ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[001] Настоящее изобретение относится к режущему инструменту с покрытием.
УРОВЕНЬ ТЕХНИКИ
[002] Обычно режущий инструмент с покрытием, формируемый путем химического парофазного осаждения слоя покрытия на поверхность подложки, состоящей, например, из цементированного карбида, известен своим использованием для резания стали, литейного чугуна и т.д. Слой покрытия обычно состоит из единственного слоя одного вида, выбираемого из числа, например, соединений на основе титана (карбидов, нитридов, карбонитридов, карбонатов и карбоксинитридов) и оксида алюминия (электрокорунда), или состоит из множества слоев двух или более видов, выбираемых из перечисленных выше, и такой слой покрытия имеет полную толщину от 3 до 20 мкм.
[003] В патентном документе 1 раскрыт режущий инструмент, в котором на поверхности подложки инструмента, выполненной из цементированного карбида группы WC или кермета группы TiCN, слой соединения Ti формируется в качестве нижнего слоя, и слой Al2O3 предусматривается в качестве верхнего слоя. В патентном документе 1 указано, что такой слой Al2O3 имеет кристаллическую структуру типа κ или типа θ в состоянии, сформированном путем химического парофазного осаждения и подвергнутом модифицирующей обработке таким образом, чтобы он имел посредством термообработки после химического нанесения покрытия осаждением из паров кристаллическую структуру типа α, а также указывает, что такой слой Al2O3 дает дифракционную рентгенограмму, которая показывает четкие дифракционные пики на плоскости (006) и плоскости (018) при рентгеновском дифракционном измерении.
ПЕРЕЧЕНЬ ЦИТИРУЕМЫХ ИСТОЧНИКОВ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[004] Патентный документ 1: JP2004-299021 A
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[005] Увеличение скорости, подачи и глубины реза стало заметным в резании в последнее время, приводя к тенденции уменьшения стойкости инструмента по сравнению с предшествующим уровнем техники. Такая ситуация увеличивает потребность в дополнительном повышении сопротивления износу и сопротивления разрушению инструмента (включая сопротивление выкрашиванию).
[006] В такой ситуации автор настоящего изобретения провел эксперименты с инструментом по вышеупомянутому Патентному документу 1, и результаты подтвердили, что во время резания в инструменте по Патентному документу 1 из-за соскобленных частиц слоя оксида алюминия α-типа легко развивается износ, приводя к проблеме сопротивления износу.
[007] Задачей настоящего изобретения является предложить режущий инструмент с покрытием, имеющий превосходные сопротивление износу и сопротивление разрушению.
РЕШЕНИЕ ПРОБЛЕМЫ
[008] Автор настоящего изобретения применил оригинальность и изобретательность, сосредоточась на кристаллических ориентациях и тем самым оптимизировал кристаллические ориентации, в результате чего нашел, что в режущем инструменте с покрытием можно достичь баланса между сопротивлением износу и сопротивлением разрушению. А именно, автор настоящего изобретения провел исследования в вышеописанной перспективе относительно увеличения стойкости инструмента режущего инструмента с покрытием и обнаружил, что режущий инструмент, имеющий следующую конфигурацию, сфокусированную на кристаллических ориентациях, в частности системах скольжения, обеспечивает увеличение сопротивления износу без потери сопротивления разрушению, в результате чего срок службы такого инструмента может быть увеличен.
[009] В одном аспекте настоящего изобретения предлагается режущий инструмент с покрытием, содержащий: подложку; и слой покрытия, сформированный на поверхности подложки, при этом: слой покрытия содержит по меньшей мере один слой оксида алюминия α-типа; и в поверхности поперечного сечения слоя оксида алюминия α-типа, которая является по существу параллельной поверхности подложки, когда угол, образуемый нормалью к поперечной поверхности и нормалью к плоскости (222) частицы слоя оксида алюминия α-типа, расценивается как разориентировка, и когда площади частиц, каждая из которых имеет разориентировку слоя оксида алюминия α-типа в пределах от 0 градусов или больше до 90 градусов или меньше, определяются как составляющие 100% площади, и площади частиц, каждая из которых имеет разориентировку слоя оксида алюминия α-типа в пределах от 0 градусов или больше до 90 градусов или меньше, делятся на соответствующие 10-градусные уровни, сумма Sa площадей частиц, каждая из которых имеет разориентировку слоя оксида алюминия α-типа в поверхности поперечного сечения в пределах от 20 градусов или больше до менее чем 30 градусов, является максимальной из сумм площадей для всех девяти соответствующих 10-градусных уровней.
[010] В соответствии с одним аспектом настоящего изобретения, имеющего вышеупомянутую конфигурацию, сумма Sa площадей частиц, каждая из которых имеет разориентировку слоя оксида алюминия α-типа в пределах от 20 градусов или больше до менее чем 30 градусов, является максимальной из сумм площадей для всех девяти соответствующих 10-градусных уровней. Следовательно, частицы, каждая из которых имеет разориентировку в пределах от 20 градусов или больше до менее чем 30 градусов, являются доминирующими в слое оксида алюминия α-типа, и высокое сопротивление износу может быть достигнуто без уменьшения сопротивления разрушению режущего инструмента.
[011] Сумма Sa площадей частиц слоя оксида алюминия α-типа, каждая из которых имеет разориентировку в пределах от 20 градусов или больше до менее чем 30 градусов, предпочтительно находится в диапазоне 25% площади≤Sa≤70% площади.
[012] Сумма Sa площадей частиц слоя оксида алюминия α-типа, каждая из которых имеет разориентировку в пределах от 0 градусов или больше до менее чем 10 градусов, предпочтительно находится в диапазоне 10% площади≤Sa≤20% площади.
[013] Средняя толщина слоя оксида алюминия α-типа предпочтительно составляет от 1 мкм или больше до 15 мкм или меньше.
[014] Слой покрытия предпочтительно содержит между подложкой и слоем оксида алюминия α-типа слой соединения Ti, сформированного из элемента Ti и по меньшей мере одного элемента, выбираемого из группы, состоящей из C, N, O и B.
[015] Средняя толщина слоя покрытия предпочтительно составляет от 3 мкм или больше до 30 мкм или меньше, а средняя толщина слоя соединения Ti предпочтительно составляет от 2 мкм или больше до 15 мкм или меньше.
[016] Поверхность поперечного сечения слоя оксида алюминия α-типа может быть определена относительно заданной области передней поверхности или задней поверхности режущего инструмента с покрытием. Поверхность поперечного сечения может быть определена в положении, в котором по меньшей мере 50% слоя оксида алюминия α-типа остается в направлении толщины слоя покрытия. Поверхность поперечного сечения слоя оксида алюминия α-типа является предпочтительно полированной поверхностью.
[017] Подложка может содержать любое из цементированного карбида, кермета, керамики и спеченного кубического нитрида бора.
