Изобретение относится к способам наплавки при восстановлении изношенных и упрочнении новых деталей ГТД, ГТУ и паровых турбин, а именно лопаток турбомашин.
Лопатки турбомашин являются ответственными деталями, работающими в условиях знакопеременных переменных, динамических нагрузок, в сочетании с повышенной температурой и агрессивными средами, часто при воздействии факторов, приводящих к эрозионному износу их рабочих поверхностей.
Известен способ электродуговой наплавки изделий, при котором ручной дуговой сваркой штучными электродами из различных материалов на плоскую поверхность изделия поочередно наплавляют продольные валики (авт.св. СССР №1687406 МПК В23К 9/04, 1988). Недостатком способа является то, что процесс наплавки будет прерывистым, а следовательно, непроизводительным.
Известен также способ автоматической электродуговой наплавки под слоем флюса изделий, при котором осуществляют наплавку по спирали наплавляемого непрерывной дугой по меньшей мере одного валика одного слоя наплавляемого металла и удаляют с поверхности валика шлаковую корку (авт.св. №1539011, МПК В23К 9/04). При наплавке возникают шлаковые включения, которые ухудшают качество наплавляемого покрытия. Кроме того, вышеуказанные способы не обеспечивают высокую работоспособность изделий, работающих в условиях переменных, динамических нагрузок.
Известен также способ изготовления деталей с наплавленным покрытием и деталь, изготовленная с использованием такого способа (PCT/SU 80/0036; WO 81/03138). Данное техническое решение является наиболее близким по технической сущности и достигаемому эффекту, выбрано за прототип. Этот способ включает электродуговое многослойное наплавление детали плавящимся электродом, механическую обработку и отпуск. Наплавление первого слоя производят так, чтобы обеспечить периодические, непрерывно следующие друг за другом, по меньшей мере, в одном направлении заглубления основания этого слоя в металл детали, и в качестве плавящегося электрода для наплавления этого слоя используют такой, коэффициент линейного расширения металла которого меньше коэффициента линейного расширения металла детали.
Известно, что влияние остаточных напряжений на прочность изделий и их эксплуатационную надежность может быть как положительным, так и отрицательным. Для решения вопроса о положительном или отрицательном влиянии остаточных напряжений необходимо знать величину и характер распределения остаточных напряжений, величину и характер приложения внешних нагрузок, совокупность механических свойств материала, из которого изготовлены детали или конструкции, и только с помощью расчета с учетом различных факторов можно решить вопрос о прочности, надежности и долговечности деталей с учетом влияния среды, в которой они работают. Недостатком прототипа является невозможность управления полями остаточных напряжений в широких пределах.
Задачей изобретения является создание способа изготовления детали с наплавленным покрытием, позволяющим повысить эксплуатационные свойства деталей за счет создания в детали композиции из основного и наплавленного материала.
Поставленная задача решается за счет того, что способ формирования дискретного наплавочного покрытия на пере лопатки турбомашины, включающий локальную наплавку, по меньшей мере, на часть пера лопатки покрытия и размерную обработку, отличается тем, что наплавку осуществляют по поверхности лопатки в виде регулярно распределенных пересекающихся полос, образующих сетку при их пересечении.
Поставленная задача решается также за счет того, что в способе формирования дискретного покрытия на пере лопатки турбомашины наплавку осуществляют с шагом между наплавленными полосами от 2 мм до 40 мм при ширине полос от 1 мм до 34 мм и шириной промежутка между полосами от 1 мм до 36 мм, при этом наплавку осуществляют с обеспечением угла между пересекающимися полосами от 10 до 90 градусов.
Поставленная задача решается также за счет того тем, что в способе формирования дискретного покрытия на пере лопатки турбомашины наплавку осуществляют на лопатку турбомашины из жаропрочного сплава на никелевой и/или кобальтовой основе либо наплавку осуществляют на лопатку турбомашины из высоколегированной хромистой стали.
