Область техники, к которой относится изобретение
Настоящее изобретение относится к индукционному нагревательному устройству для металлической пластины, такой как стальная пластина или алюминиевая пластина. Настоящее изобретение особенно относится к индукционному нагревательному аппарату, который нагревает металлическую пластину путем генерирования в ней индуцированного тока, с использованием катушки, окружающей металлическую пластину. Настоящее изобретение также относится к индукционному нагревательному аппарату, который может нагревать металлическую пластину с высоким кпд, независимо от толщины металлической пластины и независимо от того, является ли металлическая пластина магнитной или немагнитной. Настоящее изобретение, кроме того, относится к индукционному нагревательному аппарату, который может регулировать распределение температуры в поперечном направлении (по ширине) металлической пластины, независимо от температурного распределения, существовавшего перед нагревом до формирования в металлической пластине более однородного температурного распределения после нагрева.
Уровень техники
Для нагрева металлической пластины для регулирования качества металлического материала в процессе термической обработки был использован аппарат косвенного нагрева с использованием газа или электричества или аппарат прямого нагрева с использованием индукционного нагрева. Поскольку аппарат прямого нагрева не обладает тепловой инерцией, в отличие от аппарата косвенного нагрева, аппарат прямого нагрева может сэкономить время, которое требуется для аппарата косвенного нагрева для достижения стабильной температуры печи, и легко может регулировать скорость нагрева, например, при изменении толщины пластины. Поэтому для аппарата прямого нагрева не требуется изменение скорости транспортировки металлической пластины, что предотвращает снижение производительности.
Существуют два типа индукционных нагревательных аппаратов для металлической пластины. Один тип представляет собой LF-аппарат (тип аппарата продольного потока), в котором металлическую пластину нагревают путем генерирования в ее поперечном сечении кругового индуцированного тока с использованием индукционной катушки, в которой применяют переменный ток с частотой в диапазоне обычно от 1 кГц до 500 кГц, окружающей металлическую пластину.
Фиг.1 показывает принципиальную схему индукционного нагревательного аппарата LF-типа. Фиг.2 иллюстрирует круговой индуцированный ток, генерируемый в поперечном сечении с использованием индукционного нагревательного аппарата LF-типа.
На Фиг.1 индукционная катушка 2, соединенная с источником 3 переменного тока, окружает металлическую пластину 1. При пропускании первичного тока 5 через индукционную катушку 2 поток 4 проникает в металлическую пластину 1, генерируя индуцированный ток вокруг потока 4. На Фиг.2 индуцированный ток 6, генерированный в поперечном сечении металлической пластины 1, течет в противоположном направлении относительно первичного 5 тока, текущего через индукционные катушки 2, которые расположены, соответственно, выше и ниже металлической пластины 1. Другой тип представляет собой TF-аппарат (тип аппарата поперечного потока), в котором индукционные катушки с сердечником расположены, соответственно, выше и ниже металлической пластины. Когда включают источник переменного тока для катушек, поток проникает в металлическую пластину, расположенную между сердечниками, в направлении толщины пластины, генерируя индуцированный ток, что приводит к нагреву металлической пластины.
При нагреве TF-типа индуцированный ток накапливается на конце боковой концевой зоны металлической пластины, и в то же время плотность тока вблизи концевой зоны снижается, что легко вызывает неоднородное распределение температур в боковом направлении после нагрева. В частности, становится более трудным обеспечивать равномерный нагрев при изменении взаимного расположения между сердечником индукционной катушки и металлической пластиной за счет смещения ширины металлической пластины или за счет извивания металлической пластины. Из уровня техники была предложена технология, в которой используется ромбовидная катушка, вследствие чего поток всегда может проникать в пластину по всей ее ширине за счет того, что ромбовидную катушку наклоняют при изменении ширины металлической пластины. Однако, поскольку в данной технологии использован поток рассеяния из индукционной катушки, необходимо, чтобы металлическая пластина и индукционная катушка находились близко друг от друга. В дополнение, установка вращающего механизма на индукционном нагревательном аппарате, на который подают большое количество тока, повышает сложность реализации технологии в промышленном масштабе.
Нагрев LF-типа представляет собой способ для нагрева металлической пластины, окруженной индукционной катушкой, с помощью которого можно удостовериться, что круговой индуцированный ток генерирован в металлической пластине таким образом, что он нагревает пластину. Индуцированный ток, генерированный в поперечном сечении металлической пластины при нагреве LF-типа, концентрируется на глубине d, выраженной следующим выражением:
d[мм]= 5,03×l0+5×(ρ/μrf)0,5, (1)
где d - глубина проникновения индуцированного тока (мм), ρ - удельное сопротивление (Ом), μr - относительная магнитная проницаемость, а f - частота (Гц) для нагрева.
Глубина проникновения индуцированного тока повышается с ростом температуры металла, поскольку при повышении температуры металла повышается его удельное сопротивление. Относительная магнитная проницаемость ферромагнитного материала или парамагнитного материала понижается, поскольку температура становится ближе к точке Кюри и, в конце концов, становится равной 1 при температуре выше точки Кюри. Это означает, что глубина проникновения индуцированного тока повышается с ростом температуры. Поскольку относительная магнитная проницаемость немагнитного материала равна 1, его глубина проникновения индуцированного тока больше по сравнению с глубиной проникновения индуцированного тока магнитного материала.
При индукционном нагреве LF-типа, если глубина проникновения индуцированного тока велика и, кроме того, если толщина металлической пластины небольшая, то индуцированный ток, генерированный в верхней части металла, и индуцированный ток, генерированный в нижней части металла, подавляют друг друга. Это приводит к нагреву, который обладает низкой эффективностью.
Например, если используется частота для нагрева, равная 10 кГц, то глубина проникновения индуцированного тока при комнатной температуре составляет примерно 1 мм для алюминия, являющегося немагнитным материалом, примерно 4,4 мм для нержавеющей стали 304 (SUS304) и примерно 0,2 мм для стали, являющейся магнитным материалом. Глубина проникновения тока для стали при температуре выше температуры Кюри (примерно при 750°C) составляет примерно 5 мм. Толстые стальные листы для автомобилей и домашних электроприборов, которые являются основными промышленными изделиями, в которых используют металлические пластины, имеют толщину не более 2 мм. Поэтому, обычно бывает трудно высокоэффективно нагреть такую металлическую пластину без взаимного подавления индуцированных токов в верхней и нижней части металлической пластины, как описано выше. Можно подумать о повышении частоты переменного тока, подаваемого к индукционному нагревательному аппарату LF-типа, до нескольких сотен кГц для создания более мелкой глубины проникновения индуцированного тока, вследствие чего можно избежать взаимного подавления индуцированных токов; однако, использование в промышленном масштабе источников питания большого тока с такой частотой не является очень целесообразным.
Было предложено применять индукционный нагревательный аппарат, в котором использована индукционная катушка, окружающая металлическую пластину, который пригоден для высокоэффективного нагрева металлической пластины, даже если металлическая пластина находится при высокой температуре и/или она является тонколистовой пластиной. В таких индукционных нагревательных аппаратах индукционная катушка, расположенная выше металлической пластины (верхняя индукционная катушка), и другая индукционная катушка, расположенная ниже металлической пластины (нижняя индукционная катушка), установлены параллельно друг другу, таким образом, что они располагаются соответствующим образом в различных местоположениях в продольном направлении металлической пластины. Другими словами, два проецируемых изображения верхней индукционной катушки и нижней индукционной катушки, которые соответствующим образом сформированы путем вертикального проецирования двух индукционных катушек на металлическую пластину, являются параллельными друг другу и расположены в различных позициях в продольном направлении металлической пластины.
Фиг.3 представляет собой принципиальную схему вышеупомянутого индукционного нагревательного аппарата, где индукционная катушка 2a, расположенная выше металлической пластины 1 (верхняя индукционная катушка), и другая индукционная катушка 2b, расположенная ниже металлической пластины 1 (нижняя индукционная катушка), установлены параллельно друг другу и в различных местоположениях в продольном направлении металлической пластины. Ссылки номер 7 и 8 отображают, соответственно, проводящий элемент и источник 8 переменного тока.
