Область техники, к которой относится изобретение
Изобретение относится к способу изготовления конструкции фюзеляжа воздушного судна, согласно которому соединяют между собой несколько последовательно расположенных секций фюзеляжа.
Уровень техники
В настоящее время фюзеляжные секции воздушного судна до сих пор изготавливают проверенным на практике способом изготовления оболочки с использованием листов из алюминиевого сплава. В зависимости от типа воздушного судна и требуемого диаметра фюзеляжа фюзеляжная секция содержит от четырех до восьми оболочечных сегментов, которые, как правило, соединяют заклепками для сборки фюзеляжной секции. Для получения полной фюзеляжной конструкции воздушного судна совмещают несколько последовательных, подготовленных таким образом фюзеляжных секций и окончательно соединяют их.
В процессе получения необходимых продольных шовных соединений между отдельными оболочечными сегментами, при предварительном изготовлении фюзеляжных секций, продольные швы на одном конце фюзеляжной секции не соединяют заклепками в заранее определенных позициях в области поперечных стыков на отрезке, который, как правило, соответствует по меньшей мере шагу между шпангоутами.
Такой не полностью соединенный заклепками отрезок в конце продольного шва служит для выравнивания отклонений от допусков при соединении предварительно изготовленных фюзеляжных секций за счет того, что он обеспечивает возможность незначительного разжима. При этом к неподвижному концу фюзеляжной секции присоединяют еще "гибкую" на начальном участке фюзеляжную секцию, гибкость которой обеспечивают не полностью приклепанные у торца продольные швы на присоединяемой стороне фюзеляжной секции.
Такая возможность компенсации допусков является необходимой, поскольку соединяемые друг с другом фюзеляжные секции имеют большие пространственные размеры и по причине неизбежных допусков на изготовление только в исключительных случаях имеют абсолютно одинаковые диаметры.
Изготовление фюзеляжных секций все в большей степени производят при помощи продольной сварки оболочечных сегментов из алюминиевого сплава с образованием оболочечной конструкции. Альтернативно рассматривается возможность изготавливать бесшовные фюзеляжные секции при помощи известных способов навивки или укладки с программным управлением полимеров, армированных волокном (композиционный материал). Однако в случае применения таких жестких фюзеляжных секций отсутствует возможность компенсации допусков. По этой причине в обоих случаях попеременно комбинируют фюзеляжные секции, полученные способом навивки, или жесткие сварные фюзеляжные секции с фюзеляжными секциями, выполненными из оболочечных сегментов.
Раскрытие изобретения
Задача настоящего изобретения заключается в том, чтобы объединить достоинства традиционной оболочечной конструкции с применением жестких фюзеляжных секций, которые изготавливают при помощи продольной сварки оболочечных сегментов из алюминия или при помощи навивки или укладки композиционных материалов.
Эта задача решена при помощи способа, который включает следующие операции, описанные в п.1 формулы изобретения:
a) изготовление сегмента наружной обшивки, при этом указанный сегмент имеет с нижней стороны сплошной продольный проем,
b) разжим сегмента наружной обшивки для того, чтобы вставить дополнительные компоненты, в частности по меньшей мере один элемент каркаса пола,
c) присоединение сегмента наружной обшивки к уже имеющейся жесткой фюзеляжной секции с образованием частичного поперечного шва,
d) позиционирование предварительно изготовленной нижней оболочки в продольном проеме таким образом, чтобы закрыть сегмент наружной обшивки по периферии проема,
e) дополнение частичного поперечного шва до полного поперечного шва и соединение нижней оболочки с сегментом наружной обшивки с образованием по меньшей мере двух продольных швов и
f) соединение элемента каркаса пола с сегментом наружной обшивки.
Благодаря изготовлению фюзеляжной секции с сегментом наружной обшивки, который вначале открыт снизу, т.е. с сегментом наружной обшивки, содержащим сплошной продольный проем, оказывается возможной компенсация допусков, в случае присоединения фюзеляжной секции к предварительно подготовленной жесткой фюзеляжной секции для получения конструкции фюзеляжа воздушного судна. Для этой цели оболочку наружной обшивки в зоне соединения, начиная со сквозного продольного проема, по мере необходимости разжимают или сжимают таким образом, чтобы получить бесшовное соединение с жесткой, предварительно подготовленной фюзеляжной секцией, в частности, имеющей фиксированный диаметр. При этом соединение фюзеляжных секций друг с другом в области поперечного шва осуществляют известным способом при помощи соединительных накладок поперечного шва.
