Изобретение относится к области машиностроения, в частности к оборудованию для сервисного обслуживания гидравлических забойных двигателей, а также других элементов бурильной колонны, используемых в скважинах-телесистем, бурильных и обсадных труб, ясов и др. Более конкретно изобретение относится к устройствам, предназначенным для свинчивания и развинчивания резьбовых соединений, требующих высоких значений крутящего момента.
Известен стенд для сборки и разборки резьбовых соединений (см. кн.: В.А.Добкин, Г.М.Никитин, А.А.Утробин. Обслуживание и ремонт гидравлических забойных двигателей, М., Недра, 1983, с.83-85). Стенд содержит механизм создания крутящего момента с приводным устройством, включающим полый вал, закрепленную на его консольной части планшайбу с зажимными элементами, устройство задержки с планшайбой, закрепленной от проворота и содержащей аналогичные зажимные элементы. Зажимные элементы выполнены в виде трех эксцентрично установленных с возможностью проворота в планшайбах кулачков, наружная поверхность которых снабжена сухарями с насечкой. Перед началом свинчивания или развинчивания кулачки с сухарями вводятся в контакт с цилиндрической поверхностью обслуживаемых забойных двигателей. При вращении приводного устройства за счет трения сухарей с насечкой по поверхности двигателя кулачки зубьями сухарей внедряются в поверхность двигателя, за счет чего создается необходимое сцепление кулачка со свинчиваемыми деталями.
Недостатком известной конструкции является неконтролируемое усилие зажатия трех кулачков, так как сила трения в контакте зависит от многих факторов (острота или смятие зубьев насечки, загрязненность контактирующих поверхностей, величина эксцентриситета кулачков). Возникающие при этом радиальные усилия приводят к деформации корпусных изделий вплоть до потери ими цилиндрической формы, а проскальзывание кулачков приводит к фрезерованию корпуса зубьями сухарей. Все это приводит к ускоренному износу и выходу из строя дорогостоящих корпусных деталей забойных двигателей.
Известен стенд для свинчивания и развинчивания резьбовых соединений гидравлических забойных двигателей по патенту RU 2236535 (опубл. 20.09.2004), который включает механизм создания крутящего момента с приводным устройством и задержку с планшайбами, причем устройство задержки выполнено так, что стенд позволяет осуществлять разборку и сборку двигателей, имеющих перекос осей.
Однако существенным недостатком этого стенда остается также зажим деталей эксцентриковыми кулачками, разрушающими свинчиваемые или развинчиваемые детали.
От указанных недостатков свободен стенд для сборки и разборки резьбовых соединений забойных двигателей Torquemaster, выпускаемый американской фирмой National Oil Well Varco, информация о котором опубликована в каталоге «Composite Catalog» (опубл. 2000 г., стр.111-113), а также информация о стенде размещена на сайте фирмы National Oil Well (www.nov.com/Downhole/ServiceJEquipment/Make-UpJBreak-OutEquipment/TORQUEMASTER Mashine.aspx)
Стенд для сборки и разборки резьбовых соединений забойных двигателей содержит механизм создания крутящего момента, включающий приводное устройство, с полым валом, планшайбу с радиально установленными на ней зажимными гидроцилиндрами, каждый из которых содержит камеры высокого и низкого давления, а также устройство задержки и гидравлическую систему, включающую маслонасосный агрегат, реверсивные распределители потока и делитель расхода.
Основным недостатком известной конструкции стенда является низкая производительность при закреплении и раскреплении резьб забойных двигателей.
Другим недостатком известной конструкции является необходимость постоянной работы насоса и его двигателя на протяжении всего процесса свинчивания или развинчивания, что приводит к перерасходу электроэнергии и ускоренному износу насоса и двигателя.
Предлагаемым изобретением решается задача повышения производительности стенда для сборки и разборки резьбовых соединений забойных двигателей, а также увеличения долговечности и надежности работы стенда и снижения расхода электроэнергии.
Для достижения указанного технического результата в стенде для сборки и разборки резьбовых соединений забойных двигателей, содержащем механизм создания крутящего момента, включающий приводное устройство, с полым валом, планшайбу с радиально установленными на ней зажимными гидроцилиндрами, каждый из которых содержит камеры высокого и низкого давления, а также устройство задержки и гидравлическую систему, включающую маслонаносный агрегат, реверсивные распределители потока и делитель расхода, на полом валу приводного устройства установлена неподвижная втулка, на внутренней поверхности которой выполнены две кольцевые камеры, соединенные с одним реверсивным распределителем потока, в стенке полого вала выполнены каналы, связывающие одну из кольцевых камер с камерами высокого давления всех гидроцилиндров, а другую кольцевую камеру - с камерами низкого давления этих гидроцилиндров, причем делитель расхода установлен на вращающейся планшайбе механизма создания крутящего момента. Стенд может быть снабжен гидропневмоаккумуляторами.
