Изобретение относится к станкостроению и может быть использовано в качестве зажимного станочного приспособления (оправки) для обработки заготовок.
В станочных оправках заготовки устанавливаются базовыми отверстиями, как правило, базируются своими торцами и затем закрепляются деталями оправок.
Известны оправки с регулируемыми винтами, см. Станочные приспособления: Справочник. 2-й том. / Под ред. Б.Н.Вардашкина и В.В.Данилевского. - М.: Машиностроение, 1984, с.155, рис.11. В этих оправках заготовки закрепляются за счет радиального перемещения регулируемых винтов с дальнейшим стопорением этих винтов. Процесс закрепления, состоящий из индивидуального перемещения каждого винта с последующим контролем, трудоемкий и требует большого вспомогательного времени, то есть эти оправки целесообразно применять в особых случаях только для единичного производства.
Из известных технических решений наиболее близким по технической сущности к заявляемому устройству являются оправки кулачковые, см. Станочные приспособления: Справочник. 2-ой том. / Под ред. Б.Н.Вардашкина и В.В.Данилевского. - М.: Машиностроение, 1984, с.153, рис.9. В этих кулачковых оправках, выбранных в качестве прототипа, закрепление заготовки осуществляется за счет перемещения в радиальном направлении n кулачков с помощью ручного или механизированного привода. Основными деталями оправки являются:
- корпус с n глухими пазами прямоугольной (рекомендуемой) формы и конструктивными элементами для установки и закрепления в шпинделе станка;
- n кулачков, которые устанавливаются в указанные пазы и имеют наружную рабочую цилиндрическую поверхность (головку) и противоположную ей опорную, плоскую клиновую поверхность;
- вал с n клиновыми гранями или пазами для взаимодействия с опорными поверхностями кулачков и конструктивными элементами для соединения вала с приводом;
- деталь или детали для возврата кулачков в исходное состояние (чаще всего упругие элементы различных конструкций);
- направляющую, которая обеспечивает осевое перемещение вала относительно корпуса при закреплении и откреплении заготовки. Для установки направляющей в корпусе и валу выполняют различные, конструктивные элементы (пазы, отверстия и т.д.).
Кроме того, угол клина опорных клиновых поверхностей кулачков и клиновых граней или пазов вала выполняют несамотормозящим, чтобы не было ударов при откреплении заготовки.
Устройство-прототип имеет следующие основные недостатки.
1. Сложность изготовления глухих пазов прямоугольной формы в корпусе оправки. При этом следует отметить, что глубина паза существенно влияет на точность обработки заготовок в оправке и на износостойкость указанных пазов и кулачков. Поэтому глубину паза назначают достаточно большой. На стр.153 указанного выше справочника сказано, что если число пазов четное, то они получаются протягиванием. Известно, что для этого метода обработки инструмент очень дорогостоящий и применяется для серийного производства. Кроме того, протягивание - это только конечная технологическая операция при изготовлении пазов. Сначала с использованием делительного устройства на координатно-расточном станке обрабатывают два отверстия под каждый паз. Далее на фрезерном станке, вставив нежесткую пальцевую фрезу малого диаметра в одно из обработанных отверстий для одного паза, вырезают металл между отверстиями. И уже потом в два диаметрально противоположных паза вставляют протяжку, направляющими для которой служат цилиндрические поверхности отверстий, обработанных на координатно-расточном станке. Только этот дорогостоящий станок, установленный в термоконстантном помещении, может обеспечить точное пространственное расположение направляющих для протяжки.
2. Как отмечено в предыдущем пункте, глубина пазов в корпусе достаточно большая. Отсюда диаметр базовой цилиндрической поверхности оправки достаточно большой. Это ограничивает технологические возможности оправки-прототипа, так как установить и закрепить заготовки с малыми диаметрами базового отверстия в них невозможно.
Задачей изобретения является упрощение технологии изготовления кулачковых оправок, позволяющее снизить стоимость их изготовления, и расширение технологических возможностей кулачковых оправок.