Подготовленная фюзеляжная секция может представлять собой фюзеляжную секцию, которая изготовлена способом сварки по меньшей мере двух оболочечных сегментов из алюминиевого сплава с образованием продольных швов или получена в цельной форме из армированного волокном пластика способом навивки или укладки. Для изготовления фюзеляжных секций известными способами навивки и/или укладки предпочтительно используют эпоксидные смолы, армированные угольным волокном. Сваривание алюминиевых оболочечных сегментов предпочтительно осуществляют способом ротационной сварки трением, чтобы обеспечить высокое качество продольного шва, механические свойства которого сравнимы с механическими свойствами цельного материала. Альтернативно фюзеляжная секция может быть изготовлена с использованием листов материала Glare®, т.е. из слоистой структуры чередующихся, склеенных по всей поверхности тонких листов из алюминиевого сплава и слоев пластика, армированного стекловолокном. В этом случае образование продольного шва получают при помощи заклепывания, свинчивания или склеивания, чтобы ограничить тепловую нагрузку на материал Glare®. В исключительных случаях, когда листы Glare® имеют специальные соединительные участки, возможно непосредственное соединение, в частности, при помощи ротационной сварки трением. Комбинация традиционных листов из алюминиевого сплава с листами Glare® возможна без всяких затруднений. В случае комбинации металлической конструкции с композиционными материалами на основе углеволокна (гибридная конструкция) следует принимать во внимание проблемы коррозии, которая может возникать в области контакта между алюминиевыми материалами и композиционным материалом.
Присоединение следующей фюзеляжной секции к уже имеющимся фюзеляжным секциям способом согласно изобретению осуществляют, выполняя несколько операций.
Прежде всего, предварительно изготавливают сегмент наружной обшивки, который согласно изобретению содержит в нижней части сплошной продольный проем. Поверхность поперечного сечения сегмента наружной обшивки образует часть окружности или сегмент дуги, равный примерно 280°.
Для ввода элемента каркаса пола или других конструктивных компонентов (опорных балок, шпангоутов и т.п.) сегмент наружной обшивки можно раздвигать в области продольного проема до такой степени, чтобы ввести элемент каркаса пола во внутреннее пространство сегмента наружной обшивки. Временную фиксацию положения элемента каркаса пола до его постоянного соединения с сегментом наружной обшивки осуществляют при помощи множества кронштейнов, которые шарнирно присоединены к верхней части сегмента наружной обшивки.
Затем сегмент наружной обшивки присоединяют к подготовленной фюзеляжной секции, что, как правило, выполняют, надвигая присоединяемую фюзеляжную секцию на так называемые поперечные стыковые накладки, которые расположены на подготовленной фюзеляжной секции. Присоединение сегмента наружной обшивки всегда осуществляют таким образом, чтобы в обоих направлениях от верхней стороны получать частичный поперечный шов, а волнистость или складчатость, которые могут образовываться вследствие отклонений от допусков сохраняющего гибкость сегмента наружной обшивки, постепенно разглаживать или сдвигать вниз по обеим сторонам. При этом сплошной продольный проем в области сегмента наружной обшивки позволяет компенсировать допуски за счет незначительного разжима или сжатия обеих боковин сегмента наружной обшивки, который сохраняет гибкость на этой стадии. Затем в нижний продольный проем сегмента наружной обшивки помещают и устанавливают предпочтительно полностью подготовленную нижнюю оболочку, в результате сегмент наружной обшивки дополняется с образованием наружной обшивки, которая закрыта по периферии. К этому времени нижняя оболочка уже снабжена всеми стрингерными профилями и сегментами кольцевых шпангоутов.
Далее следует дополнение частичного поперечного шва в нижней части до полного кругового поперечного шва и соединение нижней оболочки с сегментом наружной обшивки с образованием по меньшей мере двух продольных швов, при этом сегмент наружной обшивки превращается в законченную фюзеляжную секцию. Параллельно или по окончании этой операции внутренние элементы жесткости, в частности, имеющие форму стрингеров и сегментов кольцевых шпангоутов, присоединяют при помощи стрингерных накладок или шпангоутных соединительных элементов. Альтернативно через продольный проем можно также вводить полные замкнутые кольцевые шпангоуты и присоединять их с внутренней стороны к сегменту наружной обшивки.
В заключение к сегменту наружной обшивки присоединяют элементы каркаса пола и в случае необходимости - опорные балки, предназначенные для поддержания каркаса пола, получая при этом законченное соединение опорной рамы пола. В зависимости от материалов, соединяемых в каждом конкретном случае, все процессы соединения осуществляют при помощи заклепывания, свинчивания, склеивания или сваривания, в частности способом ротационной сварки трением.
