Изобретение относится к лазерной обработке материалов и может быть использовано при изготовлении деталей и оборудования в различных отраслях машиностроения, химической промышленности, ядерной энергетике и др., а также при ремонтах различных деталей, например, шейки коленчатых валов, уплотнительные фаски клапанов в двигателях внутреннего сгорания.
Известно, что в процессе эксплуатации оборудования, его детали подвергаются износу, происходящие из-за их трения друг об друга (трение скольжения, трение качения), а также из-за их взаимодействия с агрессивными средами - взаимодействие с химически активными средами; абразивный износ и т.д. В результате этого поверхностные слои деталей изнашиваются и детали, и соответственно все оборудование становятся неработоспособными.
Так как контакт с другими деталями, а также с агрессивными средами в подавляющем большинстве ведут к износу поверхностных слоев, то к этим слоям предъявляются особо жесткие условия - высокая коррозийная стойкость, износостойкость, твердость, высокая ударная вязкость, пластичность, стойкость к абразивному износу, а также способность восприятия высоких температур градиентов без сильных изменений механических свойств металла. Это приводит к использованию дорогостоящих высоколегированных сталей и сплавов. Для удешевления стоимости изготовленной детали ее основной материал, не имеющий непосредственный контакт со средой или другими деталями, делается из недорогих низколегированных сталей и сплавов, а поверхностные слои наплавляют высоколегированными сталями и сплавами, отвечающим эксплуатационным требованиям. Например, в атомном машиностроении корпус реактора ВВЭР-1000 изготовляют из низколегированной стали 22К, а его внутренняя поверхность, имеющая непосредственный контакт с теплоносителем, наплавляется высоколегированной сталью аустенитного класса 08Х18Н10Т.
При ремонтах деталей, например коленчатые валы двигателей внутреннего сгорания, изнашиваемые поверхности - шейки шлифуют до ремонтного размера с дальнейшим уменьшением диаметра и подбирают новые вкладыши. При последующем ремонте изношенные шейки коленчатых валов снова шлифуют до другого ремонтного размера, меньше первого, и т.д.. В результате этого с каждым последующим ремонтом шеек валов их диаметр уменьшается до критического, при котором дальнейшая эксплуатация коленчатого вала становится невозможной. Вал приходится заменять новым, что ведет к дополнительным ремонтным затратам.
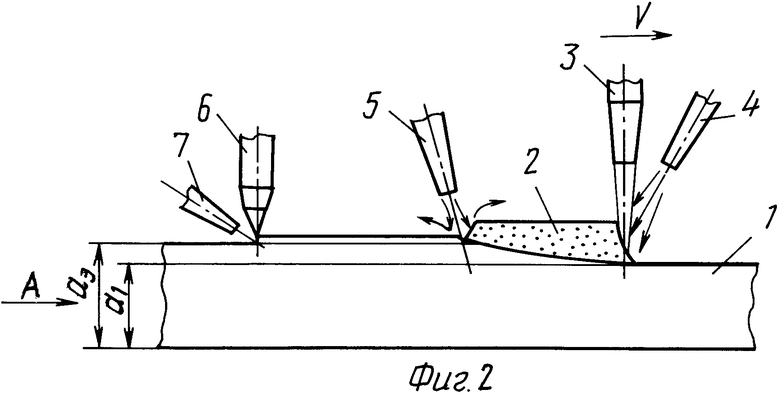
Для снижения стоимости ремонта, изношенные поверхности наплавляют дополнительным металлом (см., например, [1]) с последующим фрезерованием и шлифовкой до первоначальных размеров детали. Использование вышеуказанных операций позволяет полностью восстановить деталь и избежать дополнительных затрат, связанных с покупкой новой детали. Однако недостатком наплавки является то, что наплавленный материал имеет форму валиков и соответственно форма и размеры наплавленной детали сильно отличаются от требуемых (см. фиг. 1), и поскольку наплавленный металл зачастую обладает высокими механическими свойствами: твердостью, прочностью, износостойкостью; то последующие необходимые механические операции: фрезерование и окончательная шлифовка до необходимых размеров связаны с большими трудностями при их реализации: с высоким износом инструмента, низкой производительностью процессов, большими поводками из-за нагрева при контакте инструмента и детали, и требуют дополнительных операций правки на гидравлических процессах.
Указанные недостатки процесса восстановления детали с помощью наплавки делают ее дорогостоящей операцией, что сдерживает ее широкое применение на практике.
