Настоящее изобретение имеет отношение к созданию режущего инструмента для механической обработки металла, имеющего корпус из цементированного карбида, кермета, керамики или быстрорежущей стали, на поверхность которого нанесено прочное и износостойкое тугоплавкое покрытие. Это покрытие прочно сцеплено с корпусом и покрывает все функциональные части инструмента. Покрытие образовано одним или несколькими слоями тугоплавких соединений, причем по меньшей мере один слой образован мелкокристаллическим оксидом алюминия Al2O3, который нанесен при помощи конденсации из паровой (газовой) фазы (КПФ), при этом другие слои, если они есть, содержат нитриды и/или карбиды металлов, которые выбраны из группы, образованной Ti, Nb, Hf, V, Та, Мо, Zr, Cr, W и Аl.
Хорошо известно, что износостойкость кромки режущего инструмента, например, из цементированного карбида, который используют для механической обработки металла, может быть существенно повышена за счет нанесения тонких твердых поверхностных слоев оксидов, карбидов и нитридов металлов, причем указанный металл выбирают из переходных металлов групп IV, V и VI периодической системы элементов или из кремния, бора и алюминия. Толщина покрытия обычно варьирует от 1 до 15 мкм, причем для нанесения таких покрытий наиболее широко используют такие технологии как КПФ и ХОФ (химическое осаждение из паровой (газовой) фазы). Известно также, что дополнительное улучшение эксплуатационных параметров режущего инструмента может быть достигнуто за счет нанесения чистого керамического слоя, такого как Al2O3, поверх слоев карбидов и нитридов металлов (US 5674564; US 5487625).
Режущий инструмент из цементированного карбида с нанесенными слоями покрытия из оксида алюминия имеется в продаже вот уже более двух десятилетий. Обычно применяемая ХОФ технология предусматривает нанесение материала из атмосферы химически активного газа на поверхность подложки, имеющей высокую температуру. При кристаллизации Al2O3 получают множество различных фаз, таких как α (альфа), κ (каппа) и χ (кси), именуемых "α-сериями", с гексагональной плотной упаковкой (гпу), уложенной на атомы кислорода, а также получают γ (гамма), θ (тета), η (эта) и δ (дельта) фазы, именуемые "γ-сериями", с лицевой центрированной кубической упаковкой (лцк), уложенной на атомы кислорода. Наиболее часто встречающиеся Al2O3 фазы при ХОФ нанесении покрытий на цементированные карбиды при обычных ХОФ температурах, 1000o-1050oС, представляют собой стабильную альфа и метастабильную каппа фазы, однако иногда может быть также обнаружена и метастабильная тета фаза.
ХОФ Al2O3 покрытия в виде α-, κ- и/или θ- фаз являются полностью кристаллическими с размером зерна в диапазоне 0,5-5 мкм и имеют структуры зерна с явно выраженными гранями (well-facetted).
Высокая температура нанесения покрытия, составляющая около 1000oС, создает общее напряжение, которое в ХОФ Al2O3 покрытии на подложке из цементированного карбида действует как напряжение при растяжении, так как в общем напряжении доминируют термические напряжения, вызванные разностью коэффициентов теплового расширения подложки и покрытия, причем меньше сказываются внутренние напряжения, причины которых лежат в самом процессе нанесения покрытий и которые имеют компрессионную природу. Напряжения при растяжении могут превосходить порог разрушения Al2O3 и вызывать интенсивное растрескивание покрытия, что приводит к деградации эксплуатационных параметров режущей кромки, например, при мокрой механической обработке, когда коррозионные химикалии в охлаждающей жидкости могут использовать трещины в покрытии как пути диффузии.
Обычно инструмент с ХОФ покрытием хорошо работает при механической обработке различных сталей и литейного чугуна в сухих или мокрых условиях резания. Однако существует ряд режущих операций или условий механической обработки, когда предпочтительным является инструмент с КПФ покрытием, например, при сверлении, отрезании и нарезании резьбы, а также в других операциях, где требуются острые режущие кромки. Такие операции резания часто именуют "областью применения инструмента с КПФ покрытием".
Технология ХОФ с содействием плазмы (PACVD) позволяет наносить покрытия при более низких температурах подложки, чем при обычной технологии ХОФ, что позволяет избежать доминирующей роли термических напряжений. В этом случае тонкие PACVD Al2O3 пленки, не имеющие трещин, наносят на подложку из цементированного карбида, имеющую температуру в диапазоне 450-700oС (DE 54110005; DE 4110006; DE 4209975). PACVD процесс нанесения Al2O3 предусматривает проведение реакции между Al-галогенидом, например AlCl3, и кислородным донором, например СО2, причем за счет неполноты Al в этой химической реакции, Al2O3 покрытием захватывается большое количество хлора, содержание которого может доходить до 3,5%. Более того, в указанных PACVD Al2O3 покрытиях кроме кристаллической альфа и/или гамма Al2O3 фазы имеется существенное количество аморфного оксида алюминия, который в комбинации с высоким содержанием галогеновых загрязнений ухудшает как химические, так и механические свойства такого покрытия, что делает материал покрытия неоптимальным для использования в качестве материала для (режущего) инструмента.