[018] Вышеописанный режущий инструмент с покрытием может быть режущей пластиной, съемным образом присоединяемой к корпусу инструмента.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
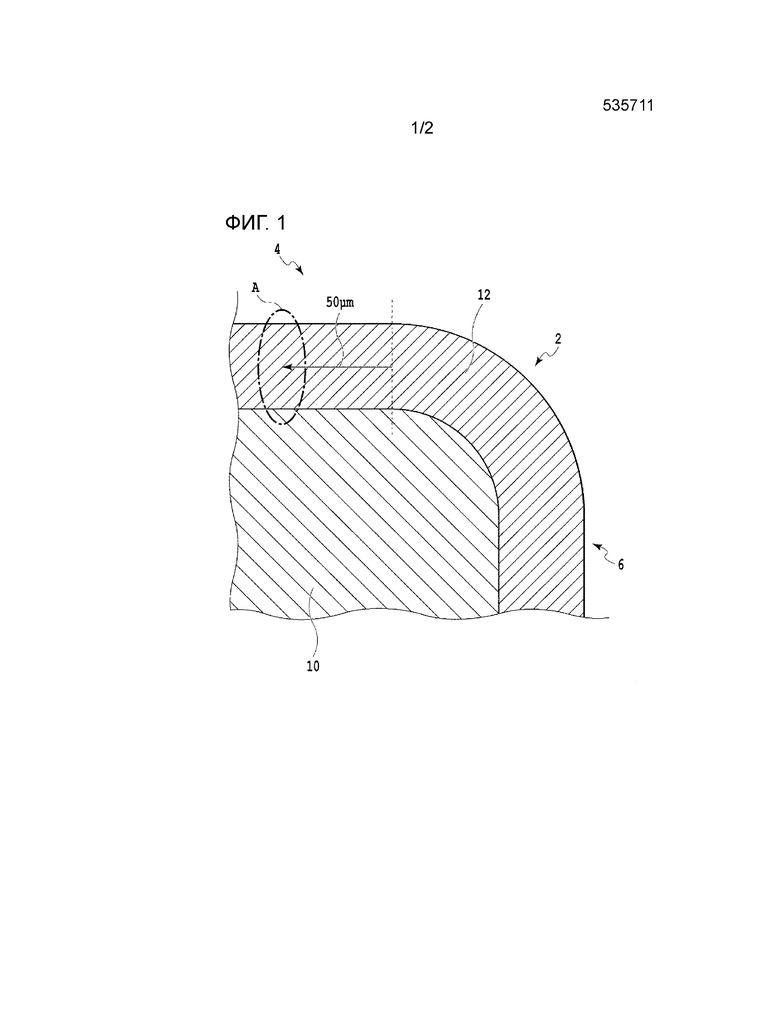
[019] Фиг. 1 представляет собой схематическое поперечное сечение, показывающее часть около края режущего инструмента с покрытием в соответствии с одним вариантом осуществления настоящего изобретения.
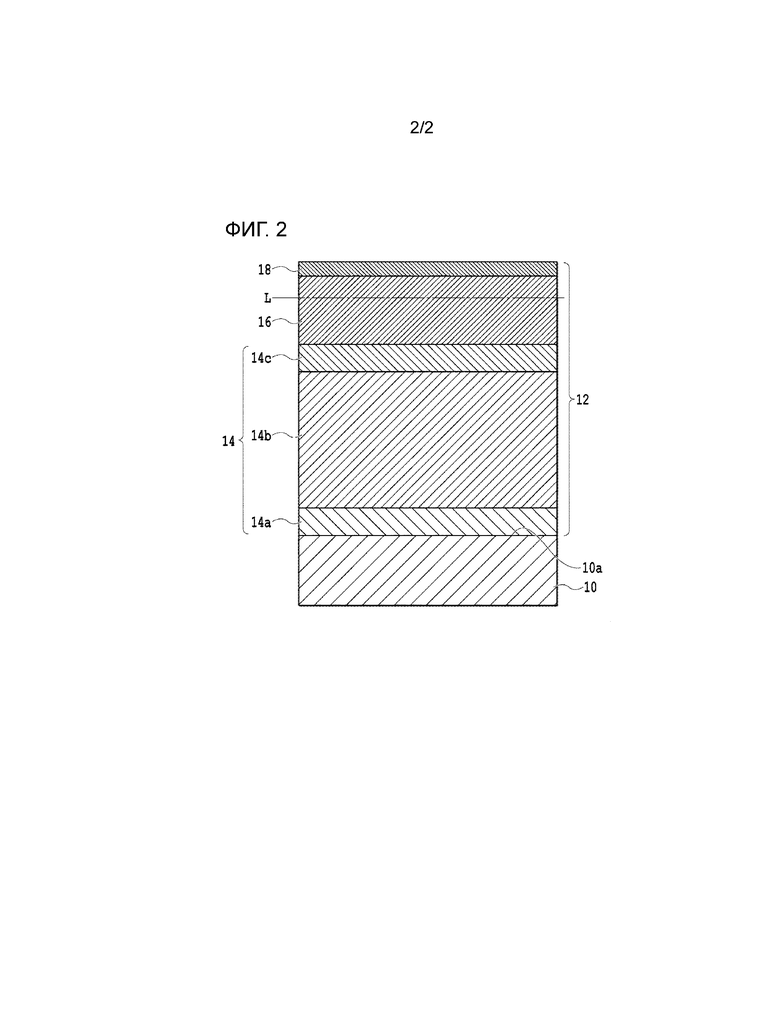
Фиг. 2 представляет собой схематический вид, показывающий одну конфигурацию слоя покрытия режущего инструмента с покрытием, произведенного в соответствии с настоящим изобретением.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[020] <РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ>
Настоящее изобретение направлено на режущий инструмент с покрытием. Режущий инструмент с покрытием включает в себя подложку и слой покрытия, сформированный на поверхности подложки. Режущий инструмент с покрытием может состоять из подложки и слоя покрытия. Режущий инструмент с покрытием включает в себя режущую кромку на пересечении передней поверхности и задней поверхности. Слой покрытия формируется, как минимум, в заданной области, включающей в себя режущую кромку, и предпочтительно формируется так, чтобы он проходил от передней поверхности до задней поверхности режущей кромки, и слой покрытия может быть сформирован на части поверхности подложки и может быть альтернативно сформирован на всей поверхности подложки. Конкретные примеры типов режущего инструмента с покрытием включают в себя индексируемую режущую пластину для фрезы или токарного резца, сверла, торцевой фрезы и т.д.
[021] <ПОДЛОЖКА>
В настоящем изобретении «подложка» может быть сделана, например, из цементированного карбида, кермета, керамики, спеченного кубического нитрида бора, спеченного алмаза, быстрорежущей стали и т.д. В частности, подложка может включать в себя по меньшей мере любой один материал из цементированного карбида, кермета, керамики и спеченного кубического нитрида бора. Подложка может также состоять из любого одного материала из цементированного карбида, кермета, керамики и спеченного кубического нитрида бора. Подложка, состоящая из любого одного материала из цементированного карбида, кермета, керамики и спеченного кубического нитрида бора, является предпочтительной в плане ее превосходного сопротивления износу и сопротивления разрушению.
[022] Поверхности таких подложек могут быть модифицированы. Например, в случае подложки, сделанной из цементированного карбида, слой, не содержащий структур типа β, может быть сформирован на ее поверхности, а в случае подложки, сделанной из кермета, на ней может быть сформирован поверхностный упрочненный слой. Эффект настоящего изобретения обеспечивается даже в том случае, если поверхность подложки была модифицирована таким образом.
[023] <СЛОЙ ПОКРЫТИЯ>
В настоящем изобретении «слой покрытия» предпочтительно имеет среднюю толщину от 3 мкм или больше до 30 мкм или меньше. Если слой покрытия имеет толщину меньше чем 3 мкм, это может привести к недостаточному сопротивлению износу. Если слой покрытия имеет толщину более чем 30 мкм, это может привести к ухудшению адгезии между слоем покрытия и подложкой или к ухудшению сопротивления разрушению режущего инструмента с покрытием. В частности, слой покрытия предпочтительно имеет толщину от 3 мкм или больше до 20 мкм или меньше. Слой покрытия может состоять из единственного слоя, но предпочтительно состоит из множества слоев.