Сегмент наружной обшивки с продольным разрезом предпочтительно изготавливают с применением армированного волокном пластика, в частности эпоксидной смолы, армированной угольным волокном, известным способом навивки. Данный способ включает раскладку полимерного материала, армированного волокном, на сердечнике, при этом стрингерные профили, проходящие в продольном направлении, в процессе навивки предпочтительно становятся неотъемлемыми частями сегмента наружной обшивки. Отверждение всей конструкции предпочтительно проводят в автоклаве за одну операцию. Кольцевые шпангоуты или сегменты кольцевых шпангоутов, необходимые для усиления конструкции, дополнительно вводят в сегмент наружной обшивки на отдельной технологической операции и прочно соединяют с внутренней стороной сегмента наружной обшивки. В том случае, когда кольцевой шпангоут не является монолитным, сегменты кольцевых шпангоутов соединяют друг с другом при помощи соединительных элементов.
Описанная здесь открытая конструкция со сплошным продольным проемом за счет простоты удаления сердечника в значительной степени облегчает изготовление сегмента наружной обшивки способом навивки по сравнению с изготовлением полностью закрытой секции, при этом возможно изготовление более длинных цилиндрических секций способом навивки.
Нижнюю оболочку предварительно изготавливают, в случае применения армированных волокном пластиков, как правило, не способом навивки или укладки, а путем послойного нанесения армированных волокном пластиков на соответствующую форму, расположенную, по существу, горизонтально, при этом предпочтительно одновременно формуют стрингерные профили. На другой технологической операции с внутренней стороны выполняют соединение сегментов кольцевых шпангоутов и соответствующих необходимых поперечных балок с внутренней стороной наружной обшивки нижней оболочки. Соединение различных компонентов можно производить по выбору при помощи заклепывания, свинчивания, склеивания или любой комбинации этих способов.
Альтернативно сегмент наружной обшивки и/или используемую в нем нижнюю оболочку можно изготавливать в классической алюминиевой конструкции, например, используя листы из алюминиевого сплава. В этом случае продольные швы между оболочечными сегментами для получения сегмента наружной обшивки изготавливают предпочтительно при помощи ротационной сварки трением. Альтернативно соединение можно также выполнять при помощи заклепывания, свинчивания, склеивания или любой комбинации этих способов. Присоединение стрингерных профилей и сегментов кольцевых шпангоутов к оболочечным сегментам или к внешней обшивке нижней оболочки осуществляют известным способом при помощи заклепывания, свинчивания или склеивания. Необходимые дополнительные поперечные балки также вводят в нижнюю оболочку.
В том случае, когда по меньшей мере отдельные участки сегмента наружной обшивки и/или нижней оболочки изготовлены из листов Glare®, соединение известными способами сварки можно производить только в тех случаях, когда листы Glare® содержат соединительные области, предназначенные для термической сварки, чтобы исключить повреждение слоистой структуры Glare® от действия высокой температуры и обусловленные им потери прочности.
Другие предпочтительные особенности способа охарактеризованы в соответствующих пунктах формулы изобретения.
Краткое описание чертежей
На прилагаемых чертежах представлены:
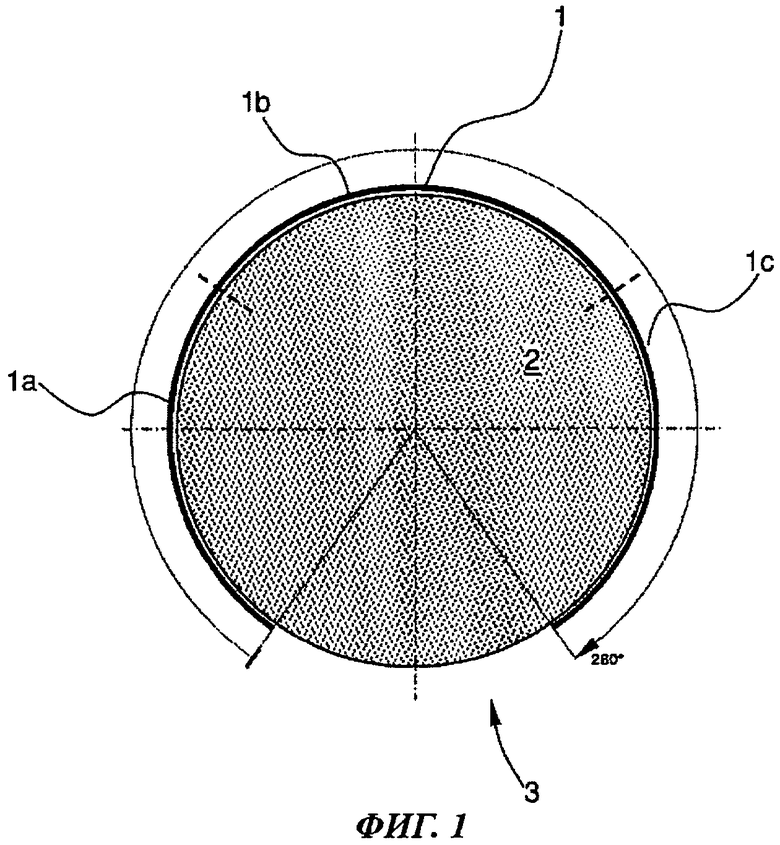
Фиг.1: Схематическое изображение поперечного разреза открытого снизу сегмента наружной обшивки, изготовленного из пластика, армированного волокном, на навивочном сердечнике.