Отличительными признаками предлагаемого стенда от указанной выше известной, наиболее близкой к ней, является то, что на полом валу приводного устройства установлена неподвижная втулка, на внутренней поверхности которой выполнены две кольцевые камеры, соединенные с одним реверсивным распределителем потока, в стенке полого вала выполнены каналы, связывающие одну из кольцевых камер с камерами высокого давления всех гидроцилиндров, а другую кольцевую камеру - с камерами низкого давления этих гидроцилиндров, причем делитель расхода установлен на вращающейся планшайбе механизма создания крутящего момента. Стенд может быть снабжен гидропневмоаккумуляторами. Благодаря наличию этих признаков стенд предлагаемой конструкции позволяет производить сборку и разборку резьбовых соединений качественно, быстро и дешево.
Предлагаемая конструкция стенда иллюстрируется чертежами, приведенными на фиг.1-4.
На фиг.1 показан общий вид стенда,
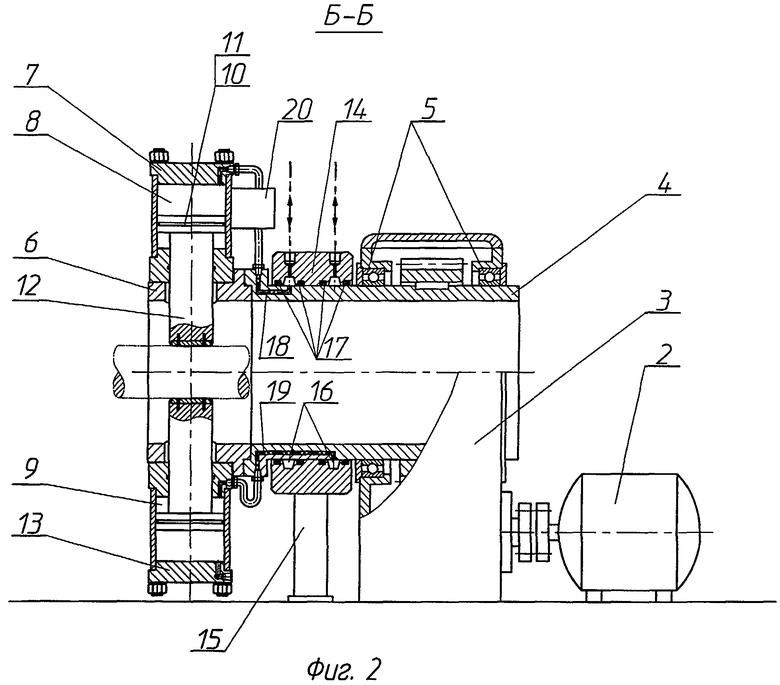
на фиг.2 - продольный разрез механизма создания крутящего момента с планшайбой,
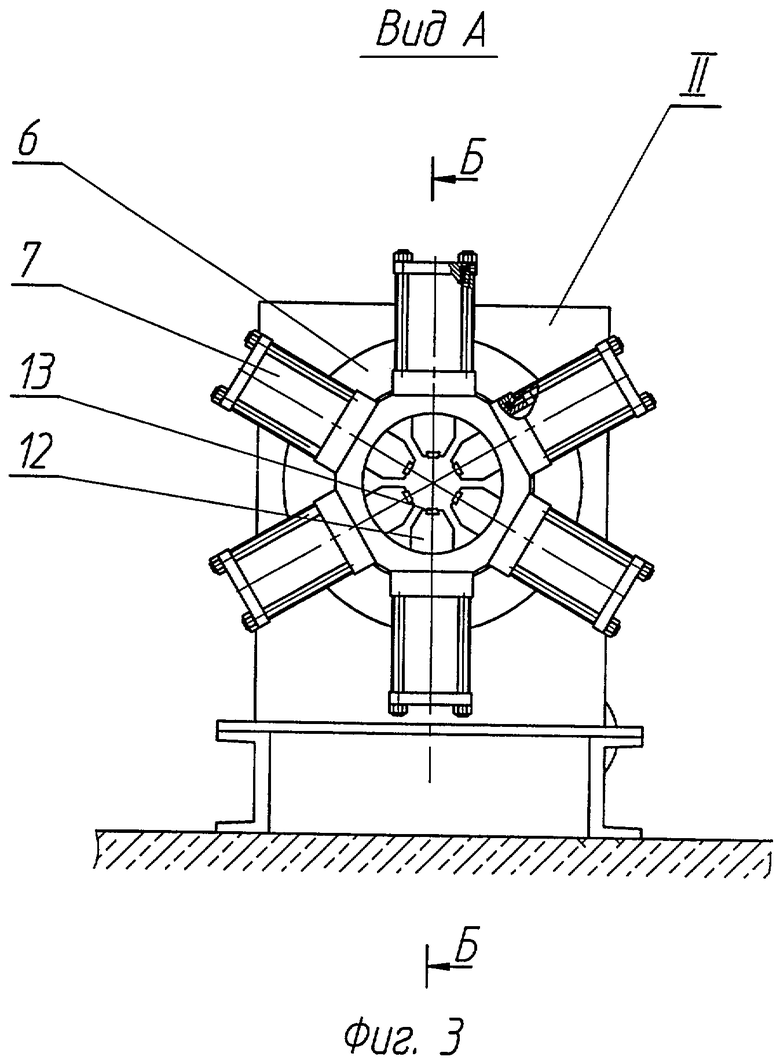
на фиг.3 - вид по стрелке А на механизм создания крутящего момента с планшайбой,
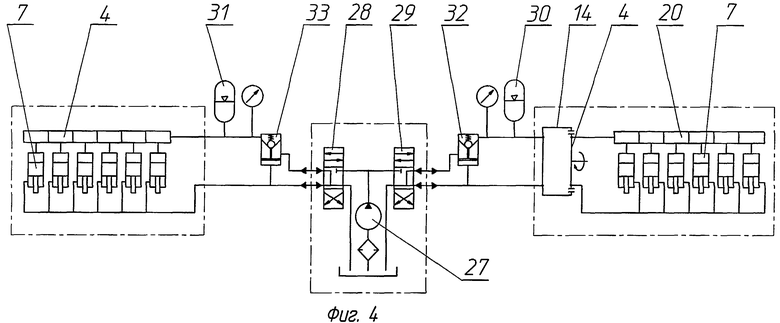
на фиг.4 - гидравлическая схема стенда.
Стенд для сборки и разборки резьбовых соединений забойных двигателей (фиг.1) включает механизм создания крутящего момента I, устройство задержки II и гидравлическую систему III, смонтированные на общей раме 1, представляющей собой жесткую сварную конструкцию.