[024] <СЛОЙ ОКСИДА АЛЮМИНИЯ α-ТИПА>
Слой покрытия в соответствии с настоящим изобретением включает в себя по меньшей мере один слой оксида алюминия. Кристаллический тип такого слоя оксида алюминия может быть α-типом (то есть представлять собой треугольный кристалл). Здесь, что касается полированной поверхности слоя оксида алюминия α-типа, по существу параллельного поверхности подложки, угол, образуемый нормалью к полированной поверхности и нормалью к плоскости (222) частицы слоя оксида алюминия α-типа, рассматривается как разориентировка. Кроме того, на этой полированной поверхности площади частиц слоя оксида алюминия α-типа, каждая из которых имеет разориентировку в пределах от 0 градусов или больше до 90 градусов или меньше, рассматриваются как 100% площади. Здесь такие площади частиц слоя оксида алюминия α-типа, каждая из которых имеет разориентировку в пределах от 0 градусов или больше до 90 градусов или меньше, разделяются на соответствующие 10-градусные уровни. Например, если частица имеет разориентировку от 20 градусов или больше до менее чем 30 градусов, площадь такой частицы на полированной поверхности рассматривается как площадь, которая входит в диапазон разориентировки от 20 градусов или больше до менее чем 30 градусов. В результате, что касается слоя оксида алюминия α-типа в слое покрытия, сумма Sa площадей частиц, каждая из которых имеет разориентировку в пределах от 20 градусов или больше до менее чем 30 градусов, является максимальной из сумм площадей для всех девяти уровней. Как можно понять из вышесказанного, слой оксида алюминия α-типа формируется таким образом, что частицы, каждая из которых имеет разориентировку от 20 градусов или больше до менее чем 30 градусов, являются доминирующими, посредством чего сопротивление разрушению (включая сопротивление выкрашиванию) режущего инструмента с покрытием не ухудшается, в то время как сопротивление износу может быть увеличено. Плоскость (222) частицы оксида алюминия α-типа (то есть кристаллического зерна) является плоскостью скольжения, и это означает, что плоскость скольжения является поверхностью, которая становится более параллельной подложке по мере того, как разориентировка приближается к 0 градусов. Соответственно, когда доля частиц, каждая из которых имеет разориентировку в пределах от 0 градусов или больше до менее чем 10 градусов, увеличивается, можно считать, что достигаются превосходные сопротивление выкрашиванию и сопротивление разрушению, в то время как устойчивость к абразивному износу (то есть, сопротивление износу) ухудшается. Тем временем, когда частицы, каждая из которых имеет разориентировку в пределах от 20 градусов или больше до менее чем 30 градусов, являются доминирующими в слое оксида алюминия α-типа, устойчивость к абразивному износу может быть увеличена при сохранении сопротивления выкрашиванию и сопротивления разрушению. Плоскость (222) оксида алюминия α-типа представляется на основе ромбоэдрических осей. Когда способ размещения осей, представляющих кристаллографические плоскости, и сами такие кристаллографические плоскости представляются на основе гексагональных осей, плоскость (222) может быть обозначена как плоскость (006).
[025] В слое оксида алюминия α-типа в соответствии с настоящим изобретением, предполагая, что сумма площадей частиц, каждая из которых имеет разориентировку в пределах от 20 градусов или больше до менее чем 30 градусов, равна Sa, предпочтительно, чтобы выполнялось условие 25% площади≤Sa≤70% площади. Это является предпочтительным потому, что сопротивление износу может быть подходящим образом увеличено без ухудшения сопротивления разрушению. Когда сумма Sa площадей частиц, каждая из которых имеет разориентировку в пределах от 20 градусов или больше до менее чем 30 градусов, составляет меньше чем 25% площади, частицы, каждая из которых имеет разориентировку в пределах от 0 градусов или больше до менее чем 10 градусов, или частицы, каждая из которых имеет разориентировку в пределах от 30 градусов или больше, являются чрезвычайно доминирующими в слое оксида алюминия α-типа, что приводит к тенденции ухудшения сопротивления износу или сопротивления разрушению. С другой стороны, весьма затруднительно увеличить сумму Sa площадей частиц, каждая из которых имеет разориентировку в пределах от 20 градусов или больше до менее чем 30 градусов, так, чтобы она составляла более чем 70% площади.
[026] В слое оксида алюминия α-типа в соответствии с настоящим изобретением, предполагая, что сумма площадей частиц, каждая из которых имеет разориентировку в пределах от 0 градусов или больше до менее чем 10 градусов, на полированной поверхности равна Sb, предпочтительно, чтобы выполнялось условие 10% площади≤Sb≤20% площади. Когда сумма Sb площадей частиц, каждая из которых имеет разориентировку в пределах от 0 градусов или больше до менее чем 10 градусов, составляет менее 10% площади, растрескивание или отслаивание покрытия будет увеличиваться, что может вызвать ухудшение сопротивления выкрашиванию или сопротивления разрушению. Когда сумма Sb площадей частиц, каждая из которых имеет разориентировку в пределах от 0 градусов или больше до менее чем 10 градусов, составляет более 20% площади, это может привести к ухудшению устойчивости к абразивному износу, а именно сопротивления износу.
[027] Слой оксида алюминия α-типа в соответствии с настоящим изобретением предпочтительно имеет среднюю толщину от 1 мкм или больше до 15 мкм или меньше. Если слой оксида алюминия α-типа имеет среднюю толщину менее 1 мкм, устойчивость к износу в виде лунки может ухудшиться на задней поверхности режущей кромки, а если слой оксида алюминия α-типа имеет среднюю толщину более 15 мкм, то будет легко происходить отслаивание, что может привести к ухудшению сопротивления разрушению.
[028] Полированная поверхность слоя оксида алюминия α-типа относится к поверхности слоя оксида алюминия α-типа, получаемой путем полировки режущего инструмента с покрытием в направлении, по существу параллельном (предпочтительно параллельном) к поверхности подложки, до тех пор, пока не появится слой оксида алюминия α-типа. В это время такая полированная поверхность предпочтительно получается в таком положении, в котором в направлении толщины слоя покрытия остается 50% или больше средней толщины слой оксида алюминия α-типа. Более предпочтительно такая полированная поверхность может быть получена в таком положении, в котором в направлении толщины слоя покрытия остается от 50% или больше до 90% или меньше слоя оксида алюминия α-типа. В частности, полированная поверхность может быть зеркально обработанной поверхностью. Примеры способа получения зеркально полированной поверхности слоя оксида алюминия α-типа могут включать в себя способ полировки с использованием алмазной пасты или коллоидного оксида кремния и ионного травления. Однако настоящее изобретение охватывает режущий инструмент с покрытием, имеющий вышеописанную особенность не только в полированной поверхности, но также и в формируемой различными способами поверхности поперечного сечения слоя оксида алюминия α-типа.