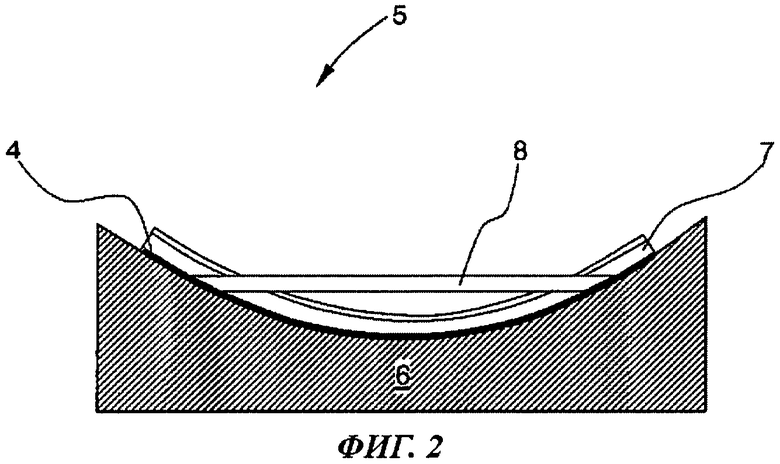
Фиг.2: Изображение поперечного разреза наружной обшивки для нижней оболочки, изготовленной из армированного волокном пластика, с формой для ее укладки.
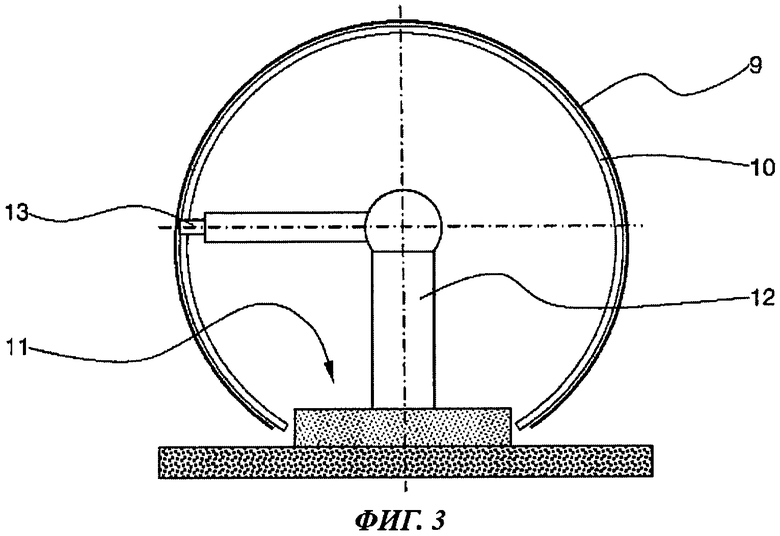
Фиг.3: Вид сбоку сегмента наружной обшивки с расположенным внутри него манипуляционным устройством для обработки.
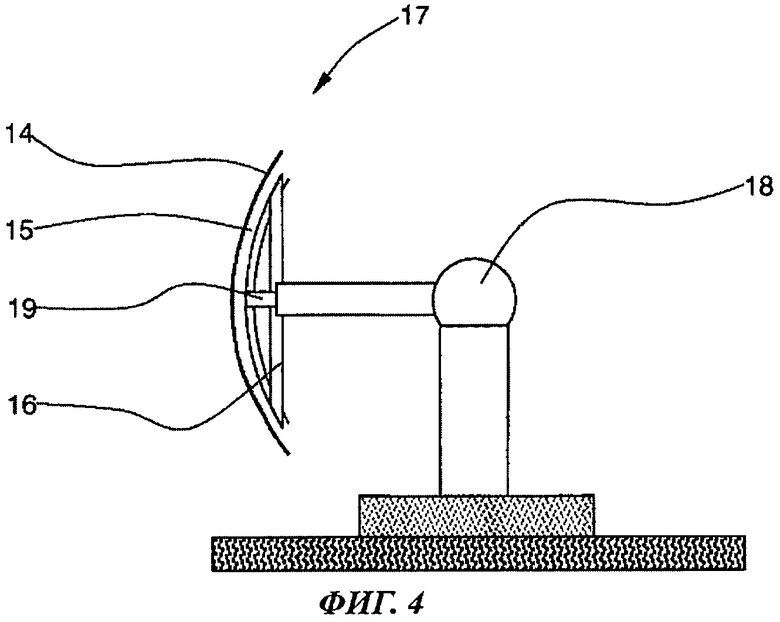
Фиг.4: Вид сбоку нижней оболочки с манипуляционным устройством для обработки.
