Настоящее изобретение относится в целом к способу обработки поверхности режущего инструмента, более конкретно к способу поверхностной обработки слоя керамического покрытия режущего инструмента с помощью электронного пучка.
Керамика широко используется как материал покрытия для твердосплавных режущих инструментов, так как ее механические свойства нелегко ухудшить даже при высоких температурах. Хотя существует множество керамических кроющих материалов, среди таких материалов особенно хорошо известен оксид алюминия (Al2O3) за его отличную термостабильность, твердость и износостойкость.
Из различных фаз оксида алюминия фаза α-Al2O3 имеет отличную термостойкость и износостойкость. Таким образом, на поверхности режущего инструмента предпочтительно формировать слой покрытия из α-Al2O3. Однако сформировать слой α-Al2O3 на поверхности режущего инструмента труднее, чем слой κ-Al2O3. Кроме того, слой покрытия из α-Al2O3 можно образовать только после того, как на основание режущего инструмента будет нанесен определенный материал покрытия, такой как TiCNO. Рассматривалось превращение слоя покрытия в фазе κ-Al2O3, который отливается на поверхности режущего инструмента, в фазу α. Однако это трудно осуществимо, так как такое превращение требует сначала образовать на поверхности режущего инструмента слой покрытия из κ-Al2O3, расплавить режущий инструмент при температуре выше 2000°C и затем мгновенно охладить режущий инструмент. Также режущий инструмент, плавящийся при температуре выше 2000 градусов Цельсия, можно мгновенно охладить. Поэтому в качестве покрытия из оксида алюминия традиционно использовали слой κ-Al2O3.
Режущий инструмент с сильной шероховатостью поверхности обычно имеет высокое сопротивление резанию и легко прилипает к детали. Поэтому срок службы снижается. Такое керамическое покрытие как α-Al2O3, имеет плохую шероховатость поверхности по сравнению с другими материалами для покрытий для режущего инструмента. Таким образом, такое керамическое покрытие требует обработки поверхности, чтобы получить улучшенную шероховатость поверхности. Известны различные способы обработки поверхности для снижения шероховатости поверхности, такие как дробеструйная обработка, шлифовка, чистка щетками и т.д.
Однако керамический материал для покрытия, такой как α-Al2O3, плохо подвергается поверхностной обработке вышеупомянутыми способами из-за его твердости. Так, требуется много времени и усилий для проведения таких операций поверхностной обработки. Кроме того, она снижает шероховатость поверхности лишь в ограниченной степени.
Настоящее изобретение решает вышеуказанные проблемы. Одной задачей настоящего изобретения является создание простого и надежного способа формирования α-Al2O3 слоя покрытия на поверхности режущего инструмента.
Другой задачей настоящего изобретения является создание простого и надежного способа значительного снижения шероховатости поверхности слоя α-Al2O3 керамического покрытия, образованного на режущем инструменте.
Кроме того, настоящее изобретение относится к режущему инструменту с улучшенным α-Al2O3 слоем покрытия на его поверхности.
Чтобы достичь вышеназванные и другие задачи, способ обработки поверхности согласно настоящему изобретению включает этапы, на которых осуществляют:
нанесение одного или более слоев керамического покрытия на поверхность режущего инструмента и
мгновенное расплавление по меньшей мере части крайнего слоя керамического покрытия посредством облучения электронным пучком керамического покрытия.
Крайний слой одного или более слоев керамического покрытия может быть слоем α-Al2O3 или TiN слоем, находящимся на слое κ-Al2O3. Часть κ-Al2O3 слоя покрытия мгновенно расплавляется в результате облучения электронным пучком и затем при застывании превращается в α-Al2O3. Кроме того, слой TiN испаряется при облучении электронным пучком. По меньшей мере часть слоя κ-Al2O3, который находится под слоем TiN, мгновенно расплавляется и превращается в α-Al2O3.