[029] Что касается площади относительно ориентации каждой частицы, готовится поверхность поперечного сечения слоя оксида алюминия α-типа, предпочтительно его полированная поверхность, и такая площадь может быть затем измерена с использованием дифрактометра обратного рассеяния электронов (EBSD), присоединенного к сканирующему электронному микроскопу (SEM), полевому эмиссионному сканирующему электронному микроскопу (FE-SEM), и т.д. EBSD используется для определения кристаллической ориентации каждой частицы (то есть, кристалла) слоя оксида алюминия α-типа, и площадь частицы в полированной поверхности, кристаллическая ориентация которой была определена, рассматривается, в зависимости от ее разориентировки, как площадь для любого из соответствующих девяти 10-градусных уровней, которые покрывают диапазон разориентировки от 0 градусов или больше до 90 градусов или меньше, посредством чего для каждого из таких уровней разориентировки может быть получена его доля площади.
[030] Более конкретно, такая доля площади может быть получена следующим способом. Образец, имеющий полированную поверхность слоя оксида алюминия α-типа, устанавливается на полевом эмиссионном сканирующем электронном микроскопе, и образец затем облучается электронным лучом с углом падения 70 градусов при ускоряющем напряжении 15 кВ и токе облучения 0,5 нА. Измерение желательно выполнять при следующих настройках EBSD: диапазон измерений 30 мкм×50 мкм и величина шага 0,1 мкм.
[031] <СЛОЙ СОЕДИНЕНИЯ ТИТАНА>
В дополнение к вышеупомянутому слою оксида алюминия α-типа слой покрытия в соответствии с настоящим изобретением может включать в себя по меньшей мере один слой соединения Ti. Слой соединения Ti предпочтительно обеспечивается для того, чтобы достичь улучшенного сопротивления износу. Слой соединения Ti может быть сформирован в качестве нижнего слоя между подложкой и слоем оксида алюминия α-типа, и альтернативно или дополнительно слой соединения Ti может быть сформирован в качестве верхнего слоя снаружи слоя оксида алюминия α-типа. В частности, слой соединения Ti предпочтительно формируется на поверхности подложки, потому что при этом улучшается адгезия между подложкой и слоем покрытия. Кроме того, слой соединения Ti предпочтительно формируется на самом внешнем слое слоя покрытия, потому что становится легко идентифицировать изношенный угол (то есть изношенную режущую кромку) режущего инструмента. Например, TiN имеет желтоватый цвет, и при его использовании изменение происходит по меньшей мере в блеске. Слой соединения Ti относится к составному слою, включающему в себя элемент Ti в качестве своего существенного компонента, а также по меньшей мере один элемент, выбранный из группы, состоящей из C, N, O и B. Например, слой соединения Ti может состоять по меньшей мере из одного элемента из TiC, TiN, TiCN, TiCO, TiCNO и TiB2. Слой соединения Ti может также включать в себя по меньшей мере один элемент в качестве дополнительного элемента (элементов), выбранный из группы, состоящей из Zr, Hf, V, Nb, Ta, Cr, Mo, W, Al и Si.
[032] Средняя толщина слоя соединения Ti в соответствии с настоящим изобретением предпочтительно составляет от 2 мкм или больше до 15 мкм или меньше. Причина этого заключается в том, что когда средняя толщина слоя соединения Ti составляет менее 2 мкм, сопротивление износу имеет тенденцию к уменьшению, а с другой стороны, когда средняя толщина слоя соединения Ti составляет более 15 мкм, сопротивление разрушению имеет тенденцию к уменьшению. Следует отметить, что когда слой соединения Ti формируется в виде двух слоев - нижнего слоя и верхнего слоя, средняя толщина слоя соединения Ti относится к сумме средних толщин нижнего слоя и верхнего слоя. Кроме того, например, когда формируется множество слоев соединения Ti в качестве нижнего слоя, сумма толщин множества таких слоев может быть включена в толщину слоя соединения Ti.
[033] [СПОСОБ ФОРМИРОВАНИЯ СЛОЯ ПОКРЫТИЯ]
Примеры способа формирования слоев, которые составляют слой покрытия в режущем инструменте с покрытием в соответствии с настоящим изобретением, включают в себя способ, сформулированный ниже.
[034] Например, слой TiN может быть сформирован путем химического осаждения из паровой фазы с составом исходного газа TiCl4: от 5,0 мол.% или больше до 10,0 мол.% или меньше, N2: от 20 мол.% или больше до 60 мол.% или меньше, с остатком из H2, температурой от 850°C или выше до 920°C или ниже, и давлением от 100 гПа или выше до 350 гПа или ниже.
[035] Слой TiCN может быть сформирован путем химического осаждения из паровой фазы с составом исходного газа TiCl4: от 10 мол.% или больше до 15 мол.% или меньше, CH3CN: от 1 мол.% или больше до 3 мол.% или меньше, N2: от 0 мол.% или больше до 20 мол.% или меньше, с остатком из H2, температурой от 850°C или выше до 920°C или ниже, и давлением от 60 гПа или выше до 80 гПа или ниже.
[036] Слой TiC может быть сформирован путем химического осаждения из паровой фазы с составом исходного газа TiCl4: от 1,0 мол.% или больше до 3,0 мол.% или меньше, CH4: от 4,0 мол.% или больше до 6,0 мол.% или меньше, с остатком из H2, температурой от 990°C или выше до 1030°C или ниже, и давлением от 50 гПа или выше до 100 гПа или ниже.
[037] Слой TiAlCNO может быть сформирован путем химического осаждения из паровой фазы с составом исходного газа TiCl4: от 3,0 мол.% или больше до 5,0 мол.% или меньше, AlCl3: от 1,0 мол.% или больше до 2,0 мол.% или меньше; CO: от 0,4 мол.% или больше до 1,0 мол.% или меньше, N2: от 30 мол.% или больше до 40 мол.% или меньше, с остатком из H2, температурой от 975°C или выше до 1025°C или ниже, и давлением от 90 гПа или выше до 110 гПа или ниже.
[038] Слой TiAlCO может быть сформирован путем химического осаждения из паровой фазы с составом исходного газа TiCl4: от 0,5 мол.% или больше до 1,5 мол.% или меньше, AlCl3: от 3,0 мол.% или больше до 5,0 мол.% или меньше; CO: от 2,0 мол.% или больше до 4,0 мол.% или меньше, с остатком из H2, температурой от 975°C или выше до 1025°C или ниже, и давлением от 60 гПа или выше до 100 гПа или ниже.
[039] Слой TiCNO может быть сформирован путем химического осаждения из паровой фазы с составом исходного газа TiCl4: от 3,0 мол.% или больше до 5,0 мол.% или меньше, CO: от 0,4 мол.% или больше до 1,0 мол.% или меньше, N2: от 30 мол.% или больше до 40 мол.% или меньше, с остатком из H2, температурой от 975°C или выше до 1025°C или ниже, и давлением от 90 гПа или выше до 110 гПа или ниже.
[040] Слой TiCO может быть сформирован путем химического осаждения из паровой фазы с составом исходного газа TiCl4: от 0,5 мол.% или больше до 1,5 мол.% или меньше, CO: от 2,0 мол.% или больше до 4,0 мол.% или меньше, с остатком из H2, температурой от 975°C или выше до 1025°C или ниже, и давлением от 60 гПа или выше до 100 гПа или ниже.
[041] Режущий инструмент с покрытием в соответствии с настоящим изобретением, который использует управляемое распределение площадей частиц слоя оксида алюминия α-типа, основанное на уровнях разориентировки, может быть получен, например, с помощью описываемого ниже способа.