Фиг.5: Вид сбоку сегмента наружной обшивки с подвешенным каркасом пола, с опорными балками и подведенной нижней оболочкой.
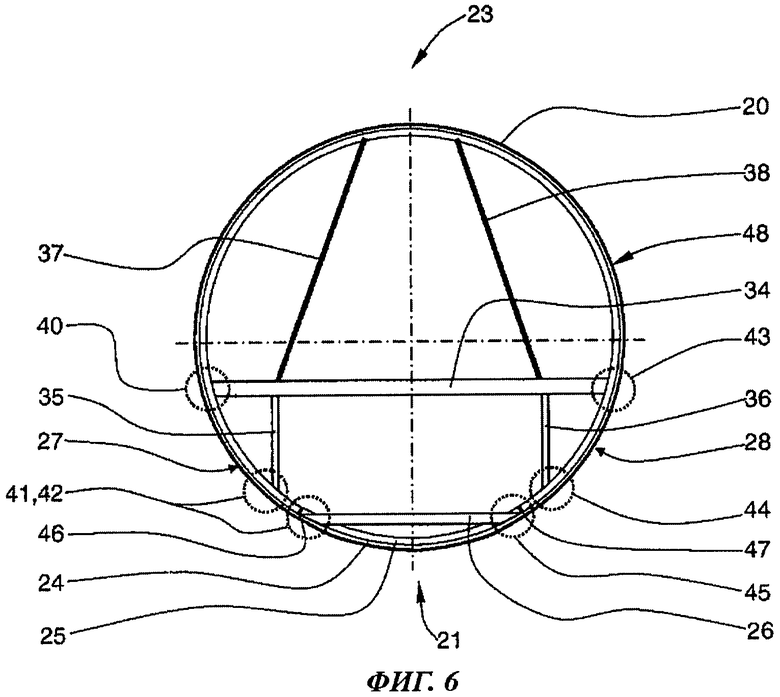
Фиг.6: Вид сбоку сегмента наружной обшивки согласно Фиг.5 с присоединенной нижней оболочкой.
Осуществление изобретения
На Фиг.1 показано схематическое изображение поперечного разреза сегмента 1 наружной обшивки, изготовленного из армированного волокном пластика.
На первой технологической операции изготавливают сегмент 1 наружной обшивки, например, на навивочном сердечнике 2 известным способом укладки (раскладки) или навивки армированного волокном пластика, в частности эпоксидной смолы, армированной угольным волокном. В процессе такой навивки как единое целое с сегментом 1 наружной обшивки формируются не показанные на Фиг.1 стрингерные профили, которые проходят в продольном направлении сегмента 1 наружной обшивки, т.е. перпендикулярно плоскости чертежа. Для компенсации допусков стенка наружной обшивки с нижней стороны имеет сплошной продольный проем 3 (продольный разрез), проходящий перпендикулярно плоскости чертежа. Не показанная на Фиг.1 поверхность поперечного сечения сегмента 1 наружной обшивки предпочтительно образует часть окружности примерно в 280° или содержит угол раствора 80°. Возможны также другие значения угла раствора, если они позволяют вставить в сегмент 1 наружной обшивки каркас пола и другие внутренние компоненты путем разжима сегмента 1 наружной обшивки.
Альтернативно можно также изготавливать сегмент 1 наружной обшивки в классической алюминиевой конструкции, например, из оболочечных сегментов 1а, 1b, 1с, которые выполнены из листов из алюминиевого сплава, листов Glare® или их комбинации. В такой конструкции оболочечные сегменты 1а, 1b, 1с предпочтительно соединяют способом ротационной сварки трением, накладывая два продольных шва, как показано двумя радиальными штриховыми линиями, таким образом, чтобы с учетом их диаметра получалась "жесткая" фюзеляжная секция. Вместо трехчастного сегментирования для изготовления сегмента наружной обшивки можно использовать также два, четыре или любое количество оболочечных сегментов.
На Фиг.2 показано также сильно схематизированное изображение поперечного разреза предварительно изготовленной нижней оболочки 5 для сегмента 4 наружной обшивки в состоянии съема с пресс-формы. Сегмент 4 наружной обшивки изготавливают, например, в пресс-форме 6 путем послойного наложения армированного волокном пластика, в частности эпоксидной смолы, армированной угольным волокном, при этом формируют также как единое целое с сегментом 4 наружной обшивки не показанные стрингерные профили. Далее производят, например, отверждение всей конструкции в автоклаве. На следующей операции производят окончание изготовления нижней оболочки 5 путем присоединения сегмента 7 кольцевого шпангоута и поперечной балки 8, которые обозначены ссылочным номером, репрезентативным для остальных аналогичных деталей. Сегмент 7 кольцевого шпангоута и поперечную балку 8 предпочтительно изготавливают из того же самого армированного волокном пластика, что и сегмент наружной обшивки.