Далее, крайний слой одного или более слоев керамического покрытия может быть слоем α-Al2O3 или слоем TiN, находящимся на слое α-Al2O3. Слой α-Al2O3 керамического покрытия застывает, и его поверхность выравнивается поверхностным натяжением, возникающим, когда по меньшей мере часть слоя α-Al2O3 керамического покрытия расплавляется облучением электронным пучком. В результате шероховатость его поверхности можно с выгодой уменьшить. TiN-слой покрытия испаряется при облучении электронным пучком, и также расплавляется по меньшей мере часть слоя α-Al2O3, который находится под слоем TiN. В силу этого слой α-Al2O3 керамического покрытия застывает с выравниванием его поверхности поверхностным натяжением. Таким образом, можно ожидать отличного снижения шероховатости поверхности.
Сущность изобретения поясняется на чертежах, где:
фиг.1 - вид в перспективе обычной фрезы с режущей пластиной;
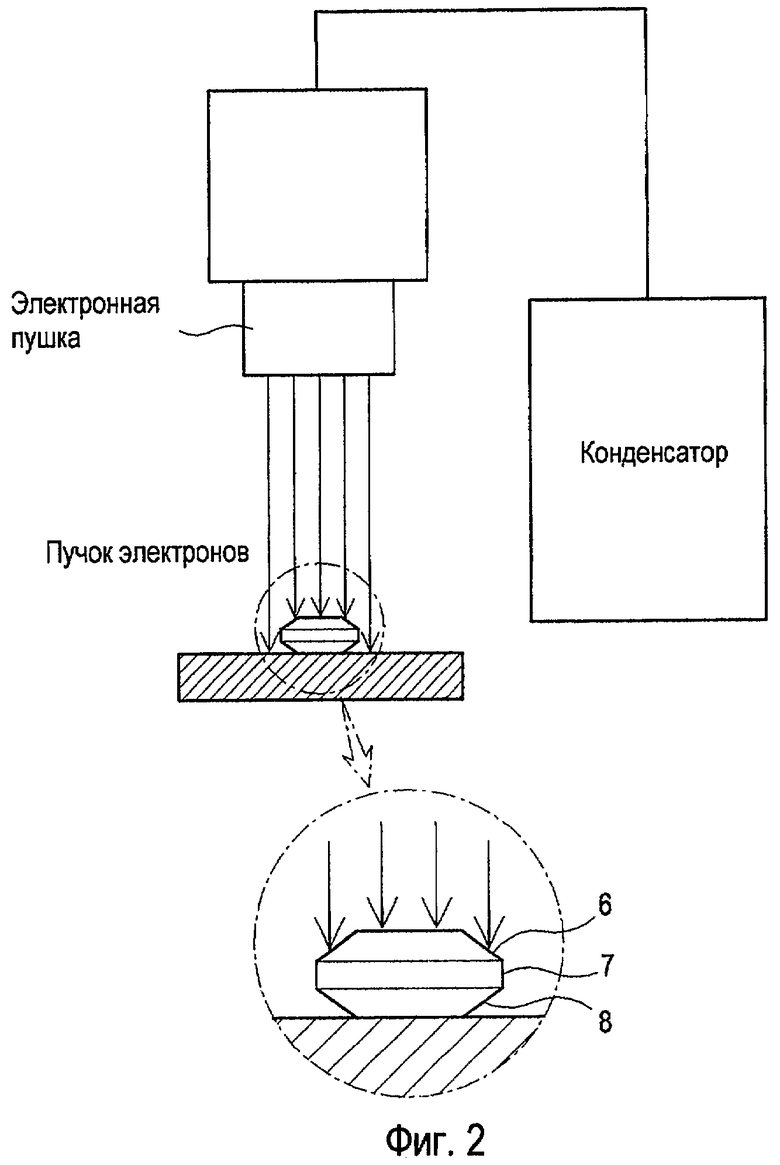
фиг.2 - схема способа обработки поверхности в соответствии с одним вариантом осуществления настоящего изобретения;
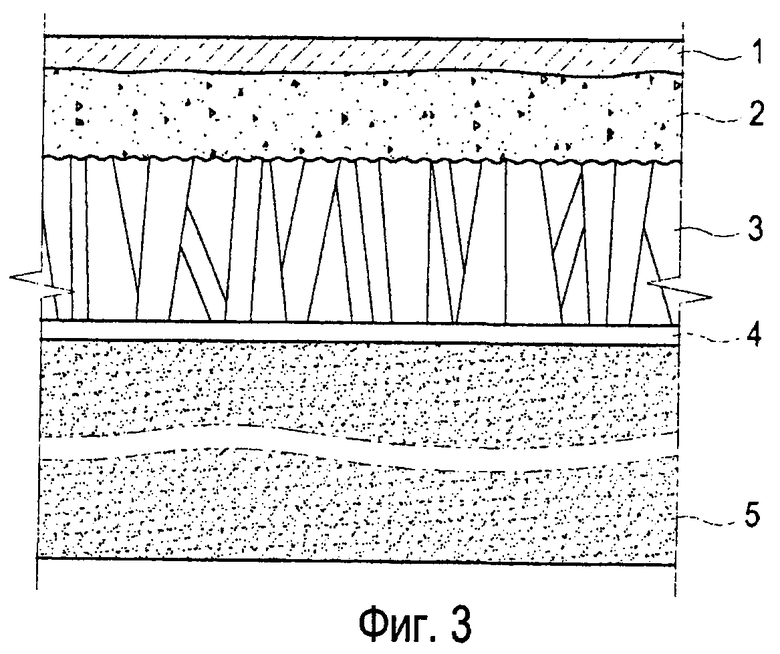
фиг.3 - поперечный разрез, показывающий слои керамического слоя режущей пластины после обработки поверхности электронным пучком;
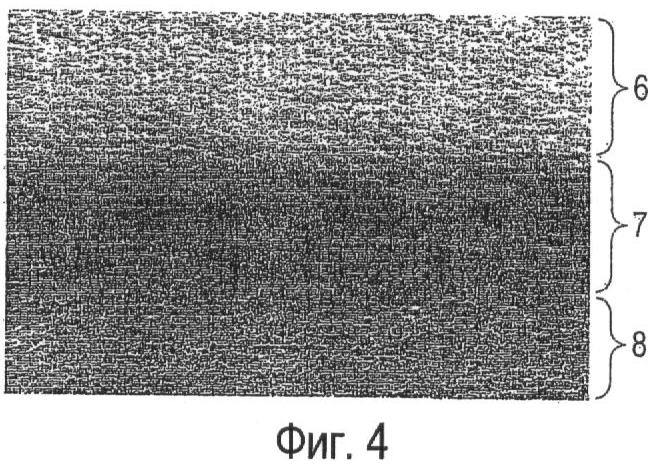