Механизм создания крутящего момента 1 (фиг.2) включает электродвигатель 2, редуктор J с понижающей передачей, полый вал 4, установленный на двух радиальных подшипниках 5. На консольной части полого вала 4 закреплена планшайба 6 с радиально установленными на ней зажимными гидроцилиндрами 7, каждый из которых содержит камеру высокого давления 8, расположенную на периферии планшайбы 6, камеру низкого давления 9, расположенную на другой стороне гидроцилиндра 7. Указанные камеры разделены поршнем 10 с уплотнением 11. Шток 12 поршня 10 (фиг.3) направлен к центральной оси планшайбы 6 и полого вала 4, на конце штока 12 закреплен сухарь 13, изготовленный с высокой твердостью и имеющий насечку для улучшения сцепления с изделиями, подвергающимися свинчиванию или развинчиванию. Количество гидроцилиндров 7 на планшайбе 6 обычно равно четырем или шести, но могут быть и другие варианты.
На консольной части вала 4 (фиг.2) смонтирована с минимальными зазорами толстостенная втулка 14, зафиксированная от вращения с помощью стойки 15. На внутренней поверхности втулки 14 выполнены две кольцевые канавки 16, каждая из которых герметизирована с помощью кольцевых уплотнений 17. В стенке полого вала 4 выполнены каналы 18 и 19 для соединения кольцевых канавок 16 с камерами высокого давления 8 и низкого давления 9 гидроцилиндров 7. На планшайбе 6 смонтирован также делитель расхода 20, предназначенный для выравнивания скорости подачи жидкости в гидроцилиндры 7 с целью обеспечения синхронного схождения штоков 12. Делители 20 могут иметь различное исполнение, например на базе регулируемых дросселей, устанавливаемых на каждом гидроцилиндре, или на базе одинаковых объемных гидронасосов, валы которых вращаются синхронно. На фигурах условно показан последний вариант делителя.