[042] Способ для получения слоя покрытия режущего инструмента с покрытием в настоящем изобретении включает в себя в общих чертах три стадии. Сначала слой соединения Ti, состоящий из единственного слоя или множества слоев, формируется в качестве нижнего слоя на поверхности подложки режущего инструмента с покрытием, с помощью, например, вышеописанного способа (первая стадия). Затем, два вида ядер оксида алюминия формируются на поверхности слоя соединения Ti (вторая стадия). Затем слой оксида алюминия α-типа формируется в таком состоянии, в котором такие ядра были сформированы (третья стадия). Кроме того, слой соединения Ti может быть сформирован в качестве самого внешнего слоя (четвертая стадия).
[043] Два вида ядер оксида алюминия представляют собой ядро, сформированное при относительно высокой температуре (именуемое в дальнейшем первым ядром), и ядро, сформированное при температуре ниже, чем для первого ядра (именуемое в дальнейшем вторым ядром). Хотя первое ядро, являющееся одним из двух видов ядер оксида алюминия, будет описано ниже подробно, первое ядро может быть сформировано с небольшим количеством газа C3H6 при высокой температуре (первой заданной температуре). Когда слой оксида алюминия α-типа формируется в состоянии, в котором было сформировано первое ядро, тогда могут быть получены частицы, каждая из которых имеет разориентировку в пределах от 80 градусов или больше до 90 градусов или меньше. Второе ядро, являющееся другим типом ядра оксида алюминия, может быть сформировано с небольшим количеством газа CH4 при низкой температуре (второй заданной температуре). Когда слой оксида алюминия α-типа формируется в состоянии, в котором было сформировано второе ядро, тогда могут быть получены частицы, каждая из которых имеет разориентировку в пределах от 0 градусов или больше до менее чем 10 градусов. Следует отметить, что вторая заданная температура является более низкой, чем первая заданная температура.
[044] В частности, на поверхности слоя соединения Ti формируются два вышеописанных вида ядер оксида алюминия так, чтобы они были смешанными друг с другом, и слой оксида алюминия α-типа формируется со скоростью формирования более медленной, чем при традиционно известных условиях, посредством чего сумма Sa площадей частиц, каждая из которых имеет разориентировку в пределах от 20 градусов или больше до менее чем 30 градусов, может быть максимальной среди всех девяти уровней. Следует отметить, что скорость формирования слоя оксида алюминия α-типа при традиционно известных условиях составляет от 0,8 мкм/час или выше до 1,2 мкм/час или ниже, и задаваемая скорость формирования при традиционно известных условиях составляет от 0,4 мкм/час или выше до 0,7 мкм/час или ниже. Более конкретно, частицы оксида алюминия α-типа по настоящему изобретению могут быть получены с помощью сформулированных ниже стадий. Следует отметить, что нижеописанные стадии (A) и (B) включаются в вышеописанную вторую стадию, а нижеописанная стадия (C) соответствует вышеописанной третьей стадии.
[045] На стадии (A) формируется первое ядро оксида алюминия (именуемого в дальнейшем как Al2O3). Такое первое ядро Al2O3 формируется путем химического осаждения из паровой фазы со следующим составом исходного газа: AlCl3: от 2,1 мол.% или больше до 5,0 мол.% или меньше, CO2: от 2,5 мол.% или больше до 4,0 мол.% или меньше, HCl: от 2,0 мол.% или больше до 3,0 мол.% или меньше, H2S: от 0,28 мол.% или больше до 0,45 мол.% или меньше, C3H6: от 0,05 мол.% или больше до 0,2 мол.% или меньше, с остатком из H2, температурой от 920°C или выше до 950°C или ниже, и давлением от 60 гПа или выше до 80 гПа или ниже.
[046] На стадии (B) формируется второе ядро Al2O3, которое отличается от первого ядра, уже сформированного на стадии (A). Такое второе ядро Al2O3 формируется путем химического осаждения из паровой фазы со следующим составом исходного газа: AlCl3: от 2,1 мол.% или больше до 5,0 мол.% или меньше, CO2: от 2,5 мол.% или больше до 4,0 мол.% или меньше, CO: от 0,5 мол.% или больше до 1,0 мол.% или меньше, HCl: от 2,0 мол.% или больше до 3,0 мол.% или меньше, H2S: от 0,28 мол.% или больше до 0,45 мол.% или меньше, CH4: от 0,05 мол.% или больше до 0,2 мол.% или меньше, с остатком из H2, температурой от 850°C или выше до 900°C или ниже, и давлением от 60 гПа или выше до 80 гПа или ниже. Если температура, при которой формируется второе ядро Al2O3, составляет 890°C или выше, сумма Sb площадей частиц, каждая из которых имеет разориентировку в пределах от 0 градусов или больше до менее чем 10 градусов, может составлять менее 10% площади, и температура при условиях формирования второго ядра предпочтительно составляет от 850°C или выше до 880°C или ниже. Посредством стадии (B) первое ядро и второе ядро формируются на слое соединения Ti в смешанном состоянии.
[047] На стадии (C) формируется слой оксида алюминия α-типа (именуемый в дальнейшем слоем Al2O3 α-типа). Эта стадия включает в себя выращивание первого ядра и второго ядра, полученных с помощью стадии (A) и стадии (B). Такой слой оксида алюминия α-типа может быть сформирован путем химического осаждения из паровой фазы со следующим составом исходного газа: AlCl3: от 2,1 мол.% или больше до 2,5 мол.% или меньше, CO2: от 2,5 мол.% или больше до 4,0 мол.% или меньше, HCl: от 2,0 мол.% или больше до 3,0 мол.% или меньше, H2S: от 0,15 мол.% или больше до 0,25 мол.% или меньше, с остатком из H2, температурой от 850°C или выше до 920°C или ниже, и давлением от 30 гПа или выше до 50 гПа или ниже.
[048] Следует отметить, что, если на стадиях (A) и (B), на каждой из которых формируются ядра Al2O3, концентрация AlCl3 составляет 2,2 мол.% или меньше, сумма Sa площадей частиц в слое оксида алюминия α-типа, каждая из которых имеет разориентировку в пределах от 20 градусов или больше до менее чем 30 градусов, имеет тенденцию к уменьшению до менее чем 25% площади. Следовательно, концентрация AlCl3 предпочтительно варьируется от 2,7 мол.% или больше до 5,0 мол.% или меньше, так, чтобы обеспечить достаточный запас.
[049] Толщина каждого слоя может быть измерена из структуры поперечного сечения режущего инструмента с покрытием, используя оптический микроскоп, сканирующий электронный микроскоп (SEM), полевой эмиссионный сканирующий электронный микроскоп (FE-SEM) и т.д. Следует отметить, что толщина каждого слоя режущего инструмента с покрытием измеряется в трех или более местах, в положении, отстоящем приблизительно на 50 мкм от края (то есть режущей кромки) в направлении к передней поверхности или задней поверхности режущей кромки режущего инструмента с покрытием, и может быть получено среднее значение полученных измерений. Более конкретно, толщина может быть измерена в области, находящейся на расстоянии приблизительно 50 мкм от режущей кромки в направлении к передней поверхности режущего инструмента с покрытием, и альтернативно толщина может быть измерена в области, находящейся на расстоянии приблизительно 50 мкм от режущей кромки границы режущей кромки в направлении к задней поверхности режущей кромки режущего инструмента с покрытием.
