Изобретение относится к области машиностроения и может быть использовано в турбомашиностроении при восстановлении рабочих и направляющих лопаток паровых турбин, газоперекачивающих установок и компрессоров газотурбинных двигателей, изготовленных из титановых сплавов.
Рабочие лопатки компрессора газотурбинного двигателя (ГТД) и газотурбинной установки (ГТУ), а также паровых турбин в процессе эксплуатации подвергаются воздействиям значительных динамических и статических нагрузок, а также коррозионному и эрозионному разрушению. Исходя из предъявляемых к эксплуатационным свойствам требований, для изготовления лопаток компрессора газовых турбин применяются титановые сплавы, которые по сравнению с техническим титаном имеют более высокую прочность, в том числе и при высоких температурах, сохраняя при этом достаточно высокую пластичность и коррозионную стойкость ( например, титановые сплавы марок ВТ6, ВТ 14, ВТЗ-1, ВТ22 и др.). Указанные сплавы широко применяются, например, для изготовления лопаток турбин, работающих в условиях газоабразивной и влажно-паровой среды, при температурах до 500-540°С.
Лопатки турбин из титановых сплавов обладают повышенной чувствительностью к концентраторам напряжения. Поэтому дефекты, образующиеся в процессе эксплуатации деталей из этих сплавов, вызывают возникновение интенсивных процессов разрушения. Кроме того, при изготовлении или ремонте деталей из титановых сплавов необходимо учитывать ряд таких требований, как повышенное качество поверхности, увеличение радиусов перехода от одних сечений к другим и др.
Возникающий в процессе эксплуатации износ лопаток требует проведения либо их преждевременной замены, либо их восстановительного ремонта.
При длительной эксплуатации в поверхностном слое материала лопаток образуются различного рода дефекты и, кроме структурных изменений, происходит ухудшение физико-механических свойств поверхности и основы материала из-за насыщения газами (примесями внедрения - кислородом, азотом, углеродом, водородом, которые резко снижают пластичность, причем наиболее сильное отрицательное действие оказывают примеси внедрения, особенно газы. При насыщении всего лишь 0,003 % Н, 0,02 % N или 0,7 % О титан полностью теряет способность к пластическому деформированию и хрупко разрушается. Особенно вреден водород, он малорастворим в α-титане и образует пластинчатые частицы гидрида, снижающего, в частности, ударную вязкость и отрицательно проявляющегося в испытаниях на замедленное разрушение). Поскольку физико-механические свойства титана и титановых сплавов зависят от содержания примесей в металле, то при дальнейшей эксплуатации таких лопаток начинается ускоренный процесс разрушения (возникновение трещин, дефектов основы и др.), который проводит к сильному повреждению или разрушению лопатки.
В некоторых случаях лопатки, имеющие сильные повреждения, восстанавливают сварочными методами с последующей механообработкой (например, приваркой вставки с последующей механообработкой) [патент РФ №2240215, МПК В 23Р 6/00, 2004 г.] или [патент РФ №2153965. Колосов В.И. Способ восстановления длины пера лопаток компрессора газотурбинного двигателя и устройство для его осуществления. МПК В23Р 6/00, 2000 г.], в котором устанавливают и фиксируют лопатку в охлаждаемом приспособлении, а затем осуществляют дуговую наплавку по торцу переменного профиля неплавящимся электродом в среде защитного газа с присадочной проволокой. Недостатки указанных способов ремонта - сложность обеспечения величины усталостной прочности сварного соединения, сопоставимой с усталостной прочностью основного материала, и вследствие этого низкое качество восстановления эксплуатационных свойств лопаток.
Наиболее близким по технической сущности к предлагаемому является способ восстановления эксплуатационных свойств лопаток из титановых сплавов, включающий дефектоскопию и оценку состояния материала ремонтируемой лопатки, удаление поверхностного дефектного слоя металла лопатки, термообработку путем нагрева и выдержки лопатки в вакууме для обеспечения процесса дегазации металла лопатки и восстановления его дислокационной структуры с последующим охлаждением лопатки до температуры окружающей среды (Основы технологии создания газотурбинных двигателей для магистральных самолетов. / Под ред. А.Г.Братухина, Ю.Е.Решетникова, А.А.Иноземцева. - М.: Авиатехинформ, 1999, с.479-480).