Поставленная задача решается также за счет того, что в способе формирования дискретного покрытия на пере лопатки турбомашины наплавляют покрытие из сплава на основе никеля, по крайней мере, с одним металлом, выбранным из Со, Cr, Al, Mo, W, Ti, Y или наплавляют покрытие из сплава состава: Со - от 25% до 55%, Cr - от 7% до 52%, Аl - от 1% до 24%, Mo - от 0,2% до 5,5%, W - от 0,1% до 2,8%, Ti - от 0,1% до 1,1%, остальное - никель.
Поставленная задача решается также за счет того, что в способе формирования дискретного покрытия на пере лопатки турбомашины размерную обработку пера лопатки проводят: либо до высоты наплавленных полос, не нарушающей функциональные свойства обрабатываемой лопатки, либо до восстановления исходного профиля пера лопатки, а после размерной обработки пера лопатки производят ее термическую обработку термоциклированием в диапазоне температур 800°С до 1050°С.
Поставленная задача решается также за счет того, что в способе формирования дискретного покрытия на пере лопатки турбомашины после термической обработки лопатки производят ее электролитно-плазменное полирование, затем ионно-имплантационную обработку и постимплантационный отпуск, причем в качестве ионов для имплантации используют ионы Cr, Y, Yb, С, В, Zr, N, La, Ti, а ионную имплантацию проводят при энергии ионов 0,2-30 кэВ и дозе имплантации ионов 1010 до 5·1020 ион/см2.
Поставленная задача решается также за счет того, что в способе формирования дискретного покрытия на пере лопатки турбомашины используют лопатку из никелевого или кобальтового сплава, после ионно-имплантационной обработки и постимплантационного отпуска наносят дополнительно покрытие толщиной от 10 до 60 мкм из сплава MeCrAlY, где Me-Ni, Co, NiCo, а после нанесения покрытия наносят слой керамического материала толщиной 20…300 мкм, в качестве которого используют ZrO2-Y2О3 в соотношении Y2O3 - 5…9% вес, ZrO2 - остальное, при этом нанесение слоя керамического материала осуществляют газотермическим методом или электронно-лучевым испарением и конденсацией в вакууме.
Поставленная задача решается также за счет того, что в способе формирования дискретного покрытия на пере лопатки турбомашины используют лопатку из легированной стали, на перо которой после ионно-имплантационной обработки и постимплантационного отпуска наносят дополнительно покрытие толщиной от 10 до 30 мкм из чередующихся слоев Me и соединений металлов с бором Ме-В, или азотом - Me-N, или углеродом Ме-С, или углеродом и азотом - Me-NC, где Me выбран из Ti, Zr, Al, W, Mo, TiZr, TiAl, TiAlZr, TiAlZrMo, В - бор, N - азот, С - углерод, причем слои многослойного покрытия наносят толщиной: δMе=0,20…10 мкм, δMе-B=δMе-N=δМе-С=δMe-NC=0,10…6 мкм, где δМе - толщина слоя металла, δMе-В, δMe-N, δМе-С, δMe-NC - толщина слоя борида, нитрида, карбида, карбонитрида металла.
Наплавку выполняют одним из следующих методов или их комбинацией: плазменной, лазерной наплавкой, электронно-лучевым способом, электродуговыми методами и др. Перед наплавкой на поверхности пера лопатки можно изготовить пересекающиеся канавки с заданными шагом, глубиной и распределением по поверхности пера. Образование наплавленных пересекающихся полос осуществляют путем заплавления этих углублений легированными сплавами. Углубления заплавляют наложением валиков наплавленного металла.
Наплавленные участки детали, как правило, являются наиболее слабыми зонами восстановленной лопатки (механическая и химическая неоднородности, неблагоприятный комплекс механических свойств, неблагоприятные остаточные напряжения). Эти зоны определяют усталостную прочность, долговечность и надежность восстановленных деталей. Однако наложение регулярной по геометрии и химическому составу зон наплавки на перо лопатки создает, в отличие от хаотической наплавки, применяемой при восстановительном ремонте лопаток, эффекты, присущие композиционным материалам. В этом случае система «основной материал - наплавленные зоны» работает уже как композиционная система «матрица - армирующая наплавка». При этом, в зависимости от функциональных свойств поверхности детали, создаются такие свойства, как повышенная усталостная прочность (за счет торможения усталостных трещин в переходных зонах), зоны с повышенной концентрацией легирующих элементов (например, для эксплуатации лопаток из жаропрочных суперсплавов в условиях обеднения легирующими элементами при высокотемпературной эксплуатации лопаток), равномерное распределение эксплуатационных напряжений при совместной работе матричной и армирующих фаз и др. Возможно создание различных размерных соотношений зон наплавки и основного материала, можно добиваться оптимального их распределения, отвечающего тем или иным условиям эксплуатации лопатки.
