Изобретение относится к области аддитивного производства и может быть использовано в различных отраслях промышленности при изготовлении сложных 3х-мерных изделий из титановых сплавов методом прямого лазерного выращивания.
Известен "Способ формирования металлической части на металлической подложке посредством осаждения накладываемых друг на друга слоев" патент РФ №2321678 от 10.04.2008, относящийся к способам изготовления 3-х мерных изделий посредствам технологии лазерной наплавки или прямого лазерного выращивания. Суть способа заключается в генерации лазерного излучения, направление его в зону выращивания и подаче в зону его воздействия металлического порошка. Постоянство геометрических размеров изделия обеспечивается варьированием мощности генерируемого в зону воздействия лазерного излучения таким образом, чтобы ванна расплава сохраняла свою геометрию.
В патенте РФ №2228243 "Способ и устройство для лазерной наплавки" от 10.05.2004 описана система автоматического регулирования послойной наплавки материала, содержащая лазер с возможностью регулирования мощности его излучения, средство подачи материала в ванну расплава для его плавления лазерным излучением для получения слоя наплавленного материала с заданной геометрией; системы контроля геометрии наплавляемого валика на базе оптоэлектрического чувствительного элемента и системы обратной связи, обеспечивающей автоматическое регулирование скорости процесса наплавки. Датчик системы контроля оснащен узкополосным фильтром, пропускающим отраженное от наплавленного покрытия излучение.
Недостатками данных способов является использование лазерного излучения с гауссовым распределением в поперечном сечении.
В качестве прототипа выбран патент РФ №151056 на «Устройство для лазерного спекания порошка» от 11.09.2014.
В нем приведено устройство, содержащее лазер и средство фокусирования, и средство относительного перемещения лазерного луча и поверхности спекаемого порошка, дополнительно снабжено оптической системой колебаний лазерного луча, предназначенной для последовательной установки между средством фокусирования и средством относительного перемещения. При реализации метода спекания на данном устройстве совершаются колебательные перемещения лазерного луча по двум взаимно перпендикулярным направлениям, нормальным к оси лазерного луча, которые контролируются системой управления процесса спекания, подключенной к оптической системе колебаний, выполненной в виде, в частном случае - плоского зеркала или призмы.
Недостатком метода, реализуемого на данном устройстве, является необходимость в большом количестве используемого порошка при подготовке слоя перед его спеканием во время создания изделия. Это повышает стоимость его изготовления. Мощность лазерного излучения в процессе колебания луча не меняется в разных местах обработки, это сказывается на качестве формирования слоев изделия, либо требует использования дополнительных поддерживающих опор.
Техническим результатом является изготовление 3х-мерной высокоточной заготовки из порошка титанового сплава с использованием способа прямого лазерного выращивания с повышением качеств формирования наплавляемых слоев.
Для решения задачи предложен способ изготовления высокоточной заготовки из порошка титанового сплава.