Основным недостатком аналогов и прототипа является высокая трудоемкость и низкое качество восстановления эксплуатационных свойств лопаток. При этом термообработка после сварки не позволяет повысить весь комплекс физико-механических и технологических свойств (а в некоторых случаях приводит к охрупчиванию материала поверхностного слоя).
Известно, что для повышения ударной вязкости сварных соединений титановых сплавов производят высокотемпературный объемный отжиг (Г.А. Ильченко и др. Термическая обработка подвижным электронным лучом сварных соединений разноименных титановых сплавов. // Материалы VIII Всесоюзной конференции по электронно-лучевой сварке. М., МЭИ, 1983, с.59-65). Однако высокотемпературный объемный отжиг приводит к изменению геометрии маложестких деталей, а также деталей, имеющих неоднородности, образованные при восстановлении материала лопатки наплавочными или сварочными методами.
Более целесообразным является использование методов восстановления материалов лопаток, осуществляемых еще до начала процессов интенсивного разрушения детали.
Техническим результатом заявляемого способа является снижение трудоемкости процесса и повышение эксплуатационных свойств лопаток из титановых сплавов за счет восстановления свойств материала лопатки еще до начала возникновения процессов ее интенсивного разрушения.
Технический результат достигается тем, что в способе восстановления эксплуатационных свойств лопаток из титановых сплавов, включающем дефектоскопию и оценку состояния материала ремонтируемой лопатки, удаление поверхностного дефектного слоя металла лопатки, термообработку путем нагрева и выдержки лопатки в вакууме для обеспечения процесса дегазации металла лопатки и восстановления его дислокационной структуры с последующим охлаждением лопатки до температуры окружающей среды, в отличие от прототипа нагрев осуществляют до температуры 350°С…500°С, выдержку в вакууме при этой температуре в течение 0,2-1,5 ч, причем выдержку в вакууме и охлаждение в вакууме совмещают с обработкой в продольном магнитном поле напряженностью от 10 кА/м до 100 кА/м.
Технический результат достигается также тем, что в способе восстановления эксплуатационных свойств лопаток из титановых сплавов после термообработки металла лопатки производят ее упрочняющую обработку либо электролитно-плазменным полированием, либо поверхностным пластическим деформированием (ППД), в том числе и микрошариками, а охлаждение лопатки осуществляют со скоростью 10…50°С/мин,
Технический результат достигается также тем, что в способе восстановления эксплуатационных свойств лопаток из титановых сплавов после термообработки в вакууме лопатки или после электролитно-плазменного полирования или после упрочняющей обработки ППД, в том числе и микрошариками, производят ионную имплантацию и постимплантационный отпуск, при этом в качестве ионов для имплантации могут использоваться ионы Cr, Y, Yb, С, В, Zr, N, La, Ti или их комбинации, а ионная имплантация проводится при энергии ионов 0,2-30 кэВ и дозе имплантации ионов 1010 до 5·1020 ион/см2.
Технический результат достигается также тем, что в способе восстановления эксплуатационных свойств лопаток из титановых сплавов после упрочняющей обработки ППД или после постимплантационного отпуска производят нанесение на лопатку защитного покрытия, а при нанесении защитного покрытия производят дополнительную ионную имплантацию, а в качестве материала защитного покрытия могут использоваться нитриды металлов Me-N, карбиды металлов Ме-С и карбонитриды металлов Me-NC, где Me-Ti, Zr, TiZr, N - азот, С - углерод, а толщины слоев многослойного защитного покрытия из чередующихся слоев металлов Me и нитридов металлов Me-N, карбидов металлов Ме-С или карбонитридов металлов, выбираться из диапазонов: δMе=0,20…10 мкм, δMе-N=0,10…6 мкм, где δMе - толщина слоя металла, δMе-N - толщина слоя нитрида металла. При этом нанесение покрытия могут осуществлять ионно-плазменными методами и/или электронно-лучевым испарением и конденсацией в вакууме, а также газотермическими методами (плазменным, детанационным, газопламенным напылением и др.).