Устройство задержки II (фиг.1) представляет собой жесткую раму 21, снабженную колесами 22 для перемещения вдоль рамы 1, а также приводом для перемещения и предохранительными устройствами от опрокидывания при больших крутящих моментах (привод и предохранительные устройства на чертежах не показаны). На раме 21 устройства задержки II смонтирована соосно с планшайбой 6 (фиг.1) планшайба 23, идентичная по конструкции планшайбе 6, но зафиксированная от проворота. Планшайба 23 также снабжена делителем расхода 24.
Для привода в действие гидроцилиндров планшайб стенд снабжен гидравлической системой III, которая включает маслонасосный агрегат, состоящий из электродвигателя 25, установленного на маслобаке 26 и приводящего в действие маслонасос 27, который подает масло под давлением на гидрораспределители 28 и 29. Соединение гидрораспределителей 28 и 29 с гидроцилиндрами представлено на гидросхеме (фиг.4). В схему встроены также гидропневмоаккумуляторы 30 и 31, связанные с регулируемыми обратными клапанами 32 и 33 соответственно.
Работа стенда осуществляется следующим образом. При необходимости осуществить свинчивание по резьбе двух деталей одна из них вводится в планшайбу 6 механизма создания крутящего момента L. Включается электродвигатель 25, приводящий в действие маслонасос 27 маслонасосного агрегата. Масло подается маслонасосом 27 из маслобака 26 через реверсивный гидрораспределитель 29 по маслопроводам во втулку 4, откуда через каналы 18 и делитель расхода 20 направляется равными долями в камеры высокого давления 8 гидроцилиндров 7 вращающейся планшайбы 6. Благодаря равномерному распределению потока между цилиндрами их поршни 10 синхронно перемещаются к оси стенда, при этом штоки 12 с сухарями 13 зажимают свинчиваемую деталь соосно с планшайбой 6. Давление, необходимое для создания достаточного усилия зажатия детали, устанавливается с помощью маслонасосного агрегата (управляющая гидроаппаратура на гидросхеме не показана). При повышении давления в камерах высокого давления 8 гидроцилиндров 7 заряжается и гидропневмоаккумулятор 30, предварительно заправленный газообразным азотом, но окончании подачи масла гидрораспределитель zy переключается в нейтральное положение, регулируемый обратный клапан 32 закрыт и давление в гидроцилиндрах 7 вращающейся планшайбы 6 сохраняется.
Вторая свинчиваемая деталь аналогично устанавливается в планшайбе 23 устройства задержки II, при этом масло через гидрораспределитель 28 направляется по соответствующим маслопроводам через делитель 24 в напорные камеры гидроцилиндров планшайбы 23 устройства задержки II. При этом заряжается гидропневмоаккумулятор 31, гидрораспределитель 28 переводится в нейтральное положение, маслонасос 27 отключается. Путем перемещения устройства задержки II к устройству создания крутящего момента резьбовые концы соединяемых деталей стыкуются.
Электродвигатель 2 через редуктор 3 приводит во вращение полый вал 4 и смонтированную на нем планшайбу 6 с зажатой в ней деталью, а вторая деталь, зажатая в планшайбе 23 устройства задержки II при перемещении последней к планшайбе 6 свинчивается с первой деталью. Процесс свинчивания осуществляется до тех пор, пока момент свинчивания не достигнет величины, требуемой для данного типа резьбы. Аппаратура, с помощью которой осуществляются контроль крутящего момента и отключение двигателя 2 при достижении необходимого момента, общеизвестна и потому в данном описании не рассматривается.
При необходимости разъединить детали по резьбе дается обратное вращение двигателя с помощью электрического переключателя на пульте 34 (фиг.1) (переключатель не показан), создается необходимый крутящий момент, направленный на развинчивание. Свинчивание и развинчивание деталей в отличие от прототипа производятся при одноразовом захвате деталей штоками гидроцилиндров задержки и планшайбы 6.
Для освобождения деталей гидрораспределители 28 и 29 переключаются в положение, когда масло от маслонасоса 27 подается в камеры низкого давления 9 гидроцилиндров 7, при этом открываются обратные регулируемые клапаны 32 и 33 и масло из камер высокого давления 8 гидроцилиндров 7 через делители расхода 20 и 24, обратные клапаны 32 и 33, гидрораспределители 28 и 29 подается на слив.
