Изобретение относится к способам соединения металлических деталей с деталями из композиционных материалов, охватывающих одна другую (например, металлический наконечник и углепластиковый стержень), используемых преимущественно в космических аппаратах в условиях открытого космоса при воздействии растягивающих нагрузок.
Известен способ соединения деталей, охватывающих одна другую и работающих в условиях знакопеременных температур, с помощью клея по патенту №2179268, при котором склеиваемые детали, охватывающие одна другую, подготавливают и между ними помещают теплопроводную сетчатую основу, поверх которой наносят слой клея, совмещают и фиксируют детали, при этом в качестве теплопроводной сетчатой основы используют трикотажный шнур-чулок из металлонитей, толщина которого в растянутом состоянии близка, но не больше толщины клеевого слоя между соединяемыми деталями, который надевают на охватываемую деталь с облеганием и перед совмещением деталей фиксируют его край от сползания.
Недостатками такого соединения являются:
- при ограниченных из конструктивных соображений габаритах охватывающей детали, поперечного сечения охватываемой детали и значительных осевых нагрузках (например, длина охватывающей детали 20 мм, диаметр охватывающей детали 9 мм, диаметр стержня 3 мм, растягивающая нагрузка 200 кг) данный тип соединения не обеспечивает требуемой прочности и надежности соединения из-за малой площади клея, особенно при крайних положительных температурах;
- качество клеевого соединения зависит от равномерности сетчатой структуры установленного шнура-чулка, которая может быть нарушена при установке охватывающей детали;
- при повреждении охватывающей детали или охватываемой детали соединение не ремонтопригодно.
Известен узел соединения трубчатой детали с плоской, описанный в SU 378667 A, F16B 17/00, 13.07.1973, в котором с целью обеспечения возможности соединения трубчатой детали, имеющей на концах бурт, втулку, установленную в плоской детали, выполняют из эластичного материала с разделенным на сектора наружным выступом, имеющим в сечении яйцевидную форму и осуществляющим зажим бурта трубки (прототип).
Недостатком прототипа является то, что его использование в ограниченных малыми габаритами узлах, работающих в условиях знакопеременных температур при воздействии высоких растягивающих нагрузок, приведет к увеличению габаритов соединения как минимум в поперечном сечении из за необходимости усиления эластичной втулки (при диаметре 9 мм эластичный элемент будет нести крайне малую нагрузку, кроме того, каждый сектор втулки работает как рычаг, и в месте перехода сектора на основную сплошную часть втулки нагрузка увеличивается, стремясь оторвать сектор. Это явление потребует дополнительного усиления эластичной втулки). Кроме того, эластичная втулка при затяжке гайки создает предварительное нагружение на трубчатый элемент (в нашем случае на углепластиковый стержень) в направлении его оси, стремясь его раздавить, что значительно снижает несущую способность соединения при воздействии рабочей нагрузки, которую оно должно выдержать. Наличие большого количества секторов во втулке не гарантирует равенства величины давления каждого сектора втулки на трубчатый элемент (стержень), что приведет к неравномерности нагружения по сечению в месте контакта втулки и трубчатого элемента, а это также скажется на несущей способности соединения, так как детали из композиционных материалов чувствительны к неравномерному нагружению. Также к неравномерному нагружению приведет и тот факт, что при затяжке гайки сектора, поворачиваясь вокруг своего основания, сильнее будут давить на ту часть бурта, которая ближе к цилиндрической части трубчатого элемента (стержня), чем на его край, таким образом несущая способность соединения уменьшится.
Наконец, эластичная втулка при воздействии факторов космического пространства (радиация, экстремальные температуры, вакуум) быстро разрушится.
Задачами заявляемого способа соединения металлических деталей с деталями из композиционных материалов являются:
- повышение прочности и надежности соединения металлических деталей с деталями из композиционных материалов;
- обеспечение ремонтопригодности соединения.