Настоящее изобретение главным образом имеет отношение к созданию режущего инструмента с КПФ Al2O3 покрытием, который содержит корпус из карбида или другого твердого материала, такого как кермет, керамика или быстрорежущая сталь.
Известны различные КПФ технологии, которые позволяют получать тугоплавкие тонкие пленки на режущем инструменте.
Наиболее развитыми методиками являются ионное осаждение, магнетронное напыление на постоянном токе (DC) или на радиочастоте (RF), испарение в дуговом разряде, IBAD (нанесение покрытия с содействием ионного пучка) и активированное реактивное испарение (ARE).
Каждая из указанных методик имеет свои собственные достоинства, причем параметры покрытий, такие как микроструктура/размер зерна, твердость, уровень напряжений, когезия и адгезия с подложкой, зависят от конкретной выбранной КПФ методики. Известные попытки нанесения КПФ Al2O3 покрытия при типичных КПФ температурах 400-500oС приводят к получению аморфных слоев оксида алюминия, которые при их нанесении не дают никакого существенного улучшения износостойкости режущего инструмента. Попытка нанесения КПФ покрытия за счет напыления при помощи высокочастотного (HF) диода или магнетрона приводит к образованию кристаллической α-Al2O3 структуры покрытия только в том случае, когда поддерживается высокая температура подложки, например, 1000oC (Thornton and Chin, Ceramic Bulletin, 56 (1977) 504). Аналогично, применение методики ARE для нанесения Al2O3 приводит к получению совершенно плотного и твердого Al2O3 покрытия только в том случае, когда температура подложки составляет около 1000oС (Bunshah and Schramm, Thin Solid Films, 40 (1977) 211).
После изобретения технологии биполярного импульсного двойного магнетронного напыления (DMS, ДМН), которая раскрыта в патентах DD 252205 и DE 19518779, открылся широкий диапазон возможностей для нанесения изоляционных слоев, таких как Al2O3, причем, более того, данная методика позволяет наносить кристаллические Al2O3 слои при температурах подложки в диапазоне от 500 до 800oС. В биполярной двойной системе магнетрона два магнетрона поочередно действуют как анод и катод, что снижает время работы металлического анода. При достаточно высоких частотах возможный заряд электронов в изолирующих слоях подавляется и ограничиваются другие вредные явления типа "искрения".
В соответствии с патентом DE 19518779 технология ДМН (DMS) напыления позволяет производить нанесение и получать тонкие кристаллические α-Al2O3 пленки, имеющие высокое качество и хорошее сцепление, при температурах подложки менее 800oС. Слои α-Al2O3 с типичным размером зерен в диапазоне от 0,2 до 2 мкм могут также частично содержать гамма фазу из γ-серий Al2O3 полиморфизма. Размер зерен γ-Al2O3 типично лежит в диапазоне от 0,05 до 0,1 мкм. В слоях Al2O3, в которых присутствуют обе модификации γ- и α- фазы, фаза γ-Al2O3 имеет преимущественную ориентацию роста с текстурой (440). По сравнению с известной ранее технологией нанесения покрытий с содействием плазмы, такой как PACVD, описанной в патенте DE 4909975, новый способ нанесения покрытия за счет импульсного ДМН (DMS) напыления имеет решающее важное преимущество, состоящее в том, что загрязнения, такие как галогеновые атомы, например хлор, не вносятся в Al2O3 покрытие.
На фиг.1 показаны результаты EDS анализа слоя Al2O3, нанесенного при помощи технологии PACVD (при использовании в качестве предшественника AlCl3) и содержащего загрязнения Сl.