Таким образом, осуществление нагрева лопатки до температуры 350°С…500°С с осуществлением термической выдержки в вакууме при этой температуре в течение в пределах 0,2-1,5 ч с последующим охлаждением позволяет произвести как дегазацию материала лопатки, так и восстановить его физико-химические и структурные свойства. Использование при этом дополнительно магнитных полей напряженностью от 10 кА/м до 100 кА/м для обработки дегазируемого и восстанавливаемого сплава позволяет повысить качество обработки за счет улучшения процессов дегазации и упрочняющей обработки сплава. Как показали исследования, сочетание процессов дегазации и восстановления дислокационной структуры сплавов при воздействии температуры и магнитного поля создает сверхсуммарный эффект, приводящий к повышению эксплуатационных свойств лопаток. Кроме того, применение дополнительных методов упрочняющей обработки, модифицирования поверхностного слоя материала лопатки и нанесения защитных покрытий в сочетании с улучшенными свойствами материала лопатки, а также устранение необходимости наплавки и размерной механообработки позволяют достичь эффекта предлагаемого технического решения - снижение трудоемкости процесса и повышение надежности при восстановлении эксплуатационных свойств лопаток из титановых сплавов. Причем применение этих методов упрочнения, модифицирования и нанесения покрытий для способа-прототипа в результате возникновения неоднородностей материала детали, связанных с необходимостью наплавки (нанесения) чужеродного материала и проведением размерной механообработки, не позволяют достичь такого же высокого технического результата по надежности, как в заявляемом техническом решении.
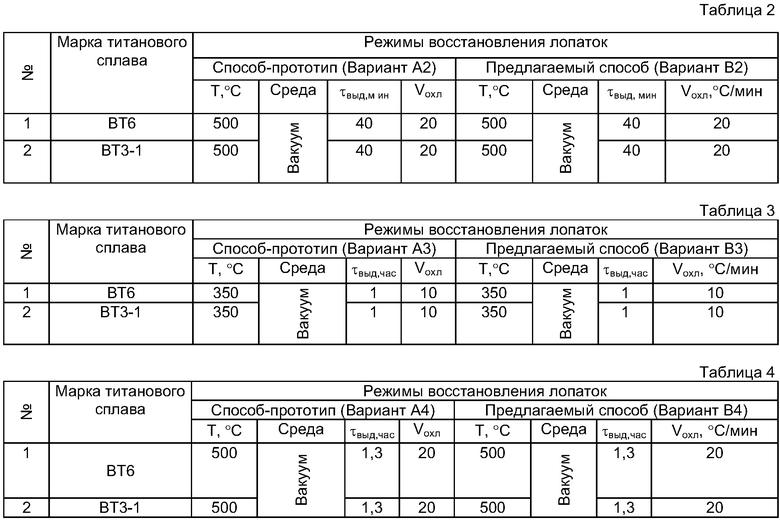
Для оценки стойкости лопаток, восстановленных по прототипу и предлагаемому способу, были проведены следующие исследования. Режимы и условия восстановления лопаток из титановых сплавов ВТ6, ВТ3-1, охватывающей как режимы обработки по способу-прототипу, так и предлагаемому способу, приведены в таблицах с 1 по 7. Для обработки образцов использовались магнитные поля напряженностью от 10 кА/м до 100 кА/м. По способу-прототипу использовались образцы с восстановленным наплавкой материалом с последующей механической обработкой до получения требуемого размера.
Проведенные исследования позволили оценить влияние процесса термообработки и дегазации в вакууме в сочетании с одновременной магнитной обработкой на свойства восстановленных деталей как после наплавки материала на детали (способ-прототип), так и непосредственно после эксплуатации до начала процессов разрушения детали (предлагаемый способ).
Анализ результатов сравнительных испытаний показал, что наилучшие свойства лопаток из титановых сплавов обеспечивает предлагаемый способ восстановления деталей. Образцы, обработанные по предлагаемому способу, характеризуются лучшими эксплуатационными свойствами и наименьшим количеством дефектов материала детали.