фиг.4 - фотография в увеличении режущей пластины, покрытой слоем κ-Al2O3;
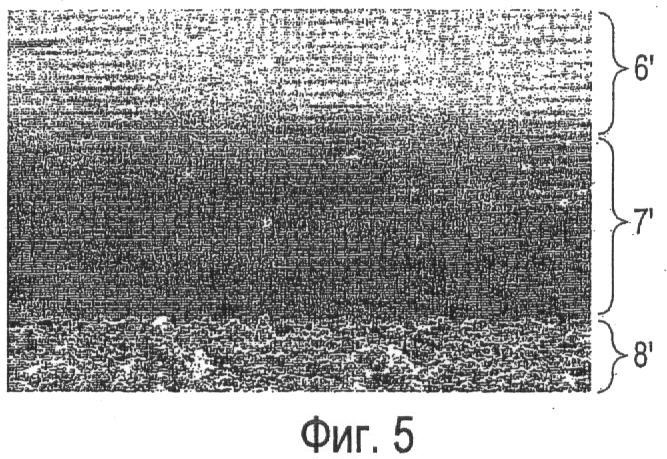
фиг.5 - фотография в увеличении режущей пластины с фиг.3, сделанная после обработки поверхности электронным пучком.
Далее с обращением к приложенным чертежам будет описан способ обработки поверхности согласно настоящему изобретению с применением облучения электронным пучком.
Были изучены методы, которыми можно эффективно обработать поверхность оксидалюминиевого покрытия режущего инструмента. Кроме того, они изучили методы, которыми можно преобразовать α-Al2O3 слой покрытия в слой α-Al2O3 простым и надежным способом, не повреждая основание режущего инструмента и другие слои покрытия на нем.
Предпринимались попытки повысить жесткость металлического режущего инструмента или поверхности металлических слоев покрытия путем облучения поверхности тепловой энергией, например лазером. Задачей этого было распределить некоторые элементы, составляющие такой металлический материал, по поверхности. Однако попытки термически регулировать шероховатость поверхности керамического покрытия, которое является очень термостойким, еще не предпринимались. Были исследованы возможности термического регулирования состояния поверхности керамического покрытия.
