Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления отсека фюзеляжа воздушного судна с использованием комплексной сборки оснастки и конструкции из по меньшей мере одной секции фюзеляжа, образуемой по меньшей мере одним элементом обшивки, в частности верхней обшивкой и нижней обшивкой, а также по меньшей мере одним каркасом пола.
Уровень техники
В известных способах изготовления отсеков фюзеляжа для воздушных судов сначала собирают элементы обшивки и каркас пола, образуя по существу кольцевую секцию фюзеляжа с относительно малыми размерами в длину, например до 8 м, посредством заделывания продольных швов. В дальнейшем в секции фюзеляжа закрепляют монтажные устройства, необходимые для технических линий. После этого несколько секций фюзеляжа выстраивают друг за другом, чтобы образовать более длинные части фюзеляжа, и соединяют друг с другом посредством заделывания поперечных швов. В конце происходит сборка оснастки, в которой множество технических систем помещается в секцию фюзеляжа. Это могут быть, например, термоизоляция, гидравлические, электрические линии и магистрали кондиционирования воздуха и дополнительные технические устройства и оборудование. Перед сборкой оснастки, как правило, выполняется или применяется защита поверхности. В этом случае, в числе прочего, продольные и поперечные швы проходят обработку для защиты поверхности.
В известных способах особенно сложна установка технических систем в секциях фюзеляжа, поскольку, например, нужно поместить множество громоздких трубопроводов в секцию фюзеляжа, которая замкнута по своему по существу круговому периферийному контуру. В частности, максимальная используемая длина трубопроводов и других линий ограничивает длину уже замкнутой секции фюзеляжа, которую нужно оборудовать техническими системами. Более того, в течение этих работ не могут быть использованы какие-либо тяжелые и/или сложные производственные вспомогательные средства, такие как подъемные устройства, системы транспортировки, леса или им подобные, поскольку, например, каркас пола не должен подвергаться каким-либо повышенным механическим нагрузкам. Кроме того, множество систем технической оснастки должно быть установлено в секции фюзеляжа в неудобных для работы положениях, например наверху в случае магистралей кондиционирования воздуха, что неэффективно с точки зрения эргономики и расходов. Наконец, вследствие относительно малых до настоящего времени размеров по длине и стесненных условий установки из-за множества опорных блок пола и т.п. в отдельных отсеках фюзеляжа, в случае систем технических линий возникает множество увеличивающих вес точек соединения, после того как секции фюзеляжа собраны в более длинные части фюзеляжа, а также повышается вероятность технических неисправностей.
Раскрытие изобретения
Задача изобретения, главным образом, заключается в том, чтобы избежать вышеперечисленных недостатков известных способов изготовления отсека фюзеляжа посредством секций фюзеляжа воздушного судна. В соответствии с настоящим изобретением способ изготовления отсека фюзеляжа воздушного судна с использованием комплексной сборки оснастки и конструкции из по меньшей мере одной секции фюзеляжа, образуемой по меньшей мере одним элементом обшивки, в частности верхней обшивкой и нижней обшивкой, а также по меньшей мере одним каркасом пола, включает следующие шаги:
по меньшей мере частичное выполнение защиты и термоизоляции поверхности в области по меньшей мере одного элемента обшивки;
по меньшей мере частичная установка систем технической оснастки, в частности электрических и гидравлических линий, магистралей кондиционирования воздуха, электрических и гидравлических устройств, санитарного и буфетно-кухонного оборудования или иных подобных систем, в по меньшей мере один элемент обшивки и/или по меньшей мере один каркас пола; и
сборка по меньшей мере одного элемента обшивки и по меньшей мере одного каркаса пола в по меньшей мере одну секцию фюзеляжа.
Установка систем технической оснастки в по меньшей мере один элемент обшивки и/или по меньшей мере один каркас пола до их сборки в секцию фюзеляжа позволяет, в том числе и из-за лучшей доступности, сделать длину по меньшей мере одного элемента обшивки и/или каркаса пола достаточно большой, при этом, тем не менее, возможно ее легкое включение в процесс производства.
Более того, в способе по настоящему изобретению могут быть использованы сложные производственные вспомогательные средства, например в виде автоматических или ручных манипуляционных устройств, рабочих платформ, лесов, подъемных устройств и других, которые можно больше не использовать внутри секции фюзеляжа, имеющей уже замкнутый периферийный контур.
Более того, элементы обшивки и каркас пола, которые должны быть оснащены системами технического оснастки, могут быть установлены посредством надлежащих установочных средств в такое местоположение на неподвижном основании, которое особенно подходит для установки систем технического оборудования, и одновременно могут быть подвергнуты обработке.
Вследствие относительно больших длин систем технической оснастки, например в виде линий питьевой воды, канализационных линий, гидравлических линий, магистралей кондиционирования воздуха, линий подачи воздуха и отвода отработанного воздуха, линий электропитания и управления оптических линий управления, и вследствие доступности сборки, усовершенствованной в соответствии с изобретением, количество точек соединения сокращается, так что при использовании способа по изобретению достигается значительное уменьшение веса, и, наряду с этим, уменьшение подверженности неисправностям. Более того, эксплуатационные требования, необходимые для обеспечения бездефектного функционирования, также сокращаются.
Кроме того, предпочтительно, большие размеры по длине секций фюзеляжа, выполненных из элементов обшивки и каркаса пола, делают возможным уменьшение количества требуемых поперечных швов. В свою очередь, это ведет к уменьшению веса, экономии рабочего времени и сокращению времени прохождения всего процесса производства.
После проведения по меньшей мере частичной оснастки предпочтительно по меньшей мере двух элементов обшивки элементы обшивки соединяют друг с другом, так что получается секция фюзеляжа с замкнутым, например по существу круговым периферийным контуром. Установка по меньшей мере одного каркаса пола происходит в то же время. Предпочтительно, по меньшей мере два элемента обшивки соединяются по своим продольным сторонам с помощью продольных швов, например, посредством известных способов закпепывания, сварки, адгезионного связывания, чтобы образовать замкнутый отсек фюзеляжа. Наконец, может быть проведена защита поверхности в области отсека фюзеляжа, в частности в области новых продольных и поперечных швов.