Были также проведены испытания на выносливость и циклическую прочность лопаток в условиях эксплуатационных температур (при 300-450°С) на воздухе. В результате эксперимента было установлено следующее: условный предел выносливости (σ-1) лопаток (после ремонта) в среднем составляет:
1. После восстановления и механообработки лопаток
1) по способу-прототипу 290-325 МПа;
2) по предлагаемому способу 415-430 МПа;
2. После обработки микрошариками
1) по способу-прототипу 315-440 МПа;
2) по предлагаемому способу 425-440 МПа;
3. После имплантации ионов Cr, Y, Yb, C,B, Zr
1) по способу-прототипу 334-352 МПа;
2) по предлагаемому способу 455-470 МПа;
4. После обработки микрошариками и имплантации ионов Cr, Y, Yb, С,В, Zr
1) по способу-прототипу 345-360 МПа;
2) по предлагаемому способу 485-490 МПа;
5. После обработки микрошариками и имплантации ионов Cr, Y, Yb, С,В, Zr и нанесения защитного покрытия
1) по способу-прототипу 330-344 МПа;
2) по предлагаемому способу 470-485 МПа;
6. После обработки микрошариками и имплантации ионов Cr, Y, Yb, С,В, Zr и нанесения защитного многослойного покрытия
1) по способу-прототипу 330-350 МПа;
2) по предлагаемому способу 390-410 МПа.
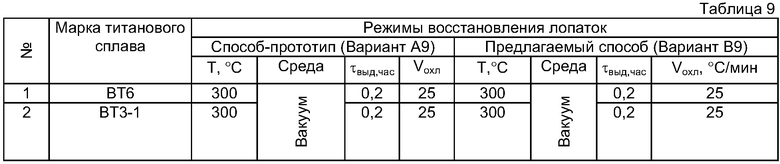
У образцов группы, обработанной по режимам, представленным в таблицах 8 и 9 (с параметрами обработки, выходящей за пределы оптимальных значений - вариант В8: τвыд=0,15 час; вариант В9: Т=300°С), после восстановления и механообработки σ-1 лопаток в среднем составляет:
1) по способу-прототипу 285-320 МПа;
2) по предлагаемому способу 310-340 МПа.
Повышение предела выносливости у восстановленных и обработанных лопаток во всех видах проведенных испытаний указывает на то, что при нагреве лопатки до температуры 350°С…500°С с осуществлением термической выдержки в вакууме при этой температуре в течение в пределах 0,2-1,5 ч, обеспечивающих дегазацию материала лопатки и восстановление его физико-химических и структурных свойств, использование при этом дополнительно магнитных полей напряженностью от 10 кА/м до 100 кА/м для обработки дегазируемого и восстанавливаемого сплава, а также при применении одного из следующих вариантов проведения дополнительной упрочняющей обработки восстановленной лопатки и нанесения покрытия: упрочняющая обработка микрошариками; ионная имплантация ионами одного из следующей группы химических элементов: Cr, Y, Yb, С,В, Zr или их комбинации; постимплантационный отпуск; нанесение покрытия (нитридные покрытия Me-N, где Me-Ti, Zr, TiZr, a N - азот; многослойное покрытие из чередующихся слоев Me и соединений металлов с азотом - Me-N, где Me-Ti, Zr, TiZr, а N - азот), полученного либо ионно-плазменным методом, либо электронно-лучевым испарением в вакууме, позволяют достичь технического результата заявляемого способа - снижения трудоемкости процесса и повышения эксплуатационных свойств лопаток из титановых сплавов за счет восстановления свойств материала детали еще до начала возникновения процессов интенсивного разрушения детали. При этом снижение трудоемкости восстановления лопаток связано с упрощением технологии ремонта лопаток в связи с отсутствием таких наиболее трудоемких и дорогих процессов, как наплавка, размерная механообработка, и связанных с ними операций контроля.
Таким образом, проведенные исследования показали, что применение предлагаемого способа восстановления эксплуатационных свойств лопаток из титановых сплавов позволяет увеличить по сравнению с прототипом условный предел выносливости (σ-1) в среднем с 320-330 МПа до 420-440 МПа, а при применении дополнительных вариантов упрочняющей обработки и нанесения покрытий до 450-490 МПа, что подтверждает заявленный технический результат (повышение эксплуатационных свойств лопаток из титановых сплавов). При этом простое использование упрочняющих видов обработки для способа-прототипа не позволяет достичь поставленного технического результата.