Известный способ газопорошковой лазерной наплавки (ГПЛН), несмотря на описываемые технологические приемы [1] уменьшает, но не устраняет неровности наплавляемых на деталь валиков.
Это позволяет несколько уменьшить объем затрат, связанных с последующими операциями механического фрезерования и шлифования.
Известен способ, при котором на детали первоначально проводится лазерная наплавка, а затем лазерным лучом проводится сплавление наплавленных валиков [2] . Для увеличения производительности процесса, наплавку проводят сканированием лазерного луча. Процесс осуществляется раздвоенным лазерным лучом с подачей наплавляемого порошка вслед движущемуся образцу в первое по ходу обработки пятно. Полученные при этом результаты обеспечивают равномерное по высоте и ширине валики, отличающиеся гладкой поверхностью (с. 285, [2]). По сравнению с аналогом, данный способ позволяет еще больше выровнить валики и снизить тем самым объем и, соответственно, стоимость последующих механических работ - фрезерование и шлифование.
К недостаткам способа можно отнести необходимость дополнительного нагрева поверхности детали до температуры плавления, что приводит к дополнительным термодеформациям.
Данный способ является наиболее близким к заявляемому и принят за прототип.
Задачами, решаемыми изобретением, являются уменьшение или полное исключение операций механического фрезерования и механического шлифования, уменьшение количества поглощенного тепла деталью, снижение поводок от термодеформаций, увеличение производительности процесса наплавки и всей операции восстановления детали, удешевление процесса восстановления детали.
Указанные задачи решаются тем, что за лазерной наплавкой ведут выдувание жидкой фазы из наплавленного валика с временным интервалом, равным времени образования твердой фазы наплавленного валика, обеспечивающей необходимый эксплуатационный размер детали, а непосредственно за выдуванием жидкой фазы ведут лазерное фрезерование образовавшейся твердой фазы валика до необходимых эксплуатационных размеров детали. Выдувание жидкой фазы ведут в сторону предыдущего валика. Выдувание жидкой фазы ведут вслед за лазерным лучом. Сканирование лазерным лучом при наплавке и при лазерном фрезеровании осуществляется одним сканатором.
Предложенный способ позволяет исключить дорогостоящий и низкопроизводительный процесс механического фрезерования и провести наплавку и фрезерование одним и тем же инструментом - лазерным лучом, причем, т. к. лазерный луч не имеет контакта с обрабатываемым материалом, то исключается износ фрезерующего инструмента и связанные с ним операции заточки, а также замены его на новый.
В случае, если в процессе эксплуатации к поверхности детали не предъявляется очень высоких требований, например, при контакте с агрессивной средой, то исключается операция шлифования, т.е. все необходимые для изготовления и восстановления операции детали с наплавленным поверхностным слоем проводятся одним и тем же инструментом - лазерным лучом, а механические операции - фрезерование и шлифование отсутствуют.
Выдув жидкой фазы наплавленного валика с временным интервалом, равным времени образования твердой фазы валика по сечению, обеспечивающим необходимый эксплуатационный размер наплавляемой детали, позволяет, во-первых, удалить максимально возможное количество наплавляемого металла и тем самым максимально возможно снизить объем последующих доводочных операций и, во-вторых, вместе с жидкой фазой удалить максимально возможное количество тепла от детали и резко снизить возникающие в ней термодеформации.
Проведение непосредственно за выдуванием жидкой фазы операции лазерного фрезерования, заключающегося в мгновенном нагреве остросфокусированным лазерным лучом поверхностного слоя до температуры плавления с немедленным его удалением из зоны расплава, позволяет осуществлять лазерное фрезерование поверхности, имеющей температуру, близкую к температуре плавления. Тем самым обеспечивается, во-первых, максимальное внесение дополнительной теплоты в деталь при расплавлении поверхностного слоя, во-вторых, обеспечивается высокий КПД процесса лазерного фрезерования.
Перенос жидкой фазы наплавленного валика в сторону предыдущего валика позволяет уменьшить возникающие неровности наплавленной поверхности детали, и тем самым уменьшить объем доводочных операций, снизить расход наплавляемого порошка за счет перераспределения наплавляемого металла и тем самым повысить КПД процесса наплавки, одновременно снижая его стоимость.
Перенос жидкой фазы наплавленного валика вслед за лазерным лучом позволяет также снизить расход направляемого порошка и повысить КПД процесса наплавки.