Поставленная задача достигается тем, что оправка кулачковая снабжена устройством для сжатия упругих элементов и кольцевой крышкой Г-образного сечения, которая установлена с натягом на наружной цилиндрической поверхности корпуса, упирается в его торцовую поверхность и закреплена к корпусу резьбовыми деталями, каждый кулачок выполнен Г-образным, состоящим из стойки, на которой размещены опорная плоская клиновая поверхность и рабочая цилиндрическая поверхность, и перекладины, начинающейся от указанной последней поверхности у торца с наибольшей высотой стойки и развитой в радиальном направлении оправки, а базовая цилиндрическая поверхность оправки кулачковой выполнена на участке вала, прорезанном n клиновыми пазами П-образной формы. Причем каждый паз корпуса выполнен открытым П-образной формы, закрепленная к корпусу крышка делает указанный паз закрытым, и в нем установлена перекладина кулачка, на торцовой поверхности которой расположен паз для размещения упругого элемента, а базовая торцовая поверхность оправки кулачковой выполнена на торце крышки. При этом на наружной цилиндрической поверхности крышки выполнены лыски и резьбовые отверстия, оси которых совпадают с осями радиальных пазов в корпусе, контргайками, которые ввернуты в резьбовые отверстия крышки и застопорены.
Изобретение поясняется прилагаемыми чертежами, где:
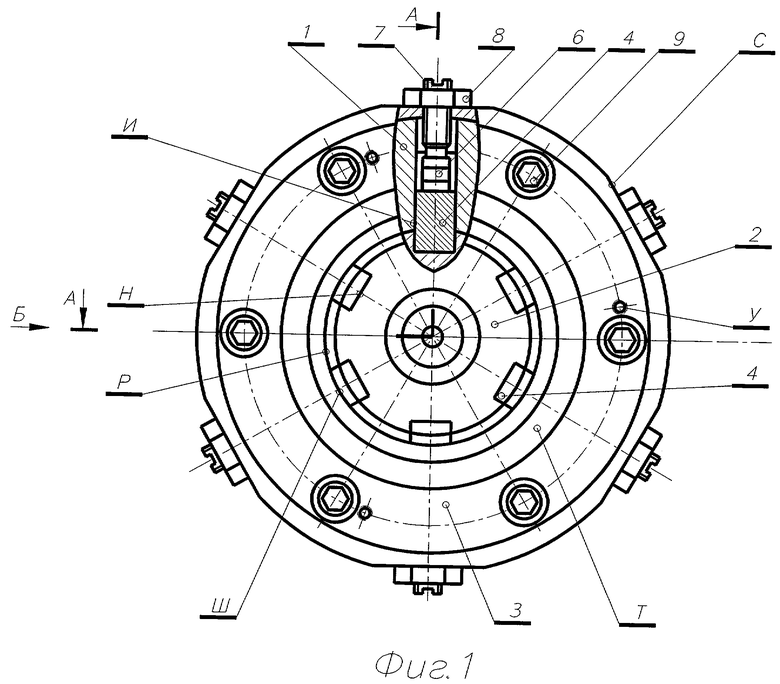
- на фиг.1 показан общий вид оправки кулачкой;
- на фиг.2 показан разрез А-А на фиг.1;
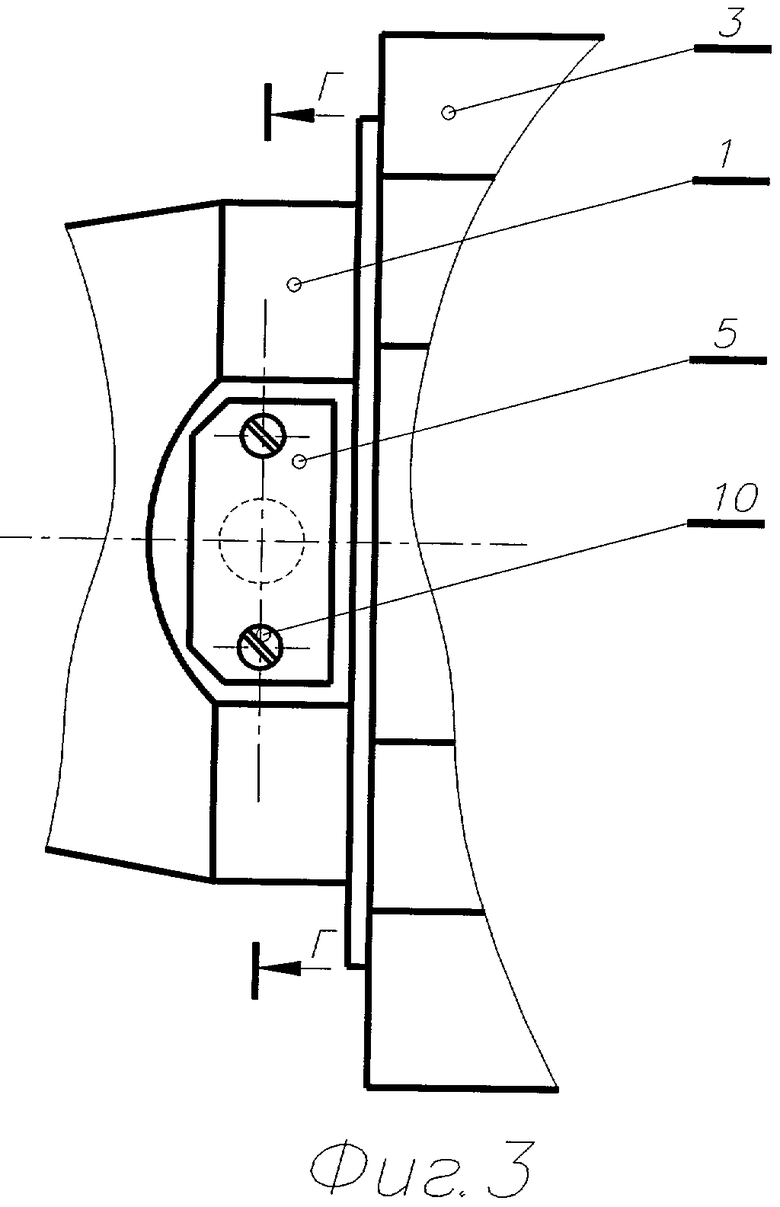
- на фиг.3 показан вид Б на фиг.1 (увеличен);
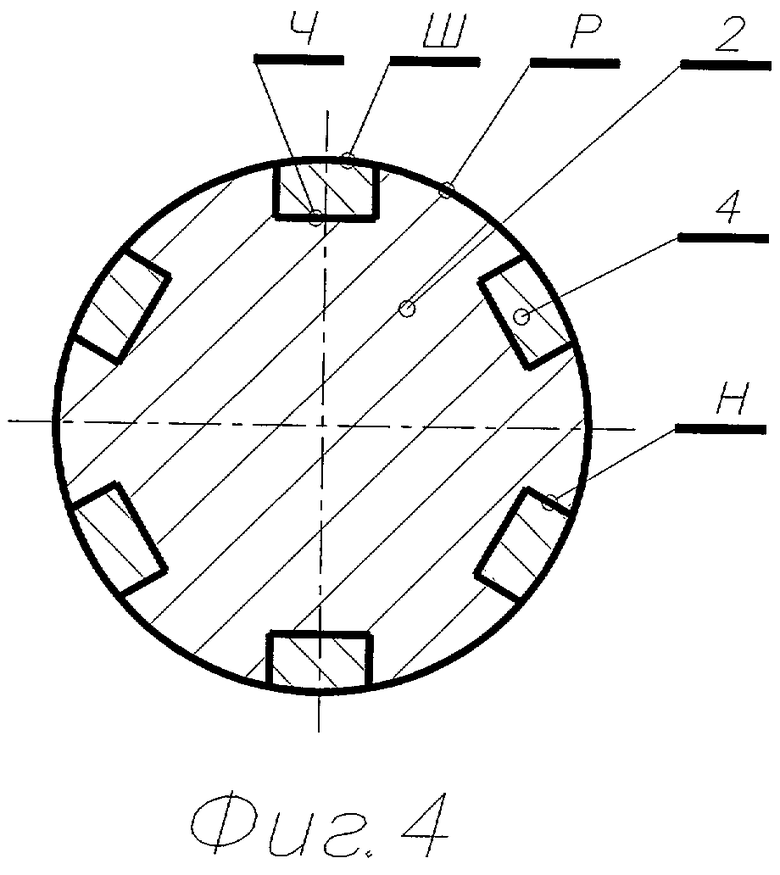
- на фиг.4 показан разрез В-В на фиг.2 (увеличен);
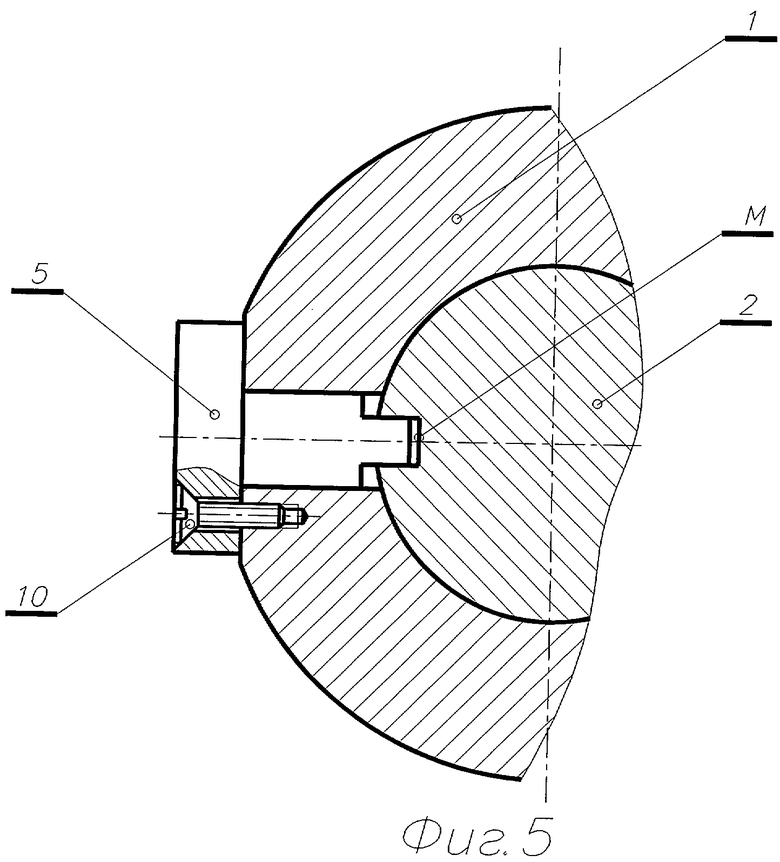
- на фиг.5 показан разрез Г-Г на фиг.3 (увеличен).
Оправка кулачковая может иметь центровое, фланцевое или шпиндельное исполнения. Эти исполнения отличаются способом установки на шпинделе станка. Для центрового исполнения дополнительно используется задняя бабка. На указанных чертежах показана оправка кулачковая шпиндельного исполнения. Она, см. фиг.2, состоит из корпуса 1, вала 2, кольцевой крышки 3 Г-образного сечения, n кулачков 4, направляющей шпонки 5, n упругих элементов 6 и устройства для сжатия упругих элементов. Упругие элементы и устройство для их сжатия могут иметь различные исполнения, позволяющие выполнять заданные функции. В заявляемой оправке кулачковой устройство для сжатия упругих элементов состоит из n винтов 7 и такого же количества контргаек 8.