Фиг.4A и 4B показывают направление протекания тока в металлической пластине 1, когда верхняя индукционная катушка и нижняя индукционная катушка установлены в различных местоположениях в продольном направлении металлической пластины. Фиг.4A представляет собой принципиальную схему, иллюстрирующую состояние индуцированного тока, с точки зрения вышеупомянутой металлической пластины. Фиг.4B представляет собой поперечное сечение, проведенное по линии 4B-4B Фиг.4A. Ссылка номер 10 на Фиг.4A отображает поток индуцированного тока. Когда верхняя индукционная катушка и нижняя индукционная катушка установлены таким образом, что они находятся в различных местоположениях в продольном направлении металлической пластины, верхний путь и нижний путь кругового индуцированного тока, генерированного в металлической пластине, также расположены таким образом, что они находятся, соответствующим образом, в различных местоположениях в продольном направлении металлической пластины. Поэтому это дает возможность высокоэффективно нагревать металлическую пластину, без взаимного подавления индуцированных токов в верхних и нижних частях металлической пластины, при большой глубине проникновения индуцированного тока, даже если температура металлической пластины высока и/или металлическая пластина тонкая.
Однако при использовании такого индукционного нагревательного аппарата, где верхняя и нижняя индукционные катушки установлены в различных местоположениях в продольном направлении металлической пластины, краевая область металлической пластины в направлении ширины может стать перегретой по сравнению с центральной областью металлической пластины в направлении ширины. Это может привести к неоднородному распределению конечной температуры в поперечном направлении металлической пластины.
Это явление подтверждено, поскольку ширина пути индуцированного тока в краевой области металлической пластины (соответствующей «d2» на Фиг.4a), где ток течет из верхней части в нижнюю часть металлической пластины, уже, чем ширина пути индуцированного тока в верхней и нижней частях металлической пластины (соответствующих d1 на Фиг.4A). Поэтому плотность тока в краевой области металлической пластины выше, чем плотность тока в центральной области. Одна из причин сужения пути тока в краевой области состоит в том, что ток, текущий в краевую область, должен быть смещен к краю, чтобы можно было уменьшить самоиндукцию между индуцированным током, текущим в краевую область в направлении толщины металлической пластины, и первичным током, текущим через индукционную катушку, установленную у края металлической пластины, в направлении толщины металлической пластины. Другая причина перегрева у краевой области состоит в том, что время нагрева у краевой области металлической пластины, заданное как d3/(скорость перемещения металлической пластины), где d3 задана как на Фиг.4A, является большим, чем время нагрева у центральной области, заданное как d1/(скорость перемещения металлической пластины), где d1 задана как на Фиг.4a.
При использовании такого аппарата индукционного нагрева, где верхняя и нижняя индукционные катушки установлены в различных местоположениях в продольном направлении металлической пластины, если температура у краевой области ниже, чем температура у центральной области металлической пластины перед началом индукционного нагрева, неоднородность распределения температур после индукционного нагрева может быть снижена. Однако, если распределение температур является однородным или температура у краевой области выше, чем температура центральной области, вследствие предшествующего процесса, после индукционного нагрева получают неоднородное распределение температур в направлении ширины.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является решение нескольких или всех проблем стандартных индукционных нагревательных аппаратов, указанных выше. Воплощение настоящего изобретения является пригодным для высокоэффективного нагрева металлической пластины, даже если температура металлической пластины много выше точки Кюри, а металлическая пластина - тонкая и/или металлическая пластина изготовлена из немагнитного, цветного металла с низким удельным сопротивлением, такого как алюминий или медь. В дополнение, воплощение настоящего изобретения является пригодным для обеспечения металлической пластины с более однородным распределением температур в направлении ширины, независимо от распределения температур, обеспеченного предшествующим процессом. Воплощение настоящего изобретения может облегчить реализацию желаемого распределения температур, даже когда изменяется ширина нагреваемой пластины, без приготовления множества индукционных катушек, чтобы справиться с изменением ширины металлической пластины. Воплощение настоящего изобретения может также повысить неоднородность распределения температур, вызванную изгибанием металлической пластины. Другое воплощение настоящего изобретения, обеспечивающее технологию, которая обладает большой гибкостью при ее использовании на расстоянии между верхней и нижней индукционной катушкой, состоит в размере индукционных катушек и в величине теплоотдачи в продольном направлении металлической пластины.
Вышеуказанные цели настоящего изобретения можно осуществить с помощью индукционного нагревательного аппарата для нагрева перемещающейся металлической пластины, содержащего индукционную катушку, окружающую металлическую пластину, упомянутую индукционную катушку, включающую в себя верхнюю часть для ее размещения выше металлической пластины, и нижнюю часть для ее размещения ниже металлической пластины, причем упомянутая верхняя и нижняя части индукционной катушки отделены друг от друга в продольном направлении металлической пластины, по меньшей мере, в одной позиции в поперечном направлении металлической пластины, в которой расстояние в продольном направлении металлической пластины между верхней и нижней частями индукционной катушки изменяется в поперечном направлении металлической пластины.
Вышеуказанные цели настоящего изобретения можно осуществить с помощью индукционного нагревательного аппарата для нагрева перемещающейся металлической пластины, содержащего индукционную катушку, окружающую металлическую пластину, упомянутую индукционную катушку, включающую в себя верхнюю часть для ее размещения выше металлической пластины, и нижнюю часть для ее размещения ниже металлической пластины, причем упомянутая верхняя и нижняя части индукционной катушки отделены друг от друга в продольном направлении металлической пластины, по меньшей мере, в одной позиции в поперечном направлении металлической пластины; и источник переменного тока, причем каждая из частей индукционной катушки - верхняя и нижняя подсоединена одним своим концом к источнику переменного тока, причем расстояние в продольном направлении металлической пластины между верхней и нижней частями индукционной катушки изменяется в поперечном направлении металлической пластины.
В настоящем изобретении понятие перемещающейся металлической пластины не ограничено металлической пластиной, перемещающейся в одном направлении, а включает в себя возвратно-поступательное движение металлической пластины.
В настоящем изобретении понятие индукционной катушки представляет собой совокупный термин, который включает в себя катушку, образованную трубчатым, проволочным, плоским или другим электропроводящим материалом, окружающим металлическую пластину одним витком или более. Кроме того, вид окружения металлической пластины не ограничивается конкретной формой, такой как окружность или квадрат. Что касается материалов для электрического проводника, предпочтительными являются немагнитные материалы и материалы с низким электросопротивлением, таким как медь, медный сплав или алюминий.
Что касается металлической пластины по настоящему изобретению, можно использовать магнитный материал, такой как сталь, немагнитные материалы, такие как алюминий или медь, и сталь в немагнитном состоянии при температуре выше точки Кюри.
В настоящем изобретении поперечное направление металлической пластины означает направление, перпендикулярное направлению перемещения металлической пластины, а продольное направление металлической пластины означает направление перемещения металлической пластины.
В настоящем изобретении край металлической пластины является концом металлической пластины в поперечном направлении. Краевая область металлической пластины находится выше (верх) нижней (низ) поверхности металлической пластины, рядом или поблизости от края металлической пластины.
В настоящем изобретении размер индукционной катушки означает размер индукционной катушки в продольном направлении металлической пластины.
В настоящем изобретении расстояние в продольном направлении между индукционной катушкой, расположенной выше металлической пластины, и индукционной катушкой, расположенной ниже металлической пластины, определено, как расстояние между двумя проецируемыми изображениями индукционной катушки, расположенным выше и расположенным ниже металлической пластины, которые соответствующим образом сформированы вертикальным проецированием каждой индукционной катушки на металлическую пластину.
