Изобретение относится к способам специализированной обработки поверхности, в частности гравированию, а более конкретно к способам нанесения волнистой фактуры, и может применяться для создания текстурированной подложки, на которую производят запись информации, например, в виде кода.
Известен способ помехоустойчивой записи и считывания кодовой информации [патент РФ №2348076 от 02.04.2007, кл. G06K 7/10, G06K 1/12, G06K 19/14]. В известном техническом решении поверхность, на которую планируется нанести кодовую информацию, состоящую из совокупности трехмерных меток, предварительно обрабатывают на фрезерном станке, нарезая волнистую фактуру. Затем данную поверхность электрополируют для удаления заусенцев, образованных после обработки на фрезерном станке. После удаления заусенцев поверхность принимает вид волнистой фактуры с фиксированным шагом и глубиной рельефа профиля.
Недостатком этого способа является относительно низкая точность и нестабильность волнистой фактуры, так как происходит неконтролируемое стирание кромок фрезы, приводящее к отклонению от заданных значений параметров шага и глубины рельефа профиля. Кроме того, из-за образования заусенцев в процессе обработки поверхности на фрезерном станке требуется дополнительная механическая операция (электрополирование), что снижает технологичность процесса нанесения волнистой фактуры на поверхность.
Известен другой метод нанесения фоновой волнистой фактуры на поверхность, описанный в приведенном выше патенте, согласно которому поверхность механически накатывают для создания требуемого рельефа профиля неровностей. Однако в этом случае происходит нагартовка материала, что приводит к необходимости дополнительного электрополирования, к тому же искажающего волновой профиль.
В качестве прототипа выбрана известная технология прямого лазерного гравирования, [http://slovari.yandex.ru/dict/stefanov/article/ste/ste-1054.htm, от 12.12.2009], заключающаяся в создании на маркируемой поверхности рельефного изображения (в частности, волнистой фактуры) с использованием лазерного излучения в качестве инструмента гравирования. Требуемая фактура может быть нанесена на гравируемую поверхность посредством фокусирования лазерного излучения в виде пятна на поверхности и перемещения образовавшейся в результате фокусирования зоны локального испарения материала, размеры которой не превышают расстояния между двумя соседними хребтами волн фактуры, вдоль впадин наносимой волнистой фактуры. К преимуществам данного способа можно отнести высокую производительность, отсутствие нагартовки гравируемой поверхности, вследствие испарения ее материала (и как следствие, очистки материала от внешних загрязнений), а также дополнительное механическое упрочнение гравируемой поверхности посредством локального термического воздействия лазерного излучения. Также к преимуществам лазерного гравирования можно отнести возможность выполнения на том же технологическом оборудовании операции вырезания, например, из листовой заготовки таблички, и нанесения кодовой и визуальной информации.
Недостатком фоновой волнистой фактуры поверхности, созданной согласно прототипу, является то, что при наблюдении отраженного от нее света формируются полосчатые блики, затрудняющие процесс считывания информации, нанесенной на данную волнистую фактуру (которая служит фоном). Указанный недостаток обусловлен высокой чистотой получаемой поверхности, приводящей к образованию на ней фактуры цилиндрических вогнутых микрозеркал, фокусирующих падающий на них свет.
Задачей изобретения является создание способа нанесения волнистой фактуры с безбликовыми отражательными способностями и заданным профилем рельефа.
Поставленная задача достигается тем, что в способе нанесения волнистой фактуры на поверхность, заключающемся в фокусировании лазерного излучения в виде пятна на поверхности и перемещении образовавшейся в результате фокусирования зоны локального испарения материала поверхности, глубина которой равна заданной глубине впадин волнистой фактуры, а диаметр близок, но не превышает заданного расстояния между двумя соседними хребтами волн фактуры, вдоль заданного положения впадин наносимой волнистой фактуры, согласно изобретению в процессе перемещения зоны локального испарения материала поверхности вдоль впадин наносимой волнистой фактуры организуют мелкомасштабную осцилляцию положения зоны локального испарения, при этом амплитуда осцилляционного движения не превышает половины диаметра воронки зоны локального испарения.