Сегменты 1, 4 наружной обшивки, стрингерные профили, сегменты кольцевых шпангоутов, а также поперечные балки, в принципе, можно изготавливать из алюминиевых сплавов, Glare®, армированного волокном пластика или из любой комбинации этих материалов. В зависимости от конкретной комбинации материалов осуществляют соединение отдельных компонентов, например, при помощи заклепывания, свинчивания, склеивания, сваривания или комбинации этих способов.
На Фиг.3 показан вид сбоку сегмента 9 наружной обшивки с размещенным в нем инструментом для дальнейшей обработки. Сегмент 9 наружной обшивки, закрепленный в своей позиции при помощи не показанного крепежного устройства, содержит с внутренней стороны кольцевой шпангоут 10 и не показанные стрингерные профили. Через продольный проем 11 в сегмент 9 наружной обшивки можно вводить манипуляционное устройство 12, в частности робот с сочлененной рукой, которая имеет по меньшей мере шесть степеней свободы, с инструментом 13. В зависимости от применяемых материалов инструмент 13 может представлять собой, например, сверлильный, клепальный или сварочный инструмент, клеящий пистолет или любую комбинацию указанных инструментов. Благодаря продольному проему 11, имеется прекрасный доступ к внутренней части сегмента 9 наружной обшивки для ее дальнейшей обработки. Сегмент 9 наружной обшивки может быть изготовлен как в классической алюминиевой конструкции, так и известными способами навивки или укладки армированных волокном пластиков.
На Фиг.4 показан вид сбоку сегмента 14 наружной обшивки, который при помощи не показанного крепежного устройства закреплен для дальнейшей обработки в определенной позиции в пространстве.
Сегмент 14 наружной обшивки содержит сегмент 15 кольцевого шпангоута и поперечную балку 16 и образует нижнюю оболочку 17. Кроме того, на внутренней поверхности сегмента 14 наружной обшивки находится множество не показанных стрингерных профилей, проходящих перпендикулярно плоскости чертежа. Обработку нижней оболочки 17 осуществляют при помощи манипуляционного устройства 18 с инструментом 19. Инструмент 19 может представлять собой, например, сверлильный, клепальный, сварочный инструмент или клеящий пистолет. Указанный инструмент может содержать также несколько различных инструментов. Благодаря закреплению нижней оболочки 17 в вертикальном положении, имеется отличный доступ к внутренней стороне нижней обшивки 17 для проведения последующих автоматических или ручных операций технологической обработки.
Дальнейшее описание способа согласно изобретению приводится со ссылками на Фиг.5 и 6.
На Фиг.5 показан процесс сборки фюзеляжной секции 23 из сегмента 20 наружной обшивки с продольной прорезью согласно изобретению путем установки предварительно изготовленной нижней оболочки 21 в продольный проем 22 сегмента 20 наружной обшивки. Нижняя оболочка 21 содержит, в частности, сегмент 24 наружной обшивки с углом дуги примерно 80°, сегмент 25 кольцевого шпангоута и поперечную балку 26.
Однако указанную операцию сборки выполняют только после того, как сегмент 20 наружной обшивки будет соединен с другой предварительно изготовленной, не показанной на Фиг.5, фюзеляжной секцией с получением частичного поперечного шва для того, чтобы иметь возможность радиального допуска за счет разжима или сжатия двух боковин 27, 28 в направлении стрелок 29-32. При этом частичный поперечный шов проходит по дуге, угол которой, по существу, соответствует углу дуги сегмента 20 наружной обшивки, т.е. в показанном примере осуществления - по углу дуги, примерно равному 280° (см. Фиг.1).
Перед получением частичного поперечного шва между фюзеляжной секцией 23 и не показанной следующей фюзеляжной секцией внутри сегмента 20 наружной обшивки предварительно закрепляют элемент 34 каркаса пола и две опорные балки 35, 36. Кроме того, через продольный проем 22 сегмента 20 наружной обшивки для облегчения монтажа могут быть введены другие компоненты, например полные кольцевые шпангоуты, сегменты кольцевых шпангоутов, продольные элементы жесткости (стрингерные профили), а также всевозможные магистрали (например, подающие и отводящие трубопроводы, электрические провода, оптические кабели и т.п.). Временное крепление элемента 34 каркаса пола и опорных балок 35, 36 производят при помощи кронштейнов 37, 38, которые шарнирно прикреплены к верхней части сегмента 20 наружной обшивки.