Изобретение иллюстрируется чертежом.
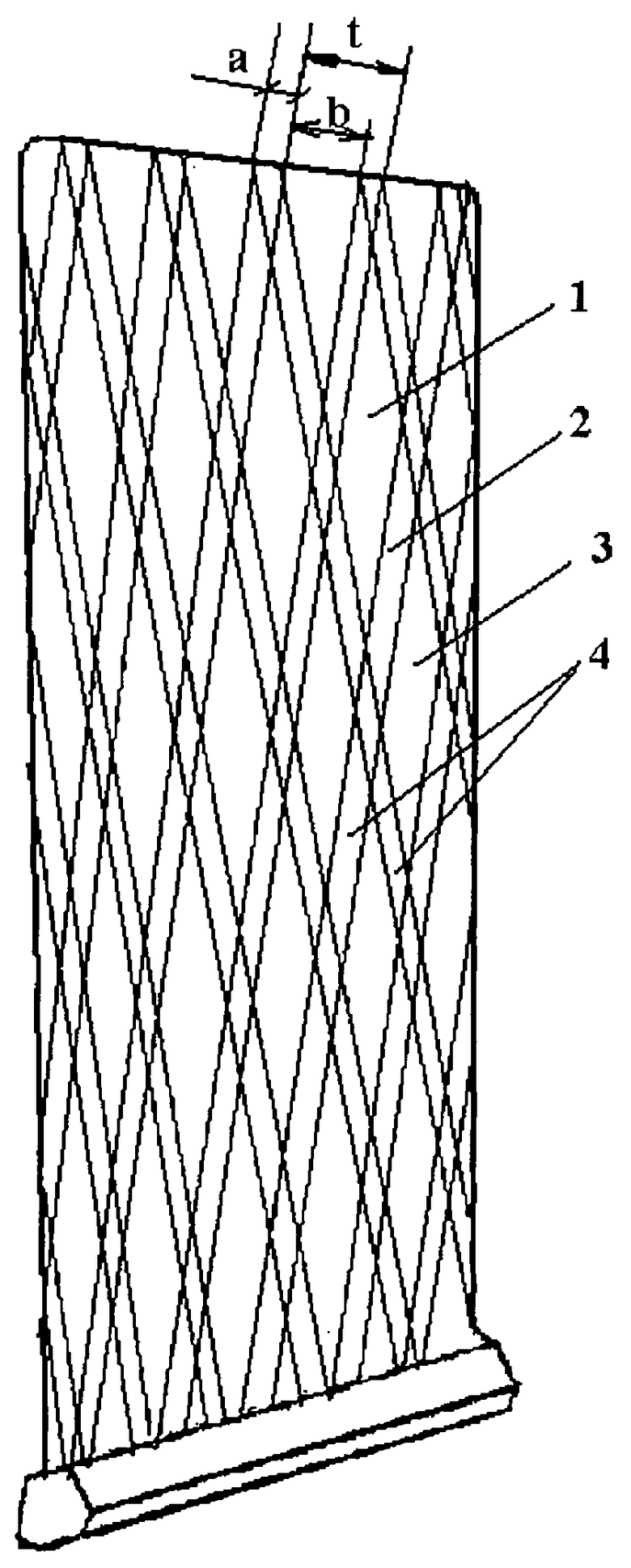
На чертеже представлена лопатка с наплавленными на ее пере полосами, образующими сетку. На чертеже обозначено: 1 - лопатка; 2 - перо; 3 - основной металл детали; 4 - наплавленные полосы, а - ширина полосы; b - промежутки между полосами; t - шаг между полосами.