Фиг.5 представляет собой принципиальную схему поперечного сечения индукционного нагревательного аппарата по настоящему изобретению в продольном направлении нагреваемой металлической пластины. Ссылка номер 1 отображает поперечный разрез металлической пластины, простирающейся в ее продольном направлении, ссылка номер 2a отображает поперечный разрез индукционной катушки, расположенной выше металлической пластины 1, ссылка номер 2b отображает поперечный разрез индукционной катушки, расположенной ниже металлической пластины 1, ссылка номер 30a отображает вертикально спроецированное изображение индукционной катушки, расположенной выше металлической пластины 1, а ссылка номер 30b отображает вертикально спроецированное изображение индукционной катушки, расположенной ниже металлической пластины 1.
В дальнейшем «индукционную катушку, расположенную выше металлической пластины», можно называть «верхней частью индукционной катушки» или просто «верхней индукционной катушкой», а «индукционную катушку, расположенную ниже металлической пластины», можно называть «нижней частью индукционной катушки» или просто «нижней индукционной катушкой».
Расстояние в продольном направлении между верхней и нижней индукционной катушкой определяется как L на Фиг.5.
В случае, если размер верхней индукционной катушки и размер нижней индукционной катушки различны, отправной точкой для определения расстояния L является край (конец) вертикально спроецированного изображения более широкой индукционной катушки.
Далее объем применимости настоящего изобретения будет ясен из подробного описания, приведенного ниже. Однако следует понимать, что подробное описание и конкретные примеры, указывающие на предпочтительные варианты воплощения изобретения, приведены исключительно для иллюстрации, поскольку различные изменения и модификации в рамках сущности и объема изобретения будут ясны для специалистов в соответствующей области техники из данного подробного описания.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение станет более понятным из подробного описания, приведенного ниже, и из прилагаемых чертежей, которые приведены исключительно в целях иллюстрации и, таким образом, не являются ограничивающими для настоящего изобретения, и в которых:
Фиг.1 представляет собой принципиальную схему индукционного нагревательного аппарата LF-типа согласно уровню техники;
Фиг.2 иллюстрирует круговой индуцированный ток, генерированный в поперечном сечении металлической пластины из Фиг.1;
Фиг.3 представляет собой принципиальную схему индукционного нагревательного аппарата согласно уровню техники;
Фиг.4A представляет собой принципиальную схему, иллюстрирующую состояние прохождения индуцированного тока в металлической пластине, если смотреть со стороны вышеуказанной металлической пластины;
Фиг.4B представляет собой поперечный разрез, проведенный по линии 4B-4B Фиг.4A;
Фиг.5 представляет собой пояснительную схему, в которой задано расстояние между верхней и нижней индукционной катушкой в настоящем изобретении;
Фиг.6 представляет собой принципиальную схему воплощения настоящего изобретения;
Фиг.7 представляет собой принципиальную схему поперечного разреза, проведенного по линии 7-7 Фиг.6;
Фиг.8 представляет собой принципиальную схему, иллюстрирующую состояние протекания индуцированного тока в металлической пластине на Фиг.6, если смотреть со стороны вышеуказанной металлической пластины;
Фиг.9 представляет собой принципиальную схему воплощения настоящего изобретения;
Фиг.10 представляет собой принципиальную схему воплощения настоящего изобретения;
Фиг.11 представляет собой принципиальную схему воплощения настоящего изобретения;
Фиг.12 представляет собой принципиальную схему воплощения настоящего изобретения;
Фиг.13 представляет собой принципиальную схему воплощения настоящего изобретения;
Фиг.14 представляет собой принципиальную схему воплощения настоящего изобретения;
Фиг.15 представляет собой принципиальную схему воплощения настоящего изобретения;
Фиг.16 представляет собой принципиальную схему воплощения настоящего изобретения;
Фиг.17 представляет собой принципиальную схему воплощения настоящего изобретения;
Фиг.18 представляет собой принципиальную схему воплощения настоящего изобретения;
Фиг.19 представляет собой принципиальную схему воплощения настоящего изобретения;
Фиг.20 представляет собой принципиальную схему воплощения настоящего изобретения;
Фиг.21 представляет собой принципиальную схему воплощения настоящего изобретения;
Фиг.22 представляет собой принципиальную схему поперечного разреза, проведенного по линии 22-22 Фиг.21;
Фиг.23 представляет собой принципиальную схему поперечного разреза, проведенного по линии 23-23 Фиг.21;
Фиг.24 представляет собой принципиальную схему воплощения настоящего изобретения;
Фиг.25 представляет собой принципиальную схему поперечного разреза, проведенного по линии 25-25 Фиг.24;
Фиг.26 представляет собой принципиальную схему поперечного разреза, проведенного по линии 26-26 Фиг.24;
Фиг.27 представляет собой принципиальную схему воплощения настоящего изобретения; и
Фиг.28 представляет собой принципиальную схему воплощения настоящего изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение далее будет описано со ссылкой на прилагаемые чертежи. Все эти чертежи иллюстрируют один виток индукционной катушки, окружающей металлическую пластину. Однако количество витков в индукционной катушке в настоящем изобретении не ограничено конкретной величиной.
Фиг.6 представляет собой вид сверху принципиальной схемы примера индукционного нагревательного аппарата настоящего изобретения. Фиг.7 представляет собой принципиальную схему поперечного разреза, проведенного по линии 7-7 Фиг.6. В настоящем изобретении индукционная катушка, расположенная выше металлической пластины, и другая индукционная катушка, расположенная ниже металлической пластины, расположены таким образом, что они находятся далеко друг от друга в продольном направлении металлической пластины, по меньшей мере, в одной позиции в поперечном направлении металлической пластины. Расстояние между верхней индукционной катушкой и нижней индукционной катушкой, расположенными далеко друг от друга в продольном направлении, определяется расстоянием между двумя спроецированными изображениями верхней индукционной катушки и нижней индукционной катушки, которые соответствующим образом сформированы путем вертикального проецирования каждой индукционной катушки на металлическую пластину. Расстояние между верхней и нижней индукционными катушками может изменяться в различных позициях в поперечном направлении и, по меньшей мере, частично, в продольном направлении. На Фиг.6 верхняя 2a индукционная катушка и нижняя 2b индукционная катушка обладают конкретными изогнутыми формами, вследствие чего расстояние между верхней и нижней индукционными катушками в краевой области может стать меньше, чем в центральной области в поперечном направлении. Ссылка номер 7 отображает проводящий элемент, ссылка номер 8 отображает источник переменного тока, а ссылка номер 9 отображает индукционную катушку, расположенную рядом с краем (концом) металлической пластины. В дополнение, ссылочный символ x отображает размер индукционной катушки в продольном направлении металлической пластины у центральной области в поперечном направлении металлической пластины, а ссылочный символ L отображает расстояние между верхней и нижней индукционными катушками у центральной области.
Когда верхняя индукционная катушка и нижняя индукционная катушка расположены таким образом, что они находятся далеко друг от друга в продольном направлении металлической пластины, в частности, около центральной области, показанной на Фиг.6, верхний и нижний пути кругового индуцированного тока, генерируемого в металлической пластине, также устанавливают таким образом, чтобы они находились далеко друг от друга в продольном направлении металлической платины. Поэтому, это дает возможность с высокой эффективностью нагревать металлическую пластину, без взаимного ослабления индуцированных токов в верхней и нижней части металлической пластины, когда глубина проникновения индуцированного тока велика, даже если температура металлической пластины высока и/или если металлическая пластина тонкая.
Максимальное расстояние между верхней и нижней индукционными катушками (на Фиг.6, это соответствует расстоянию L у центральной области) можно определять, исходя из материала металлической пластины, температуры металлической пластины, размера индукционной катушки и ширины металлической пластины. Для эффективного нагрева стального листа после холодной прокатки в немагнитной области при температуре выше точки Кюри является предпочтительным установление расстояния L равным размеру индукционной катушки, умноженному на 0,2-6, а более предпочтительным - установление этого расстояния равным размеру индукционной катушки, умноженному на 0,6-4, с учетом ширины металлической пластины, размеру индукционной катушки и скорости перемещения металлической пластины. Если это расстояние станет меньше размера индукционной катушки, умноженного на 0,2, то будет наблюдаться взаимное погашение индуцированных токов в верхней и нижней частях металлической пластины, что ухудшит эффективность нагрева. Если это расстояние станет больше размера индукционной катушки, умноженного на 6, станет трудно снижать плотность тока в краевой области металлической пластины, и время нагрева повысится, что приведет к повышению температуры в краевой области. Кроме того, реактивное сопротивление также станет большим, и для этого потребуется высоковольтный источник питания, что является трудновыполнимым в промышленном масштабе. Далее, если размеры верхней и нижней индукционных катушек различны, размер (ширина) (в продольном направлении металлической пластины), если не задано иное, отображает размер более широкой индукционной катушки.