Например, была исследована возможность регулирования шероховатости поверхности керамического покрытия режущего инструмента, используя лазерный луч. Однако было обнаружено, что этот способ совершенно непригоден. То есть, когда луч лазера CO или YAG, который имеет высокую энергию и который трудно контролировать, облучает поверхность режущей пластины с покрытием, то и керамический слой покрытия, и основание находятся под действием лазерного луча, плавящего и деформирующего режущий инструмент. Кроме того, так как лазерный луч, имеющий маленькую зону облучения, излучает свою энергию на относительно широкую поверхность режущего инструмента, сканирование поверхности режущего инструмента занимает слишком много времени. Далее, такая обработка поверхности не может однородно обработать поверхность обрабатываемого объекта, оставляя, таким образом, изгибы на поверхности. Следовательно, такая поверхностная обработка не подходит для применения с режущей пластиной.
Напротив, в отличие от лазерного луча, электронный пучок способен облучать большие поверхности, так как зона облучения электронного пучка не ограничена малыми зонами облучения. Соответственно, электронный пучок может снизить время, необходимое для обработки поверхности, и может обеспечить однородную обработку по всей поверхности обрабатываемого объекта. Кроме того, электронный пучок можно регулировать так, чтобы преобразовывалась только часть крайнего слоя покрытия режущего инструмента без повреждения основания или любого другого слоя покрытия режущего инструмента.
Сущность изобретения поясняется на чертежах, где:
На фиг.1 показана в перспективе фреза с режущей пластиной. На поверхности режущей пластины образовано керамическое покрытие. Керамическое покрытие нанесено на поверхность пластины на определенную толщину с применением известных способов, таких как CVD, PVD и т.п.
На фиг.2 представлен пример устройства для осуществления способа обработки поверхности согласно настоящему изобретению с помощью электронного пучка. При обработке поверхности электронным пучком используется устройство, генерирующее электронный пучок, которое содержит конденсатор для источника электронного пучка, управляющую часть, электронную пушку и т.д. При обработке поверхности электронным пучком покрытую керамикой режущую пластину сначала помещают внутрь устройства, генерирующего электронный пучок. Затем к внутренней части устройства, генерирующего электронный пучок, прикладывается вакуум, и туда вводится соответствующее количество газообразного аргона или газообразного азота, сохраняя внутри уровень вакуума 0,05 Па. После этого создается электронный пучок диаметром от 50 мм до 100 мм с диапазоном катодного напряжения 25-34 кВ. Электронный пучок, испускаемый из электронной пушки, ускоряется в форме термоэлектронов, которые разряжаются через короткое время (теоретически примерно от 1 до 5 стотысячных долей секунды) на керамическом покрытии режущего инструмента. В зависимости от состояния поверхностной реакции керамического покрытия, электронный пучок может испускаться повторно примерно 1-10 раз.
