Изобретение относится к области машиностроения, а именно к оборудованию для сервисного обслуживания гидравлических забойных двигателей (ГЗД), и предназначено для закрепления и раскрепления резьбовых соединений ГЗД, извлечения ротора из статора двигательной секции ГЗД, вала из корпуса шпинделя ГЗД, монтажа ротора в статор и вала в корпус шпинделя ГЗД.
Известен станок для свинчивания-развинчивания фирмы "Bowen", включающий основание с установленными на нем неподвижно закрепленным передним и подвижным задним зажимами, патроны которых оснащены зубчатым зацеплением кулачков с наружным зубом и колеса с внутренним зубом, при повороте которого с помощью гидроцилиндра происходит захват детали, и пульт управления. Передний зажим оснащен патроном, поворачивающимся вокруг своей оси с помощью одного силового гидроцилиндра (Bowen Makeur/Breakout Units, Model 624, 824. NATIONAL OIL WELL DOWNHOLE TOOLS CATALOG 1998-99, C.79, 82).
Недостатком станка является низкая точность контролируемых и снимаемых параметров величины крутящего момента свинчивания резьбовых соединений гидравлических забойных двигателей, так как контролируемая величина крутящего момента свинчивания резьбового соединения, определяемая по величине давления, является величиной косвенной.
Известен стенд для развинчивания TORQUEMASTER фирмы "Griffith" - прототип, включающий основание с установленными на нем неподвижно закрепленным передним и подвижным задним зажимами, патроны которых оснащены зажимными гидроцилиндрами, и пульт управления. Задний зажим оснащен патроном, поворачивающимся вокруг своей оси с помощью двух гидроцилиндров. Griffith Vector Torquemaster Breakout Machine. NATIONAL OIL WELL DOWNHOLE TOOLS CATALOG 1998-99, C.74).
Недостатком стенда в прототипе является низкая точность контролируемых и снимаемых параметров величины крутящего момента свинчивания резьбовых соединений гидравлических забойных двигателей.
Штоки гидроцилиндров, поворачивающих патрон заднего зажима при свинчивании или развинчивании резьбового соединения ГЗД, закреплены на раме зажима. Корпуса гидроцилиндров закреплены на поворотном патроне зажима. При приложении усилия N для свинчивания или развинчивания резьбы, то есть при выдвижении штоков гидроцилиндров из корпусов или их возврате в исходное положение, точка закрепления корпусов на поворотном патроне зажима совершает поворот по дуге с углом в 30°. При этом непрерывно изменяется величина плеча L приложения усилия N от минимального значения Lmin до максимального Lmax и снова до Lmin. Соответственно изменяется и величина крутящего момента свинчивания резьбового соединения MКР=N×L. Погрешность величины крутящего момента свинчивания резьбового соединения при среднеарифметической величине плеча приложения усилия составляет -2% от контролируемой величины. Рекомендуемая величина крутящего момента свинчивания резьбы МК 75×6×1:16 равен 7000-7500 Нм. Допускаемая величина отклонения равна 500 Нм, а средняя погрешность измерения составляет 140 Нм. При увеличении угла дуги поворота патрона зажима до 50°, что желательно для уменьшения количества возвратно-поступательных движений штоков гидроцилиндров при свинчивании или развинчивании резьбы и тем самым повышения производительности труда, погрешность контролируемого крутящего момента свинчивания резьбового соединения достигает ≈6%.
Контроль достижения величины крутящего момента свинчивания резьбового соединения, равного рекомендуемой величине для конкретного типа резьбового соединения на стенде в прототипе, осуществляется визуально по манометру на пульте управления, имеющему шкалу давления и шкалу пересчета давления в крутящий момент. Задание величины крутящего момента свинчивания резьбового соединения осуществляется вращением вручную ручки редукционного клапана на пульте управления. Достижение необходимой величины производится поэтапно, подкручиванием ручки редукционного клапана. Контроль и задание крутящего момента свинчивания резьбового соединения на стенде в прототипе имеют не только низкую точность контролируемой величины, но и низкую производительность выполняемых на стенде в прототипе работ.
Задаваемая и контролируемая величина крутящего момента свинчивания резьбовых соединений по величине давления является величиной косвенной, пересчитанной исходя из диаметров штоков и поршней силовых гидроцилиндров, обеспечивающих поворот патрона. При изготовлении все детали имеют допуски на изготовление, и, как следствие, фактическая величина давления в гидроцилиндре отличается от расчетной. Величины давления в точке приложения усилия и на контрольном манометре отличаются на величину потерь давления в гидравлической системе стенда. Это потери давления с учетом силы трения резиновых манжет в гидроцилиндрах, потери давления на длине рукавов от маслостанции до заднего зажима, потери давления в соединениях рукавов и рабочих органах стенда.