При установлении подходящего расстояния в центральной области в поперечном направлении металлической пластины центральную область металлической пластины можно эффективно нагревать. Однако, если такое же расстояние установить в краевой области металлической пластины, краевая область металлической пластины будет перегреваться, как указано выше, образуя неоднородное распределение температур в поперечном направлении металлической пластины.
В примере, показанном на Фиг.6, расстояние у краевой области металлической пластины меньше, чем расстояние у центральной области, вследствие чего перегрев в краевой области можно эффективно сдерживать. Перегрев в краевой области сдерживается, поскольку вследствие уменьшения расстояния взаимное подавление индуцированных токов в верхней и нижней частях металлической пластины становится отчетливым, что приводит к снижению нагрева в краевой области. Кроме того, время нагрева просто сокращается, что также приводит к снижению дивергенции теплового потока, поскольку дивергенция теплового потока, вызванная индукционным нагревательным аппаратом, пропорциональна квадрату плотности тока и времени нагрева.
На Фиг.6 верхняя индукционная катушка и нижняя индукционная катушка имеют определенные изогнутые части, в которых индукционные катушки растягиваются поперек металлической пластины, наклонно относительно поперечного направления. Это наклонное положение также является одной из причин, почему можно избежать перегрева металлической пластины у краевой области.
Фиг.8 представляет собой принципиальную схему, иллюстрирующую состояние протекания индуцированного тока в металлической пластине на Фиг.6, если смотреть со стороны вышеупомянутой металлической пластины. Индуцированный ток 10 на верхней и нижней сторонах металлической пластины течет в направлении, противоположном первичному току, проходящему через индукционную катушку, в которой ширина пути индукционного тока почти такая же, что и ширина спроецированного изображения индукционной катушки.
Индуцированный ток, проходящий вблизи края металлической пластины, имеет тенденцию следовать по пути протекания вплотную к центральной области металлической пластины, вследствие чего можно снизить индуктивность между индуцированным током и первичным током, текущим через индукционную катушку, расположенную у края металлической пластины. Другими словами, верхний индуцированный ток, индуцированный верхней индукционной катушкой, и нижний индуцированный ток, индуцированный нижней индукционной катушкой, стремятся соединиться друг с другом по самому короткому пути. Это обеспечивает относительно широкий канал для протекания индуцированного тока вблизи края металлической пластины для сдерживания повышения плотности тока у края. Таким образом, когда верхняя и нижняя индукционные катушки имеют часть, которая простирается наклонно к поперечному направлению у краевой области, перегрев у краевой области можно эффективно сдерживать, в отличие от индукционной катушки без такой наклонной части.
Поддержание расстояния между верхней и нижней катушками, обеспечивающего эффективный нагрев центральной области металлической пластины, относительно малого расстояния и наклонной установки индукционной катушки у краевой области металлической пластины сдерживает перегрев у краевой области. В результате, в примере из Фиг.6 происходит в поперечном направлении металлической пластины равномерный нагрев.
Оптимальное расстояние между верхней и нижней индукционными катушками у различных позиций в поперечном направлении следует определять после принятия во внимание предшествующего распределения температуры в нагреваемой металлической пластине. Возможны три различных графика предшествующего распределения температур в металлической пластине, например, случай металлической пластины, которая имеет плоское распределение температур (одинаковая температура в центральной области и в краевой области), случай металлической пластины, которая имеет распределение температур, слегка понижающееся в краевой области по сравнению с центральной областью, или случай металлической пластины, которая имеет температурное распределение, слегка повышающееся в краевой области по сравнению с температурой в центральной области.
В настоящем изобретении верхняя часть индукционной катушки, расположенная выше металлической пластины, и нижняя часть индукционной катушки, расположенная ниже металлической пластины, установлены таким образом, что они расположены, соответственно, в различных позициях в продольном направлении металлической пластины, по меньшей мере, в одной позиции в поперечном направлении металлической пластины, причем расстояние между различными позициями в поперечном направлении меняется. Форма индукционной катушки не ограничена формой, показанной на Фиг.6. Например, в качестве формы индукционной катушки можно использовать форму, показанную на Фиг.9, где пара верхней и нижней частей индукционной катушки, имеющих искривленную форму, установлена в обратном направлении, или форму, показанную на Фиг.10, где пара дугообразных верхней и нижней частей индукционной катушки установлена в обратном направлении. В качестве формы индукционной катушки также можно использовать другие различные формы. Например, можно использовать форму, показанную на Фиг.11, где только верхняя индукционная катушка имеет шляпообразную форму, а нижняя индукционная катушка - прямая. В дополнение, можно использовать форму, показанную на Фиг.12, где пара катушек с искривленной формой установлена в обратном направлении, но их формы не являются симметричными относительно продольной центральной линии металлической пластины. На Фиг.12 ссылка номер 2a отображает верхнюю индукционную катушку, расположенную выше металлической пластины 1, ссылка номер 2b отображает нижнюю индукционную катушку, расположенную ниже металлической пластины 1, а ссылки номер 7, 8 и 9 отображают, соответственно, проводящий элемент, источник переменного тока и индукционную катушку, расположенную около края металлической пластины.
В примере, показанном на Фиг.13, в центральной области расстояние меньше, а верхняя индукционная катушка имеет суженную ширину в центральной области и наклонную часть в краевой области. Ссылки номер 7, 8 и 9 отображают, соответственно, проводящий элемент, источник переменного тока и индукционную катушку, расположенную вблизи края металлической пластины. Известно, что дивергенция теплового потока, вызванная индукционным нагревательным аппаратом, пропорциональна квадрату плотности тока и времени нагрева. В примере из Фиг.13 плотность тока в центральной области выше, чем плотность тока в краевой области, поскольку индукционная катушка в центральной области сужена в ширине, что приводит к повышению дивергенции теплового потока в центральной области по сравнению с дивергенцией теплового потока в краевой области.
Когда металлическая пластина, подаваемая в индукционный нагревательный аппарат, имеет предшествующее распределение температур, при котором температура краевой области немного выше, чем температура центральной области (температура центральной области немного ниже, чем температура краевой области), является предпочтительным, чтобы использовался аппарат из Фиг.13 для получения металлической пластины с более однородным распределением температур после нагрева.
В примере, показанном на Фиг.14, как и в примере из Фиг.6, верхняя 2a индукционная катушка и нижняя 2b индукционная катушка установлены наклонно у краевой области, вследствие чего величина расстояния между ними становится меньше к краю металлической пластины.
Ссылки 7, 8 и 9 отображают, соответственно, проводящий элемент, источник переменного тока и индукционную катушку, расположенную вблизи края металлической пластины. В примере из Фиг.14, тем не менее, расстояние между верхней индукционной катушкой и нижней индукционной катушкой больше, чем соответствующее расстояние, приведенное на Фиг.6. Поэтому в аппарате из Фиг.14 в краевой области можно ожидать большее повышение температуры, чем повышение температуры, которое возникает в аппарате на Фиг.6. Таким образом, пример из Фиг.14 является подходящим для нагрева металлической пластины, которая имеет температуру краевой области, меньшую, чем температура центральной области.
Фиг.15 иллюстрирует аппарат, в котором верхняя индукционная катушка и нижняя индукционная катушка пересекаются в краевой области, в отношении спроецированных изображений обеих катушек. В данном примере ожидается, что в центральной области будет большая дивергенция теплового потока, а в краевой области - меньшая дивергенция теплового потока. Эта ориентация подходит для нагрева металлической пластины, которая имеет температуру центральной области, меньшую по сравнению с температурой краевой области.