Термоэлектрон, который столкнулся с поверхностью режущего инструмента, мгновенно создает большое тепло, так как кинетическая энергия ускоренного электрона превращается в тепловую энергию. Температура крайнего слоя керамического покрытия в этот момент может повыситься до примерно 4000°C. Крайний керамический слой покрытия мгновенно расплавляется от поверхности до по меньшей мере некоторой глубины (1-5 мкм). Если крайним слоем керамического покрытия является слой κ-Al2O3, то определенная часть глубины (микроны) слоя превращается в слой α-Al2O3 в результате мгновенного плавления и отверждения κ-Al2O3. Кроме того, если крайним слоем покрытия является слой TiN, осажденный на κ-Al2O3, то слой TiN испаряется в результате облучения электронным пучком. Также часть прилегающего слоя κ-Al2O3 превращается в α-Al2O3 при мгновенном плавлении и застывании. Предпочтительно, один или более слоев керамического покрытия могут быть составными слоями карбонитрида титана, образованными на основании режущего инструмента, и слоем κ-Al2O3, образованным на составных слоях карбонитрида титана. Альтернативно, они могут быть составными слоями карбонитрида титана, образованными на основании режущего инструмента, и слоем κ-Al2O3/TiN, образованным на составных слоях карбонитрида титана. Кроме того, предпочтительно, чтобы один или более слоев керамического покрытия имел порядок укладки, смотря от основания режущего инструмента, TiN/MTCN/TiCN/κ-Al2O3 или TiN/MTCN/TiCN/κ-Al2O3/TiN. Слой κ-Al2O3 покрытия имеет толщину примерно от 2 мкм до 12 мкм, и по меньшей мере от 1 мкм до 4 мкм толщины κ-Al2O3 превращается в слой α-Al2O3 покрытия в результате облучения электронным пучком. Далее, если крайним слоем керамического покрытия является слой α-Al2O3, то шероховатость поверхности будет снижена, так как его поверхность отверждается и затем выравнивается поверхностным натяжением, возникающим при плавлении некоторой части толщины (микроны) слоя α-Al2O3 керамического покрытия. Альтернативно, если крайним слоем покрытия является слой TiN, осажденный на α-Al2O3, то шероховатость поверхности уменьшается, поскольку крайний TiN-слой покрытия испаряется излучением электронного пучка, и по меньшей мере часть слоя α-Al2O3 покрытия под ним застывает и выравнивается поверхностным натяжением, возникающим, когда некоторая часть толщины (микроны) слоя α-Al2O3 керамического покрытия мгновенно расплавляется после испарения крайнего TiN-слоя покрытия. Предпочтительно, один или более слоев керамического покрытия могут быть составными слоями карбонитрида титана, образованными на основании режущего инструмента, и слоем TiCNO/α-Al2O3, образованным на составных слоях карбонитрида титана. Альтернативно, они могут быть составными слоями карбонитрида титана, образованными на основании режущего инструмента, и слоем TiCNO/α-Al2O3/TiN, образованным на составных слоях карбонитрида титана. Кроме того, один или более слоев керамического покрытия могут быть составными слоями карбонитрида титана, образованными на основании режущего инструмента, и слоем TiCO/α-Al2O3, образованным на составных слоях карбонитрида титана. Альтернативно, они могут быть составными слоями карбонитрида титана, образованными на основании режущего инструмента, и слоем TiCO/α-Al2O3/TiN, образованным на составных слоях карбонитрида титана. Кроме того, предпочтительно, чтобы один или более слоев керамического покрытия имел порядок укладки одного или более слоев керамического покрытия TiN/MTCN/TiCN/TiCNO/α-Al2O3 или TiN/MTCN/TiCN/TiCNO/α-Al2O3/TiN, смотря от основания режущего инструмента. Также предпочтительно, чтобы один или более слоев керамического покрытия имел порядок укладки одного или более слоев керамического покрытия ΗN/MTCN/TiCN/TiCO/α-Al2O3 или TiN/MTCN/TiCN/TiCO/α-Al2O3/TiN, смотря от основания режущего инструмента.
На фиг.3 показан поперечный разрез, показывающий слои керамического покрытия режущей пластины. В соответствии с настоящим изобретением электронный пучок облучает слои керамического покрытия (1-4), и часть крайнего κ-Al2O3 слоя (2) превращается в слой α-Al2O3 (1). Альтернативно, если крайним слоем покрытия является TiN, то слой TiN будет испаряться теплом, и по меньшей мере наружная часть слоя κ-Al2O3 покрытия превратится в слой α-Al2O3 1. Так как электронный пучок излучает очень короткое время и реагирует только до некоторой глубины (микроны) поверхности покрытия, другие слои (3 и 4) покрытия под слоем α-Al2O3 или тело режущего инструмента (5) не испытывают действия электронного пучка.
Кроме того, шероховатость поверхности покрытия режущего инструмента преимущественно уменьшается до ниже Ra 0,15 мкм, после того как слой керамического покрытия снова отвердел с выравниванием поверхности поверхностным натяжением. На фиг.4 и 5 показаны фотографии режущей пластины с фиг.3 в увеличении 500, полученные на сканирующем электронном микроскопе (СЭМ), сделанные до и после обработки поверхности электронным пучком. Фиг.4 является фотографией, показывающей часть поверхности (6) верхнего наклона, часть (7) режущей кромки и боковую поверхность (8) режущей пластины, покрытой κ-Al2O3, до испускания электронного пучка. На фиг.5 показано, что слой κ-Al2O3, выполненный на поверхности (6) верхнего наклона и части (7) режущей кромки, превратился в α-Al2O3 слои (6' и 7') после облучения электронным пучком. Согласно фиг.4 и 5 подтверждается, что шероховатость поверхности участков (6' и 7'), которые превратились в α-Al2O3, с выгодой уменьшилась по сравнению с участками (6 и 7), которые не были преобразованы.