Техническая сущность способа заключается в создании вдоль впадин заданной волнистой фактуры более мелкомасштабной периодической чешуйчатой ("рябьевидной") текстуры, обеспечивающей наряду с заданным профилем рельефа большую безбликовость отражения под всеми углами падения оптического излучения на гравируемую поверхность.
Кроме того, лазерное излучение подают в импульсном режиме, а пятно фокусировки перемещают равномерно.
Кроме того, лазерное излучение подают в непрерывном или квазинепрерывном режиме, а пятно фокусировки периодически смещают на расстояние, меньшее размеров зоны локального испарения материала поверхности.
Кроме того, мощность лазерного излучения варьируется по периодическому закону с периодом, не большим времени перемещения пятна фокусировки на расстояние, соответствующее размеру зоны локального испарения.
Благодаря этому дополнительно формируются микронеровности на поверхности впадин волнистой фактуры (наподобие чешуек), что также препятствует образованию бликов при отражении сигнала от гравируемой поверхности.
Кроме того, вокруг пятна фокусировки лазерного излучения формируют защитную газовую среду, что препятствует образованию окисной пленки на гравируемой поверхности.
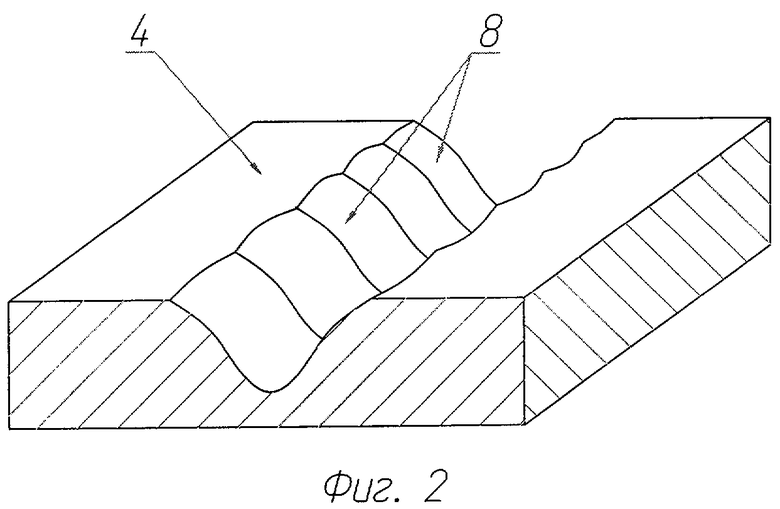
На фиг.1 показана общая схема нанесения требуемой волнистой фактуры на поверхность. На фиг.2 показана впадина заданной волнистой фактуры с более мелкомасштабной периодической чешуйчатой ("рябьевидной") текстурой на поверхности впадины.
Способ реализуется следующим образом.
С помощью лазера 1 генерируют когерентные электромагнитные волны (лазерное излучение, представленное на фиг.1 в виде лучей 2), которые при помощи устройства фокусирования 3 (например, линзы или дифракционной решетки) собирают в виде пятна на поверхности 4, куда предполагается нанести заданную волнистую фактуру 5. В процессе поглощения материалом поверхности лазерного излучения 2 образуется зона локального термического воздействия в месте, куда сфокусировано лазерное излучение, т.е. во впадине заданной волнистой фактуры. В указанной зоне происходит быстрый разогрев материала поверхности с достижением температурных полей, равных или превышающих температуру парообразования данного материала. В результате чего происходит локальное испарение материала. Размеры и форма зоны локального испарения 6 зависит от типа материала поверхности, размеров пятна фокусировки лазерного излучения на гравируемой поверхности, мощности лазерного излучения и времени экспозиции. Варьируя данные параметры (в ходе теоретических расчетов или на основе экспериментальных исследований), обеспечивается, во-первых, равенство глубины зоны локального испарения с заданной глубиной впадин волнистой фактуры, а во-вторых, условие близости, но не превышения, диаметром воронки зоны испарения заданного значения расстояния между двумя соседними хребтами волн фактуры (на фиг.1 данное расстояние обозначено буквой D).