Способ осуществляют следующим образом. На перо 1 лопатки 2 наносятся канавки для наплавки и производится наплавка легирующим металлом по канавкам с образованием наплавленных полос 4. При этом придерживаются следующего соотношения: шаг (t) между наплавленными полосами составляет от 2 мм до 40 мм, при ширине полос от 1 мм до 34 мм, при обеспечении ширины промежутка между полосами (b) от 1мм до 36 мм (понятие «шаг между наплавленными полосами» - это расстояние между одноименными точками двух соседних полос в направлении, перпендикулярном осям этих полос, а «промежутки между полосами» - это дистанция между их ближайшими границами), а угол между пересекающимися полосами составляет величину от 10 до 90 градусов. Направление наплавки, ширина зоны наплавки, шаг и промежуток между наплавленными полосами выбираются в зависимости от размеров лопатки, условий ее эксплуатации, целей создания композиции «наплавка - основной материал» (повышение усталостной прочности, жаростойкости, жаропрочности, эрозионной стойкости и т.п.). После наплавки полос производят размерную обработку, обеспечивающую восстановление заданной геометрии пера лопатки (например, проводится предварительная механическая обработка методом фрезерования и окончательная механическая обработка шлифованием), а также электролитно-плазменную обработку, ионно-имплантационную обработку и нанесение защитных покрытий. В качестве ионов для имплантации используют ионы Cr, Y, Yb, С, В, Zr, N, La, Ti. Ионную имплантацию проводят при энергии ионов 0,2-30 кэВ и дозе имплантации ионов 1010 до 5·1020 ион/см2. На перо лопатки газотермическим или электронно-лучевым испарением и конденсацией в вакууме дополнительно наносят защитное покрытие.
Для оценки заявляемого способа и сравнения его со способом-прототипом были проведены следующие исследования. Первая группа лопаток с эксплуатационными дефектами была восстановлена наплавкой в дефектных зонах согласно способу-прототипу. Вторая группа лопаток с эксплуатационными дефектами была восстановлена по вариантам заявляемого способа. При этом были использованы следующие диапазоны зон наплавки: а = 1 мм, в = 0,5 мм; а = 1 мм, в = 1 мм; а = 8 мм, в =8 мм; а =20 мм, в = 10 мм; а = 34 мм, в = 6 мм; а = 40 мм, в = 10 мм (где а - ширина полосы; b - ширина промежутка между полосами; t - шаг между наплавленными полосами (t=а+b)); углы между пересекающимися полосами составляли: 5; 10; 20; 30; 45; 60; 70 и 90 градусов. При этом в качестве наплавляемого сплава использовались различные сплавы: на основе никеля, по крайней мере, с одним металлом, выбранным из Со, Cr, Al, Mo, W, Ti, Y, а также из сплава состава: Со - от 25% до 55%, Cr - от 7% до 52%, Al - от 1% до 24%, Mo - от 0,2% до 5,5%, W - от 0,1% до 2,8%, Ti - от 0,1% до 1,1%, остальное - никель.
Для оценки стойкости лопаток из легированной стали 20Х13, восстановленных по прототипу и предлагаемому способам, были проведены следующие испытания на выносливость и циклическую прочность лопаток в условиях эксплуатационных температур (при 300-450°С) на воздухе. В результате эксперимента было установлено, что условный предел выносливости (σ-1) лопаток (после ремонта) составляет:
А. После восстановления и размерной обработки лопаток:
1) по способу-прототипу - в среднем 85-105 МПа;
2) по предлагаемому способу - в среднем 220-240 МПа;
Б. После обработки микрошариками:
1) лопаткам, восстановленным по способу-прототипу - в среднем 100-110 МПа;
2) по предлагаемому способу - в среднем 230-250 МПа;
В. После имплантации ионов Cr, Y, Yb, C,B, Zr:
1) лопаткам, восстановленным по способу-прототипу - в среднем 130-140 МПа;
2) по предлагаемому способу - в среднем 260-280 МПа;
Г. После обработки микрошариками и имплантации ионов Cr, Y, Yb, С,В, Zr:
1) лопаткам, восстановленным по способу-прототипу - в среднем 92-104 МПа;
2) по предлагаемому способу - в среднем 270-290 МПа;
Д. После обработки микрошариками и имплантации ионов Cr, Y, Yb, С, В, Zr и нанесения защитного покрытия
1) лопаткам, восстановленным по способу-прототипу - в среднем 84-92 МПа;
2) по предлагаемому способу - в среднем 250-270 МПа;
Е. После обработки микрошариками и имплантации ионов Cr, Y, Yb, С, В, Zr и нанесения защитного многослойного покрытия
1) лопаткам, восстановленным по способу-прототипу - в среднем 86-104 МПа;
2) по предлагаемому способу - в среднем 260-280 МПа;