Способ по настоящему изобретению также может быть задействован в случае «монокока» или замкнутых секций фюзеляжа, где, например, предпочтительно заранее полностью оснащенный каркас пола устанавливается в секцию фюзеляжа для упрощения изготовления. Секции фюзеляжа такого типа, которые не составлены из по меньшей мере двух элементов обшивки, изготавливаются, например, как одно целое (бесшовно) способом навивки (например, из армированного углеродным волокном пластика), или совместной гибкой или совместной прокаткой крупноформатных листовых элементов (например, алюминиевых листов), при этом листы соединяются в области двух продольных сторон посредствам продольных швов для того, чтобы образовать замкнутую секцию фюзеляжа.
Способ по изобретению особенно подходит для производства отсеков фюзеляжа больших пассажирских воздушных судов, которые имеют вместимость более ста мест. Способ, соответственно, также может быть задействован для изготовления отсеков фюзеляжа для больших транспортных воздушных судов, которые имеют максимальную взлетную массу более 50 т.
В предпочтительном варианте осуществления изобретения предусмотрено, что по меньшей мере одна секция фюзеляжа имеет длину, составляющую самое большее 30 м.
Благодаря относительно большой длине, до 30 м, элементов обшивки, используемых для формирования по меньшей мере одной секции фюзеляжа и по меньшей мере одного каркаса пола, количество необходимых точек соединения систем линий и технической оснастки, например в виде гидравлических линий, линий электропитания и управления, линий питьевой воды и канализационных линий, и количество требуемых поперечных швов для того, чтобы образовать законченный отсек фюзеляжа из секций фюзеляжа, может быть значительно уменьшено.
Максимально возможная длина элементов обшивки или по меньшей мере одной секции фюзеляжа и по меньшей мере одного каркаса пола в этом случае ограничена по существу только доступными транспортными средствами, например, такими как тяжелые грузовые автомобили, воздушные транспортные средства, водные транспортные средства и т.п.
В дополнительном варианте способа по настоящему изобретению для завершения сборки фюзеляжа предусмотрено, что по меньшей мере одна часть фюзеляжа воздушного судна, в частности носовая, средняя и хвостовая части фюзеляжа, выполняются из по меньшей мере одной секции фюзеляжа, при этом отсек фюзеляжа воздушного судна содержит по меньшей мере одну часть фюзеляжа.
Относительно большие размеры в длину секций фюзеляжа, используемых для формирования отдельных частей фюзеляжа воздушного судна, делают возможным, среди прочего, существенно снизить количество поперечных швов, которые необходимы между секциями фюзеляжа, хотя бы частично оснащенными техническими системами в процессе сборки фюзеляжа, иначе говоря, в процессе окончательной сборки отсека фюзеляжа всего воздушного судна из секций фюзеляжа, таким образом, что расходы времени и, в результате, производственные затраты могут быть снижены. В то же время количество секций фюзеляжа, по-прежнему необходимых для образования законченного отсека фюзеляжа, уменьшается. Для того чтобы закончить отсек фюзеляжа во всех случаях две или более секций фюзеляжа выстраивают одна за другой и соединяют друг с другом, чтобы образовать носовую, среднюю и хвостовую части фюзеляжа. Затем части фюзеляжа вместе образуют законченный отсек фюзеляжа воздушного судна. Секции фюзеляжа соединяются в концевых областях по поперечным швам, посредством доступных в текущий момент способов соединения или сочленения, например посредством известных способов заклепывания, сварки, скрепления болтами, обжимания или адгезионного связывания. То же относится, соответственно, и к соединению трех элементов фюзеляжа, упомянутому в качестве примера. В заключение еще раз может быть выполнена обработка с целью защиты поверхности.
В принципе, отсек фюзеляжа может быть образован одной секцией фюзеляжа или одной частью фюзеляжа, так что элементы обшивки, служащие для формирования секции фюзеляжа, имеют длину, которая примерно соответствует полной длине воздушного судна.
Другие предпочтительные варианты осуществления способа охарактеризованы в последующих пунктах формулы изобретения.
Краткое описание чертежей
Выполнение способа по настоящему изобретению будет объяснено посредством фиг.1-6.
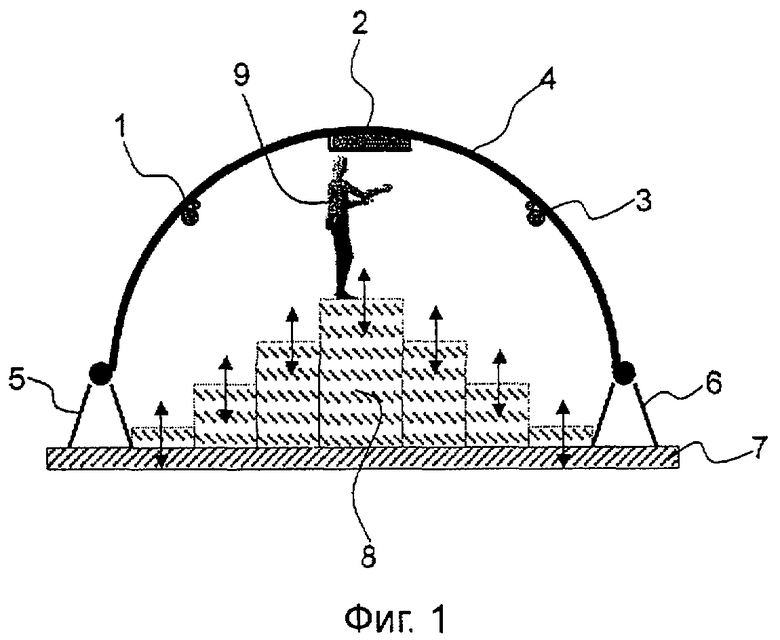
Фиг.1 изображает по меньшей мере частичную установку систем технической оснастки в верхнюю обшивку.