Поставленные задачи решаются за счет того, что детали совмещают таким образом, что одна деталь охватывает другую, на конце которой выполнен увеличивающийся в поперечном сечении в направлении к торцу элемент, сопрягающийся с полостью, выполненной в охватывающей детали, после чего их фиксируют. Охватываемую деталь выполняют из композиционного материала, а охватывающую деталь - из металла, при этом ее выполняют сборной, состоящей из накладок с наружной резьбой и гильзы с внутренней резьбой, и собирают последовательно, совмещая сначала накладки с охватываемой деталью, а затем гильзу с накладками.
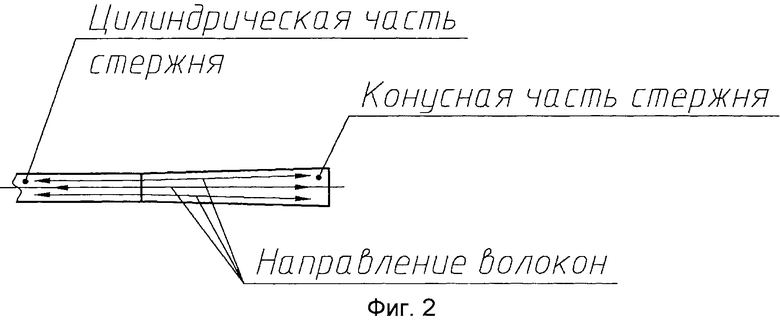
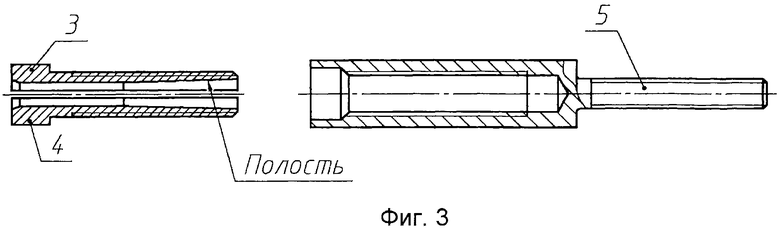
Сущность изобретения поясняется чертежами, где на фиг.1 изображен общий вид соединения, на фиг.2 - охватываемая деталь (стержень) из композиционного материала, на фиг.3 - охватывающая деталь (металлический наконечник).
Стержень 1 выполнен в виде цилиндра из однонаправленного углеродного волокна, соединенного между собой связующим. На конце стержня при его изготовлении формируют обратный конус таким образом, что волокна в конусной части стержня направлены вдоль образующей конуса и распределены равномерно. Пустоту в конусной части стержня заполняют связующим с добавленным в него измельченным углеродным волокном, после чего стержень полимеризуют. Наконечник 2 состоит из трех частей - двух внутренних накладок 3 и 4 и наружной, соединяющей накладки, гильзы 5. Накладки 3 и 4 получают из одного тела вращения, имеющего наружную резьбу, внутри которого выполнен конус, повторяющий по форме конус на конце стержня, и разрезанного по плоскости симметрии. Гильза 5 представляет собой тело вращения, имеющее внутреннюю резьбу, для взаимодействия при сборке соединения с накладками.
Способ реализуется следующим образом.
На конусную часть охватываемой детали (стержня) устанавливают накладки, после чего устанавливают соединяющую накладки гильзу.
Реализуемый таким образом способ соединения металлических деталей с деталями из композиционных материалов позволяет решить поставленные задачи по повышению прочности и надежности соединения. Благодаря тому, что соединение разъемное, можно заменить любую вышедшую из строя деталь.