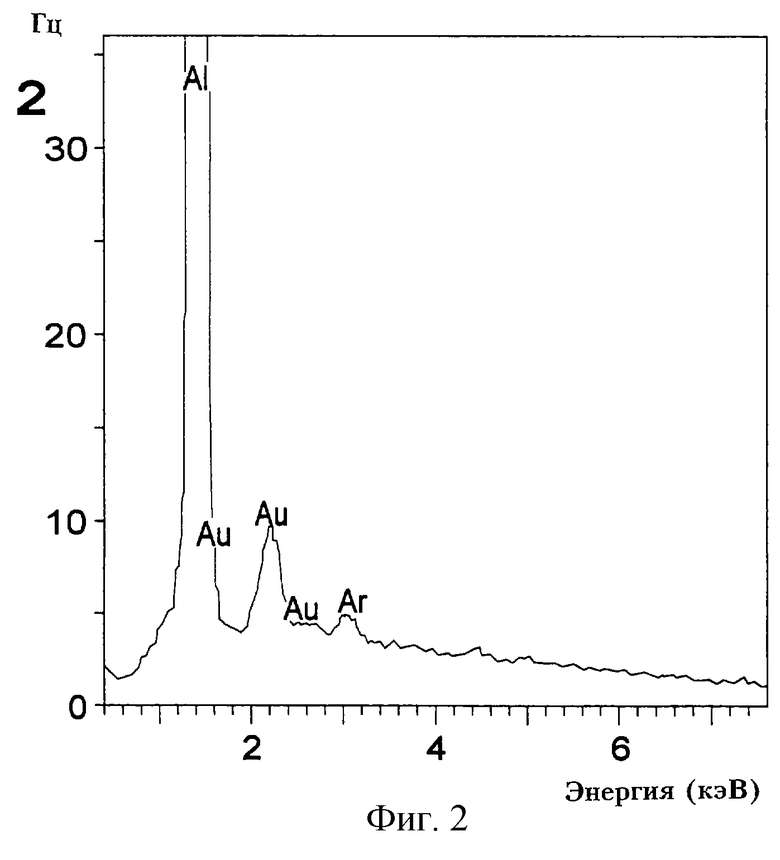
На фиг. 2 показаны результаты EDS анализа слоя γ-Al2O3 в соответствии с настоящим изобретением.
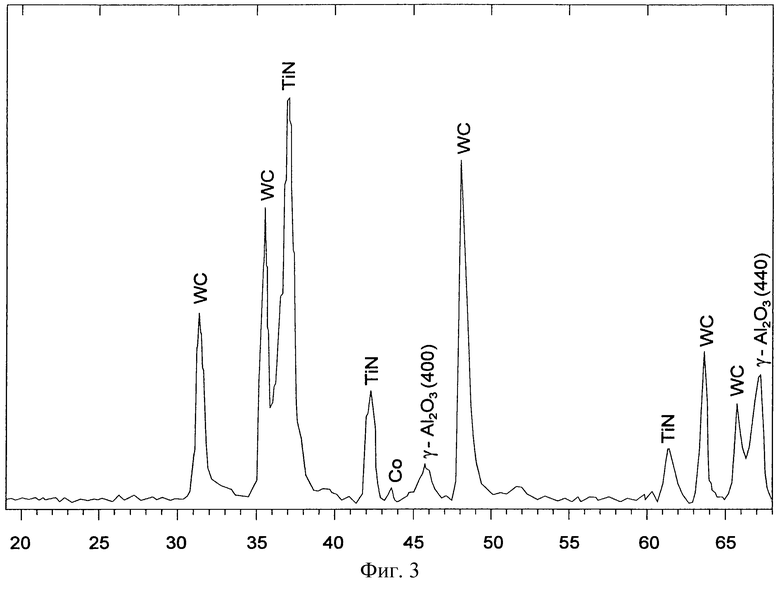
На фиг.3 показана рентгеновская дифракционная картина слоя Al2O3, содержащего фазу γ.
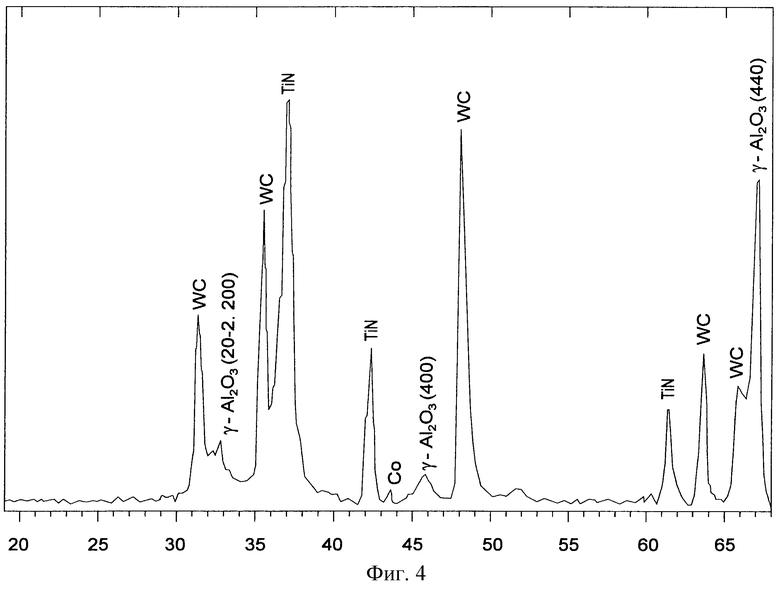
На фиг.4 показана рентгеновская дифракционная картина слоя Al2O3, содержащего также фазу θ.