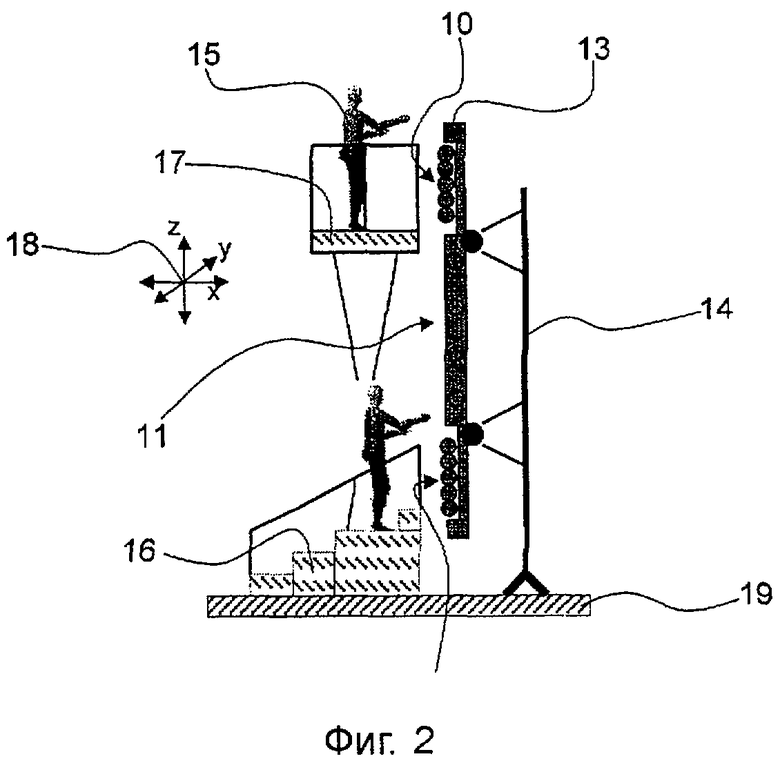
Фиг.2 изображает по меньшей мере частичную установку систем технической оснастки в каркас пола.
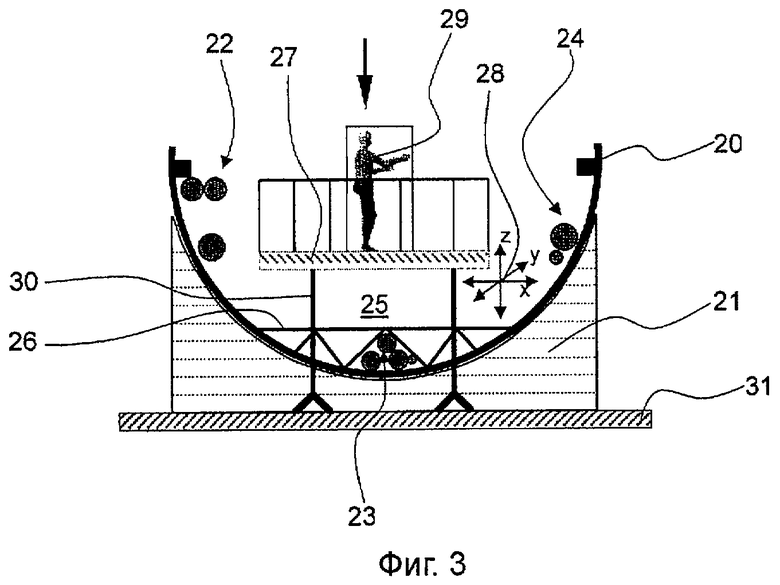
Фиг.3 изображает по меньшей мере частичную установку систем технической оснастки в нижнюю обшивку.
Фиг.4 изображает сборку предварительно оснащенной верхней обшивки, каркаса пола и нижней обшивки в (предпочтительно более длинную) секцию фюзеляжа.
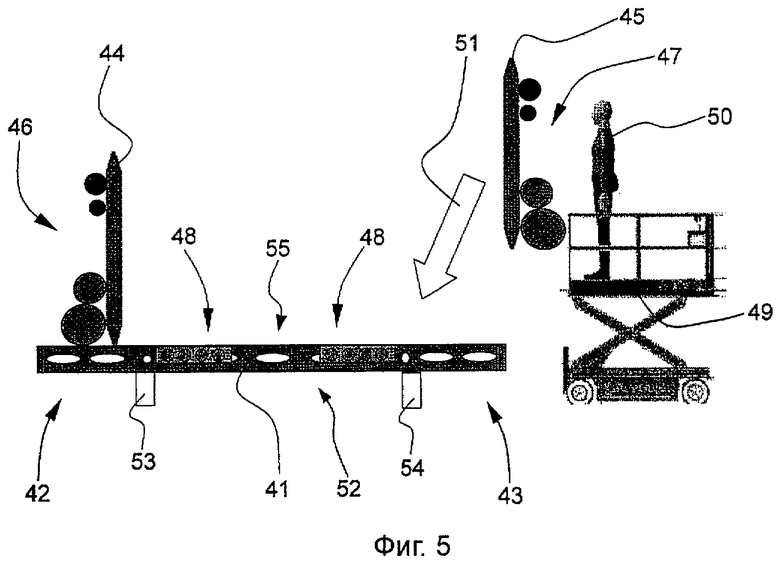
Фиг.5 изображает по меньшей мере частичную установку систем технической оснастки в каркас пола, имеющий опорные балки пола.