Для образования заданной конфигурации рельефа поверхности полученную зону локального испарения перемещают вдоль впадин волнистой фактуры. Для этой цели перемещают пятно фокусировки по гравируемой поверхности, обеспечивая поступательное движение пятна, при этом суммарное положение геометрических мест центров пятен совпадает с заданными линиями впадин волнистого профиля. В итоге образуется серия впадин, а за счет того, что диаметр воронки зоны испарения близок, но не превышает заданного значения расстояния между двумя соседними хребтами волн фактуры, указанная серия впадин воспринимается как волнистая фактура, т.е. последовательное перемещение хребтов и впадин с заданным шагом и высотой профиля.
Перемещение пятна фокусировки может осуществляться за счет подвижки устройства фокусирования 3 относительно неподвижной гравируемой поверхности, и/или перемещения указанной поверхности относительно неподвижного устройства 3, и/или отклонения фокусируемых лучей 2 при помощи устройства 3.
В ходе обработки лазерным излучением гравируемой поверхности может образовываться окисная пленка на поверхности зоны локального термического воздействия. Для предотвращения процесса образования окисной пленки вокруг пятна фокусировки лазерного излучения формируется защитная газовая среда, состоящая, например, из азота. Газовая среда может подаваться из газового баллона высокого давления (за счет большего, по сравнению с внешним, внутреннего давления газа в баллоне) через соответствующие регулировочные клапаны и газовые трубопроводы к выходному патрубку 7, расположенному вблизи области пятна фокусировки. На фиг.1 стрелкой с буквой V показано направление инжекции струи газовой защитной среды.
В ходе перемещения зоны локального испарения вдоль заданного положения впадин волнистой фактуры осуществляется мелкомасштабная двумерная осцилляция положения зоны локального испарения. Амплитуда данного осцилляционного движения не превышает половины диаметра воронки зоны испарения. В ходе перемещения пятна фокусировки с указанной мелкомасштабной осцилляцией получаемая поверхность впадин имеет периодическую чешуйчатую ("рябьевидную") текстуру 8, однако при этом сохраняется заданный шаг и глубина волнистой поверхности, фиг.2. При этом получаемая волнистая поверхность лишь напоминает регулярную фактуру цилиндрических вогнутых микрозеркал (как у прототипа), так как сильно искажена указанной чешуйчатостью (рябью), что не позволяет фокусировать падающий на отгравированную поверхность свет, т.е. позволяет не формировать ярко выраженные полосчатые блики.
Осцилляция может организовываться, например, за счет собственной осцилляции сервоприводов системы перемещения пятна фокусировки относительно точки равновесия (текущей точки траектории движения геометрического центра пятна фокусировки). Данные колебания достаточно легко можно обеспечить, применяя в качестве сервоприводов шаговые электрические двигатели или ультразвуковые двигатели (широко применяемые в оптике), создающие осцилляцию за счет дискретности движения перемещаемого ими объекта (устройства фокусирования 3 и/или поверхности 4). При этом величина дискретности напрямую соотноситься с требуемой амплитудой осцилляции.
Возможен способ организации осцилляции посредством введения ее в движения отклоняющей подсистемы устройства фокусирования 3, которая перемещает пятно фокусировки. Что также можно реализовать посредством указанного выше использования шаговых электрических или ультразвуковых двигателей.
Для формирования дополнительных микронеровностей на поверхности впадин волнистой фактуры, улучшающих безбликовость отгравированной поверхности, организуют следующие операции. Лазерное излучение подают в импульсном режиме, а пятно фокусировки перемещают равномерно. Аналогичного эффекта достигают, если лазерное излучение подают в непрерывном или квазинепрерывном (высокочастотном или сверхвысокочастотном) режиме, а пятно фокусировки периодически смещают на расстояние, меньшее размеров зоны локального испарения материала поверхности. Для достижения той же цели мощность лазерного излучения варьируется по периодическому закону с периодом, не большим времени перемещения пятна фокусировки на расстояние, соответствующее размеру зоны локального испарения. Организация перечисленных действий осуществляется за счет управления работой лазера 1 и механизмов подвижки пятна фокусировки.