Корпус 1, см. фиг.2, имеет отверстие «Д», наружную цилиндрическую поверхность «Е», торцовую поверхность «Ж», n радиальный пазов «И» П-образной формы и конструктивные элементы для закрепления на шпинделе станка. Для шпиндельного исполнения оправки кулачковой корпус 1 имеет коническую поверхность «К» (конус Морзе) и участок «Л» с наружной резьбой.
В отверстии «Д» корпуса 1 установлен вал 2 с возможностью перемещения вдоль оси по направляющей шпонке 5, см. фиг.2 и 5. Для этого вал имеет продольный паз «М». Кроме того, в валу выполнены n клиновых пазов «Н» П-образной формы, см. фиг.2 и 4. Для соединения с приводом вал имеет резьбовое отверстие «П», см. фиг.2. Участок вала, прорезанный клиновыми пазами, является базовой цилиндрической поверхностью «Р» оправки кулачковой, см. фиг.2 и 4.
Кольцевая крышка 3, см. рис.2, устанавливается с натягом на наружную цилиндрическую поверхность «Е» корпуса, упирается в его торцовую поверхность «Ж» и крепится к корпусу винтами 9. На наружной цилиндрической поверхности кольцевой крышки 3 выполнены n лысок «С» и резьбовых отверстий для ввинчивания винтов 7, а на торце кольцевой крышки 3 - базовая торцовая поверхность «Т» кулачковой оправки и несколько резьбовых отверстий «У», предназначенных для отжима кольцевой крышки 3 от корпуса 1 при разборке оправки, см. рис.1 и 2.