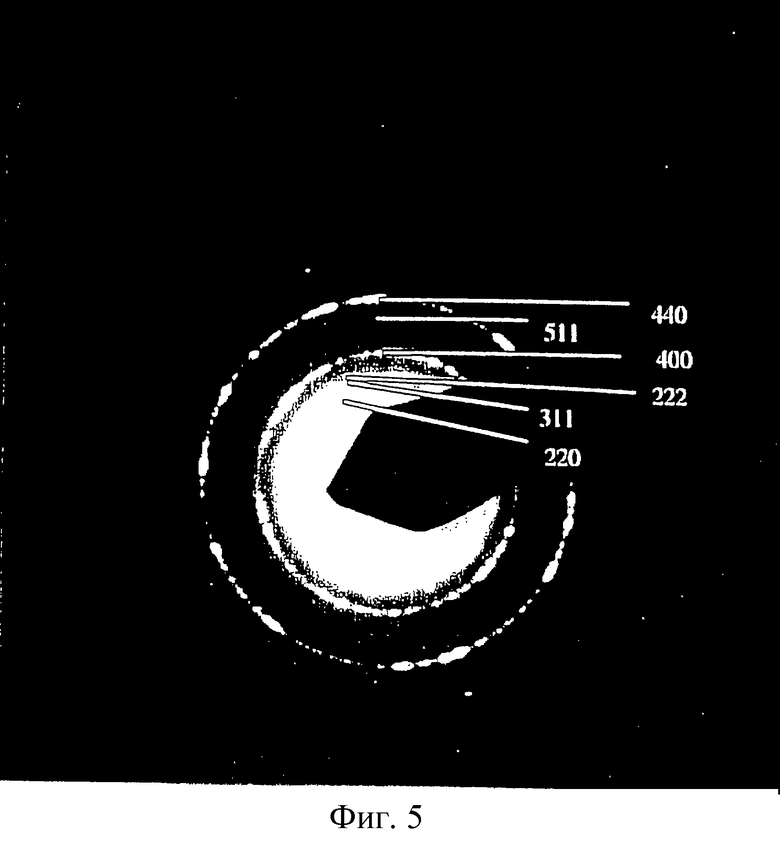
На фиг. 5 показана электронная дифракционная картина слоя Al2O3, нанесенного при температуре подложки 650oС.
Настоящее изобретение имеет отношение к созданию режущего инструмента для механической обработки металла, такой как токарная обработка (нарезание резьбы и отрезка), фрезерование и сверление, имеющего корпус из цементированного карбида, кермета, керамики или из быстрорежущей стали, на поверхность которого нанесено прочное и износостойкое тугоплавкое покрытие при помощи технологии ДМН КПФ при температурах подложки от 450 до 700oС, а преимущественно от 550 до 650oС, в зависимости от конкретного материала корпуса инструмента, причем указанное износостойкое покрытие образовано одним или неколькими слоями тугоплавких соединений, при этом по меньшей мере один слой, преимущественно самый внешний, образован Al2O3, причем другие слои, расположенные между корпусом инструмента и слоем Al2O3, если они есть, содержат нитриды и/илн карбиды металлов, которые выбраны из группы, образованной Ti, Nb, Hf, V, Та, Мо, Zr, Cr, W и Аl. В отличие от известных решений, слои Al2O3 образованы плотным кристаллическим γ-Al2O3 высокого качества с мелкими зернами, с размером зерна менее 0,1 мкм. Более того, слои Al2O3 фактически не имеют трещин и не содержат галогеновых загрязнений. Последнее свойство иллюстрирует фиг.1, на которой приведены результаты EDS анализа слоя Al2O3, нанесенного при помощи технологии PACVD (при использовании в качестве предшественника AlCl3) и содержащего загрязнения С1, а также фиг.2, на которой приведены результаты EDS анализа слоя γ-Al2O3 в соответствии с настоящим изобретением.