Реализация предлагаемого способа является возможной, т.к. на сегодняшний день промышленностью освоены и широко применяются лазерные гравировальные станции при соответствующей настройке которых организуется режим работы согласно изобретению. Наиболее эффективно выглядит использование предложенного способа нанесения волнистой фактуры для создания текстурированной подложки, на которую производят запись информации, например, в виде кода. Он позволяет создать относительно безбликовую волнистую поверхность, облегчающую считывание нанесенной на нее кодовой информации за счет повышения уровня контрастности сигнал-фон.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОМЕХОУСТОЙЧИВОЙ ЗАПИСИ И СЧИТЫВАНИЯ КОДОВОЙ ИНФОРМАЦИИ | 2011 |
|
RU2459250C1 |
| СПОСОБ МАРКИРОВКИ ОБЪЕКТА И РАСПОЗНАВАНИЯ ЕЕ ПОСЛЕ ВНЕШНИХ ВОЗДЕЙСТВИЙ | 2011 |
|
RU2454716C1 |
| АВТОМАТИЧЕСКИЙ ИДЕНТИФИКАТОР ОБЪЕКТОВ | 2012 |
|
RU2513765C1 |
| Способ соединения с натягом деталей типа вал-втулка | 1983 |
|
SU1199558A1 |
| СПОСОБ ПОЛУЧЕНИЯ МИКРО- И НАНОСТРУКТУР НА ПОВЕРХНОСТИ МАТЕРИАЛОВ | 2013 |
|
RU2544892C1 |
| СПОСОБ МАРКИРОВКИ ИЗДЕЛИЙ | 2011 |
|
RU2487787C2 |
| СПОСОБ КОНТРОЛЯ НАД СОДЕРЖИМЫМ ЗАМКНУТОГО ОБЪЕМА | 2011 |
|
RU2457477C1 |
| Способ изготовления высокоточной заготовки из порошка титанового сплава | 2018 |
|
RU2709694C1 |
| СПОСОБ РАЗДЕЛЕНИЯ ТВЕРДЫХ ПРОЗРАЧНЫХ ПЛАСТИН СО СВЕТОИЗЛУЧАЮЩИМИ ИЛИ МИКРОЭЛЕКТРОННЫМИ СТРУКТУРАМИ | 2003 |
|
RU2254299C1 |
| СПОСОБ ВВОДА КОДИРОВАННОГО ОТКРЫВАЮЩЕГО СИГНАЛА В ИСПОЛНИТЕЛЬНЫЙ МЕХАНИЗМ ЗАПИРАЮЩЕГО УСТРОЙСТВА | 2013 |
|
RU2530847C1 |
Изобретение относится к способу нанесения волнистой фактуры на поверхность и может применяться для создания текстурированной подложки, на которую производят запись информации, например, в виде кода. Способ включает фокусирование лазерного излучения в виде пятна на поверхности и перемещение образовавшейся в результате фокусирования зоны локального испарения материала поверхности с заданной глубиной и диаметром вдоль положения впадин наносимой волнистой фактуры. В процессе перемещения зоны локального испарения организуют мелкомасштабную осцилляцию положения зоны, при этом амплитуда осцилляционного движения не превышает половины диаметра воронки зоны локального испарения. В результате получают вдоль впадин заданную волнистую фактуру более мелкомасштабной периодической чешуйчатой ("рябьевидной") текстуры, обеспечивающей наряду с заданным профилем рельефа большую безбликовость отражения под всеми углами падения оптического излучения на гравируемую поверхность. 4 з.п. ф-лы, 2 ил.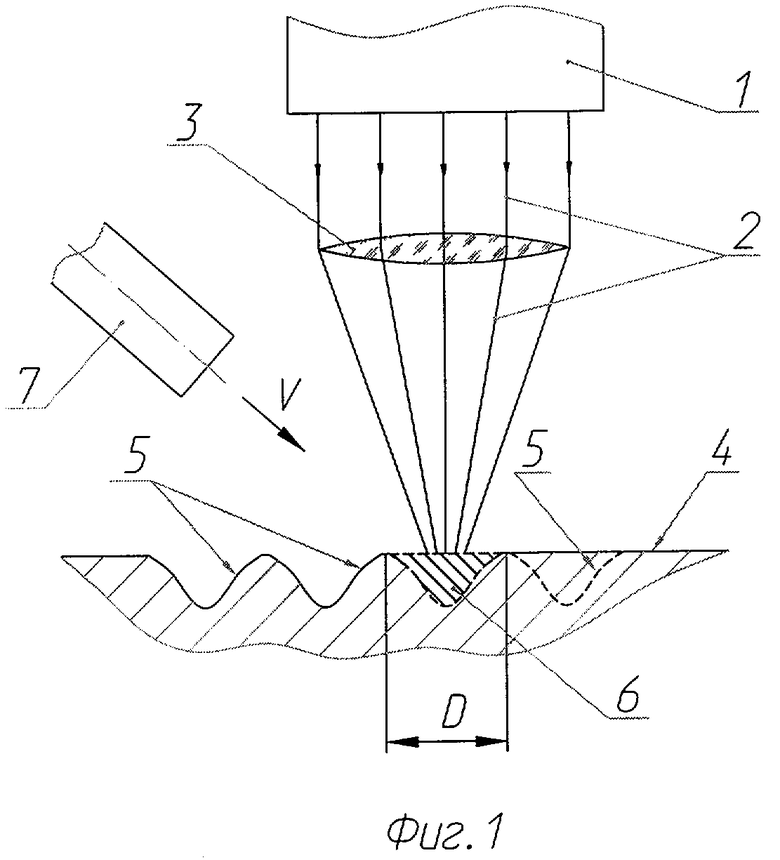