Каждый кулачок 4, см. рис.2, имеет Г-образную форму, и его условно можно разделить на стойку «Ф» и перекладину «X», в которой выполнен паз «Ц» для установки упругого элемента 6. Стойка, см. рис 2 и 4, имеет опорную клиновую поверхность «Ч» и рабочую цилиндрическую поверхность «Ш». Каждый кулачок, см. фиг.2 и 4, устанавливается в П-образный паз «Н» вала 2 с возможностью осевого перемещения вала относительно кулачка и в П-образный паз «И» корпуса 1 с возможностью перемещения кулачка 4 вдоль закрытого паза, образованного корпусом 1 и кольцевой крышкой 3, см. фиг.1 и 2.
Направляющая шпонка 5 крепится к корпусу 1 винтами 10, см. фиг.3 и 5. На правом торце вала 2, см. фиг.2, имеется технологическое центровое отверстие, которое можно использовать для подведения вращающегося центра, установленного в задней бабке станка.
Работа оправки кулачковой. В исходном положении, см. фиг.2 и 4, участок вала 2, прорезанный клиновыми пазами, являющийся базовой цилиндрической поверхностью «Р» оправки кулачковой, совпадает с рабочей цилиндрической поверхностью «Ш» кулачков 4. Заготовка устанавливается на базовую цилиндрическую поверхность «Р» оправки кулачковой и базируется в осевом направлении по ее базовой торцовой поверхности «Т». Далее включается механизированный привод (не показан), соединенный с валом 2. Под действием осевой силы, создаваемой механизированным приводом, см. фиг.2, вал перемещается влево, а кулачки перемещаются в радиальном направлении и зажимают заготовку. Включается станок, и заготовка обрабатывается. После ее обработки включается механизированный привод, который перемещает вал 2 в обратном направлении, заготовка открепляется, и оправка кулачковая переходит в исходное положение.
В заявляемой оправке кулачковой по сравнению с устройством-прототипом кулачки имеют Г-образную форму. Это позволяет:
1. Существенно упростить технологию изготовления пазов под кулачки в корпусе оправки. Пазы в заявляемой оправке открытые, поэтому они очень просто обрабатываются как для четного количества пазов, так и для нечетного. В заявляемой оправке пазы под кулачки становятся закрытыми за счет установки на корпус кольцевой крышки. Чтобы получившийся паз не раскрывался и обеспечивал высокую осевую жесткость, кольцевая крышка устанавливается на наружную цилиндрическую поверхность корпуса с натягом, а затем крепится винтами.
2. Протяженность радиальных пазов в корпусе заявляемой оправки может быть увеличена по сравнению с устройством-прототипом, так как эти пазы смещены из зоны закрепления заготовки. Следует отметить, что протяженность указанных пазов существенно влияет на точность обработки заготовок в оправке и на износостойкость (долговечность) этих пазов и кулачков.
3. В заявляемой оправке радиальные пазы в корпусе (под кулачки) смещены вдоль оси из зоны установки заготовки. Это позволило расширить технологические возможности кулачковых оправок, в которых можно закреплять заготовки с меньшим диаметром базового отверстия. Это стало возможным, так как диаметром наружной базовой цилиндрической поверхности этих приспособлений является наружный диаметр вала. В устройстве-прототипе наружной базовой цилиндрической поверхностью приспособления являлась наружная цилиндрическая поверхность корпуса, в отверстии которого размещается вал.
