальних сторон) под прямым углом к серединам наклонных индукционных катушек. Что касается сравнительного примера Н, то нагрев осуществлялся при тех же самых условиях, что в примере 1, но без магнитопроводов.
В результате в случае сравнительного примера I отношение температурного отклонения равнялось 2,01, в то время как в примере Н с использованием магнитопроводов показатели температурного отклонения заметно улучшились до 1,28.
Пример 3
Передняя и задняя индукционные катушки шириной 150 мм устанавливались, будучи удаленными на 200 мм и наклонены под углом 45°, как показано на фиг.14, и отклонения температуры сравнивались в двух случаях: при установке магнитопроводов на краевых участках пластины SUS304 и без них. Применялись те же самые магнитопроводы, как в примерах 1 и 2. Сравнение отклонений температуры производилось при введении магнитопроводов в положение, на 100 мм удаленное от места, где индукционные катушки пересекали края пластины SUS304, как в примере J изобретения, и без магнитопровода, как в сравнительном примере К. В сравнительном примере К без магнитопровода отношение отклонения температуры было 3,2, в то время как в примере J с применением магнитопроводов этот показатель был улучшен до 1,9.
Пример 4
Применялись индукционные катушки, имеющие форму, как на фиг.18(а), и измерялась разница отклонения температуры при нагреве с применением и без применения магнитопроводов. Индукционные катушки шириной 150 мм, как в примере 1, длиной дальних сторон (наружных сторон в направлении движения металлической пластины) 50 см над участками, где передний и задний проводники параллельны в середине пластины, и были установлены параллельно краям пластины в положения на 150 мм от обоих краев пластины SUS304. Передняя и задняя индукционные катушки устанавливались таким образом, что расстояние между их внутренними сторонами было 40 см в направлении движения пластины SUS304 в вертикальной проекции. Нагрев осуществлялся с помощью установки магнитопроводов U-образной формы шириной 5 см, толщиной 2 см, высотой 50 см и глубиной 20 см, применяемых в примере 1, в положениях, на 50 мм удаленных от положений, где передняя и задняя индукционные катушки пересекали края пластины SUS304 так, чтобы закрыть краевые участки металлической пластины на 50 мм внутрь металлической пластины. Сравнение температурных отклонений производилось при применении магнитопроводов, как в примере L изобретения и без них, как в сравнительном примере М. Условия нагрева были теми же самыми, как в примере 1.
В результате в сравнительном примере М отношение распределения температуры было 2,7, в то время как в примере L с применением магнитопроводов этот показатель был значительно улучшен до 1,5.



Устройство индукционного нагрева предназначено для регулирования распределения температуры при нагреве металлической пластины независимо от ее толщины, независимо от того, является ли она магнитной или немагнитной, а также для того, чтобы справляться с изменениями ширины пластины или ее изгибанием. Устройство путем индукционного нагрева нагревает металлическую пластину (1), пропускаемую внутри индукционных катушек (2), при этом проводники (2а) и (2b), являющиеся частями индукционной катушки и расположенные на передней и задней поверхности металлической пластины (1), установлены таким образом, что в вертикально проецируемом изображении на металлическую пластину (1) проводники (2а) и (2b) отступают друг от друга в продольном направлении металлической пластины (1), при этом краевая часть, по меньшей мере, проводника (2а) на передней поверхности металлической пластины (1) или проводника (2b) на ее задней поверхности расположена наклонно или дугообразно; а магнитопроводы (10) расположены снаружи индукционных катушек (2). Изобретение обеспечивает повышение равномерности нагрева и обеспечивает минимальные потери энергии в магнитопроводе. 6 з.п. ф-лы, 24 ил., 1 табл.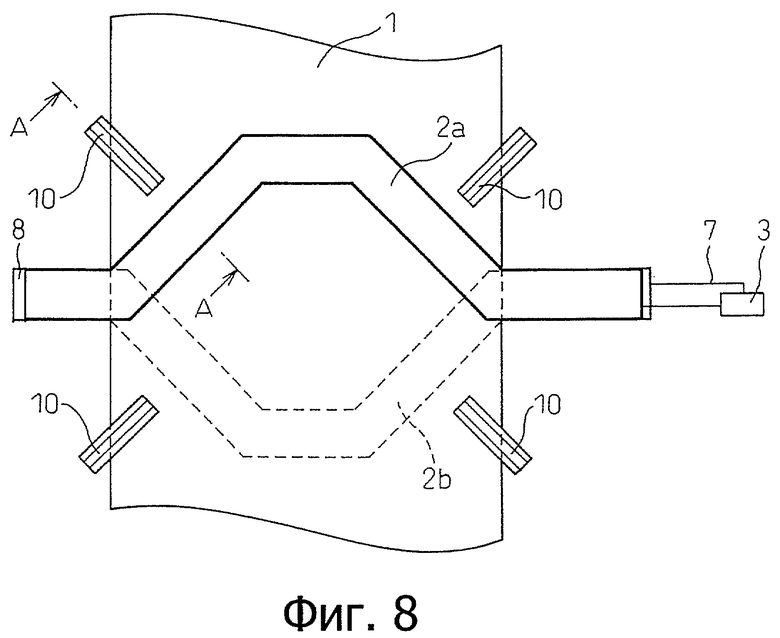