Слои γ-Al2O3 в соответствии с настоящим изобретением дополнительно обеспечивают чрезвычайно высокую чистоту поверхности режущих кромок инструмента, что по сравнению с известными инструментами, имеющими α-Al2O3 покрытие, обеспечивает повышенную чистоту поверхности обрабатываемой заготовки. Очень высокую чистоту поверхности можно объяснить наличием очень мелких кристаллов в покрытии. Слои γ-Al2O3 могут также содержать другие фазы из γ-серий, такие как θ, η и δ. Идентификация γ- и/или θ-фаз в слоях Al2O3 преимущественно может производиться при помощи рентгеновской дифракции. Отражения от плоскостей (400) и (440) γ-Al2O3 слоев происходят при углах 2θ, составляющих 45,8o и 66,8o при использовании излучения СuКа, которые недвусмысленно идентифицируют γ-фазу (фиг.3). Иногда могут быть обнаружены более слабые отражения от плоскостей (222), (200) и (311) γ-фазы. При наличии θ-фазы в слоях Al2O3 в соответствии с настоящим изобретением указанная фаза может быть идентифицирована за счет отражений от плоскостей (200, 20-2) (фиг.4).
Второй способ идентификации фаз Al2O3 основан на дифракции электронов в просвечивающем электронном микроскопе (ПЭМ).
На фиг. 5 показана электронная дифракционная картина слоя Al2O3, нанесенного при температуре подложки 650oС. Можно видеть кольца от поликристаллической фазы с зерном, существенно меньшим диаметра электронного пучка, причем вновь интенсивность колец и расстояние между кольцами недвусмысленно идентифицируют γ-фазу Al2O3.
Мелкозернистый, кристаллический γ-Al2O3 в соответствии с настоящим изобретением сильно текстурирован в направлении [440]. Коэффициент текстуры ТС может быть определен как
где I (hkl) - измеренная интенсивность (hkl) отражения;
I0(hkl) - стандартная интенсивность по данным дифракции стандартной порошковой картины ASTM;
n - число отражений, использованных при вычислении,
причем использованы отражения (hkl): (111), (311), (222), (400) и (440), при этом, если TC(hkl)>1, то в [hk1] направлении имеется текстура. Чем больше значение TC(hkl), тем более выражена текстура. В соответствии с настоящим изобретением ТС для набора кристаллических плоскостей (440) превышает 1,5.
При использовании режущего инструмента из цементированного карбида с весьма мелкозернистым γ-Al2O3 покрытием, выполненного в соответствии с настоящим изобретением и используемого для механической обработки стали или литейного чугуна, может быть обнаружено множество важных преимуществ по сравнению с известными ранее решениями, которые будут продемонстрированы на приведенных далее примерах. Удивительным образом КПФ γ-Al2O3 покрытие, которое совсем не содержит более грубую и термодинамически стабильную α-Al2O3 фазу, имеет при проведении некоторых операций механической обработки металлов износостойкость, которая равна износостойкости более грубых ХОФ α-Al2O3 покрытий, нанесенных при температурах около 1000oС. Более того, мелкозернистое КПФ α-Al2O3 покрытие имеет износостойкость, существенно лучшую, чем известные ранее КПФ покрытия. Эти наблюдения открывают возможность существенного улучшения свойств резания и увеличения срока службы инструмента с КПФ покрытием. Низкая температура нанесения покрытия позволяет также производить нанесение КПФ γ-Al2O3 покрытий на инструменты из быстрорежущей стали.
Дополнительное улучшение свойств резания может быть обеспечено при обработке кромок режущего инструмента с γ-Al2O3 покрытием при помощи легкого процесса мокрой пескоструйной обработки или при обработке кромок щетками, при использовании, например, SiC, как это показано в патенте Швеции 9402534-4.
Общая толщина покрытия в соответствии с настоящим изобретением варьирует от 0,5 до 20 мкм, а преимущественно составляет от 1 до 15 мкм, причем толщина слоя (слоев), не имеющих Al2O3, варьирует от 0,1 до 10 мкм, а преимущественно составляет от 0,5 до 5 мкм. Мелкозернистое γ-Al2O3 покрытие также может быть непосредственно нанесено на подложку режущего инструмента, изготовленную из цементированного карбида, кермета, керамики или быстрорежущей стали, при этом толщина указанного γ-Al2O3 покрытия варьирует от 0,5 до 15 мкм, а преимущественно составляет от 1 до 10 мкм. Поверх слоя Al2O3 могут быть нанесены дополнительные покрытия из нитридов и/или карбидов металлов, причем металл выбирают из группы, в которую входят Ti, Nb, Hf, V, Та, Мо, Zr, Cr, W и Al.
В соответствии с настоящим изобретением, предлагается наносить γAl2O3 слой при помощи технологии биполярного двойного магнетронного напыления при температурах подложки 450-700oС, а преимущественно 550-650oС, с использованием алюминиевых мишеней, газовой смеси Аr и 02 и давления процесса в диапазоне 1-5 мкбар. Подложка может быть плавающей или может иметь импульсное смещение, причем точные условия зависят в определенной степени от конструкции используемого оборудования.