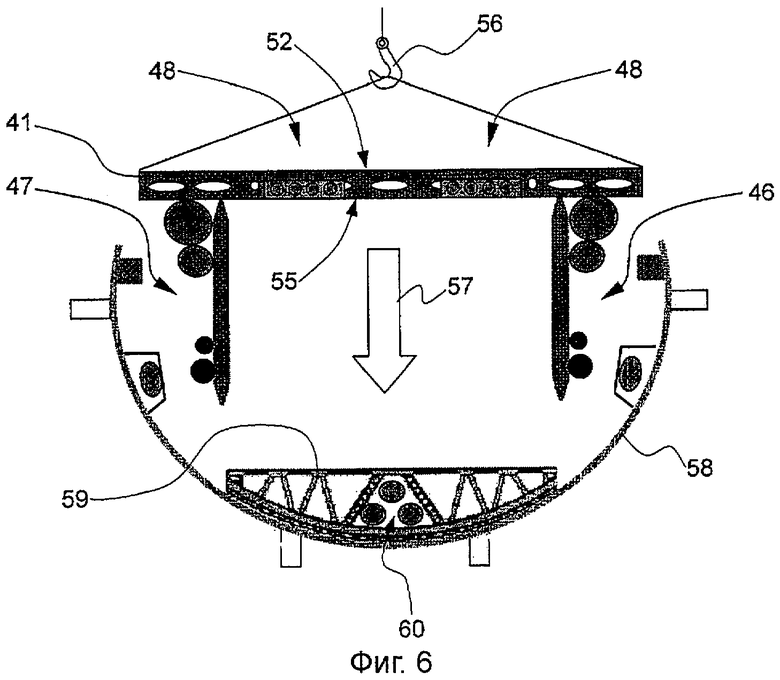
Фиг.6 изображает установку предварительно оснащенного каркаса пола, имеющего опорные балки пола, в нижней обшивке.
Осуществление изобретения
Схематичная последовательность шагов способа в соответствии с настоящим изобретением будет объяснена более подробно на примере так называемой «конструкции типа полубочки» со ссылкой на фиг.1-6.
Фиг.1 изображает установку систем 1, 2, 3 технической оснастки в верхнюю обшивку 4. Системы 1, 2, 3 технической оснастки могут являться, для примера, линиями питьевой воды и канализационными линиями, санитарно-техническим оборудованием, магистралями кондиционирования воздуха, линиями подачи воздуха и отвода отработанного воздуха, линиями электропитания, электрическими и/или оптическими линиями управления, гидравлическими линиями, техническим оборудованием, буфетно-кухонным оборудованием, законченными буфетно-кухонными и санитарными отсеками, иллюминаторами, устройствами освещения, оборудованием для обеспечения безопасности, термоизоляцией и т.д. Верхняя обшивка 4 в этом случае принимается в монтажных устройствах 5, 6, которые, в свою очередь, удерживаются на неподвижном основании 7. Для того чтобы было легче собрать системы 1, 2, 3 технической оснастки, верхняя обшивка 4 «надета» на рабочую платформу 8. Рабочая платформа 8 выполнена с возможностью частичного регулирования в вертикальном направлении, как указано черными двунаправленными стрелками. Рабочая платформа 8 позволяет рабочему 9 с эргономически выгодным вертикальным рабочим положением тела, например, устанавливать системы 1, 2, 3 технической оснастки в верхнюю обшивку 4 или закреплять их там. Параллельно с установкой систем 1, 2, 3 технической оснастки может проводиться защита поверхности, например в виде герметизации продольных или поперечных швов между элементами обшивки, образующими верхнюю обшивку 4, установка термоизоляции и т.п. Более того, практически возможно «надеть» верхнюю обшивку 4 на системы оснастки, которые уже размещены на основании 7, в результате чего процесс сборки может быть дополнительно упрощен, поскольку для прикрепления системы 1, 2, 3 оснастки не нужно поднимать или нужно поднимать лишь незначительно. Верхняя обшивка 4 в этом случае может быть сделана цельной или выполнена из нескольких собранных воедино элементов обшивки.
Вместо ситуации, показанной на фиг.1, верхняя обшивка также может быть повернута на 180° вокруг продольной оси, так что оснастка системами 1, 2, 3 технической оснастки может быть произведена сверху, с помощью соответствующих лесов или поперечин.
Взамен показанной частично регулируемой в вертикальном направлении рабочей платформы 8 могут быть предусмотрены другие приспособления для производства и сборки, например приводимые автоматически или вручную манипуляционные устройства для позиционирования и монтажа систем 1, 2, 3 технического оборудования или иные подобные средства.
Эргономически выгодное рабочее положение рабочего 9 делает возможным, в частности, снабжение верхней обшивки больших размеров в длину, другими словами, больший продольный размер в направлении, перпендикулярном плоскости чертежа, системами технической оснастки, так как, среди прочего, больше нет необходимости устанавливать системы 1, 2, 3 технической оснастки в замкнутую кольцевую секцию фюзеляжа. Более того, больше нет необходимости монтировать вышеуказанные системы 1, 2, 3 оснастки, начиная с каркаса пола, присутствующего в секции фюзеляжа, который, как правило, не имеет достаточной механический способности выдерживать нагрузки. Взамен, в способе по изобретению монтаж систем 1, 2, 3 оснастки с помощью рабочей платформы 8 или иных, возможно, более тяжелых средств для сборки всегда может быть выполнен с удержанием на неподвижном основании 7, так что, как правило, более нет ограничений на вес или длину для систем 1, 2, 3 технической оснастки, каковые ограничения в ранее известных способах сборки, как правило, ведут к ограничениям на длину монтируемых систем 1, 2, 3 технической оснастки. Ограничения по длине, требуемые в ранее известных способах сборки, приводят, как правило, к увеличенному количеству точек соединения, в особенности в случае технических линий, что обычно ведет к увеличению веса, к увеличению вероятности отказов и к увеличению объема технического обслуживания.