Повышение предела выносливости у восстановленных и обработанных лопаток во всех видах проведенных испытаний указывает на то, что применение одного из следующих вариантов проведения дополнительной упрочняющей обработки восстановленной лопатки и нанесения покрытия: упрочняющая обработка микрошариками; ионная имплантация ионами одного из следующей группы химических элементов: Сr, Y, Yb, C,B, Zr или их комбинации; постимплантационный отпуск; нанесение покрытия (нитридные покрытия Me-N, где Me-Ti, Zr, TiZr, a N - азот; многослойное покрытие из чередующихся слоев Me и соединений металлов с азотом - Me-N, где Me-Ti, Zr, TiZr, а N - азот), полученного либо ионно-плазменным методом, либо электронно-лучевым испарением в вакууме; позволяет достичь технического результата заявляемого способа - получение при ремонте деталей наплавленного материала и границы зоны наплавки с минимальными дефектами за счет улучшения свариваемости материала детали, а также повышение эксплуатационных свойств лопатки после восстановления.
Таким образом, проведенные исследования показали, что применение предлагаемого способа восстановления лопаток из легированных сталей позволяет увеличить по сравнению с прототипом условный предел выносливости (σ-1) с 90-105 МПа до 220-240 МПа, а при применении дополнительных вариантов упрочняющей обработки и нанесения покрытий - до 250-270 МПа, что подтверждает заявленный технический результат
Были также проведены испытания на выносливость и циклическую прочность лопаток из никелевых и кобальтовых сплавов ЦНК-7, FSX-414, ЖС-6, в условиях высоких температур (при 870-950°С) на воздухе. В результате эксперимента было установлено следующее: условный предел выносливости (σ-1) лопаток (после ремонта) составляет:
1) по известному способу - никелевые сплавы в среднем 210-220 МПа, кобальтовые - 210-215 МПа;
2) по предлагаемому способу:
- (после размерной обработки) - никелевые сплавы в среднем 225 МПа, кобальтовые - 215 МПа;
- (после обработки микрошариками) - никелевые сплавы в среднем 235 МПа, кобальтовые - 225 МПа;
- (после имплантации ионов Cr, Y, Yb, C, B, Zr) - никелевые сплавы в среднем 230-250 МПа, кобальтовые - 230-240 МПа;
- (после обработки микрошариками и имплантации ионов Cr, Y, Yb, С, В, Zr) - никелевые сплавы в среднем 240-250 МПа, кобальтовые - 230-240 МПа;
- (после обработки микрошариками и имплантации ионов Cr, Y, Yb, С, В, Zr и нанесения жаростойкого покрытия - MeCrAlY, где Me-Ni, Co, NiCo) - никелевые сплавы в среднем 260 МПа, кобальтовые - 245 МПа;
- (после обработки микрошариками и имплантации ионов Cr, Y, Yb, С, В, Zr и нанесения жаростойкого покрытия - MeCrAlY, где Me-Ni, Co, NiCo и нанесения слоя ZrO2-Y2О3 в соотношении Y2О3 - 5…9% вес, ZrO2 - остальное при охлаждении лопаток) - никелевые сплавы в среднем 270 МПа, кобальтовые - 254 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НАПЛАВЛЕННОГО ПОКРЫТИЯ НА ПЕРЕ ЛОПАТКИ ТУРБОМАШИНЫ | 2009 |
|
RU2434973C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЕРА ЛОПАТКИ ТУРБОМАШИНЫ | 2009 |
|
RU2440877C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛОПАТОК ТУРБОМАШИН | 2009 |
|
RU2420383C2 |
| СПОСОБ РЕМОНТА ЛОПАТОК ГАЗОВЫХ ТУРБИН ИЗ НИКЕЛЕВЫХ И КОБАЛЬТОВЫХ СПЛАВОВ | 2006 |
|
RU2346075C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛОПАТОК ПАРОВЫХ ТУРБИН ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2009 |
|
RU2426631C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ЛОПАТОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2420385C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТОРЦА ПЕРА ЛОПАТКИ ТУРБОМАШИНЫ С ФОРМИРОВАНИЕМ ЩЕТОЧНОГО УПЛОТНЕНИЯ | 2010 |
|
RU2479400C2 |
| СПОСОБ ОБРАБОТКИ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2533223C1 |
| СПОСОБ РЕМОНТА ЛОПАТОК ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2006 |
|
RU2353496C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ЛОПАТОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2424887C2 |
Изобретение относится к способам наплавки при восстановлении изношенных и упрочнении новых деталей ГТД, ГТУ и паровых турбин, а именно лопаток турбомашин. Способ включает локальную наплавку, по меньшей мере, на часть пера лопатки покрытия и размерную обработку. Наплавку осуществляют по поверхности лопатки в виде регулярно распределенных пересекающихся полос, образующих сетку при их пересечении. Технический результат - повышение эксплуатационных свойств лопаток. 24 з.п. ф-лы, 1 ил.