При проведении операции нанесения покрытия специалист определяет, получены ли требуемые размер зерна и фазовые составы и изменяет условия нанесения в соответствии с данным описанием изобретения, если это нужно, для воздействия в рамках настоящего изобретения на наноструктуру Al2O3 слоя.
Описанные в настоящем изобретении слои (слой) содержат нитриды и/или карбиды, и/или карбонитриды металлов, причем металл выбирают из группы, в которую входят Ti, Nb, Hf, V, Та, Мо, Zr, Cr, W и Al, которые могут быть нанесены при помощи КПФ технологии, ХОФ технологии и/или технологии MTCVD (химическое осаждение из паровой (газовой) фазы при средней (умеренной) температуре).
Преимущество мелкозернистых КПФ γ-Al2O3 слоев в соответствии с настоящим изобретением по сравнению с известными ранее КПФ покрытиями продемонстрировано в примерах 1, 2 и 5. В примерах 3, 4 и 6 продемонстрированы удивительно высокие свойства износостойкости мелкозернистых КПФ γ-Al2O3 слоев по сравнению с известными ранее нанесенными при помощи ХОФ технологии слоями с единственной фазой γ-Al2O3 и с единственной фазой κ-Al2O3.
Пример 1
A) Имеющиеся в продаже резьбовые режущие пластины из цементированного карбида типа R166.0G-16MM01-150, которые имеют состав с 10 вес.% Со и балансом WC, с покрытием слоем TIN толщиной около 2 мкм, нанесенным при помощи технологии ионного осаждения.
B) Инструмент с TiN покрытием А), на который в отдельном эксперименте был нанесен слой мелкозернистого α-Al2O3 покрытия толщиной 1 мкм при помощи технологии импульсного магнетронного напыления. Температура нанесения составляла 650oС, а давление процесса было 1 мкбар.
C) Резьбовые режущие пластины из цементированного карбида типа R166.0G-16MM01-150, которые имеют состав с 10 вес.% Со и балансом WC, с покрытием слоем TiN толщиной около 3 мкм, нанесенным при помощи технологии ионного осаждения.
Пластины с покрытием В) и С) были испытаны затем при проведении операции нарезания резьбы для масляных пробок двигателя, изготовленных из литейного чугуна (SS0125; 180-240 НВ). Полученная на пробке резьба имела размер М36•1,5.
Данные резания: скорость 154 м/мин, 5 проходов на резьбу.
Приведенные ниже результаты выражены в числе пробок, обработанных одной режущей кромкой:
С) прототип - 300 пробок, большие кратеры износа, изношенная режущая кромка;
В) изобретение >500 пробок, не видны следы износа режущей кромки; кромка может быть использована для обработки большего числа пробок.
Приведенные выше результаты показывают, что режущая пластина с покрытием из оксида алюминия в соответствии с настоящим изобретением имеет улучшенные характеристики резания.
Пример 2
D) Имеющиеся в продаже сверлильные режущие пластины из цементированного карбида типа LCMX 040308-53, которые имеют состав с 10 вес. % Со и балансом WC, с покрытием КПФ TiN толщиной около 3 мкм.
Е) Инструмент с TiN покрытием D), на который в отдельном эксперименте был нанесен слой мелкозернистого γ-Al2O3 покрытия толщиной 1 мкм при помощи технологии импульсного магнетронного напыления. Температура нанесения составляла 650oС, а давление процесса было 1 мкбар.
Покрытие из оксида алюминия Е) выглядит прозрачным и очень гладким. Изучение при помощи растрового электронного микроскопа (РЭМ) поперечного сечения на изломе покрытия из оксида алюминия позволяет обнаружить весьма мелкозернистую структуру. Исследования рентгеновской дифракционной картины (XRD) показывают, что фаза оксида алюминия представляет собой чистый γ-Al2O3.
Пластины с покрытием D) и Е) были испытаны затем при проведении операции сверления материала заготовки из низколегированной неупрочненной стали (SS 2541).
Данные резания:
скорость - 150 м/мин;
подача - 0,12 мм/оборот;
диаметр отверстия - 25 мм;
глубина отверстия - 46 мм.
При сверлении был использован охладитель.
На режущей кромке видны как следы износа по задней поверхности, так и язвенного износа. Степень износа по задней поверхности определяет срок службы режущего инструмента. Приведенные ниже результаты показывают число отверстий, которое может быть просверлено одной режущей кромкой.