Напротив, посредством способа по изобретению системами 1, 2, 3 технической оснастки может быть оснащена верхняя обшивка 4, имеющая длину, значительно превышающую размеры обычных секций фюзеляжа.
Чем больше выбранные размеры в длину у соответствующей секции фюзеляжа, тем лучше может быть реализована идея изобретения, поскольку в результате, помимо прочего, количество требуемых поперечных швов уменьшается, или же поперечные швы вообще становятся не нужны, поскольку, в предельном случае, секция составляет только «длинную» часть фюзеляжа. В дополнение, секции фюзеляжа, имеющие настолько большие размеры в длину, насколько возможно, могут быть быстрее оснащены системами технической оснастки, поскольку количество необходимых точек соединения меньше.
В дополнение к системам технической оснастки элементы обшивки, которые собираются позднее, предпочтительно, чтобы образовать секцию фюзеляжа с большей длиной, могут быть оснащены внутренней оснасткой для воздушных судов, например полной внутренней отделкой, контейнерами для хранения багажа, осветительными приборами, внутренним оборудованием, буфетно-кухонными и санитарными отсеками и т.п. То же, соответственно, применимо к предварительному оснащению по меньшей мере одного каркаса пола.
Фиг.2 изображает установку систем 10, 11, 12 технической оснастки в или на каркас 13 пола. Как уже указывалось в описании фиг.1, системы 10, 11, 12 технической оснастки представляют собой, например, магистрали кондиционирования воздуха, линии подачи воздуха и отвода отработанного воздуха, линии электропитания, гидравлические линии, электрические и/или оптические линии управления, технические приборы, санитарное оборудование, буфетно-кухонное оборудование, санитарные и буфетно-кухонные отсеки, термоизоляцию и т.п. Каркас 13 пола в этом случае принимается подходящим монтажным устройством 14. Предпочтительно, каркас 13 пола повернут посредством монтажного устройства 14 в по существу вертикальное положение, которое дает возможность рабочему 15 в эргономически удобном положении, иными словами, например, в положении стоя, устанавливать системы 10, 11, 12 технической оснастки в каркас 13 пола или монтировать их на каркасе. Каркас 13 пола можно, если необходимо, также повернуть в положение, отклоняющееся от вертикального положения относительно неподвижного основания 19. Для этой цели монтажное устройство 14 выполнено с возможностью поворота по меньшей мере в одном пространственном направлении.
Рабочий 15 в этом случае может выполнять монтаж систем 10, 11, 12 технической оснастки на и/или в каркасе 13 пола, находясь, например, на ступенчатой рабочей платформе 16 или на подъемной платформе 17, которые, как обозначено системой 18 координат, могут свободно располагаться в пространстве предпочтительно по направлениям осей х, у и z. Взамен показанных ступенчатой платформы 16 и подъемной платформы 17, опять же, могут быть использованы любые надлежащие средства для сборки и производства. Более того, возможно также по меньшей мере частично предусмотреть автоматизированные манипуляционные устройства, такие как, например, роботы с шарнирным манипулятором, портальные роботы и т.п., для позиционирования и/или монтажа систем 10, 11, 12 технической оснастки на каркасе 13 пола.
В соответствии с описанием, приведенным при объяснении фиг.1, каркас 13 пола в соответствии с изобретением также может иметь большую длину, другими словами, больший продольный размер в направлении, перпендикулярном к плоскости чертежа, поскольку, посредством рабочей платформы 16 или подъемной платформы 17, также возможно монтировать более длинные системы технической оснастки, например, в виде трубопроводов или подобных систем.
Как монтажное устройство 14, так и рабочая платформа 16, а также подъемная платформа 17 расположены на неподвижном основании 19. Как результат, на каркасе 13 пола могут быть смонтированы даже тяжелые и, в частности, крупногабаритные громоздкие системы 10, 11, 12 технической оснастки, которые, в частности, имеют большой продольный размер в направлении перпендикулярно плоскости чертежа. Более того, каркас 13 пола, предпочтительно устанавливаемый в вертикальном положении во время монтажа систем 10, 11, 12 технической оснастки, обеспечивает очень хороший доступ в сравнении с ранее известными способами сборки, в которых, как правило, необходимо устанавливать и монтировать по меньшей мере части систем технической оснастки в уже замкнутую круговую секцию фюзеляжа.
Параллельно с технической оснасткой каркаса 13 пола, в области каркаса 13 пола может быть по меньшей мере частично выполнена или нанесена защита от коррозии, в результате возможна дополнительная экономия времени.
Фиг.3 далее изображает установку систем технической оснастки в нижнюю обшивку 20. Нижняя обшивка 20 покоится на несущей конструкции 21, которая подогнана, по меньшей мере в некоторых областях, к поверхностной геометрии нижней обшивки 20. Несущая конструкция 21 может быть выполнена, например, из клиньев, подвесных ремней и т.п. В качестве альтернативы могут быть предусмотрены подвижные поршни для адаптируемого приема нижних обшивок с различными геометриями поперечного сечения, имеющие одну и ту же несущую конструкцию. В нижней области нижней обшивки 20 установлены нижние леса 26, которые служат, в числе прочего, для проведения систем 23 технической оснастки и для механического укрепления. Более того, внутри нижней обшивки 20 расположена рабочая платформа 27, которая, как обозначено системой 28 координат, может располагаться в пространстве предпочтительно в направлениях по осям х, у и z. Рабочий 29 размещается на рабочей платформе 27 для выполнения мероприятий по сборке в рамках оснащения нижней обшивки 20 системами 22, 23, 24 технической оснастки. Рабочая платформа 27 опирается на несущие леса 30, которые удерживаются на неподвижном основании 31. Несущая конструкция 21 также удерживается соответствующим образом на неподвижном основании 31.