4. В заявляемой оправке проще спроектировать устройство для возврата кулачков в начальное положение, и количество конструктивных вариантов этих устройств расширяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПРАВКА С РАЗРЕЗНОЙ ЦАНГОЙ | 2009 |
|
RU2412787C1 |
| ОПОРНОЕ УСТРОЙСТВО ДЛЯ ОСЕВОЙ ФИКСАЦИИ ВРАЩАЮЩЕГОСЯ ВАЛА ИЗДЕЛИЯ | 2009 |
|
RU2418210C1 |
| УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ В ПОСТУПАТЕЛЬНОЕ | 2011 |
|
RU2463500C1 |
| УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ В ПОСТУПАТЕЛЬНОЕ | 2006 |
|
RU2310785C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102202C1 |
| УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ В ПОСТУПАТЕЛЬНОЕ | 2012 |
|
RU2522730C2 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102201C1 |
| ВИНТОВАЯ ПЕРЕДАЧА | 2013 |
|
RU2544033C1 |
| УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ В ПОСТУПАТЕЛЬНОЕ (ВАРИАНТЫ) | 2008 |
|
RU2374527C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2079397C1 |
Изобретение относится к машиностроению и может быть использовано в качестве зажимной станочной оправки для обработки заготовок. Оправка кулачковая содержит кулачки 4 Г-образной формы, что позволило сместить в осевом направлении радиальные пазы «И» в корпусе 1 из зоны закрепления заготовки и выполнить эти пазы в корпусе закрытыми за счет закрепления на корпусе 1 кольцевой крышки 3. Обеспечивается существенное упрощение технологии изготовления кулачковых оправок, снижается их стоимость и расширяются технологические возможности кулачковых оправок. 5 ил.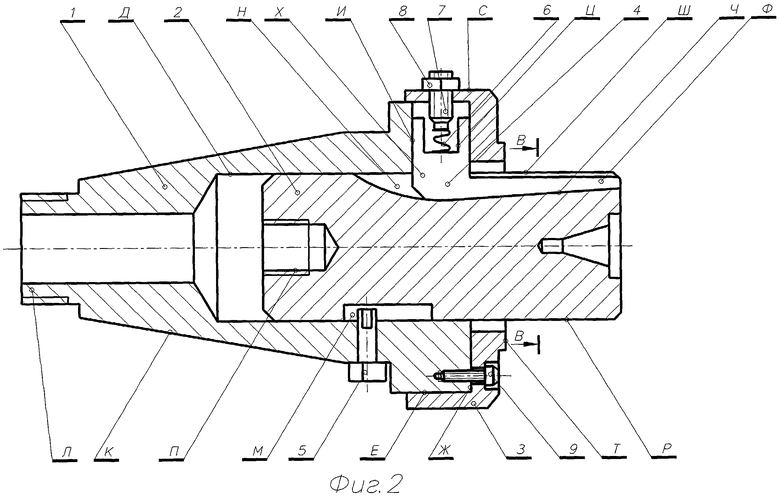
Оправка кулачковая, содержащая корпус с отверстием, наружной цилиндрической и торцовой поверхностями, конструктивными элементами, предназначенными для закрепления на шпинделе станка, и n пазами, выполненными в радиальном направлении, вал с n клиновыми пазами П-образной формы, установленный в отверстии корпуса с возможностью осевого перемещения по направляющей детали, и с конструктивными элементами, предназначенными для соединения с приводом, n кулачков, каждый из которых одновременно установлен с возможностью перемещения в пазу корпуса и в клиновом пазу вала и имеет опорную плоскую клиновую поверхность и напротив ее рабочую цилиндрическую поверхность, предназначенную для закрепления заготовки, паз и упругие элементы, предназначенные для возврата кулачков в исходное положение и установленные в пазах кулачков, отличающаяся тем, что она снабжена устройством для сжатия упругих элементов и кольцевой крышкой Г-образного сечения, которая установлена с натягом на наружной цилиндрической поверхности корпуса, упирается в его торцовую поверхность и закреплена к корпусу резьбовыми деталями, каждый кулачок выполнен Г-образным, состоящим из стойки с опорной плоской клиновой поверхностью и рабочей цилиндрической поверхностью, и перекладины, начинающейся от упомянутой рабочей цилиндрической поверхности у торца с наибольшей высотой стойки и развитой в радиальном направлении оправки, а участок вала с n клиновыми пазами П-образной формы содержит базовую цилиндрическую поверхность для оправки, причем каждый паз корпуса выполнен открытым П-образной формы, закрепленная к корпусу крышка закрывает упомянутый паз, и в нем установлена перекладина кулачка, на торцовой поверхности которой расположен паз для размещения упругого элемента, а в торце крышки выполнены резьбовые отверстия для отжима крышки от корпуса, при этом на наружной цилиндрической поверхности крышки выполнены лыски и резьбовые отверстия, оси которых совпадают с осями радиальных пазов в корпусе, а устройство для сжатия упругих элементов состоит из n винтов с контргайками, которые ввернуты в резьбовые отверстия крышки и застопорены.
| СТАНОЧНЫЕ ПРИСПОСОБЛЕНИЯ | |||
| Справочник, 2-й том (под ред | |||
| Б.Н.Вардашкина) | |||
| - М.: Машиностроение, 1984, с.153, рис.9 | |||
| Устройство для установки заготовок | 1989 |
|
SU1685640A1 |
| Приспособление для зажима деталей | 1977 |
|
SU643284A1 |
| JP 57184644 A, 13.11.1982 | |||
| Солнечный водоподъемник | 1982 |
|
SU1060819A1 |