[050] Состав каждого слоя может быть измерен из структуры поперечного сечения режущего инструмента с покрытием по настоящему изобретению с использованием энергодисперсионного рентгеновского спектроскопа (EDS), волнового дисперсионного рентгеновского спектроскопа (WDS) и т.д. Кроме того, слой оксида алюминия α-типа может в частности иметь вышеописанную конфигурацию относительно плоскости (222) в заданной области, расположенной на расстоянии приблизительно 50 мкм от края (режущей кромки) в направлении к передней поверхности или задней поверхности режущей кромки режущего инструмента с покрытием. Заданная область может быть определена в любом положении и/или в любом диапазоне и может также быть определена на передней поверхности или на задней поверхности режущей кромки. Эта заданная область может иметь размер, например, 100 мкм×100 мкм, и предпочтительно 30 мкм×50 мкм. В частности, вышеупомянутая конфигурация относительно плоскости (222) может быть включена в заданную область, которая является по существу параллельной поверхности подложки и которая проходит в таком положении, в котором остается по меньшей мере 50% слоя оксида алюминия α-типа. Более конкретно, эта заданная область может быть определена в поверхности поперечного сечения, сформированной в области А, изображенной на Фиг. 1, описанной ниже, которая предпочтительно является полированной поверхностью.
ПРИМЕРЫ
[051] Хотя настоящее изобретение будет далее описано с использованием примеров, настоящее изобретение не ограничивается такими примерами.
[052] Что касается толщины каждого слоя образца, поперечное сечение части около положения, находящегося на расстоянии приблизительно 50 мкм от края режущего инструмента с покрытием (например, режущей пластины) в направлении к передней поверхности, было измерено в трех местах с использованием FE-SEM, и было получено среднее значение результатов измерений. Дополнительное объяснение будет теперь дано со ссылкой на Фиг. 1. Фиг. 1 представляет собой схематическое поперечное сечение, показывающее часть, находящуюся около края режущего инструмента с покрытием. На Фиг. 1 ссылочной позицией «2» обозначена кромка, а именно режущая кромка, ссылочной позицией «4» обозначена передняя поверхность, ссылочной позицией «6» обозначена задняя поверхность режущей кромки, ссылочной позицией «10» обозначена подложка, и ссылочной позицией «12» обозначен слой покрытия. Режущая кромка 2 имеет по существу дугообразную поверхность поперечного сечения. В области A, которая находится на расстоянии приблизительно 50 мкм от передней поверхности 4 режущей кромки 2 (см. пунктирную линию на Фиг. 1) в направлении к передней поверхности 4, было получено поперечное сечение, которое проходит в направлении толщины слоя покрытия (то есть в направлении, перпендикулярном к поверхности подложки 10), и была измерена толщина каждого слоя образца.
[053] Площади частиц слоя оксида алюминия α-типа полученного образца для всех уровней разориентировки были измерены с использованием EBSD, присоединенного к FE-SEM.
[054] Режущая пластина из цементированного карбида с формой CNMA120408, сертифицированной по JIS, и составом 93,1WC-6,5Co-0,4Cr3C2 (мас.%) была подготовлена в качестве подложки. Часть верхушечной линии режущей кромки такой подложки была подвергнута скругляющему хонингованию посредством щетки из SiC, и поверхность подложки была затем промыта.
[055] После промывки поверхности подложки для всех образцов по настоящему изобретению 1-10 подложка была помещена в устройство нанесения покрытия химическим осаждением из паровой фазы с наружным обогревом, и сначала был сформирован нижний слой (слой соединения Ti), который состоял из трех слоев, указанных в Таблице 5, в порядке от первого к третьему слою, как указано в Таблицах 4 и 5. После формирования нижнего слоя два вида ядер Al2O3 были сформированы при условиях, показанных в Таблице 1, и слой оксида алюминия α-типа был сформирован на поверхности подложки так, чтобы достичь конфигурации слоя покрытия и средних толщин, приведенных в Таблице 5, при условиях, показанных в Таблицах 2 и 4. После этого для всех образцов по настоящему изобретению 1-8 был сформирован верхний слой из TiN, как показано в Таблицах 4 и 5. Следовательно, как показано на Фиг. 2, для всех образцов по настоящему изобретению 1-8 на подложке 10 был обеспечен слой 12 покрытия, включающий в себя нижний слой 14, включающий в себя первый слой 14a, второй слой 14b и третий слой 14c в порядке перечисления от подложки, а также на третьем слое 14c был обеспечен слой 16 оксида алюминия α-типа и верхний слой 18 в указанном порядке. Для образцов по настоящему изобретению 9 и 10 верхний слой 18 не формировался, в отличие от слоя покрытия в образцах по настоящему изобретению 1-8. Следовательно, в исходном состоянии верхний слой 18 служит в качестве самого внешнего слоя в образцах по настоящему изобретению 1-8, и слой 16 оксида алюминия служит в качестве самого внешнего слоя в образцах по настоящему изобретению 9 и 10. Следует отметить, что Фиг. 2 представляет собой схематический вид в разрезе некоторой части (соответствующей, например, области А, изображенной на Фиг. 1) образца по настоящему изобретению. Полированная поверхность слоя 16 оксида алюминия α-типа формируется, например, вдоль линии L, по существу проходящей параллельно поверхности 10a подложки 10.
[056] После промывки поверхности подложки для всех сравнительных образцов 1-10 подложка была помещена в устройство нанесения покрытия химическим осаждением из паровой фазы с наружным обогревом, и сначала был сформирован нижний слой (слой соединения Ti), который состоял из трех слоев, указанных в Таблице 5, в порядке от первого к третьему слою, как указано в Таблицах 4 и 5. После формирования нижнего слоя ядро Al2O3 было сформировано при условиях, показанных в Таблице 3, и слой оксида алюминия α-типа был сформирован на поверхности подложки так, чтобы достичь конфигурации слоя покрытия и средних толщин, приведенных в Таблице 5, при условиях, показанных в Таблице 4. После этого для всех сравнительных образцов 1-8 был сформирован верхний слой из TiN, как показано в Таблицах 4 и 5.
[057] [Таблица 1]
(гПа)
[Таблица 1] - продолжение
(°C)
(гПа)
[058] [Таблица 2]
(°C)
(гПа)
[059] [Таблица 3]
(°C)
(гПа)
[060] [Таблица 4]
(°C)
(гПа)
[061] [Таблица 5]
[Таблица 5] - продолжение
[062] Полированная поверхность слоя оксида алюминия α-типа полученного режущего инструмента с покрытием наблюдалась с помощью FE-SEM, и суммы площадей частиц для каждого уровня разориентировки были измерены с использованием EBSD, присоединенного к FE-SEM. Результаты измерения показаны в Таблице 6.
[063] Измерение выполнялось путем: установки образца, снабженного полированной поверхностью слоя оксида алюминия α-типа, на FE-SEM, облучения образца электронным лучом под углом падения 70 градусов, с ускоряющим напряжением 15 кВ и током облучения 0,5 нА; и использования следующих настроек EBSD: область измерения 30 мкм×50 мкм и размер шага 0,1 мкм. В качестве площади частиц слоя оксида алюминия α-типа в области измерения принималась полная сумма пикселов, соответствующих таким площадям. В случае размера шага 0,01 мкм площадь на один пиксел должна быть равна 0,0065 мкм2. Таким образом, площади частиц слоя оксида алюминия α-типа для различных разориентировок были получены путем подсчета пикселов для каждой разориентировки и преобразования результирующих сумм в площади.