Фиг.16 иллюстрирует аппарат, в котором верхняя 2a индукционная катушка и нижняя 2b индукционная катушка имеет соответствующую изогнутую часть в краевой области, где каждая из индукционных катушек простирается наклонно поперек металлической пластины относительно ее поперечного направления, а ширина индукционной катушки шире, чем ширина в центральной области. Ссылки 7, 8 и 9 отображают, соответственно, проводящий элемент, источник переменного тока и индукционную катушку, расположенную вблизи края металлической пластины. В данном примере плотность тока в центральной области металлической пластины больше, чем на Фиг.6. Поэтому дивергенция теплового потока в центральной области может быть большей, чем на Фиг.6, поскольку дивергенция теплового потока пропорциональна квадрату плотности тока и времени нагрева.
Фиг.17 иллюстрирует аппарат, в котором верхняя 2a индукционная катушка и нижняя 2b индукционная катушка имеют соответствующую изогнутую часть в краевой области, где каждая из индукционных катушек простирается наклонно поперек металлической пластины относительно ее поперечного направления, а угол наклона верхней индукционной катушки и нижней индукционной катушки различен, вследствие чего расстояние между двумя индукционными катушками может постепенно уменьшаться от центральной области к краевой области и к краю.
На Фиг.17, чем шире становится металлическая пластина, тем меньше становится дивергенция теплового потока в краевой области. Этот пример является подходящим, когда ширина металлической пластины повышается, например, от ширины I-I′ до II-II′ на Фиг.17, или когда возрастает разность температур в металле (температура в краевой области металлической пластины)-(температура в центральной области металлической пластины).
Фиг.18 иллюстрирует аппарат, в котором верхняя 2a индукционная катушка и нижняя 2b индукционная катушка имеют соответствующую изогнутую часть в краевой области, где каждая из индукционных катушек простирается наклонно поперек металлической пластины относительно ее поперечного направления, а угол наклона верхней индукционной катушки и нижней индукционной катушки различен, вследствие чего расстояние между двумя индукционными катушками от центральной области к краевой области и к краю может постепенно уменьшаться. На Фиг.18, чем шире становится металлическая пластина, тем больше становится дивергенция теплового потока в краевой области. Данный пример является подходящим, когда ширина металлической пластины возрастает, например, от ширины I-I′ до II-II′ на Фиг.18, или когда температура в краевой области металлической пластины становится меньше по сравнению с температурой в центральной области. После нагрева с помощью данного аппарата можно ожидать более однородного распределения температуры.
Для получения необходимой дивергенции теплового потока в практической эксплуатации нагревательного аппарата по настоящему изобретению можно определить расстояние и/или предварительную ширину индукционной катушки для каждой позиции в поперечном направлении с помощью анализа электромагнитного поля. Однако из-за флуктуации в предшествующем процессе металлическая пластина, подаваемая в индукционный нагревательный аппарат по настоящему изобретению, может иметь первоначальные колебания температуры. Поэтому необходимой дивергенции теплового потока можно не получить, даже если было подобрано заданное расстояние и/или ширина индукционной катушки.
Если расстояние между верхней и нижней катушками повышается, это помогает избежать взаимного подавления индуцированных токов в металлической пластине и повышения времени нагрева, что приводит к повышению дивергенции теплового потока. В другом варианте воплощения настоящего изобретения, где расстояние регулируется, можно получать желаемую температуру независимо от существующего ранее температурного состояния, полученного вследствие предшествующего процесса, путем регулировки расстояния до изменения температуры металла, вводимого в процесс.
Фиг.19 иллюстрирует верхнюю 2a индукционную катушку и нижнюю 2b индукционную катушку, каждая из которых подвижно установлена на двух направляющих рельсах 11, закрепленных на двух основаниях 12, которые простираются в продольном направлении металлической пластины 1. Фиг.20 является поперечным разрезом Фиг.19. Индукционную катушку можно перемещать с помощью широко известных средств (не показанных на Фиг.19), таких как пневматический цилиндр, гидравлический цилиндр или цилиндр с приводом от двигателя. Хотя Фиг.19 иллюстрирует, что как верхняя, так и нижняя индукционная катушка установлена подвижно, также допускается, чтобы подвижной была только верхняя или нижняя индукционная катушка. Основание 12 и/или рельс 11 можно изготавливать из изоляционных материалов, таких как керамика и/или смола, поскольку их помещают в сильное магнитное поле околоиндукционной катушки. При использовании металла в нескольких применениях требуется, чтобы использовался немагнитный металл, такой как нержавеющая сталь, латунь или алюминий. Основание и рельс следует размещать насколько возможно далеко от индукционной катушки. Кроме того, основание и рельс должны иметь водяное охлаждение для предотвращения нагрева, вызванного индуцированным током. Верхняя и нижняя индукционные катушки 2a и 2b подсоединены к соединителю 9 с водяным охлаждением через подвижный проводящий элемент 13, например кабель с водяным охлаждением. Ссылка 18 отображает соединительную клемму медной пластины.
Как и в случае с некоторыми другими примерами, верхняя 2a индукционная катушка и нижняя 2b индукционная катушка на Фиг.19 параллельны поперечному направлению в центральной области и имеют изогнутую часть, соответственно, в краевой области, где каждая из индукционных катушек простирается наклонно поперек металлической пластины относительно поперечного направления. Таким образом, расстояние в различных местоположениях в поперечном направлении может изменяться.
Дивергенцию теплового потока контролируют изменением величины расстояния между верхней и нижней индукционными катушками, как было изложено выше. Поэтому, например, значение расстояния можно изменять согласно температуре металлической пластины, измеренной термометром, расположенным выше по тепловому потоку относительно индукционного нагревательного аппарата.
Для получения дивергенции теплового потока, необходимой в каждой позиции в поперечном направлении, можно заранее определить расстояние и/или ширину индукционной катушки для каждой позиции в поперечном направлении посредством анализа электромагнитного поля. Однако, если ширина металлической пластины изменена в соответствии с осуществлением серии изменений, то металлическую пластину с однородным распределением температур получить невозможно, даже если была подобрана вышеупомянутая заданная величина расстояния для каждой позиции в поперечном направлении индукционной катушки.
Фиг.21 иллюстрирует другой вариант воплощения для создания расстояния, изменяемого для каждой позиции в поперечном направлении, которое дает возможность получать неоднородное распределение температуры, даже когда изменяется ширина подаваемой пластины.
На Фиг.21 верхняя индукционная катушка включает в себя несколько проводников краевой области: от a-a′ до i-i′ и от j-j′ до r-r′, каждый из которых является изолированным и независимым друг от друга. Каждый из проводников краевой области: a-a′-i-i′ и j-j′-r-r′ избирательным образом соединен с соединительным проводником 9b центральной области. Избирательное соединение можно осуществлять, используя широко известный контактный контроллер (не показан на Фиг.21), такой как электромагнитный контактор, и пневматический цилиндр или цилиндр с приводом от двигателя.
Нижняя индукционная катушка включает в себя несколько проводников краевой области: от A-A′ до I-I′ и от J-J′ до R-R′, каждый из которых является изолированным и независимым друг от друга. Каждый из проводников краевой области: A-A′-I-I′ и J-J′-R-R′ избирательным образом соединен с соединительным проводником 9f центральной области.
Как и в случае с другими примерами, в воплощении согласно Фиг.21, расстояние между верхней индукционной катушкой и нижней индукционной катушкой в продольном направлении металлической пластины рассматривается с точки зрения спроецированных изображений обеих катушек. Расстояние между верхней и нижней индукционными катушками может изменяться у различных позиций металлической пластины в ее поперечном направлении. Верхняя и нижняя индукционные катушки спроектированы таким образом, чтобы расстояние в центральной области металлической пластины было больше, чем расстояние в краевой области металлической пластины. Обе катушки имеют изогнутую часть, расположенную соответствующим образом в краевой области, где каждая из индукционных катушек простирается наклонно поперек металлической пластины относительно поперечного направления.