Далее описаны тестовые примеры режущего инструмента, которые подверглись поверхностной обработке электронным пучком в соответствии с настоящим изобретением.
Испытание 1
Были проведены испытания, описанные ниже, на режущие характеристики режущего инструмента, который в соответствии с настоящим изобретением был обработан электронным пучком.
Измеряли срок службы каждого режущего инструмента, причем срок службы определен как время, прошедшее до того, как степень износа режущей кромки режущего инструмента достигло 0,25 мм. Если при резке произойдет разлом или скалывание режущей пластины, то срок службы определяется как время до разлома или скалывания.
В испытании на режущие характеристики использовались режущие пластины A и B, причем режущая пластина A является режущей пластиной для токарной обработки CNMG120412 согласно стандарту ISO, с покрытием TiN/MTCN/TiCN/κ-Al2O3, нанесенным методом CVD, а режущая пластина B является такой же режущей пластиной для токарной обработки согласно стандарту ISO, что и режущая пластина A, но с покрытием TiN/MTCN/TiCN/κ-Al2O3/TiN, нанесенным CVD. Испытания проводились на режущих пластинах A и B с обработкой их поверхности электронным пучком и без обработки поверхности электронным пучком, соответственно.
Поверхность режущей пластины для токарной обработки, обработанная электронным пучком, показывает преобразование, в котором примерно 1,5 мкм слоя κ-Al2O3 покрытия было преобразовано в α-фазу. Кроме того, когда крайним слоем покрытия был TiN, слой TiN испарялся, и примерно 1,5 мкм слоя κ-Al2O3 под ним превращалось в α-фазу.
Условия резки были следующими: скорость резки (v)=400 об/мин, скорость подачи (f)=0,25 мм/об и глубина резки (d)=2,0 мм. Кроме того, каждую режущую пластину испытывали на резку серого чугуна размером 90×90×200 мм. Результаты испытаний показаны ниже в таблице 1.
мокрая
условия резки: v=400 об/мин, f=0,25 мм/об, d=2,0 мм
Как можно видеть из таблицы 1, срок службы режущих пластин A и B, поверхности которых не были обработаны электронным пучком, заканчивался поломкой или скалыванием, прежде чем степень износа режущей кромки достигнет 0,25 мм. С другой стороны, режущие пластины A и B, поверхности которых были обработаны электронным пучком, не обнаруживали ни разлома, ни скалывания до того, как степень их износа достигала 0,25 мм, и они были пригодны для работы даже после того, как начиналось образование разлома или скалывания.
Испытание 2
Для испытания использовались режущие пластины A и B, причем режущая пластина A является режущей пластиной CNMG120412 для токарной обработки согласно стандарту ISO, с нанесенным методом CVD покрытием TiN/MTCN/TiCN/κ-Al2O3, а режущая пластина B является такой же режущей пластиной для токарной обработки, как режущая пластина A согласно стандарту ISO, с нанесенным методом CVD покрытием TiN/MTCN/TiCN/κ-Al2O3/TiN. Деталью в испытании была углеродистая сталь, а остальные условия испытания были такими же, как в испытании 1. Результаты испытания показаны ниже в таблице 2.
мокрая
условия резки: v=400 об/мин, f=0,25 мм/об, d=2,0 мм
Как можно видеть из таблицы 2, срок службы режущих пластин A и B, поверхности которых не были обработаны электронным пучком, ниже, чем у режущей пластины A и режущей пластины B, поверхность которых обрабатывалась электронным пучком.