На Фиг.6 показана законченная фюзеляжная секция 23 в направлении вертикальной стрелки 39, полученная в результате установки нижней оболочки 21 в продольный проем 22 сегмента 20 наружной обшивки. На участках 40-45, которые обозначены шестью пунктирными кружками, выполняют окончательные соединительные операции для получения фюзеляжной секции 23. При этом, в частности, на участках 41, 45 выполняют два продольных шва 46, 47, которые проходят до полного кругового, проходящего сзади поперечного шва 48 или до дополняемого поперечного шва 33.
В зависимости от применяемых материалов соединительные швы можно получить, например, при помощи заклепывания, свинчивания, ротационной сварки трением, склеивания или любой комбинации этих способов.
Перечень ссылочных обозначений:
1 Сегмент наружной обшивки (верхняя часть оболочки 280°)
1а Оболочечный сегмент
1b Оболочечный сегмент
1с Оболочечный сегмент
2 Навивочный сердечник
3 Продольный проем
4 Сегмент наружной обшивки (нижняя оболочка)
5 Нижняя оболочка
6 Пресс-форма
7 Сегмент кольцевого шпангоута
8 Поперечная балка
9 Сегмент наружной обшивки
10 Кольцевой шпангоут
11 Продольный проем
12 Манипуляционное устройство
13 Инструмент
14 Сегмент наружной обшивки
15 Сегмент кольцевого шпангоута
16 Поперечная балка
17 Нижняя оболочка
18 Манипуляционное устройство
19 Инструмент
20 Сегмент наружной обшивки (верхняя часть оболочки 280°)
21 Нижняя оболочка
22 Продольный проем
23 Фюзеляжная секция
24 Сегмент наружной обшивки (нижняя оболочка)
25 Сегмент кольцевого шпангоута
26 Поперечная балка
27 Боковина
28 Боковина
29 Стрелка
30 Стрелка
31 Стрелка
32 Стрелка
33 Частичный поперечный шов
34 Каркас пола
35 Опорная балка
36 Опорная балка
37 Кронштейн
38 Кронштейн
39 Стрелка
40 Участок
41 Участок
42 Участок
43 Участок
44 Участок
45 Участок
46 Продольный шов
47 Продольный шов
48 Поперечный шов (полный круговой)
При изготовлении конструкции фюзеляжа воздушного судна соединяют несколько последовательно расположенных фюзеляжных секций, выполняя при этом следующие операции: а) изготовление сегмента (1, 4, 9, 14, 20) наружной обшивки, при этом указанный сегмент имеет с нижней стороны сплошной продольный проем (3, 11, 22); b) разжим сегмента наружной обшивки для того, чтобы вставить элемент (34) каркаса пола; с) присоединение сегмента наружной обшивки к уже имеющейся жесткой фюзеляжной секции (23) с образованием частичного поперечного шва (33); d) позиционирование предварительно изготовленной нижней оболочки (5, 17, 21) в продольном проеме таким образом, чтобы закрыть сегмент наружной обшивки; е) дополнение частичного поперечного шва до полного поперечного шва (48) и соединение нижней оболочки с сегментом наружной обшивки с образованием двух продольных швов (46, 47); f) соединение элемента (34) каркаса пола с сегментом наружной обшивки. Обеспечивается возможность компенсации допусков при присоединении фюзеляжной секции к предварительно подготовленной жесткой фюзеляжной секции для получения конструкции фюзеляжа воздушного судна. 10 з.п. ф-лы, 6 ил.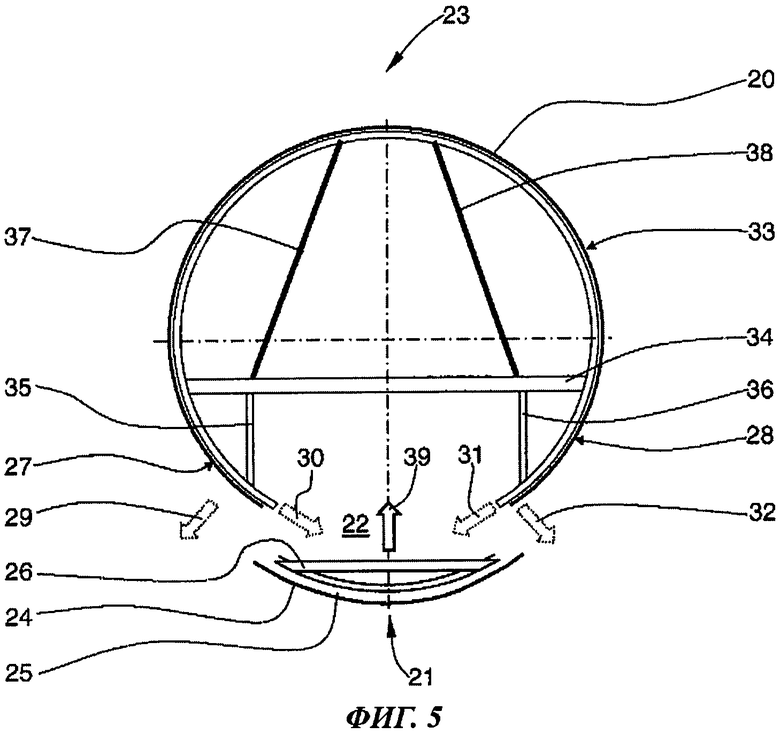
1. Способ изготовления конструкции фюзеляжа воздушного судна, согласно которому соединяют между собой несколько последовательно расположенных секций фюзеляжа, содержащий этапы, на которых:
a) изготавливают сегмент (1, 4, 9, 14, 20) наружной обшивки, при этом указанный сегмент имеет с нижней стороны сплошной продольный проем (3, 11, 22),