Так как амплитуда сканирования при операциях лазерной наплавки и лазерного фрезерования одинакова и равна ширине наплавляемого валика, а линейные скорости обеих операций одинаковы, то обе операции можно проводить с помощью одного сканатора с разделением лазерного луча.
На фиг.1 показана наплавляемая деталь с наплавленными валиками, на фиг. 2 - 8 - реализация предлагаемого способа.
На фиг. 1 приняты следующие обозначения:
a1 - исходный размер детали;
aэ - эксплутационный (требуемый) размер наплавленной детали;
amax - максимальный размер детали, равный сумме исходного размера детали и полной высоты наплавленного валика.
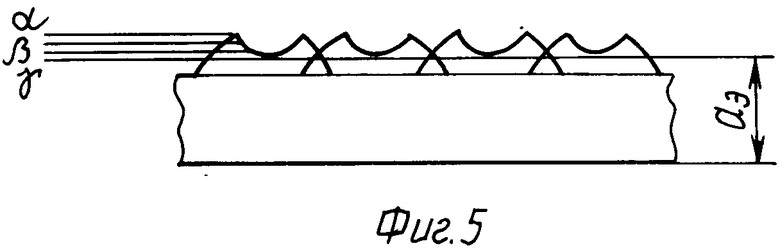
Способ осуществляется следующим образом (фиг. 2). На деталь 1 с помощью технологического объектива 3, направляющего и фокусирующего лазерный луч, и системы подачи присадочного материала (порошок, проволока, лента и т.д.) 4 с линейной скоростью V наплавляется валик 2. При этом для увеличения производительности процесса лазерный луч сканируют по ширине валика в направлении, перпендикулярном движению технологического объектива (фиг. 3). После наплавки валик охлаждается, причем теплоотдача от валика происходит преимущественно в основной металл наплавляемой детали. На фиг. 3 показаны изотермы охлаждения валика (I). Каждая изотерма соответствует температуре плавления материала наплавляемого валика в различные периоды времени и отделяет жидкую фазу от твердой. Выдувание жидкой фазы (по 3, 5, на фиг. 2), (фиг. 2 -4), заштрихованные области) осуществляется при достижении изотермой (на фиг. 3 - Iэ эксплуатационного размера детали - aэ в случае плоской детали, dэ - в случае цилиндрической детали (фиг. 4). Время достижения изотермой I размера aэ или dэ в каждом отдельном случае различно и зависит от типа детали, ее материала, ее размеров, параметров лазерного луча и параметров наплавляемого валика. После выдувания жидкой фазы валика образуется рельеф, показанный на фиг. 5. Удаление лишнего металла до достижения необходимых размеров aэ и dэ осуществляется лазерным фрезерованием, заключающемся в быстром нагреве тонкого поверхностного слоя остросфокусированным лазерным лучом (объектив) до жидкого состояния и удалении его потоком газа 7. Последовательным сканированием с заглублением фокуса по каждому слою удаляется металл до достижения необходимого размера детали (на фиг. 5 - слои α, β, γ и т. д.). Лазерное фрезерование осуществляется непосредственно за выдуванием жидкой фазы и осуществляется на металле, имеющем температуру, близкую к температуре плавления, т. е. необходимые тепловложения для осуществления операции лазерного фрезерования незначительны. Кроме того, тонкий слой расплавленного металла мгновенно удаляется потоком газа, что препятствует распространению вложенного тепла в основной металл детали. Так как амплитуда сканирования при лазерной наплавке и лазерном фрезеровании одинакова, то обе операции можно осуществлять одним сканатором с разделением лазерного луча.
Для обеспечения более полного использования наплавляемого металла, лазерную наплавку ведут с увеличенными расстояниями между валиками так, что минимальный размер детали amin был меньше aэ (фиг. 6, а), или даже равен a1 (фиг. 6, б). Выдувание жидкого металла из наплавленного валика ведут в сторону предыдущего валика - заштрихованные области, так что заполняется промежуток между предыдущим валиком и вновь образованным. После застывания металла обеспечивается максимальный размер в промежутке между валиками a2 равный или превышающий aэ. Далее проводится операция лазерного фрезерования.
Выдувание жидкой фазы из наплавленного валика может осуществляться ее переносом вслед за движением лазерного луча (фиг.7). Жидкий металл, растекаясь, уменьшает высоту наплавляемого валика и заполняет пространство между предыдущим валиком и наплавляемым, а также пространство между наплавляемым валиком и следующим валиком (фиг. 8).