[064] [Таблица 6]
[Таблица 6] - продолжение
[065] Пробные проходы при резании 1 и 2 выполнялись с использованием полученных образцов (то есть режущих вставок). Пробный проход при резании 1 является тестом для оценки сопротивления износу, а пробный проход при резании 2 является тестом для оценки сопротивления разрушению. Результаты пробных проходов при резании показаны в Таблице 7.
[066] [ПРОБНЫЙ ПРОХОД ПРИ РЕЗАНИИ 1]
Материал обрабатываемой детали: круглый пруток S45C
Скорость резания: 300 м/мин
Подача: 0,30 мм/об
Глубина резания: 2,0 мм
Охлаждающая жидкость: используется
Оцениваемые характеристики: Время, когда образец разрушился или имел максимальную ширину износа задней поверхности 0,2 мм, определялось как конец срока службы инструмента, и измерялась продолжительность обработки для достижения конца срока службы инструмента. Следует отметить, что «нормальный износ» в Таблице 7 относится к ситуации, в которой максимальная ширина износа задней поверхности достигла 0,2 мм без какого-либо разрушения. Кроме того, «выкрашивание» относится к ситуации, в которой появился «мелкий осколок» размером менее 0,2 мм.
[067] [ПРОБНЫЙ ПРОХОД ПРИ РЕЗАНИИ 2]
Материал обрабатываемой детали: круглый пруток S45C с двумя равноотстоящими углублениями, проходящими в направлении длины
Скорость резания: 250 м/мин
Подача: 0,40 мм/об
Глубина резания: 1,5 мм
Охлаждающая жидкость: используется
Оцениваемые характеристики: Время, когда образец разрушился, определялось как конец срока службы инструмента, и измерялось количество ударов, которые получил образец до наступления конца срока службы инструмента. Количество раз контактирования образца и материала обрабатываемой детали друг с другом определялось как количество ударов, и тест заканчивался, когда количество контактов достигало 20000 максимум. Следует отметить, что для каждого образца были подготовлены пять режущих вставок, и количество ударов измерялось для каждой из таких режущих вставок, и среднее значение, полученное из измерений количества ударов, определялось как срок службы инструмента.
[068] [Таблица 7]
[069] Как показано в Таблице 7, в каждом образце по настоящему изобретению срок службы инструмента в пробном проходе при резании 1 составил более 30 мин, и срок службы инструмента в пробном проходе при резании 2 составил более 15000 раз. Таким образом, в образцах по настоящему изобретению сопротивление износу было улучшено без какого-либо уменьшения сопротивления разрушению (включая сопротивление выкрашиванию). Это означает, что по сравнению со сравнительными образцами каждый из образцов по настоящему изобретению выдерживает более длинную продолжительность обработки до достижения конца срока службы инструмента и большее количество ударов до достижения конца срока службы инструмента, и поэтому имеет значительно более долгий срок службы инструмента.
[070] Режущий инструмент с покрытием в соответствии с настоящим изобретением имеет превосходное сопротивление износу без какого-либо уменьшения сопротивления разрушению, и таким образом его срок службы может быть увеличен больше, чем для инструмента предшествующего уровня техники, и поэтому такой режущий инструмент с покрытием имеет высокую промышленную применимость.
[071] Настоящее изобретение не ограничивается вышеописанными вариантами осуществления, модификациями и примерами. Следует понимать, что в настоящем изобретении могут быть выполнены различные модификации и изменения, не выходящие за рамки сущности и объема, определенного в формуле изобретения. Настоящее изобретение охватывает все виды модификаций, приложений и эквивалентов, которые охватываются идеей настоящего изобретения, определяемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ С CVD-ПОКРЫТИЕМ СО СЛОЕМ k-Al2O3 ТЕКСТУРЫ { 0 0 1} | 2017 |
|
RU2669134C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2014 |
|
RU2635055C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2014 |
|
RU2643754C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С CVD-ПОКРЫТИЕМ | 2017 |
|
RU2736536C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ХОГФ-ПОКРЫТИЕМ | 2015 |
|
RU2704949C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С CVD-ПОКРЫТИЕМ | 2017 |
|
RU2736039C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2018 |
|
RU2766635C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2018 |
|
RU2758424C2 |
| СНАБЖЕННЫЙ ПОКРЫТИЕМ РЕЖУЩИЙ ИНСТРУМЕНТ | 2018 |
|
RU2760426C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2018 |
|
RU2766604C2 |
Режущий инструмент содержит подложку и слой покрытия, сформированный на поверхности подложки. Слой покрытия содержит по меньшей мере один слой оксида алюминия α-типа. В поверхности сечения слоя оксида алюминия α-типа, которая является по существу параллельной поверхности подложки, когда угол, образуемый нормалью к поперечной поверхности и нормалью к плоскости (222) частицы слоя оксида алюминия α-типа, рассматривается как разориентировка и когда площади частиц, каждая из которых имеет разориентировку в пределах от 0 градусов до 90 градусов, определяются как составляющие 100% площади и площади частиц слоя оксида алюминия α-типа, каждая из которых имеет разориентировку в пределах от 0 градусов до 90 градусов, делятся на соответствующие 10-градусные уровни, сумма Sa площадей частиц, каждая из которых имеет разориентировку слоя оксида алюминия α-типа в пределах от 20 градусов до менее чем 30 градусов, является максимальной из сумм площадей для всех девяти соответствующих 10-градусных уровней. 24 з.п. ф-лы, 2 ил., 7 табл.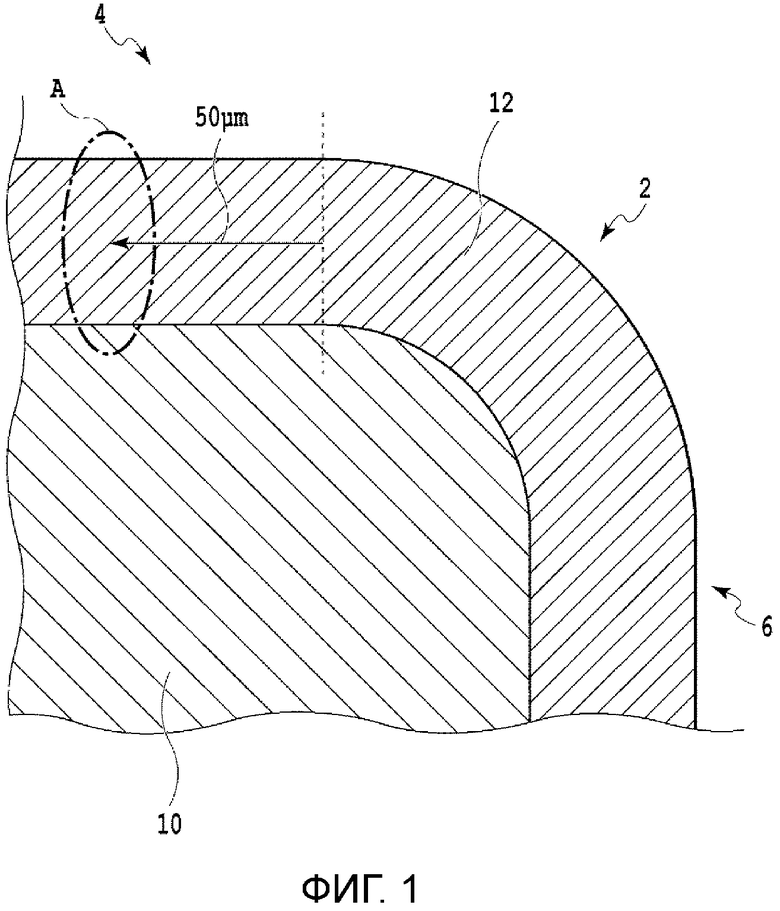
1. Режущий инструмент с покрытием, содержащий подложку и слой покрытия, сформированный на поверхности подложки, при этом
слой покрытия содержит по меньшей мере один слой оксида алюминия α-типа,
в поверхности сечения слоя оксида алюминия α-типа, который является параллельным поверхности подложки, когда угол, образуемый нормалью к этой поверхности и нормалью к плоскости (222) частицы слоя оксида алюминия α-типа, принят как разориентировка, площади частиц слоя оксида алюминия α-типа, каждая из которых имеет разориентировку в пределах от 0° или больше до 90° или меньше, определены как составляющие 100% площади, а площади частиц слоя оксида алюминия α-типа, каждая из которых имеет разориентировку в пределах от 0° или больше до 90° или меньше, разделены в указанном диапазоне на девять уровней с шагом 10°, сумма Sa площадей частиц слоя оксида алюминия α-типа, каждая из которых имеет разориентировку в пределах от 20° или больше до менее чем 30°, на упомянутой поверхности является максимальной из сумм площадей для всех упомянутых девяти соответствующих уровней с шагом 10°.