Как можно видеть из таблиц 1 и 2, режущий инструмент, поверхность которого обработана электронным пучком в соответствии с настоящим изобретением, в тех же условиях резки имеет лучший срок службы по сравнению с режущим инструментом, поверхность которого не обрабатывалась электронным пучком. Это является результатом того, что покрытие имеет поверхность, являющуюся микроскопически плоской, благодаря обработке поверхности электронным пучком. Такая обработка снижает сопротивление резанию между деталями, а также прилипание детали к режущему инструменту.
Хотя настоящее изобретение было показано и описано особо со ссылками на примерные варианты его осуществления, специалисты среднего уровня в данной области должны понимать, что могут быть сделаны различные изменения и модификации, не выходя за объем настоящего изобретения.
Согласно способу обработки поверхности электронным пучком по настоящему изобретению, когда крайним слоем керамического покрытия является слой κ-Al2O3, поверхность слоя κ-Al2O3 под действием электронного пучка расплавится на некоторую толщину (микроны), испаряется, отверждается и затем превращается в α-Al2O3. Кроме того, если порядок укладки крайнего слоя керамического покрытия есть последовательно TiN и α-Al2O3, то слой TiN будет испаряться электронным пучком, и по меньшей мере часть крайней поверхности слоя κ-Al2O3 превратится в α-Al2O3. В таком случае другие слои покрытия ниже κ-Al2O3 слоя, и тело режущего инструмента не испытывают воздействия электронного пучка. Таким образом, на поверхности режущего инструмента можно легким и надежным способом сформировать слой α-Al2O3 покрытия.
Кроме того, в соответствии со способом по настоящему изобретению обработки поверхности электронным пучком, когда крайним слоем керамического покрытия является слой α-Al2O3, по меньшей мере часть его расплавится. Затем расплавленная поверхность затвердеет с выравниванием поверхности поверхностным натяжением, возникающим в условиях плавления. Таким образом, шероховатость поверхности кроющего слоя можно с выгодой снизить. Далее, если порядок укладки крайнего слоя керамического кроющего слоя есть TiN и α-Al2O3 последовательно, то слой TiN будет испаряться электронным пучком, и по меньшей мере часть крайней поверхности слоя α-Al2O3 расплавится, причем его расплавленная поверхность затвердеет с выравниванием поверхности поверхностным натяжением, возникающим в условиях плавления. Таким образом, шероховатость поверхности покрытия можно с выгодой уменьшить. Таким образом, слой α-Al2O3 покрытия образуется на поверхности режущего инструмента простым и надежным способом. Кроме того, сниженная шероховатость поверхности уменьшает сопротивление резанию и прилипание к детали, что гарантирует режущему инструменту значительно улучшенный срок службы инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2018 |
|
RU2766635C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2018 |
|
RU2766604C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С CVD-ПОКРЫТИЕМ СО СЛОЕМ k-Al2O3 ТЕКСТУРЫ { 0 0 1} | 2017 |
|
RU2669134C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2014 |
|
RU2635055C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С CVD-ПОКРЫТИЕМ | 2017 |
|
RU2736039C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2014 |
|
RU2643754C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2018 |
|
RU2758424C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ХОГФ-ПОКРЫТИЕМ | 2015 |
|
RU2704949C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2015 |
|
RU2655414C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2019 |
|
RU2769502C1 |
Изобретение относится к способу поверхностной обработки слоя керамического покрытия режущего инструмента с помощью электронного пучка и к режущему инструменту. Способ включает получение керамического покрытия с крайним слоем κ-Al2O3 или TiN, расположенным на κ-Al2O3 слое, или α-Al2O3, или TiN, расположенным на α-Al2O3 слое, и проводят облучение электронным пучком керамического покрытия для мгновенного расплавления по меньшей мере части крайнего слоя. Режущий инструмент с многослойным керамическим покрытием, который содержит слой κ-Al2O3 и крайний слой α-Al2O3, при этом слой α-Al2O3 получен за счет преобразования части слоя κ-Al2O3 во время облучения электронным пучком. Снижается шероховатость поверхности и уменьшается сопротивление резанию и прилипание к детали, что обеспечивает режущему инструменту более длительный срок службы. 2 н. и 14 з.п. ф-лы, 5 ил., 2 табл.
1. Способ обработки поверхности режущего инструмента, в котором получают керамическое покрытие с крайним слоем κ-Al2O3 или TiN, расположенным на κ-Al2O3 слое, или α-Al2O3, или TiN, расположенным на α-Al2O3 слое, и проводят облучение электронным пучком керамического покрытия для мгновенного расплавления по меньшей мере части крайнего слоя.