1. Способ формирования дискретного наплавочного покрытия на пере лопатки турбомашины, включающий локальную наплавку, по меньшей мере, на часть пера лопатки покрытия и размерную обработку, отличающийся тем, что наплавку осуществляют по поверхности лопатки в виде регулярно распределенных пересекающихся полос, образующих сетку при их пересечении.
2. Способ по п.1, отличающийся тем, что наплавку осуществляют с шагом между наплавленными полосами от 2 до 40 мм, при ширине полос от 1 до 34 мм и шириной промежутка между полосами от 1 до 36 мм.
3. Способ по п.1, отличающийся тем, что наплавку осуществляют с обеспечением угла между пересекающимися полосами от 10 до 90°.
4. Способ по п.2, отличающийся тем, что наплавку осуществляют с обеспечением угла между пересекающимися полосами от 10 до 90°.
5. Способ по п.2, отличающийся тем, что наплавку осуществляют на лопатку турбомашины из жаропрочного сплава на никелевой и/или кобальтовой основе.
6. Способ по п.3, отличающийся тем, что наплавку осуществляют на лопатку турбомашины из жаропрочного сплава на никелевой и/или кобальтовой основе.
7. Способ по п.2, отличающийся тем, что наплавку осуществляют на лопатку турбомашины из высоколегированной хромистой стали.
8. Способ по п.3, отличающийся тем, что наплавку осуществляют на лопатку турбомашины из высоколегированной хромистой стали.
9. Способ по любому из пп.1-8, отличающийся тем, что наплавляют покрытие из сплава на основе никеля, по крайней мере, с одним металлом, выбранным из Со, Cr, Al, Mo, W, Ti, Y.
10. Способ по любому из пп.1-8, отличающийся тем, что наплавляют покрытие из сплава состава: Со от 25 до 55%, Cr от 7 до 52%, Al от 1 до 24%, Mo от 0,2 до 5,5%, W от 0,1 до 2,8%, Ti от 0,1 до 1,1%, остальное никель.
11. Способ по любому из пп.1-8, отличающийся тем, что размерную обработку пера лопатки производят до высоты наплавленных полос, не нарушающей функциональные свойства обрабатываемой лопатки.
12. Способ по п.9, отличающийся тем, что размерную обработку пера лопатки производят до высоты наплавленных полос, не нарушающей функциональные свойства обрабатываемой лопатки.
13. Способ по п.10, отличающийся тем, что размерную обработку пера лопатки производят до высоты наплавленных полос, не нарушающей функциональные свойства обрабатываемой лопатки.
14. Способ по любому из пп.1-8, отличающийся тем, что размерную обработку пера лопатки производят до высоты наплавленных полос, не нарушающей функциональные свойства обрабатываемой лопатки.
15. Способ по п.9, отличающийся тем, что размерную обработку пера лопатки производят до высоты наплавленных полос, не нарушающей функциональные свойства обрабатываемой лопатки.