Пример реализации способа
После проведения дефектоскопии и оценки состояния материала ремонтной лопатки, изготовленной из титанового сплава ВТ9, осуществлялся нагрев до температуры термической выдержки в вакууме (500°С, время выдержки 1 час, вакуум 6·10-2 Па) при воздействии на деталь магнитных полей напряженностью порядка 40 кА/м, затем охлаждение в вакууме в камере до температуры окружающей среды (28°С) при продолжающемся воздействии на деталь магнитных полей. В результате термической выдержки в вакууме в сочетании с магнитной обработкой произошла дегазация дефектных участков металла лопатки и восстановление дислокационной структуры металла, что сказалось на повышении эксплуатационных свойств детали.
Ионная имплантация. Обработку поверхности лопаток по предлагаемому способу проводят в следующей последовательности. После механической обработки и электролитно-плазменного полирования лопатку тщательно обезжиривают в ультразвуковой ванне и протирают бензино-ацетоновой смесью. Для удаления остатков влаги лопатку подвергают термообработке в сушильном шкафу при температуре от 60°С до 65°С. После сушки лопатку устанавливают в вакуумную камеру, где создают вакуум не ниже 2·104 Па и проводят очистку ионами аргона в течение 12 мин с последующей ионной имплантацией хрома по режиму: имплантируемый ион N+; энергия ионов 300-3000 эВ ; плотность ионного тока 5·10 мА/см2 ; доза имплантации ионов 3·10-9 ион/см2.
После этого в том же рабочем пространстве проводят вакуумный постимплантационный отпуск при температуре 400°С в течение 1 ч. Постимплантационный отпуск можно совмещать с нанесением ионно-плазменных покрытий. (Режимы при нанесении покрытия: ток 1=140 А, напряжение U=140 В).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ЛОПАТОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2420382C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ЛОПАТОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2424887C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ЛОПАТОК ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2009 |
|
RU2424886C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ЛОПАТОК ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2007 |
|
RU2354521C2 |
| СПОСОБ РЕМОНТА ЛОПАТОК ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2006 |
|
RU2353496C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ЛОПАТОК ТУРБОМАШИН ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2009 |
|
RU2420384C2 |
| СПОСОБ ФОРМИРОВАНИЯ ДИСКРЕТНОГО НАПЛАВОЧНОГО ПОКРЫТИЯ НА ПЕРЕ ЛОПАТКИ ТУРБОМАШИНЫ | 2009 |
|
RU2420610C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАПЛАВЛЕННОГО ПОКРЫТИЯ НА ПЕРЕ ЛОПАТКИ ТУРБОМАШИНЫ | 2009 |
|
RU2434973C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЕРА ЛОПАТКИ ТУРБОМАШИНЫ | 2009 |
|
RU2440877C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛОПАТОК ТУРБОМАШИН | 2009 |
|
RU2420383C2 |
Изобретение относится к области машиностроения и может использоваться в турбомашиностроении при восстановлении эксплуатационных свойств рабочих и направляющих лопаток паровых турбин, газоперекачивающих установок и компрессоров газотурбинных двигателей, изготовленных из титановых сплавов. В способе осуществляют дефектоскопию и оценку состояния материала ремонтируемой лопатки, удаление поверхностного дефектного слоя металла лопатки, термообработку путем нагрева и выдержки лопатки в вакууме для обеспечения процесса дегазации металла лопатки и восстановления его дислокационной структуры с последующим охлаждением лопатки до температуры окружающей среды. Нагрев осуществляют до температуры 350°С…500°С, выдержку в вакууме при этой температуре в течение 0,2-1,5 ч, причем выдержку и охлаждение в вакууме осуществляют при воздействии продольного магнитного поля напряженностью от 10 кА/м до 100 кА/м. Изобретение позволяет снизить трудоемкость процесса и повышение эксплуатационных свойств лопаток за счет восстановления свойств материала лопатки еще до начала возникновения процессов ее интенсивного разрушения. 20 з.п. ф-лы, 9 табл.
1. Способ восстановления эксплуатационных свойств лопаток из титановых сплавов, включающий дефектоскопию и оценку состояния материала ремонтируемой лопатки, удаление поверхностного дефектного слоя металла лопатки, термообработку путем нагрева и выдержки лопатки в вакууме для обеспечения процесса дегазации металла лопатки и восстановления его дислокационной структуры с последующим охлаждением лопатки до температуры окружающей среды, отличающийся тем, что нагрев осуществляют до температуры 350…500°С, выдержку в вакууме при этой температуре в течение 0,2-1,5 ч, причем выдержку и охлаждение в вакууме осуществляют при воздействии продольного магнитного поля напряженностью от 10 до 100 кА/м.