3D-модель изделия разбивают на слои в программном обеспечении или задают контур изделия вручную с пульта оператора, фокусируют лазерное излучение требуемой мощности в зону обработки с помощью оптической системы лазерной головки, металлический порошок подают в зону воздействия лазерного излучения (коаксиально или не коаксиально оптической оси лазерного излучения), рабочую герметичную камеру заполняют инертным газом - аргоном высшего сорта до избыточного давления, изменяют распределение лазерного излучения с использованием осциллирования лазерного излучения, мощность лазерного излучения изменяют программно по точкам.
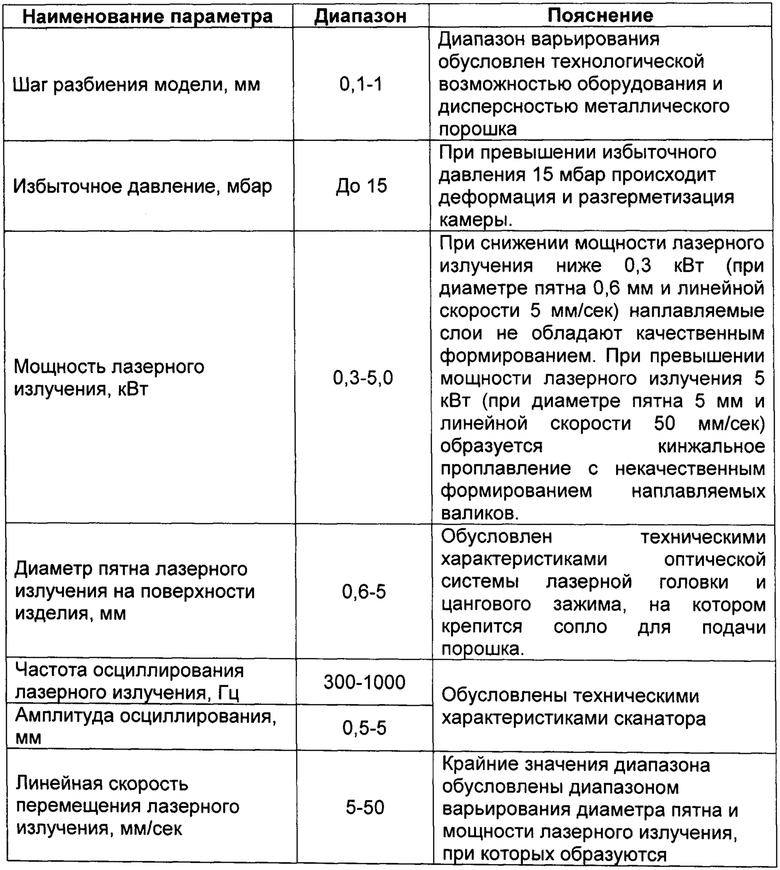
Поставленная задача в заявляемом способе решается посредством послойного компьютерного разбиения модели изделия с шагом от 0,1 мм до 1 мм, заполнением объема рабочей герметичной камеры до избыточного давления 15 мБар, генерации лазерного излучения мощностью от 0,3 кВт до 5,0 кВт и его транспортировки в оптическую систему лазерной головки по транспортному волокну, фокусировки лазерного излучения с диаметром пятна на поверхности выращиваемой заготовки от 0,6 мм до 5 мм и осцилляции лазерного излучения с помощью модуля колебаний, встроенного в лазерную головку, с частотой от 300 Гц до 1000 Гц и амплитудой от 0,5 мм до 5 мм в зону взаимодействия с металлическим порошком (титановый сплав), подаваемым локально. Лазерная головка перемещается относительно заготовки по требуемой траектории со скоростью от 5 мм/сек до 50 мм/сек. Далее с использованием данных 3D-модели или данных программы, внесенных оператором вручную, высокоточную заготовку выращивают послойно.
Диапазоны варьирования параметров режима обусловлены следующим:

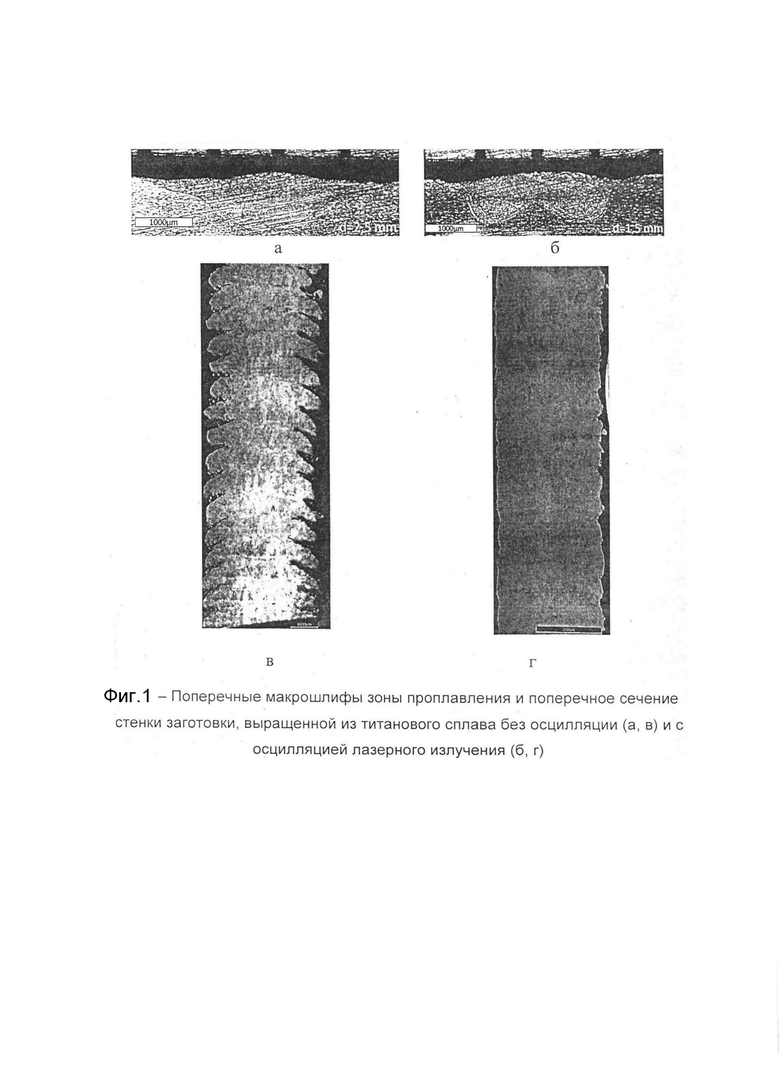
Техническим результатом заявляемого решения является изменение распределения лазерного излучения в поперечном сечении с гауссова – фиг. 1 а до равномерного. При этом при прямом лазерном выращивании высокоточной заготовки в процессе осцилляции из-за инерции компонентов модуля колебаний лазерное излучение воздействует на крайнюю область выращиваемой поверхности дольше по сравнению с промежуточной областью, обеспечивая больший вклад энергии по краям наплавляемого слоя – фиг. 1 б. В результате при прямом лазерном выращивании точных заготовок обеспечивается качественное сплавление слоев, образуя стенку с требуемой шероховатостью – фиг. 1 г, также увеличивается коэффициент захвата металлического порошка и производительность процесса выращивания. В случае же гауссова распределения (без осцилляции лазерного излучения) в процессе выращивания слои не сплавляются по краям из-за недостаточной мощности лазерного излучения, что влечет образование стенки с высоким значением шероховатости – фиг. 1 в снижение коэффициента захвата металлического порошка и производительности процесса прямого лазерного выращивания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения кожухов камеры сгорания индустриальных двигателей с применением комплексной технологии прямого лазерного выращивания | 2023 |
|
RU2830597C1 |
| Способ изготовления корпусных деталей МГТУ технологией прямого лазерного выращивания | 2023 |
|
RU2832100C1 |
| Способ изготовления детали типа шлиц-шарнир методом селективного лазерного сплавления металлического порошка титанового сплава | 2023 |
|
RU2825235C1 |
| Устройство онлайн-мониторинга формы наплавленного слоя и управления процессом прямого лазерного выращивания изделий из металлических порошков | 2022 |
|
RU2811830C2 |