Данный способ испытан на опытном образце в ОАО ИСС. Результаты испытаний свидетельствуют о достижении поставленных задач.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНЦЕВОЕ СОЕДИНЕНИЕ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2009 |
|
RU2410594C1 |
| Способ ремонта изделий из полимерных композиционных материалов | 2021 |
|
RU2793585C1 |
| УСТРОЙСТВО КОНЦЕВОГО СОЕДИНЕНИЯ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2010 |
|
RU2439418C1 |
| РЕГУЛИРУЕМЫЙ УЗЕЛ КРЕПЛЕНИЯ | 2013 |
|
RU2559370C2 |
| Способ ремонта изделий из полимерных композиционных материалов | 2020 |
|
RU2740214C1 |
| ВСТАВНАЯ МУФТА ДЛЯ ЭЛЕКТРИЧЕСКИХ ШЛАНГОВЫХ КАБЕЛЕЙ, В ЧАСТНОСТИ ДЛЯ ПРИМЕНЕНИЯ В ПОДЗЕМНЫХ ГОРНЫХ РАЗРАБОТКАХ | 1998 |
|
RU2198455C2 |
| Устройство для пластической обработки трубчатых деталей эластичной средой | 1990 |
|
SU1799652A1 |
| ТРЕХШАРНИРНАЯ РАМА ДЛЯ СЕЙСМОСТОЙКОГО СТРОИТЕЛЬСТВА | 2012 |
|
RU2490405C1 |
| Разъемное фланцевое соединение | 1984 |
|
SU1318761A1 |
| ЭЛАСТИЧНАЯ ГУСЕНИЦА ТРАНСПОРТНОГО СРЕДСТВА | 2010 |
|
RU2446975C1 |
Изобретение относится к способам соединения деталей, охватывающих одна другую, используемых преимущественно в космических аппаратах в условиях открытого космоса при воздействии растягивающих нагрузок. Способ соединения деталей заключается в совмещении деталей таким образом, что одна деталь охватывает другую, и их фиксации, при этом на конце охватываемой детали выполняют увеличивающийся в поперечном сечении в направлении к торцу детали элемент, сопрягающийся с полостью, выполненной в охватывающей детали. Заявленный способ характеризуется тем, что охватываемую деталь выполняют из композиционного материала, а охватывающую деталь - из металла, при этом ее выполняют сборной, состоящей из накладок с наружной резьбой и гильзы с внутренней резьбой, и собирают последовательно, совмещая сначала накладки с охватываемой деталью, а затем гильзу с накладками. В результате повышается прочность и надежность соединения металлических деталей с деталями из композиционных материалов, обеспечивается ремонтопригодность соединения. 3 ил.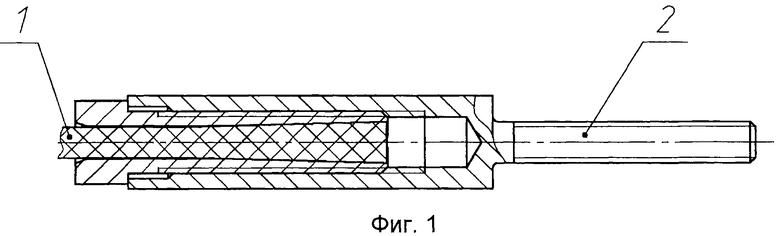
Способ соединения деталей, заключающийся в совмещении деталей таким образом, что одна деталь охватывает другую, и их фиксации, при этом на конце охватываемой детали выполняют увеличивающийся в поперечном сечении в направлении к торцу детали элемент, сопрягающийся с полостью, выполненной в охватывающей детали, отличающийся тем, что охватываемую деталь выполняют из композиционного материала, а охватывающую деталь - из металла, при этом ее выполняют сборной, состоящей из накладок с наружной резьбой и гильзы с внутренней резьбой, и собирают последовательно, совмещая сначала накладки с охватываемой деталью, а затем гильзу с накладками.
| 0 |
|
SU378667A1 | |
| Телескопическая опора | 1990 |
|
SU1784756A1 |
| КРЕПЕЖНЫЙ ЭЛЕМЕНТ | 1991 |
|
RU2011041C1 |
| РЕЛЬСОВОЕ СКРЕПЛЕНИЕ | 2000 |
|
RU2239011C2 |
| FR 761365 A, 17.03.1934. | |||