Фиг.22 представляет собой поперечный разрез, проведенный по линии 22-22 Фиг.21. Фиг.23 представляет собой поперечный разрез, проведенный по линии 23-23 Фиг.21.
В воплощении, показанном на Фиг.21, ток, который выходит из проводящего элемента 7, соединенного с источником 8 переменного тока, течет по замкнутому циклу индукционных катушек, как показано ниже. Ток из проводника 7, в свою очередь, течет через соединительные проводники 9a, проводники g-g′ и h-h′, соединительный проводник 9b центральной области, проводник k-k′ и I-I′, соединительный проводник 9c, соединительный проводник 9d, соединительный проводник 9e (входит в область нижней индукционной катушки), через проводник K-K′ и L-L′, центральный 9f соединительный проводник, проводники G-G′ и H-H′, соединительный проводник 9g, проводящий элемент 7, а затем назад к источнику переменного тока. Проводники и соединительные проводники следует изготавливать из материала с исключительной электропроводностью, такого как медь.
Фиг.24 представляет собой вид сверху индукционного нагревательного аппарата, в котором управляют более широкой металлической пластиной.
Фиг.25 представляет собой поперечное сечение, проведенное по линии 25-25 Фиг.24.
Фиг.26 представляет собой поперечное сечение, проведенное по линии 26-26 Фиг.24.
В отличие от случая, показанного на Фиг.21, возбужденные проводники можно менять с g-g′ и h-h′ на a-a′ и b-b′, с k-k′ и 1-1′ на q-q′ и r-r′ (для верхней индукционной катушки); с K-K′ и L-L′ на Q-Q′ и R-R′, и с G-G′ и H-H′ на A-A′ и B-B′ (для нижней индукционной катушки). Выбираемое подключение для заменяемого проводника, предназначенного для пропускания через него тока, можно осуществлять, используя широко известный контактный контроллер, например, электромагнитный контактор, пневматический цилиндр или цилиндр с приводом от двигателя.
Таким образом, даже если ширина нагреваемой металлической пластины изменяется от более узкой до более широкой (от случая, показанного на Фиг.21, до случая, показанного на Фиг.24), можно еще использовать и такое же расстояние, какое было ранее, как в центральной области, так и в краевой области, путем выбора надлежащего проводника для пропускания тока, в соответствии с шириной новой металлической пластины. Это дает возможность исключить проблемы, вызванные изменением ширины из-за температуры и распределением температур металлической пластины после нагрева.
Индукционный нагревательный аппарат по настоящему изобретению можно использовать автономно, для процесса, проведенного до/после предварительного нагрева печи косвенного нагрева или для процесса, последовательно скомбинированного со стандартным нагревательным аппаратом LF-типа (продольного потока), для предотвращения интерференции между индукционными катушками. Индукционный нагревательный аппарат по настоящему изобретению можно с высокой эффективностью использовать для нагрева металлической пластины даже в области большой глубины проникновения индукционного тока при температуре выше точки Кюри, поскольку верхняя индукционная катушка и нижняя индукционная катушка расположены на большом расстоянии друг от друга в продольном направлении металлической пластины (расстояние между верхней и нижней индукционной катушкой рассматривают с точки зрения спроецированных изображений обеих катушек). Ввиду вышесказанного, является более предпочтительным, чтобы индукционный нагревательный аппарат по настоящему изобретению можно было использовать для металлической пластины, которая имеет температуру выше точки Кюри, тогда как для металлической пластины, которая имеет температуру существенно ниже точки Кюри, можно использовать более дешевую нагревательную печь косвенного нагрева.
Воплощение 1
Испытание на нагрев согласно настоящему изобретению было осуществлено на металлической пластине, изготовленной на немагнитной стальной пластине SUS304 (толщина: 0,2 мм, ширина: 600 мм). Испытание будет описано со ссылкой на Фиг.27A и 27B. Был использован источник переменного тока (не показан), рассчитанный на 25 кГц, а конденсатор, имеющий емкость 100 кВт, был откалиброван до соответствия используемой индукционной катушке. Используемая индукционная катушка представляла собой одновитковую индукционную катушку (окружающую нагреваемую стальную пластину). Медная пластина с водяным охлаждением была создана из металлической пластины, имеющей толщину 5 мм и ширину 100 мм (отличную от ширины, заданной для настоящего изобретения). Медная трубка с водяным охлаждением (внешний диаметр: 10 мм, внутренний диаметр: 8 мм) была прикреплена путем пайки к медной пластине на стороне (внешней стороне), противоположной стальной пластине. В данном примере, «индукционная катушка» включала в себя как медную пластину, так и медную трубку с водяным охлаждением, поскольку через медную трубку также течет электрический ток. Зазор между нагреваемой стальной пластиной и индукционной катушкой составлял 50 мм. Расстояние между верхней индукционной катушкой, расположенной выше стальной пластины, и нижней индукционной катушкой, расположенной ниже стальной пластины в продольном направлении стальной пластины, составляло 200 мм в центральной области стальной пластины в поперечном направлении (т.е. максимальное расстояние составляло 200 мм).
Расстояние у краевой области стальной пластины регулируют изменением угла наклона индукционной катушки в краевой области. Точнее говоря, как показано на Фиг.27A-27D, индукционная катушка состоит из части, содержащей левую сторону, части, содержащей правую сторону, и соединительной медной пластины в середине для соединения левой и правой частей. Индукционная катушка является индукционной катушкой, прикрепленной под соответствующим углом с отрегулированной величиной к пропитанной синтетической смолой панели (бакелитовой панели) опорного основания индукционной катушки через соединительную медную пластину. В заданных местоположениях в медной пластине с водяным охлаждением создают отверстия, расположенные под требуемым углом, для скрепления друг с другом левой и правой частей посредством соединительной медной пластины.
Фиг.27A иллюстрирует пример A настоящего изобретения, где обе индукционные катушки установлены под углом 5 градусов к краевой линии бакелитовой панели (угол между индукционной катушкой и поперечным направлением нагреваемой стальной пластины (угол наклона) составляет 5 градусов). Фиг.27B иллюстрирует пример B настоящего изобретения, где обе индукционные катушки установлены под углом 10 градусов к краевой линии бакелитовой панели (угол между индукционной катушкой и поперечным направлением нагреваемой стальной пластины (угол наклона) составляет 10 градусов). Фиг.27C иллюстрирует пример C настоящего изобретения, где обе индукционные катушки установлены под углом 15 градусов к краевой линии бакелитовой панели (угол между индукционной катушкой и поперечным направлением нагреваемой стальной пластины (угол наклона) составляет 15 градусов). Фиг.27D иллюстрирует пример D настоящего изобретения, где обе индукционные катушки установлены под углом 20 градусов к краевой линии бакелитовой панели (угол между индукционной катушкой и поперечным направлением нагреваемой стальной пластины (угол наклона) составляет 20 градусов). Во всех вышеуказанных случаях скорость перемещения стальной пластины составляет 2 м/мин.
В то время, как в краевой области изменяют расстояние, как описано выше, стальную пластину нагревают с помощью индукционного нагревательного аппарата, а температуру стальной пластины как у центральной области, так и у краевой области (в позиции, находящейся на расстоянии 50 мм от края стальной пластины) у выхода индукционного нагревательного аппарата измеряют с использованием двумерного инфракрасного термометра для вычисления величины разности {(температура у краевой области) - (температура у центральной области)}. Результаты показаны в таблице 1.
Из вышеприведенных результатов было обнаружено, что температуры краевой области и центральной области можно изменять (можно изменять распределение температур) путем измерения расстояния между верхней индукционной катушкой и нижней индукционной катушкой в краевой области. На Фиг.27C, где угол между индукционной катушкой и поперечным направлением стальной пластины составляет 15 градусов, температуры в центральной области и в краевой области почти одинаковы (однородное распределение температуры).