Поскольку как нижняя обшивка 29, так и рабочая платформа 27 покоятся на неподвижном основании 31, в нижнюю обшивку 20 могут быть установлены тяжелые, крупногабаритные системы 22, 23, 24 технической оснастки, имеющие, в частности, большие размеры в длину, причем оперирование данной технической оснасткой должно надежно контролироваться, особенно в случае длинных элементов обшивки в соответствии с изобретением или же секций фюзеляжа, из них образованных.
В способе по настоящему изобретению, в отличие от способов последовательного производства, известных ранее, оснащение верхней обшивки 4, каркаса 13 пола и нижней обшивки 20 соответствующими системами 1-3, 10-12, 22-24 технической оснастки может происходить одновременно, другими словами, параллельно, таким образом, приводя к значительному сбережению времени. Во время установки систем 1-3, 10-12, 22-24 технической оснастки не возникает каких-либо взаимных препятствий. Параллельно с оснащением верхней обшивки 4, каркаса 13 пола и нижней обшивки 20 может выполняться защита от коррозии, в частности, продольных и поперечных швов, установка термоизоляции и т.п.
Фиг.4 схематически иллюстрирует, каким образом верхняя обшивка 4, каркас 13 пола и нижняя обшивка 20, оснащенные по меньшей мере частично системами 1, 2, 3 технической оснастки, сводятся в направлении стрелок 33, 34 в законченную секцию 32 фюзеляжа, оснащенную системами 1-3, 10-12, 22-24 технической оснастки. Поскольку действия при сборке с точки зрения установки систем технической оснастки облегчены, как объяснено при описании фиг.1-3, секция 32 фюзеляжа может иметь заметно большие размеры в длину в сравнении с изготовленными традиционным способом секциями фюзеляжа, в результате чего количество требуемых точек соединения, особенно в случае систем технических линий, может быть снижено.
Если верхняя обшивка 4, каркас 13 пола и нижняя обшивка 20 еще не полностью оснащены техническими системами, если необходимо, секция 32 может быть также быть полностью дооснащена на этом этапе способа. То же самое применимо, соответствующим образом, к возможно все еще необходимому выполнению или завершению защиты поверхности и термоизоляции.
Для образования секции 32 фюзеляжа верхняя обшивка 4, каркас 13 пола и нижняя обшивка 20 прочно соединяются друг с другом в области продольных швов 35-40, например заклепыванием, сваркой или адгезионным связыванием.
Для образования более длинной части фюзеляжа отсека фюзеляжа воздушного судна, например носовой, средней или хвостовой части фюзеляжа, по меньшей мере одна, но предпочтительно несколько секций фюзеляжа, изготовленных в соответствии со способом, изложенным выше, соединены друг с другом в области поперечных швов, которые проходят по существу параллельно плоскости чертежа. Наконец, законченный отсек фюзеляжа образован, например, собранными вместе хвостовой, средней и носовой частями. Сборка может происходить посредством традиционных способов заклепывания или сварки или посредством способов адгезионного связывания.
На фиг.5 изображена по меньшей мере частичная установка систем технической оснастки в каркас пола, который снабжен опорными балками пола (так называемыми балками Замера) для механического укрепления конструкции.
Каркас 41 пола снабжен в обеих краевых областях 42, 43 так называемыми опорными балками 44, 45 пола. Опорные балки 44, 45 пола служат для дополнительного соединения каркаса 41 пола с нижней обшивкой, не изображенной на фиг.5. Показанные в данном случае опорные балки 44, 45 пола представляют множество опорных балок пола, которые расположены равномерно друг относительно друга в обеих краевых областях 42, 43 по всей длине каркаса 41 пола (т.е. перпендикулярно плоскости чертежа). Традиционно опорные балки пола отстоят друг от друга на расстояние около 50 см. Каркас 41 пола уже был заранее оснащен в течение подготовительных работ некоторыми системами 48 технической оснастки. Последующие системы 46, 47 технической оснастки расположены на опорных балках 44, 45 пола и смонтированы на опорных балках 44, 45 пола на той стадии работ, которая здесь не проиллюстрирована. Системы 46, 47, 48 технической оснастки могут опять же представлять собой, например, магистрали кондиционирования воздуха, линии подачи воздуха и отвода отработанного воздуха, гидравлические линии, электрические и/или оптические линии, технические приборы, санитарное оборудование, буфетно-кухонное оборудование, санитарные и буфетно-кухонные отсеки, термо- и звукоизоляцию и т.п. Вследствие легкой доступности при положении каркаса 41 пола перед монтажом, как изображено, системы 46 и 47 технической оснастки могут монтироваться даже после позиционирования и закрепления опорных балок 44, 45 пола.
Посредством подъемной платформы 49, которая, если нужно, снабжена дополнительным монтажным оборудованием, рабочий 50 позиционирует и закрепляет опорные балки 45 пола, включая системы 47 технической оснастки, уже расположенные на них, на каркасе 41 пола в направлении стрелки 51. В соответствии с процедурой, изложенной выше, опорная балка 44 пола, снабженная системами 46 технической оснастки, позиционирована и закреплена на каркасе 41 пола. Из изображения на фиг.5 становится понятным, что, в числе прочего, способ по настоящему изобретению серьезно упрощает монтаж систем 46, 47 технической оснастки в области опорных балок 44, 45 пола, поскольку системы 46, 47 оснастки, например, в виде громоздких линий, более не должны «продеваться» за опорными балками пола, а вместо этого могут легко прикрепляться к свободно доступным опорным балкам 44, 45 пола, даже в случае больших размеров в длину. В течение монтажа опорных балок 44, 45 пола вместе с системами 46, 47 технической оснастки, на них расположенными, верхняя сторона 52 каркаса 41 пола покоится на опорах 53, 54, так что монтаж систем 46, 47, 48 технической оснастки выполняется с нижней стороны 55 каркаса 41 пола, обращенной в данном случае кверху. Это обеспечивает очень хорошую доступность в течение процесса предварительного оснащения.