D) прототип:
150 отверстий - износ по задней поверхности 0,15 мм;
200 отверстий - износ по задней поверхности 0,22 мм, режущая кромка повреждена,
E) изобретение:
150 отверстий - износ по задней поверхности 0,07 мм;
200 отверстий - износ по задней поверхности 0,09 мм;
250 отверстий - износ по задней поверхности 0,10 мм, режущая кромка слегка повреждена.
Приведенные выше результаты показывают, что режущая пластина с покрытием из оксида алюминия в соответствии с настоящим изобретением позволяет просверливать большее число отверстий, чем известные ранее пластины.
Пример 3
F) Пластины из цементированного карбида типа CNMA 120412-KR, которые имеют состав с 6 вес. % Со и балансом WC, с покрытием первым слоем TiCN толщиной 8 мкм, а затем верхним слоем α-Al2O3 толщиной 4,7 мкм. Нанесение обоих слоев TiCN и Al2O3 производилось при помощи обычной ХОФ технологии. Слой Al2O3 имеет средний размер зерна 1,2 мкм.
G) Пластины из цементированного карбида такого же типа и состава, что и F), с покрытием первым слоем TiCN толщиной около 3,6 мкм при помощи обычной ХОФ технологии, а затем верхним слоем мелкозернистого γ-Al2O3 покрытия толщиной 2,3 мкм в отдельном эксперименте при помощи технологии импульсного магнетронного напыления. Температура нанесения составляла 650oС, а давление процесса было 1 мкбар.
Пластины с покрытием F) и G) были испытаны затем при проведении токарной операции непрерывной обточки шарикоподшипниковой стали (Ovako 825). Был измерен язвенный износ режущих кромок.
Данные резания:
скорость - 210 м/мин;
подача - 0,25 мм/оборот;
глубина среза - 2,0 мм.
Был использован охладитель.
Операцию резания периодически прерывали для измерения язвенного износа режущих кромок. Язвенный износ измеряли при помощи оптического микроскопа. Регистрировали время обработки до полного износа слоя Al2O3 (когда становилось видимым внутреннее покрытие TiCN). Для определения эксплуатационной характеристики для внутренней износостойкости слоев Al2O3 толщину (мкм) слоя Al2O3 делили на указанное время обработки (мин). Приведенные ниже результаты представляют собой оценку скорости износа.
F) прототип со слоями α-Al2O3 0,5 мкм/мин;
С) изобретение 0,5 мкм/мин.
Из приведенных выше результатов следует, что удивительным образом износостойкость мелкозернистого γ-Al2O3 слоя является такой же хорошей, как и износостойкость слоя α-Al2O3 с более крупным зерном, нанесенного при помощи ХОФ технологии.
Пример 4
Н) Пластины из цементированного карбида типа CNMA 120412-KR, которые имеют состав с 6 вес. % Со и балансом WC, с покрытием первым слоем TiCN толщиной 6 мкм, а затем верхним слоем κ-Al2O3 толщиной 1,1 мкм. Нанесение обоих слоев TiCN и Al2O3 производилось при помощи обычной ХОФ технологии. Слой Al2O3 имеет средний размер зерна 1 мкм.
I) Пластины из цементированного карбида такого же типа и состава, что и Н), с покрытием слоем TiN толщиной около 2,5 мкм при помощи технологии ионного осаждения.
J) Инструмент с TiN покрытием I), на который в отдельном эксперименте был нанесен слой мелкозернистого γ-Al2O3 покрытия толщиной 1,2 мкм при помощи технологии импульсного магнетронного напыления. Температура нанесения составляла 600oС, а давление процесса было 1 мкбар.
К) Инструмент с TiN покрытием I), на который в отдельном эксперименте был нанесен слой мелкозернистого γ-Al2O3 покрытия толщиной 1,7 мкм при помощи технологии импульсного магнетронного напыления. Температура нанесения составляла 730oС, а давление процесса было 1 мкбар.
Пластины с покрытием Н), J) и К) были испытаны затем при проведении токарной операции непрерывной обточки шарикоподшипниковой стали (Ovako 825). Был измерен язвенный износ режущих кромок.
Данные резания:
скорость - 250 м/мин;
подача - 0,25 мм/оборот;
глубина среза - 2,0 мм.
Был использован охладитель.
Операцию резания периодически прерывали для измерения язвенного износа режущих кромок. Язвенный износ измеряли при помощи оптического микроскопа. Регистрировали время обработки до полного износа слоя Al2O3 (когда становилось видимым внутреннее покрытие TiN или TiCN). Для определения эксплуатационной характеристики для внутренней износостойкости слоев Al2O3 толщину (мкм) слоя Al2O3 делили на указанное время обработки (мин). Приведенные ниже результаты представляют собой оценку скорости износа.