На Фиг.27D, где угол между индукционной катушкой и поперечным направлением стальной пластины составляет 20 градусов, нагрев в краевой области понижен. Использование данного условия подходит для обработки металлической пластины, имеющей предшествующее распределение температуры, обеспеченное предыдущим процессом, когда температура в краевой области была выше, чем распределение температур в центральной области.
Воплощение 2
Испытание на нагрев согласно настоящему изобретению также было осуществлено в отношении холоднокатаной стальной пластины (толщина: 0,6 мм, ширина: 600 мм). Был использован источник переменного тока (не показан) на 50 кГц, а конденсатор, обладающий емкостью 200 кВт, был отрегулирован до его соответствия используемой индукционной катушки. Скорость перемещения стальной пластины составляла 2 м/мин.
Для испытания была использована индукционная катушка, показанная на Фиг.28, где источник переменного тока и соединение с источником тока не показаны. На Фиг.28 верхняя индукционная катушка включает в себя несколько проводников A-J индукционной катушки, каждый из которых изготовлен из водоохлаждаемой медной пластины (ширина: 50 мм, толщина: 10 мм), изолированных и независимых друг от друга и помещенных наклонно к поперечному направлению стальной пластины (называемых «наклонными проводниками A-J индукционной катушки»). Аналогично, нижняя индукционная катушка включает в себя несколько проводников K-T индукционной катушки. Каждый из проводников A-J верхней индукционной катушки можно (выборочно) соединять с проводниками U, V, W, X, Y, Z, A′, B′, C′ индукционной катушки, каждый из которых также изготовлен из водоохлаждаемой медной пластины (ширина: 50 мм, толщина: 10 мм) и помещен параллельно поперечному направлению нагреваемой стальной пластины (называемыми «проводниками U-C′′′ индукционной катушки, параллельными поперечному направлению»). Проводники U-C′ индукционной катушки, параллельные поперечному направлению, расположены ближе к нагреваемой стальной пластине по сравнению с наклонными проводниками (т.е. расположены ниже наклонных проводников A-J индукционной катушки), а электрическое соединение между любыми из проводников U-C′ и любыми из проводников A-J изготовлены путем введения соединительной медной пластины между выбранными проводниками. То есть, для места, в которое вставляют соединительную медную пластину, выбирают проводники, предназначенные для пропускания через них тока. Между другими, невыбранными проводниками вставляют бакелитовую пластину и закрепляют ее болтом в изоляции. Таким же образом, каждый из проводников K-T нижней индукционной катушки можно (выборочно) соединять с проводниками D′, E′, F′, G′, H′, I′, J′, K′, L′, каждый из которых также изготовлен из водоохлаждаемой медной пластины (ширина: 50 мм, толщина: 10 м) и помещен параллельно поперечному направлению нагреваемой стальной пластины.
Температура стальной пластины как в центральной области, так и в краевой области (в позиции, находящейся на расстоянии 50 мм от края стальной пластины) была измерена у выхода индукционной катушки с использованием инфракрасного термометра.
Результаты показаны в таблице 2, где представлены комбинации выбранных проводников индукционной катушки, а также результирующая разность между температурами в краевой области и d центральной области, т.е. величина (температура у краевой области)-(температура у центральной области). Верхняя индукционная катушка и нижняя индукционная катушка отстоят друг от друга в продольном направлении. Поэтому, в немагнитной области можно осуществлять нагрев до 750°C или более.
индукционной катушки
индукционной катушки
В Примере F два проводника индукционной катушки, параллельных поперечному направлению, и два наклонных проводника индукционной катушки выбраны для верхней и нижней индукционной катушки, где верхние и нижние наклонные проводники сходятся (в плане спроецированных изображений) в позиции в пределах ширины стальной пластины. В Примере G, аналогично Примеру F, выбраны два проводника индукционной катушки, параллельных поперечному направлению, и два наклонных проводника индукционной катушки. Однако верхние и нижние наклонные проводники сходятся (в плане спроецированных изображений) на краю стальной пластины (поблизости от него). В Примере H, аналогично Примерам F и G, выбраны два проводника индукционной катушки, параллельных поперечному направлению, и два наклонных проводника индукционной катушки. Однако верхние и нижние наклонные проводники сходятся (в плане спроецированных изображений) за пределами края стальной пластины. В Примерах F, G и H проводники выбраны таким образом, чтобы расстояние между верхней и нижней катушками в краевой области стальной пластины, в свою очередь, становилось больше от F до H.
Как можно понять из данных «(температура у краевой области)-(температура у центральной области)», представленных в таблице 2, распределение температуры в поперечном направлении является более однородным в Примере F (где верхние и нижние наклонные проводники сходятся в позиции в пределах ширины стальной пластины), чем в Примере H (где верхние и нижние наклонные проводники сходятся за пределами края стальной пластины).
В Примере I для верхней и нижней индукционных катушек выбраны два проводника индукционной катушки, параллельных поперечному направлению, и три наклонных проводника индукционной катушки. В Примере J для верхней и нижней индукционных катушек выбраны три проводника индукционной катушки, параллельных поперечному направлению, и три наклонных проводника индукционной катушки. Поскольку плотность тока в центральной области выше в Примере I, чем в Примере J, дивергенция теплового потока в центральной области больше в Примере I, чем в Примере J. В результате, величина «(температура у краевой области)-(температура у центральной области)» меньше в Примере I, чем в Примере J. Тем не менее, температура у краевой области является слегка повышенной.
В Примере K, для верхней и нижней индукционных катушек выбраны три проводника индукционной катушки, параллельных поперечной оси, и два наклонных проводника индукционной катушки. В Примере L для верхней и нижней индукционных катушек выбран один проводник индукционной катушки, параллельный поперечной оси, и два наклонных проводника индукционной катушки. Поскольку плотность тока в центральной области выше в Примере L, чем в Примере K, дивергенция теплового потока в центральной области больше в Примере L, чем в Примере K. В результате, величина «(температура у краевой области)-(температура у центральной области)» меньше в Примере L, чем в Примере K. Тем не менее, температура у краевой области является слегка повышенной.
Как описано выше, выбор различных распределений температур можно осуществлять путем выбора проводников и их количества.
Воплощение 3
Индукционный нагревательный аппарат, как показано на Фиг.17 или Фиг.18, содержит как верхнюю, так и нижнюю индукционную катушку, имеющие наклонные части, которые расположены на одной и той же стороне в продольном направлении металлической пластины, наклоненные к поперечной линии металлической пластины и установленные почти параллельно друг другу. Такой индукционный нагревательный аппарат используют для нагрева металлических пластин, обладающих различной шириной. Была использована та же индукционная катушка и тот же источник переменного тока, что и в вышеописанном воплощении 1, за исключением направления угла наклонной части индукционной катушки. Используемые металлические пластины были изготовлены из пластин стали SUS304, имеющих толщину 0,4 мм, длину 800 мм и ширину 600 мм. Скорость перемещения стальной пластины составляла 2 м/мин. Зазор между стальной пластиной и индукционной катушкой составлял 50 мм.
В Примерах M и N расстояние между верхней и нижней индукционными катушками было установлено равным 200 мм в центральной области, а расстояние у центральной области, когда была использована стальная пластина длиной 800 мм, составляло 170 мм в Примере M (согласно Фиг.17) и 250 мм в Примере N (согласно Фиг.18). На расстоянии 50 мм от краевой области стальной пластины была измерена температура. Результаты показаны в таблице 3.
В Примере M, поскольку расстояние у краевой области меньше, чем в центральной области, температура в краевой области может быть значительно более низкой по сравнению с температурой в центральной области. В случае стальной пластины с шириной 600 мм расстояние у краевой области (точка измерения находится на расстоянии 50 мм от края стальной пластины) сравнительно больше, чем в случае стальной пластины с шириной 800 мм, что приводит к большему времени нагрева и относительному повышению температуры у краевой области. Напротив, в Примере N, где расстояние у краевой области становится больше, чем в центральной области, дивергенция теплового потока также становится сравнительно больше, что приводит к более высокой температуре у краевой области по сравнению с температурой в центральной области.