b) разжимают сегмент (1, 4, 9, 14, 20) наружной обшивки для того, чтобы вставить по меньшей мере один элемент (34) каркаса пола,
c) присоединяют сегменты (1, 4, 9, 14, 20) наружной обшивки к имеющейся жесткой фюзеляжной секции (23) с образованием частичного поперечного шва (33),
d) позиционируют предварительно изготовленную нижнюю оболочку (5, 17, 21) в продольном проеме (3, 11, 22) таким образом, чтобы закрыть сегмент (1, 4, 9, 14, 20) наружной обшивки по периферии проема,
e) дополняют частичный поперечный шов (33) до полного поперечного шва (48) и соединяют нижнюю оболочку (5, 17, 21) с сегментом (1, 4, 9, 14, 20) наружной обшивки с образованием по меньшей мере двух продольных швов (46, 47) и
f) соединяют элемент (34) каркаса пола с сегментом (1, 4, 9, 14, 20) наружной обшивки.
2. Способ по п.1, отличающийся тем, что для завершения конструкции фюзеляжа присоединяют дополнительные секции фюзеляжа.
3. Способ по п.1, отличающийся тем, что по меньшей мере один элемент (34) каркаса пола подвешивают для фиксации его положения перед соединением при помощи по меньшей мере двух кронштейнов (37, 38).
4. Способ по п.1, отличающийся тем, что сегмент (1, 4, 9, 14, 20) наружной обшивки образует часть окружности, составляющую примерно 280°.
5. Способ по п.1, отличающийся тем, что нижнюю оболочку (5, 17, 21) снабжают с внутренней стороны множеством продольных элементов жесткости, в частности, множеством стрингерных профилей и множеством сегментов (7, 15, 25) кольцевых шпангоутов.
6. Способ по п.1, отличающийся тем, что нижнюю оболочку (5, 17, 21) изготавливают из армированного волокном пластика, из алюминиевого сплава, из алюминия, армированного стекловолокном (материал Glare®) или из любой комбинации указанных материалов.
7. Способ по п.1, отличающийся тем, что поперечные и продольные швы и соединение по меньшей мере одного элемента (34) каркаса пола с сегментом (1, 4, 9, 14, 20) наружной обшивки выполняют при помощи заклепывания, свинчивания, склеивания или любой комбинации указанных способов.
8. Способ по п.1, отличающийся тем, что сегмент (1, 4, 9, 14, 20) наружной обшивки изготавливают из армированного волокном пластика, при этом с внутренней стороны формируют множество продольных элементов жесткости, в частности стрингерных профилей.
9. Способ по п.8, отличающийся тем, что на внутренней стороне сегмента (1, 4, 9, 14, 20) наружной обшивки устанавливают множество сегментов (7, 15, 25) кольцевых шпангоутов.
10. Способ по п.1, отличающийся тем, что сегмент (1, 4, 9, 14, 20) наружной обшивки изготавливают по меньшей мере из двух оболочечных сегментов (1a, 1b, 1с), при этом указанные оболочечные сегменты (1a, 1b, 1с) изготовлены из алюминиевого сплава и/или из алюминия, армированного стекловолокном (материал Glare®), причем указанные оболочечные сегменты (1a, 1b, 1с) соединяют по меньшей мере одним продольным швом путем сварки, в частности ротационной сваркой трением.
11. Способ по п.10, отличающийся тем, что по меньшей мере два оболочечных сегмента снабжают с внутренней стороны множеством продольных элементов жесткости, в частности множеством стрингерных профилей и множеством сегментов (7, 15, 25) кольцевых шпангоутов.
| WO 2007057411 A1, 24.05.2007 | |||
| US 6408517 B1, 25.06.2002 | |||
| US 2006162140 A1, 27.07.2006 | |||
| СПОСОБ ПОЛУЧЕНИЯ ДИНИТРИЛОВ | 2004 |
|
RU2326863C2 |
| US 6481096 B2, 19.11.2002 | |||
| US 2002007548 A1, 24.01.2002. | |||