2. Способ по п.1, отличающийся тем, что после термообработки металла лопатки производят ее упрочняющую обработку электролитно-плазменным полированием.
3. Способ по п.1, отличающийся тем, что вакуумное охлаждение лопатки осуществляют со скоростью 10…50°С/мин.
4. Способ по п.1, отличающийся тем, что после термообработки металла лопатки производят ее упрочняющую обработку поверхностным пластическим деформированием (ППД).
5. Способ по п.4, отличающийся тем, что упрочняющую обработку ППД производят микрошариками.
6. Способ по п.1, отличающийся тем, что после термообработки в вакууме лопатки производят ионную имплантацию и постимплантационный отпуск.
7. Способ по п.2, отличающийся тем, что после электролитно-плазменного полирования производят ионную имплантацию и постимплантационный отпуск.
8. Способ по п.4, отличающийся тем, что после упрочняющей обработки ППД производят ионную имплантацию и постимплантационный отпуск.
9. Способ по п.5, отличающийся тем, что после упрочняющей обработки микрошариками производят ионную имплантацию и постимплантационный отпуск.
10. Способ по любому из пп.6-9, отличающийся тем, что в качестве ионов для имплантации используют ионы Cr, Y, Yb, С, В, Zr, N, La, Ti или их комбинацию.
11. Способ по п.10, отличающийся тем, что ионную имплантацию проводят при энергии ионов 0,2-30 кэВ и дозе имплантации ионов 1010 до 5·10 20 ион/см2.
12. Способ по п.4, отличающийся тем, что после упрочняющей обработки ППД на лопатку наносят защитное покрытие.
13. Способ по п.5, отличающийся тем, что после упрочняющей обработки ППД на лопатку наносят защитное покрытие.
14. Способ по любому из пп.6-9, 11, отличающийся тем, что после постимплантационного отпуска производят нанесение на лопатку защитного покрытия.
15. Способ по п.10, отличающийся тем, что после постимплантационного отпуска производят нанесение на лопатку защитного покрытия.
16. Способ по п.14, отличающийся тем, что при нанесении защитного покрытия производят дополнительную ионную имплантацию.
17. Способ по п.15, отличающийся тем, что при нанесении защитного покрытия производят дополнительную ионную имплантацию.
18. Способ по п.14, отличающийся тем, что в качестве материала защитного покрытия используют нитриды металлов Me-N, карбиды металлов Ме-С и карбонитриды металлов Me-NC, где Me - Ti, Zr, TiZr, N - азот, С - углерод.
19. Способ по п.14, отличающийся тем, что наносят многослойное защитное покрытие из чередующихся слоев металлов Me и нитридов металлов Me-N, карбидов металлов Ме-С или карбонитридов металлов - Me-NC, где металлы Me - Ti, Zr, TiZr, а N - азот, С - углерод.
20. Способ по п.19, отличающийся тем, что толщину слоев многослойного защитного покрытия выбирают из диапазонов: δMе=0,20…10 мкм, δMe-N=δMe-C=δMe-NC=0,10…6 мкм, где δMe - толщина слоя металла, δMe-N (δMе-C, δMе-NC) - толщина слоя нитрида (карбида, карбонитрида) металла.
21. Способ по любому из пп.18-20, отличающийся тем, что нанесение защитного покрытия осуществляют вакуумными ионно-плазменными методами и/или электронно-лучевым испарением и конденсацией в вакууме, и/или газотермическими методами - плазменным, детонационным, газопламенным напылением.
| Основы технологии создания газотурбинных двигателей для магистральных самолетов | |||
| Под редакцией А.Г.Братухина и др | |||
| - М.: Авиатехинформ, 1999, с.479-480 | |||
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ДЕТАЛЕЙ, РАБОТАЮЩИХ ПРИ ИМПУЛЬСНОМ ДАВЛЕНИИ | 2002 |
|
RU2235147C1 |
| Способ восстановления изделий из жаропрочных сплавов | 1989 |
|
SU1655749A1 |
| DE 4225443 A1, 03.02.1994. | |||