2. Режущий инструмент с покрытием по п. 1, в котором сумма Sa площадей частиц слоя оксида алюминия α-типа, каждая из которых имеет разориентировку в пределах от 20° или больше до менее чем 30°, находится в диапазоне 25% площади ≤Sa≤ 70% площади.
3. Режущий инструмент с покрытием по п. 1 или 2, в котором сумма Sb площадей частиц слоя оксида алюминия α-типа, каждая из которых имеет разориентировку в пределах от 0° или больше до менее чем 10°, находится в диапазоне 10% площади ≤Sb≤ 20% площади.
4. Режущий инструмент с покрытием по п. 1 или 2, в котором средняя толщина слоя оксида алюминия α-типа составляет от 1 мкм или больше до 15 мкм или меньше.
5. Режущий инструмент с покрытием по п. 1 или 2, в котором слой покрытия содержит между подложкой и слоем оксида алюминия α-типа слой соединения Ti, содержащий по меньшей мере один элемент, выбранный из группы, состоящей из C, N, O и B.
6. Режущий инструмент с покрытием по п. 5, в котором средняя толщина слоя покрытия составляет от 3 мкм или больше до 30 мкм или меньше, а средняя толщина слоя соединения Ti составляет от 2 мкм или больше до 15 мкм или меньше.
7. Режущий инструмент с покрытием по п. 1 или 2, в котором поверхность сечения слоя оксида алюминия α-типа определена относительно заданной области передней поверхности или задней поверхности режущего инструмента с покрытием в таком положении, в котором по меньшей мере 50% слоя оксида алюминия α-типа остается в направлении толщины слоя покрытия.
8. Режущий инструмент с покрытием по п. 1 или 2, в котором поверхность сечения слоя оксида алюминия α-типа является полированной поверхностью.
9. Режущий инструмент с покрытием по п. 1 или 2, в котором подложка содержит любое из цементированного карбида, кермета, керамики и спеченного кубического нитрида бора.
10. Режущий инструмент с покрытием по п. 1 или 2, выполненный в виде режущей пластины, выполненной с возможностью съемного присоединения к корпусу инструмента.
11. Режущий инструмент с покрытием по п. 3, в котором средняя толщина слоя оксида алюминия α-типа составляет от 1 мкм или больше до 15 мкм или меньше.
12. Режущий инструмент с покрытием по п. 3, в котором слой покрытия содержит между подложкой и слоем оксида алюминия α-типа слой соединения Ti, содержащий по меньшей мере один элемент, выбранный из группы, состоящей из C, N, O и B.
13. Режущий инструмент с покрытием по п. 12, в котором средняя толщина слоя покрытия составляет от 3 мкм или больше до 30 мкм или меньше, а средняя толщина слоя соединения Ti составляет от 2 мкм или больше до 15 мкм или меньше.
14. Режущий инструмент с покрытием по п. 3, в котором поверхность сечения слоя оксида алюминия α-типа определена относительно заданной области передней поверхности или задней поверхности режущего инструмента с покрытием в таком положении, в котором по меньшей мере 50% слоя оксида алюминия α-типа остается в направлении толщины слоя покрытия.
15. Режущий инструмент с покрытием по п. 3, в котором поверхность сечения слоя оксида алюминия α-типа является полированной поверхностью.
16. Режущий инструмент с покрытием по п. 3, в котором подложка содержит любое из цементированного карбида, кермета, керамики и спеченного кубического нитрида бора.
17. Режущий инструмент с покрытием по п. 3, выполненный в виде режущей пластины, выполненной с возможностью съемного присоединения к корпусу инструмента.
18. Режущий инструмент с покрытием по п. 4, в котором слой покрытия содержит между подложкой и слоем оксида алюминия α-типа слой соединения Ti, содержащий по меньшей мере один элемент, выбранный из группы, состоящей из C, N, O и B.
19. Режущий инструмент с покрытием по п. 18, в котором средняя толщина слоя покрытия составляет от 3 мкм или больше до 30 мкм или меньше, а средняя толщина слоя соединения Ti составляет от 2 мкм или больше до 15 мкм или меньше.
20. Режущий инструмент с покрытием по п. 4, в котором поверхность сечения слоя оксида алюминия α-типа определена относительно заданной области передней поверхности или задней поверхности режущего инструмента с покрытием в таком положении, в котором по меньшей мере 50% слоя оксида алюминия α-типа остается в направлении толщины слоя покрытия.
21. Режущий инструмент с покрытием по п. 4, в котором поверхность сечения слоя оксида алюминия α-типа является полированной поверхностью.
22. Режущий инструмент с покрытием по п. 4, в котором подложка содержит любое из цементированного карбида, кермета, керамики и спеченного кубического нитрида бора.
23. Режущий инструмент с покрытием по п. 4, выполненный в виде режущей пластины, выполненной с возможностью съемного присоединения к корпусу инструмента.
24. Режущий инструмент с покрытием по п. 5, в котором поверхность сечения слоя оксида алюминия α-типа определена относительно заданной области передней поверхности или задней поверхности режущего инструмента с покрытием в таком положении, в котором по меньшей мере 50% слоя оксида алюминия α-типа остается в направлении толщины слоя покрытия.
25. Режущий инструмент с покрытием по п. 5, в котором поверхность сечения слоя оксида алюминия α-типа является полированной поверхностью.
| US 5587233 A1, 24.12.1996 | |||
| РЕЖУЩИЙ ИНСТРУМЕНТ С ОКИСНЫМ ПОКРЫТИЕМ И СПОСОБ ЕГО НАНЕСЕНИЯ | 1995 |
|
RU2131330C1 |
| РЕЖУЩАЯ ПЛАСТИНА С КЕРАМИЧЕСКИМ ПОКРЫТИЕМ | 2008 |
|
RU2456126C2 |
| US 20080187775 A1, 07.08.2008 | |||
| JP 2013049119 A, 14.03.2013. | |||