Фиг.6 показывает, как для финальной сборки каркас 41 пола, заранее собранный в соответствии с фиг.5 вместе с системами 46, 47, 48 технической оснастки и опорными балками пола, поворачивается на 180° относительно продольной оси (перпендикулярно к плоскости чертежа), так что нижняя сторона 55 при этом снова обращена вниз, а верхняя сторона 52 - вверх. Впоследствии посредством подъемного устройства 56, выступающего в качестве производственного вспомогательного средства, каркас 41 пола вместе со всей основной оснасткой опускается в направлении стрелки 57 в нижнюю обшивку 58. После полного опускания каркаса 41 пола краевые области 42. 43 каркаса 41 пола и опорные балки 44, 45 пола прочно присоединяются к нижней обшивке 58.
Поскольку каркас 41 пола, с нижней частью 55 обращенной кверху, снабжен системами 46, 47, 48 технической оснастки (см. также фиг.5), обеспечивается хороший доступ для установки и монтажа систем 46, 47, 48 технической оснастки. В нижней области нижней обшивки 58, по меньшей мере в некоторых областях, расположен так называемый грузовой пол 59, который сам уже был снабжен необходимыми системами 60 технической оснастки 60 до установки и закрепления в нижней обшивке 58. Грузовой пол 59 служит, в частности, как область хранения груза.
Способ по настоящему изобретению в данном случае не следует рассматривать в качестве ограниченного изображенным изготовлением конструкции так называемого полубочечного типа с верхней обшивкой, нижней обшивкой и каркасом пола. Таким образом, идея настоящего изобретения может также быть перенесена, например, на тип конструкции, известный как «конструкция четверти бочки», в котором во всех случаях секцию фюзеляжа образуют верхняя обшивка, нижняя обшивка, каркас пола и две боковых обшивки. В противоположность вышеуказанному полубочечному типу и конструкции «четверти бочки», секции может быть образованы любыми требуемыми частями обшивки. Таким образом, в случае полубочечной конструкции, плоскость раздела может проходить между верхней обшивкой и нижней обшивкой даже, например, диагонально или иным образом.
Все системы технической оснастки, в частности гидравлические линии, магистрали кондиционирования воздуха, линии подачи воздуха и отвода отработанного воздуха, линии питьевой воды и канализационные линии, могут иметь, по меньшей мере частично, несущую функцию для усиления конструкции отсека фюзеляжа.
Способ по настоящему изобретению может быть выгодно применен в случае «монокока» или замкнутых секций фюзеляжа, имеющих предпочтительно большую длину, где, например, заранее полностью оснащенный каркас пола устанавливается с открытой стороны секции фюзеляжа в указанную секцию фюзеляжа, уже соединенную с образованием замкнутой бочки. В этом случае для установки каркаса пола внутрь секции фюзеляжа необходимы соответствующие производственные вспомогательные средства, например подающие рамы, удерживающие механизмы и т.п.
Секции фюзеляжа этого типа, которые не состоят из по меньшей мере двух или более элементов обшивки, изготавливаются, например, целиком посредством способа навивки (например, из армированного углеродом пластика), или совместной гибкой, или прокаткой крупноформатных листовых элементов (например, алюминиевых листов), при этом листы соединяются в области двух продольных сторон посредствам продольных швов для того, чтобы образовать замкнутую секцию фюзеляжа.
Перечень ссылочных обозначений
1. Система технической оснастки
2. Система технической оснастки
3. Система технической оснастки
4. Верхняя обшивка
5. Монтажное устройство
6. Монтажное устройство
7. Основание
8. Рабочая платформа
9. Рабочий
10. Система технической оснастки
11. Система технической оснастки
12. Система технической оснастки
13. Каркас пола
14. Монтажное устройство
15. Рабочий
16. Рабочая платформа
17. Подъемная платформа
18. Система координат
19. Основание
20. Нижняя обшивка
21. Несущая конструкция
22. Система технической оснастки
23. Система технической оснастки
24. Система технической оснастки
25. Нижняя область
26. Нижние леса
27. Рабочая платформа
28. Система координат
29. Рабочий
30. Несущие леса
31. Основание
32. Секция фюзеляжа
33. Стрелка
34. Стрелка
35. Продольный шов
36. Продольный шов
37. Продольный шов
38. Продольный шов
39. Продольный шов
40. Продольный шов
41. Каркас пола
42. Краевая область
43. Краевая область