16. Способ по п.10, отличающийся тем, что размерную обработку пера лопатки производят до восстановления исходного профиля пера лопатки.
17. Способ по п.11, отличающийся тем, что после размерной обработки пера лопатки производят ее термическую обработку термоциклированием в диапазоне температур от 800 до 1050°С.
18. Способ по п.14, отличающийся тем, что после размерной обработки пера лопатки производят ее термическую обработку термоциклированием в диапазоне температур от 800 до 1050°С.
19. Способ по п.9, отличающийся тем, что после размерной обработки пера лопатки производят ее термическую обработку термоциклированием в диапазоне температур от 800 до 1050°С.
20. Способ по любому из пп.12, 13, 15, 16, отличающийся тем, что после размерной обработки пера лопатки производят ее термическую обработку термоциклированием в диапазоне температур от 800°С до 1050°С.
21. Способ по любому из пп.17-19, отличающийся тем, что после термической обработки лопатки производят ее электролитно-плазменное полирование, затем ионно-имплантационную обработку и постимплантационный отпуск, причем в качестве ионов для имплантации используют ионы Сr, Y, Yb, С, В, Zr, N, La, Ti, а ионную имплантацию проводят при энергии ионов 0,2-30 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2.
22. Способ по п.20, отличающийся тем, что после термической обработки лопатки производят ее электролитно-плазменное полирование, затем ионно-имплантационную обработку и постимплантационный отпуск, причем в качестве ионов для имплантации используют ионы Сr, Y, Yb, С, В, Zr, N, La, Ti, а ионную имплантацию проводят при энергии ионов 0,2-30 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2.
23. Способ по п.21, отличающийся тем, что используют лопатку из никелевого или кобальтового сплава, после ионно-имплантационной обработки и постимплантационного отпуска наносят дополнительное покрытие толщиной от 10 до 60 мкм из сплава MeCrAlY, где Me - Ni, Co, NiCo, а после нанесения покрытия наносят слой керамического материала толщиной 20…300 мкм, в качестве которого используют ZrO2-Y2О3 в соотношении Y2О3 5…9 вес.%, ZrO2 остальное, при этом нанесение слоя керамического материала осуществляют газотермическим методом или электронно-лучевым испарением и конденсацией в вакууме.
24. Способ по п.22, отличающийся тем, что используют лопатку из легированной стали, на перо которой после ионно-имплантационной обработки и постимплантационного отпуска наносят дополнительное покрытие толщиной от 10 до 30 мкм из чередующихся слоев Me и соединений металлов с бором Ме-В, или азотом Me-N, или углеродом Ме-С, или углеродом и азотом Me-NC, где Me выбран из Ti, Zr, Al, W, Mo, TiZr, TiAl, TiAlZr, TiAIZrMo, В - бор, N - азот, С - углерод, причем слои многослойного покрытия наносят толщиной δMе=0,20…10 мкм, δMе-B=δMе-N=δMe-C=δMe-NC=0,10…6 мкм, где δMе - толщина слоя металла, δMе-B, δMе-N, δMе-C, δMe-NC - толщина слоя борида, нитрида, карбида, карбонитрида металла.
25. Способ по п.22, отличающийся тем, что используют лопатку из никелевого или кобальтового сплава, после ионно-имплантационной обработки и постимплантационного отпуска наносят дополнительное покрытие толщиной от 10 до 60 мкм из сплава MeCrAlY, где Me - Ni, Co, NiCo, а после нанесения покрытия наносят слой керамического материала толщиной 20…300 мкм, в качестве которого используют ZrO2-Y2O3 в соотношении Y2О3 5…9 вес.%, ZrO2 остальное, при этом нанесение слоя керамического материала осуществляют газотермическим методом или электронно-лучевым испарением и конденсацией в вакууме.
| Горный компас | 0 |
|
SU81A1 |
| СПОСОБ НАПЛАВКИ МЕТАЛЛА НА ПОВЕРХНОСТЬ МЕТАЛЛИЧЕСКОЙ ПЛАСТИНЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2094195C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЛИНЫ ПЕРА ЛОПАТОК КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2153965C1 |
| JP 4109158 B2, 02.07.2008 | |||
| US 5852272 А, 22.12.1998. | |||