Перенос жидкой фазы валика в сторону предыдущего валика или вслед за движением лазерного луча позволяет более равномерно перераспределить объем наплавляемого луча, а также уменьшить объемы последующих доводочных операций.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лазерно-порошковой наплавки валов электродвигателя | 2020 |
|
RU2754335C1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СТРУИ ДЛЯ ЛАЗЕРНОЙ РЕЗКИ | 1997 |
|
RU2121912C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1996 |
|
RU2113332C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ПОД ФЛЮСОМ НАРУЖНЫХ ИЛИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ | 2010 |
|
RU2410215C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНКРУСТИРОВАННЫХ ИЗДЕЛИЙ | 1995 |
|
RU2111127C1 |
| СПОСОБ РАСКРОЯ ЛИСТОВОГО МАТЕРИАЛА С ПОМОЩЬЮ ВЫСОКОКОНЦЕНТРИРОВАННОГО ИСТОЧНИКА ЭНЕРГИИ | 1997 |
|
RU2119855C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВЫХ ПИЛ С ПОМОЩЬЮ ЛАЗЕРА | 1995 |
|
RU2106948C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2020 |
|
RU2751403C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЛАЗЕРНОЙ НАПЛАВКИ МЕТАЛЛОВ | 2011 |
|
RU2502588C2 |
| СПОСОБ РЕМОНТА КОЖУХА ТЕРМОПАРЫ ГАЗОТУРБИННОЙ УСТАНОВКИ | 2020 |
|
RU2738181C1 |





Изобретение может быть использовано при изготовлении деталей и оборудования в различных областях машиностроения, химической промышленности, ядерной энергетике и т.д, а также при ремонтах изношенных деталей, например шейки коленчатых валов, уплотнительных фасок клапанов в двигателях внутреннего сгорания. После лазерной наплавки ведут удаления жидкой фазы наплавленного валика и непосредственно за этим ведут операцию лазерного фрезерования. Для более равномерного распределения наплавленного металла, а также снижения объема последующих доводочных операций, жидкую фазу валика переносят в стороны предыдущего валика и вслед за движением лазерного луча. Использование предложенного способа позволяет исключить операцию механического шлифования, уменьшить количество поглощенного деталью тепла, уменьшить возникающие поводки. 4 з.п. ф-лы, 8 ил.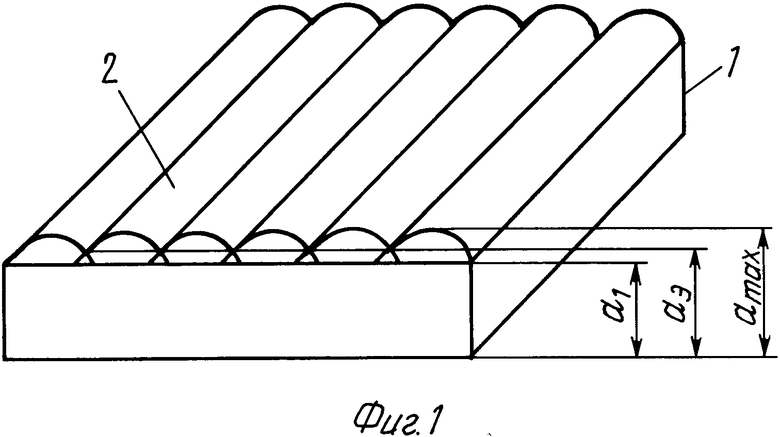
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Родин Ю.А | |||
| и др | |||
| "Краткий справочник авторемонтника", М., 1988, с | |||
| Прибор для определения всасывающей силы почвы | 1921 |
|
SU138A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Григорьянц А.Г | |||
| и др "Влияние некоторых технологических факторов на особенности формирования валиков при лазерной газопорошковой наплавке", Порошковая металлургия, N 9, 1984, с | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Григорьянц А.Г | |||
| "Основы лазерной обработки материалов", М., Машиностроение, 1989, с | |||
| ПАРОПЕРЕГРЕВАТЕЛЬ ДЛЯ ТРУБЧАТЫХ ПАРОВЫХ КОТЛОВ С ЭЛЕМЕНТАМИ, СОСТОЯЩИМИ ИЗ ДВУХ ПЕТЕЛЬ, ВВОДИМЫХ В ПРОГАРНЫЕ ТРУБЫ КОТЛА | 1916 |
|
SU281A1 |