Таким образом, благодаря внесенным согласно изобретению усовершенствованиям создан стенд для сборки и разборки резьбовых соединений, позволяющий повысить производительность труда и удобство в работе обслуживающего персонала стенда, повысить надежность и долговечность оборудования, обслуживаемого на стенде, а также снизить расход электроэнергии благодаря возможности отключения двигателя маслонасоса при свинчивании и развинчивании резьб ГЗД. Стенд согласно предлагаемому изобретению разработан, изготовлен и запущен в работу в ЗАО «Гидробур-сервис».
Изобретение относится к области машиностроения, в частности к устройствам, предназначенным для свинчивания и развинчивания резьбовых соединений. Стенд содержит механизм создания крутящего момента, включающий приводное устройство с полым валом и установленную на валу планшайбу с радиально установленными на ней зажимными гидроцилиндрами. Каждый из них содержит камеры высокого и низкого давления, а также устройство задержки и гидравлическую систему. На полом валу приводного устройства установлена неподвижная втулка, на внутренней поверхности которой выполнены две кольцевые камеры. В стенке полого вала выполнены каналы, связывающие одну из кольцевых камер с камерами высокого давления всех зажимных гидроцилиндров, а другую кольцевую камеру - с камерами низкого давления упомянутых гидроцилиндров. Позволяет производить сборку и разборку резьбовых соединений качественно, быстро и дешево. 1 з.п. ф-лы, 4 ил.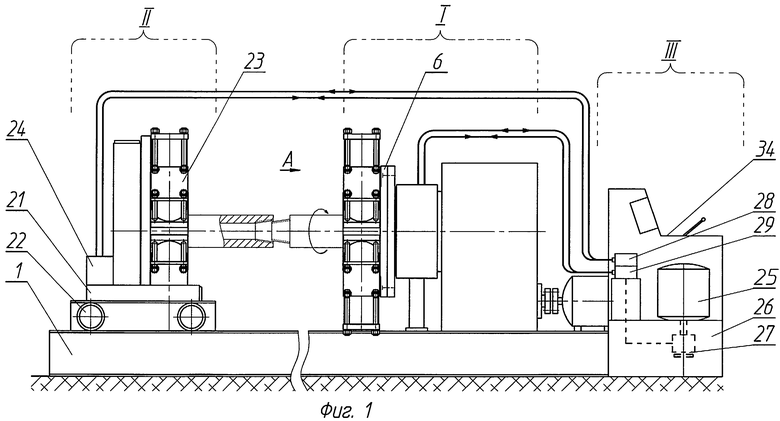
1. Стенд для сборки и разборки резьбовых соединений гидравлических забойных двигателей, содержащий механизм создания крутящего момента, включающий приводное устройство с полым валом, установленную на валу планшайбу с радиально установленными на ней зажимными гидроцилиндрами, каждый из которых содержит камеры высокого и низкого давления, а также устройство задержки и гидравлическую систему, включающую маслонасосный агрегат, реверсивные распределители потока и делитель расхода, отличающийся тем, что на полом валу приводного устройства установлена неподвижная втулка, на внутренней поверхности которой выполнены две кольцевые камеры, соединенные с одним реверсивным распределителем потока, в стенке полого вала выполнены каналы, связывающие одну из кольцевых камер с камерами высокого давления всех зажимных гидроцилиндров, а другую кольцевую камеру - с камерами низкого давления упомянутых гидроцилиндров, причем делитель расхода установлен на вращающейся планшайбе механизма создания крутящего момента.
2. Стенд по п.1, отличающийся тем, что механизм создания крутящего момента и устройство задержки снабжены гидропневмоаккумуляторами.
| СТЕНД ДЛЯ СВИНЧИВАНИЯ И РАЗВИНЧИВАНИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ГИДРАВЛИЧЕСКИХ ЗАБОЙНЫХ ДВИГАТЕЛЕЙ | 2003 |
|
RU2236535C1 |
| СТЕНД ДЛЯ СБОРКИ И РАЗБОРКИ ГИДРАВЛИЧЕСКИХ ЗАБОЙНЫХ ДВИГАТЕЛЕЙ | 2008 |
|
RU2372599C1 |
| Способ получения сернистого красителя цвета хаки | 1933 |
|
SU40475A1 |
| US 4711006 А, 08.12.1987. | |||