1. Устройство для индукционного нагрева металлической пластины, которая перемещается внутри охватывающей ее индукционной катушки, характеризующееся тем, что проводники, являющиеся частями индукционной катушки и расположенные на передней и на задней стороне поверхности металлической пластины, размещены так, что в вертикально проецируемом изображении проводников на металлическую пластину они не перекрывают друг друга в продольном направлении металлической пластины в центральной части пластины относительно ее поперечного направления;
при этом проводник, по меньшей мере, на передней стороне поверхности или на задней стороне поверхности расположен так, что находится в наклонном положении относительно поперечного направления металлической пластины, или проводники на передней стороне поверхности и на задней стороне поверхности расположены так, что в вертикально проецируемых изображениях они, по меньшей мере, частично перекрывают друг друга в продольном направлении металлической пластины, по меньшей мере, на одном краевом участке пластины в ее поперечном направлении;
причем магнитопровод расположен так, что охватывает край металлической пластины от ее передней стороны поверхности до задней стороны поверхности снаружи проводника, который расположен наклонно, или снаружи части проводника, которая соединяет центральную часть проводника с краевой частью проводника, расположенного так, что, по меньшей мере, частично перекрывается в вертикально проецируемых изображениях, при этом наведенный ток, образующий дополнительный контур на краевом участке металлической пластины, и ток, наведенный магнитопроводом, компенсируют друг друга.
2. Устройство для индукционного нагрева по п.1, в котором магнитопровод расположен так, чтобы создавать магнитный поток, который компенсирует дополнительные контуры тока, образующиеся при прохождении наведенного тока в соответствии с формой расположения проводников, причем дополнительные контуры наведены на наружной стороне проводника, который расположен наклонно, или на наружной стороне той части проводника, которая соединяет центральную часть проводника с краевой частью проводника, расположенного так, что, по меньшей мере, частично перекрывается в вертикально проецируемых изображениях.
3. Устройство для индукционного нагрева по п.1 или 2, в котором вертикально проецируемое изображение проводников имеет форму шестиугольника, параллелограмма, трапеции, прямоугольника, при этом центральные части указанного изображения являются параллельными, окружностью, эллипсом или параллельными линиями.
4. Устройство для индукционного нагрева по п.1 или 2, в котором магнитопровод выполнен с возможностью охватывать переднюю и заднюю поверхности краевого участка металлической пластины.
5. Устройство для индукционного нагрева по п.1 или 2, в котором магнитопровод имеет форму плоской пластины или U-образную форму в поперечном сечении.
6. Устройство для индукционного нагрева по п.1 или 2, в котором магнитопроводы установлены с возможностью изменения их положения относительно металлической пластины.
7. Устройство для индукционного нагрева по п.1 или 2, в котором проводник, по меньшей мере, передней поверхности или задней поверхности выполнен с возможностью перемещения в поперечном направлении металлической пластины, а магнитопроводы выполнены с возможностью перемещения как взаимосвязанные с указанными проводниками.
| WO 2006088068 A1, 24.08.2006 | |||
| JP 62281291 A, 07.12.1987 | |||
| Устройство индукционного нагрева движущегося листового материала поперечным магнитным потоком | 1982 |
|
SU1070709A1 |
| ЩЕЛЕВОЙ ИНДУКТОР | 2004 |
|
RU2286394C2 |