44. Опорная балка пола
45. Опорная балка пола
46. Система технической оснастки
47. Система технической оснастки
48. Система технической оснастки
49. Подъемная платформа
50. Рабочий
51. Стрелка
52. Верхняя сторона (каркаса пола)
53. Опора
54. Опора
55. Нижняя сторона (каркаса пола)
56. Подъемное устройство
57. Стрелка
58. Нижняя обшивка
59. Грузовой пол
60. Система технической оснастки
Изобретение относится к области авиастроения, более конкретно к способу изготовления отсека фюзеляжа воздушного судна. Способ изготовления отсека фюзеляжа, образуемого элементом обшивки, в частности верхней обшивкой (4) и нижней обшивкой (20), а также каркасом (13) пола, заключается в том, что выполняют термоизоляцию поверхности в области элемента обшивки, затем устанавливают системы (1-3, 10-12, 22-24) технической оснастки в элемент обшивки и каркас пола. Далее собирают элемент обшивки и каркас пола в секцию (32) фюзеляжа. При этом в системы технической оснастки входят электрические и гидравлические линии, магистрали кондиционирования воздуха, электрические и гидравлические устройства, санитарное и буфетно-кухонное оборудование. Технический результат заключается в упрощении установки технических систем при сборке фюзеляжа. 8 з.п. ф-лы, 6 ил.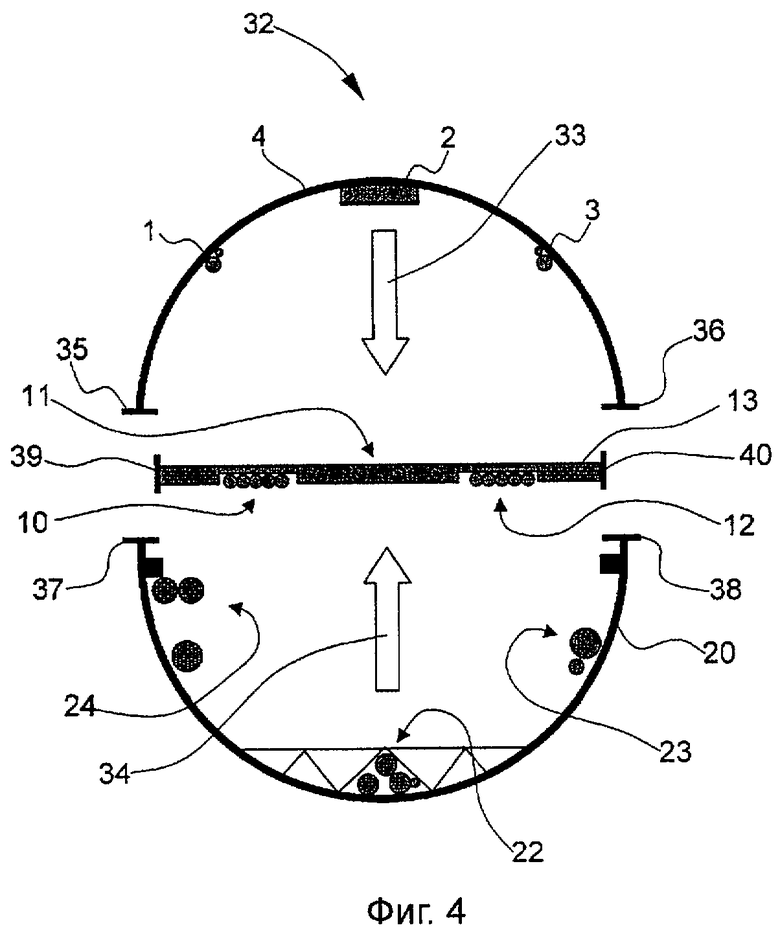
1. Способ изготовления отсека фюзеляжа воздушного судна с использованием комплексной сборки оснастки и конструкции из по меньшей мере одной секции (32) фюзеляжа, образуемой по меньшей мере одним элементом обшивки, в частности верхней обшивкой (4) и нижней обшивкой (20, 58), а также по меньшей мере одним каркасом (13, 41) пола, состоящий в том, что по меньшей мере частично выполняют защиту и термоизоляцию поверхности в области по меньшей мере одного элемента обшивки, по меньшей мере частично устанавливают системы (1-3, 10-12, 22-24, 46-48) технической оснастки, в частности электрические и гидравлические линии, магистрали кондиционирования воздуха, электрические и гидравлические устройства, санитарное и буфетно-кухонное оборудование или иные подобные системы в по меньшей мере один элемент обшивки и/или по меньшей мере один каркас (13, 41) пола и собирают по меньшей мере один элемент обшивки и по меньшей мере один каркас (13, 41) пола в по меньшей мере одну секцию (32) фюзеляжа.
2. Способ по п.1, отличающийся тем, что по меньшей мере одна секция (32) фюзеляжа имеет длину, составляющую самое большее 30 м.
3. Способ по п.1, отличающийся тем, что для завершения сборки фюзеляжа по меньшей мере одну часть фюзеляжа воздушного судна, в частности носовую, среднюю и хвостовую части фюзеляжа выполняют из по меньшей мере одной секции (32) фюзеляжа, при этом отсек фюзеляжа воздушного судна содержит по меньшей мере одну часть фюзеляжа.
4. Способ по п.1, отличающийся тем, что защиту поверхности выполняют по меньшей мере частично до сборки по меньшей мере одного элемента обшивки и по меньшей мере одного каркаса (13, 41) пола в секцию (32) фюзеляжа.
5. Способ по п.1, отличающийся тем, что завершение защиты поверхности выполняют в течение установки систем (1-3, 10-12, 22-24, 46-48) технической оснастки, и/или в течение сборки по меньшей мере одной секции (32) фюзеляжа, и/или в течение завершения сборки фюзеляжа.
6. Способ по п.1, отличающийся тем, что выполнение систем (1-3, 10-12, 22-24, 46-48) технической оснастки завершают после сборки по меньшей мере одного элемента обшивки и по меньшей мере одного каркаса (13, 41) пола.
7. Способ по п.1, отличающийся тем, что секция фюзеляжа образована четырьмя элементами обшивки, в частности нижней обшивкой, двумя боковыми обшивками и верхней обшивкой, а также по меньшей мере одним каркасом (13, 41) пола.
8. Способ по п.1, отличающийся тем, что секция (32) фюзеляжа образована двумя элементами обшивки, в частности нижней обшивкой и верхней обшивкой, а также по меньшей мере одним каркасом (13, 41) пола.
9. Способ по п.1, отличающийся тем, что в нижнюю обшивку по меньшей мере частично устанавливают грузовой пол (59) до установки по меньшей мере одного каркаса (13, 41) пола.
| СПОСОБ СБОРКИ ФЮЗЕЛЯЖА САМОЛЕТА | 1997 |
|
RU2121452C1 |
| DE 10339507 A1, 24.03.2005 | |||
| СПОСОБ ПОВЫШЕНИЯ СОХРАННОСТИ ЩЕНКОВ ПУШНЫХ ЗВЕРЕЙ | 2008 |
|
RU2374894C2 |
| СПОСОБ СБОРКИ ФЮЗЕЛЯЖА ЛЕТАТЕЛЬНОГО АППАРАТА | 1989 |
|
SU1655071A1 |
| US 4479621 A, 30.10.1984. | |||