Н) прототип со слоями κ-Al2O3 0,44 мкм/мин;
J) изобретение TiN + γ-Al2O3 0,40 мкм/мин;
К) изобретение TiN + γ-Al2O3 0,46 мкм/мин.
Из приведенных выше результатов следует, что удивительным образом износостойкость мелкозернистого γ-Al2O3 слоя является такой же хорошей, как и износостойкость слоя κ-Al2O3 с более крупным зерном, нанесенного при помощи ХОФ технологии.
Пример 5
Пластины с покрытием I), J) и К) примера 4 были испытаны при тех же условиях и данных резания, как указанные в примере 4. Регистрировала время механической обработки до развития заданной степени язвенного износа на передней поверхности режущих пластин; полученные результаты приведены ниже.
I) прототип TiN 4 мин;
J) изобретение TiN + γ-Al2O3 9 мин;
К) изобретение TiN + γ-Al2O3 9,7 мин.
Из приведенных результатов следует, что нанесение верхнего слоя мелкозернистого γ-Al2O3 на КПФ TiN покрытие существенно повышает язвенную износостойкость режущего инструмента.
Пример 6
L) Пластины из цементированного карбида типа CNMA 120412-KR, которые имеют состав с 6 вес. % Со и балансом WC, с покрытием первым слоем TiCN толщиной 6 мкм, а затем верхним слоем α-Al2O3 толщиной 4,8 мкм. Нанесение обоих слоев TiCN и Al2O3 производилось при помощи обычной ХОФ технологии. Слой Al2O3 имеет средний размер зерна 1,0 мкм.
М) Пластины из цементированного карбида такого же типа и состава, что и L), с покрытием первым слоем TiAlN толщиной около 5 мкм, а затем, без прерывания приложения вакуума, верхним слоем мелкозернистого γ-Al2O3 покрытия толщиной 4,4 мкм, причем оба слоя были нанесены при помощи технологии импульсного магнетронного напыления. Температура нанесения составляла 600oС, а давление процесса было 1 мкбар.
Пластины с покрытием L) и М) были испытаны затем при проведении токарной операции непрерывной обточки заготовки из низколегированной неупрочненной стали (SS 2541). Был измерен язвенный износ режущих кромок.
Данные резания:
скорость - 250 м/мин;
подача - 0,25 мм/оборот;
глубина среза - 2,0 мм.
Был использован охладитель.
Операцию резания периодически прерывали для измерения язвенного износа режущих кромок. Язвенный износ измеряли при помощи оптического микроскопа. Регистрировали время обработки до полного износа слоя Al2O3 (когда становилось видимым внутреннее покрытие TiCN или TiA1N). Для определения эксплуатационной характеристики для внутренней износостойкости слоев Al2O3, толщину (мкм) слоя Al2O3 делили на указанное время обработки (мин). Приведенные ниже результаты представляют собой оценку скорости износа.
L) прототип со слоями α-Al2O3 0,69 мкм/мин;
М) изобретение 0,73 мкм/мин.
Из приведенных выше результатов следует, что удивительным образом износостойкость мелкозернистого γ-Al2O3 слоя является такой же хорошей, как и износостойкость слоя α-Al2O3 с более крупным зерном, нанесенного при помощи КПФ технологии.
Изобретение может быть использовано при изготовлении инструмента для механической обработки металла. Покрытие образовано одним или несколькими слоями тугоплавких соединений. По меньшей мере один слой образован мелкозернистым кристаллическим оксидом алюминия γ -Al2O3 с размером зерна менее 0,1 мкм. Слой γ -Al2O3 нанесен при помощи технологии двойного магнетронного напыления при температуре подложки от 450 до 700oС в зависимости от материала корпуса инструмента, на который наносят покрытие. Слой γ -Al2O3 сильно текстурирован в направлении (440). Он не имеет трещин и не содержит галогеновых загрязнений, что позволяет обеспечить высокую чистоту поверхности режущей кромки инструмента и повысить качество обрабатываемой заготовки. 2 с. и 15 з.п. ф-лы, 5 ил.
где I (hkl) - измеренная интенсивность (hkl) отражения;
Io (hkl) - стандартная интенсивность по данным дифракции стандартной порошковой картины ASTM;
n - число отражений, использованных при вычислении,
причем использованы отражения (hkl): (111), (311), (222), (400) и (440).
| Идентификатор возмущающих и управляющих воздействий | 1977 |
|
SU744473A1 |
| РЕЖУЩАЯ ПЛАСТИНА НА ОСНОВЕ СПЕЧЕННОГО ТВЕРДОГО СПЛАВА С ПОКРЫТИЕМ | 1990 |
|
RU2010888C1 |
| US 5516588 А, 14.05.1996 | |||
| US 5674564 A, 07.10.1997. | |||