| СПОСОБ АДДИТИВНОГО ФОРМИРОВАНИЯ ИЗДЕЛИЙ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2022 |
|
RU2800693C1 |
| Способ создания заготовки гребного винта | 2019 |
|
RU2715404C1 |
| ГРАДИЕНТНЫЙ МАТЕРИАЛ ДЛЯ СОЕДИНЕНИЯ ТИТАНОВОГО СПЛАВА BT1-0 С НЕРЖАВЕЮЩЕЙ СТАЛЬЮ 316L МЕТОДОМ ПРЯМОГО ЛАЗЕРНОГО ВЫРАЩИВАНИЯ | 2022 |
|
RU2800900C1 |
| Способ создания заготовки гребного винта методом прямого дугового выращивания | 2023 |
|
RU2819592C1 |
| Способ роботизированной лазерной наплавки для изделий из штамповой стали | 2023 |
|
RU2820294C1 |
| Способ лазерно-порошковой наплавки валов электродвигателя | 2020 |
|
RU2754335C1 |
Изобретение относится к изготовлению высокоточной заготовки из порошка титанового сплава. Способ включает послойное выращивание заготовки на установке прямого лазерного выращивания с использованием данных 3D-модели заготовки в программном обеспечении или внесенных оператором данных программы вручную с пульта оператора, фокусировку лазерного излучения в герметичной рабочей камере в зоне обработки порошка с помощью оптической системы лазерной головки, подачу порошка в зону воздействия лазерного излучения и послойное наплавление слоев заготовки из порошка посредством перемещения осциллированного лазерного излучения. Послойное наплавление слоев заготовки из порошка ведут в заполненной аргоном до избыточного давления герметичной рабочей камере. Лазерное излучение осциллируют с помощью модуля колебаний, встроенного в лазерную головку, с частотой 300-1000 Гц и амплитудой 0,5-5 мм. Мощность лазерного излучения изменяют программно по точкам в диапазоне 0,3-5 кВт и обеспечивают линейную скорость перемещения осциллированного лазерного излучения в диапазоне 5-50 мм/сек. Обеспечивается повышение качества формирования наплавляемых слоев. 1 ил., 1 табл.
Способ изготовления высокоточной заготовки из порошка титанового сплава, включающий послойное выращивание заготовки на установке прямого лазерного выращивания с использованием данных 3D-модели заготовки в программном обеспечении или внесенных оператором данных программы вручную с пульта оператора, фокусировку лазерного излучения в герметичной рабочей камере в зоне обработки порошка с помощью оптической системы лазерной головки, подачу порошка в зону воздействия лазерного излучения и послойное наплавление слоев заготовки из порошка посредством перемещения осциллированного лазерного излучения, отличающийся тем, что послойное наплавление слоев заготовки из порошка ведут в заполненной аргоном до избыточного давления герметичной рабочей камере, при этом лазерное излучение осциллируют с помощью модуля колебаний, встроенного в лазерную головку, с частотой 300-1000 Гц и амплитудой 0,5-5 мм, причем мощность лазерного излучения изменяют программно по точкам в диапазоне 0,3-5 кВт и обеспечивают линейную скорость перемещения осциллированного лазерного излучения в диапазоне 5-50 мм/сек.
| Пьезоэлектрический измерительный приемник звука (синхрофон), работающий в схеме коррелятора | 1958 |
|
SU151056A1 |
| RU 2015147740 A, 11.05.2017 | |||
| СПОСОБ ИМПУЛЬСНОЙ ЛАЗЕРНОЙ НАПЛАВКИ МЕТАЛЛОВ | 2011 |
|
RU2502588C2 |
| Устройство для гибридного лазерно-акустического создания функционально-градиентного материала | 2017 |
|
RU2669953C1 |
| 0 |
|
SU158542A1 | |
| EP 3196001 A1, 26.07.2017 | |||
| WO 2016152023 A1, 29.09.2016 | |||
| US 20170129012 A1, 11.05.2017. | |||