1. Способ нанесения волнистой фактуры на поверхность, включающий фокусирование лазерного излучения в виде пятна на поверхности и перемещение образовавшейся в результате фокусирования зоны локального испарения материала поверхности, глубина которой равна заданной глубине впадин волнистой фактуры, а диаметр близок и не превышает заданного расстояния между двумя соседними хребтами волн фактуры, вдоль заданного положения впадин наносимой волнистой фактуры, отличающийся тем, что в процессе перемещения зоны локального испарения материала поверхности вдоль впадин наносимой волнистой фактуры организуют мелкомасштабную осцилляцию положения зоны локального испарения, при этом амплитуда осцилляционного движения не превышает половины диаметра воронки зоны локального испарения.
2. Способ нанесения волнистой фактуры на поверхность по п.1, отличающийся тем, что лазерное излучение подают в импульсном режиме, а пятно фокусировки перемещают равномерно.
3. Способ нанесения волнистой фактуры на поверхность по п.1, отличающийся тем, что лазерное излучение подают в непрерывном или квазинепрерывном режиме, а пятно фокусировки периодически смещают на расстояние, меньшее размеров зоны локального испарения материала поверхности.
4. Способ нанесения волнистой фактуры на поверхность по п.1, отличающийся тем, что мощность лазерного излучения варьируют по периодическому закону с периодом, не большим времени перемещения пятна фокусировки на расстояние, соответствующее размеру зоны локального испарения.
5. Способ нанесения волнистой фактуры на поверхность по любому из пп.1-4, отличающийся тем, что вокруг пятна фокусировки лазерного излучения формируют защитную газовую среду.
| Прямое лазерное гравирование форм флексографической и высокой печати, Флексо Плюс №6, декабрь 2004, [on-line] [найдено 04.10.2010] | |||
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФА НА ПОВЕРХНОСТИ | 1997 |
|
RU2129960C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ | 1996 |
|
RU2107600C1 |
| US 3246079 A, 12.04.1966 | |||
| Механизм поворота направляющих лопаток турбомашины | 1977 |
|
SU626228A1 |
| US 4806731 A, 21.02.1989. | |||