2. Способ по п.1, в котором при получении керамического покрытия с крайним слоем κ-Al2O3 по меньшей мере часть слоя κ-Al2O3 превращается в α-Al2O3.
3. Способ по п.1, в котором при получении керамического покрытия с крайним слоем TiN, осажденным на слое κ-Al2O3, по меньшей мере часть TiN-слоя испаряется в результате облучения электронным пучком, а слой κ-Al2O3 под его действием превращается в α-Al2O3.
4. Способ по п.1, в котором получают керамическое покрытие, состоящее из образованного на основании режущего инструмента множества слоев карбонитрида титана и крайнего слоя κ-Al2O3, образованного на слоях карбонитрида титана, или состоящее из образованного на основании режущего инструмента множества слоев карбонитрида титана и крайних слоев κ-Al2O3/TiN, образованных на слоях карбонитрида титана.
5. Способ по п.1, в котором получают керамическое покрытие, состоящее из образованного на основании режущего инструмента множества слоев из карбонитрида титана и слоев TiCNO/α-Al2O3, образованных на слоях карбонитрида титана, или состоящее из образованного на основании режущего инструмента множества слоев карбонитрида титана и слоев TiCNO/α-Al2O3/TiN, образованных на слоях карбонитрида титана.
6. Способ по п.1, в котором получают керамическое покрытие, состоящее из образованного на основании режущего инструмента множества слоев карбонитрида титана, и слоев TiCO/α-Al2O3, образованных на слоях карбонитрида титана, или состоящее из образованного на основании режущего инструмента множества слоев карбонитрида титана, и слоев TiCO/α-Al2O3/TiN, образованных на слоях карбонитрида титана.
7. Способ по п.1, в котором слой κ-Al2O3 покрытия имеет толщину от 2 до 15 мкм.
8. Способ по п.7, в котором по меньшей мере от 1 до 4 мкм толщины слоя κ-Al2O3 покрытия в результате облучения электронным пучком превращается в слой α-Al2O3.
9. Способ по п.1, причем порядок укладки керамического слоя покрытия есть, начиная от основания режущего инструмента, TiN/MTCN/TiCN/κ-Al2O3 или TiN/MTCN/TiCN/κ-Al2O3/TiN.
10. Способ по п.1, в котором порядок укладки керамического слоя покрытия есть, начиная от основания режущего инструмента, TiN/MTCN/TiCN/TiCNO/α-Al2O3 или TiN/MTCN/TiCN/TiCNO/α-Al2O3/TiN.
11. Способ по п.1, в котором порядок укладки керамического слоя покрытия есть TiN/MTCN/TiCN/TiCO/α-Al2O3 или TiN/MTCN/TiCN/TiCO/α-Al2O3/TiN, начиная от основания режущего инструмента.
12. Способ по любому из пп.1-11, в котором электронный пучок диаметром от 50 до 100 мм испускают с мощностью от 25 до 45 кВ.
13. Способ по любому из пп.1-8, в котором электронный пучок испускают 1-10 раз, в зависимости от реакционного состояния поверхности керамического покрытия.
14. Способ по любому из пп.1-8, в котором электронный пучок испускают генератором электронного пучка в вакууме с введением газообразного аргона или азота.
15. Режущий инструмент с многослойным керамическим покрытием, который содержит слой κ-Al2O3 и крайний слой α-Al2O3, при этом слой α-Al2O3 получен за счет преобразования части слоя κ-Al2O3 во время облучения электронным пучком.
16. Инструмент по п.15, в котором слой κ-Al2O3 покрытия имеет толщину от 2 до 12 мкм, а слой α-Al2O3 имеет толщину от 1 до 4 мкм.
| СПОСОБ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ ОБРАБОТКИ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ И КЕРАМИКИ | 1995 |
|
RU2092611C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2206432C2 |
| ДЕТАЛЬ И СПОСОБ НАНЕСЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА НЕЕ | 1997 |
|
RU2194798C2 |
| US 6623876 B1, 23.09.2003 | |||
| WO 9519457 A1, 20.07.1995. | |||