Как описывалось выше, настоящее изобретение является пригодным для высокоэффективного нагрева металлической пластины, даже если температура металлической пластины выше точки Кюри, а металлическая пластина является тонкой и/или если металлическая пластина изготовлена из немагнитного цветного металла с низким удельным электросопротивлением, например из алюминия или меди. Также, настоящее изобретение является пригодным для обеспечения металлической пластины с более плоским распределением температуры в направлении ширины, независимо от любого предшествующего исходного распределения температуры, вызванного предшествующим процессом. Настоящее изобретение может облегчить контроль величины в соответствии с начальными температурными условиями нагреваемой металлической пластины и/или достижение желаемого распределения температуры даже при изменении ширины нагреваемой металлической пластины.
Изобретение, описанное данным образом, которое, как очевидно, является одним и тем же, можно модифицировать многими способами. Такие модификации не следует рассматривать, как отступление от сущности и объема изобретения, и все такие модификации, как является очевидным для специалистов в данной области техники, подлежат включению в объем следующей формулы изобретения.
Индукционный нагревательный аппарат для нагрева перемещаемой металлической пластины включает в себя индукционную катушку для окружения металлической пластины. Индукционная катушка включает в себя верхнюю часть, предназначенную для ее размещения выше металлической пластины, и нижнюю часть, предназначенную для ее размещения ниже металлической пластины. Верхняя и нижняя части индукционной катушки отделены друг от друга в продольном направлении металлической пластины, по меньшей мере, в одной позиции в поперечном направлении металлической пластины. Расстояние в продольном направлении металлической пластины между верхней частью и нижней частью индукционной катушки изменяется в поперечном направлении металлической пластины. Часть индукционной катушки, где пересекаются верхняя и нижняя ее части, расположена на краю или вне металлической пластины в поперечном направлении. Изобретение обеспечивает более однородное распределение температур в направлении ширины пластины. 10 з.п. ф-лы, 28 ил., 3 табл.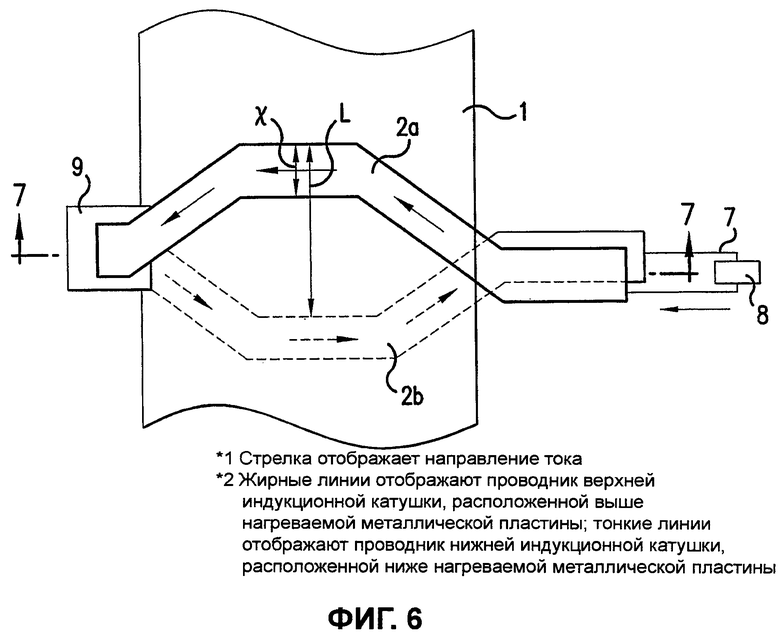
1. Индукционный нагревательный аппарат для нагрева перемещаемой металлической пластины, содержащий: индукционную катушку для окружения металлической пластины, причем упомянутая индукционная катушка включает в себя верхнюю часть, предназначенную для ее размещения выше металлической пластины, и нижнюю часть, предназначенную для ее размещения ниже металлической пластины, и при этом упомянутые верхняя и нижняя части индукционной катушки отделены друг от друга в продольном направлении металлической пластины, по меньшей мере, в одной позиции в поперечном направлении металлической пластины, в котором расстояние в продольном направлении металлической пластины между верхней частью и нижней частью индукционной катушки изменяется в поперечном направлении металлической пластины, отличающийся тем, что часть индукционной катушки, где пересекаются упомянутые верхняя и нижняя части индукционной катушки, расположена на краю или вне металлической пластины в поперечном направлении металлической пластины.
2. Индукционный нагревательный аппарат по п.1, в котором максимальное расстояние в продольном направлении металлической пластины между верхней частью и нижней частью индукционной катушки находится в диапазоне 0,2-6, умноженных на ширину более широкой из двух индукционных катушек, верхней или нижней.
3. Индукционный нагревательный аппарат по п.2, дополнительно содержащий средство изменения расстояния для изменения максимального расстояния в продольном направлении металлической пластины между верхней частью и нижней частью индукционной катушки, по меньшей мере, в одной позиции в поперечном направлении металлической пластины.
4. Индукционный нагревательный аппарат по п.3, дополнительно содержащий средство перемещения для перемещения, по меньшей мере, одной из частей индукционной катушки, верхней или нижней, в продольном направлении металлической пластины.
5. Индукционный нагревательный аппарат по п.4, дополнительно содержащий направляющий рельс, который простирается вдоль металлической пластины в продольном направлении металлической пластины, причем, по меньшей мере, одна из частей индукционной катушки, верхняя или нижняя, подвижно установлена на направляющий рельс.
6. Индукционный нагревательный аппарат по п.3, в котором, по меньшей мере, одна из частей индукционной катушки, верхняя или нижняя, включает в себя часть, сконструированную из множества проводников, и в котором расстояние в продольном направлении металлической пластины, по меньшей мере, в одной позиции в поперечном направлении металлической пластины можно изменять путем выбора в качестве проводника, предназначенного для пропускания через него переменного тока, конкретного проводника среди множества проводников.
7. Индукционный нагревательный аппарат по п.2, дополнительно содержащий средство изменения ширины для изменения ширины, по меньшей мере, одной из частей индукционной катушки, верхней или нижней, в поперечном направлении металлической пластины.
8. Индукционный нагревательный аппарат по п.1, в котором, по меньшей мере, одна из частей индукционной катушки, верхняя или нижняя, включает в себя первую часть, которая простирается в поперечном направлении металлической пластины, и вторую часть, которая простирается под углом наклона к поперечному направлению металлической пластины.
9. Индукционный нагревательный аппарат по п.8, в котором обе: и верхняя, и нижняя части индукционной катушки включают в себя первую и вторую части, причем вторые части каждой из частей индукционной катушки, верхней и нижней, простираются в противоположных направлениях в продольном направлении металлической пластины.
10. Индукционный нагревательный аппарат для нагрева перемещаемой металлической пластины по любому из пп.1-9, дополнительно содержащий: источник переменного тока, причем каждую из частей индукционной катушки, верхнюю и нижнюю, соединяют в одном ее конце с источником переменного тока.
11. Индукционный нагревательный аппарат по п.10, в котором упомянутая индукционная катушка дополнительно содержит краевую часть, соединяющую между собой упомянутую верхнюю и упомянутую нижнюю части индукционной катушки у концов верхней и нижней частей индукционной катушки, противоположных концам, соединенных с источником переменного тока, причем упомянутая краевая часть предназначена для ее размещения у края металлической пластины.
| US 3031555 A, 24.04.1962 | |||
| US 4751360, 14.06.1988 | |||
| US 5336868, 09.08.1994 | |||
| Индукционное нагревательное устройство | 1980 |
|
SU907878A1 |
| УСТРОЙСТВО ИНДУКЦИОННОГО НАГРЕВА С ПОПЕРЕЧНЫМ ПОТОКОМ И МАГНИТНОЙ ЦЕПЬЮ ИЗМЕНЯЕМОЙ ШИРИНЫ | 2001 |
|
RU2236770C2 |
| ИНДУКЦИОННАЯ ПЕЧЬ | 1992 |
|
RU2105434C1 |