Улучшение качества изготовления и эксплуатации резьбовых соединений ГЗД имеет наиважнейшее значение. В ГЗД применяются конические и цилиндрические резьбы типа МК, РКТ, 3 с крупным шагом. В процессе бурения резьбовые соединения ГЗД подвергаются интенсивным динамическим нагрузкам и вибрациям, повышенным перепадам давления. Некачественное выполнение операций закрепления резьбовых соединений с рекомендуемым крутящим моментом свинчивания резьбовых соединений приводит к деформации витков резьбы, что вызывает уменьшение натяга. Уменьшение натяга приводит к снижению прочности закрепления резьбового соединения, а это ведет к преждевременному износу, потере герметичности и самоотвинчиванию резьбового соединения при бурении. Для предотвращения деформации резьбы и самоотвинчивания при эксплуатации необходимо при закреплении резьбового соединения строго выдерживать натяг и крутящий момент свинчивания резьбового соединения, указанный в инструкции по сборке ГЗД на каждый типоразмер ГЗД конкретно.
Использование большего или меньшего (по сравнению с указанными в инструкции по сборке ГЗД) крутящего момента свинчивания резьбового соединения приводит к нарушению распределения осевого люфта турбины ГЗД и износу последней по высоте лопаток. При закреплении резьбовых соединений с недостаточным крутящим моментом в процессе бурения нарушается взаимная неподвижность деталей роторной и статорной систем, детали проворачиваются, в результате чего происходит их износ по торцевым поверхностям.
Техническая задача настоящего изобретения заключается в увеличении производительности выполняемых на стенде работ по свинчиванию и развинчиванию резьбовых соединений ГЗД, повышении точности контроля величин крутящего момента свинчивания резьбовых соединений ГЗД за счет применения в конструкции ключа датчиков силы с выходным электрическим сигналом и системы задания, сбора, обработки и управления информацией.
Технический результат достигается тем, что в стенде для сборки и разборки гидравлических забойных двигателей, включающем основание, установленные на основании подвижный и неподвижный зажимы с патронами, оснащенными зажимными гидроцилиндрами, при этом патрон одного из зажимов выполнен с возможностью поворота вокруг своей оси с помощью двух силовых гидроцилиндров, согласно изобретению на втором зажиме установлен датчик силы с электрическим выходным сигналом, патрон второго зажима выполнен с возможностью вращения вокруг своей оси и оснащен рычагом, воздействующим при повороте на датчик силы, причем точка контакта рычага с датчиком силы расположена на расстоянии от оси вращения патрона, определяемом из соотношения Мкр/N, где Мкр - максимальный крутящий момент свинчивания резьбового соединения, а N -величина прилагаемого усилия, воспринимаемая датчиком силы, кроме того, стенд снабжен системой задания, сбора, обработки и управления информацией.
На фиг.1 показан общий вид стенда для сборки и разборки ГЗД.
На фиг.2 показан подвижный зажим стенда для сборки и разборки ГЗД, вид сбоку.
На фиг.3 показан подвижный зажим стенда для сборки и разборки ГЗД, вид спереди.
Показанный на фиг.1 стенд для сборки и разборки ГЗД включает основание 1, неподвижно закрепленный зажим 2, подвижный зажим 3, перемещающийся вдоль основания 1, регулируемые по высоте опоры 4 и пульт управления 5. Пульт управления 5 оснащен системой задания, сбора, обработки и управления информацией, например индикаторы, контроллер или компьютер. Патроны 6 зажимов 2 и 3 оснащены зажимными гидроцилиндрами 7. Поворот вокруг своей оси патрона 6 неподвижного зажима 2 осуществляется силовыми гидроцилиндрами 8. Подвижный зажим 3 перемещается вдоль основания 1 стенда с помощью привода перемещения 9.
Подвижный зажим, изображенный на фиг.2, 3, состоит из рамной конструкции 10, в которой установлен и закреплен вал 11 патрона 12 с зажимными гидроцилиндрами 13. Патрон 12 имеет возможность вращаться вокруг своей оси. На патроне 12 закреплен рычаг 14, который упирается в закрепленный на основании 1 датчик силы 15 с выходным электрическим сигналом. Расстояние L от оси вращения патрона 12 до точки касания рычага с датчиком силы 15 строго регламентировано максимальной величиной крутящего момента свинчивания резьбового соединения, определяемой конструкцией стенда, его техническими и прочностными характеристиками. Больший размер L, при одной величине максимального крутящего момента свинчивания резьбового соединения, позволяет устанавливать датчики силы меньшей величины контролируемого усилия и соответственно более дешевые и создавать более облегченные конструкции.
Стенд для сборки и разборки ГЗД работает следующим образом.
ГЗД краном устанавливается одним концом резьбового соединения в патрон 6 неподвижного зажима 2 (фиг.1), укладывается на среднюю опору 4, заранее выставленную на необходимую высоту, и зажимается гидроцилиндрами 7. Подвижный зажим 3 передвигается вдоль основания 1 стенда с помощью привода перемещения 9 до места захвата другого конца резьбового соединения. Резьбовое соединение зажимается гидроцилиндрами 7. В случае необходимости опора 4 убирается с основания 1 стенда. На пульте управления 5, в системе задания, сбора, обработки и управления информацией (например, в контроллере), задается рекомендуемый для конкретного типоразмера ГЗД крутящий момент свинчивания резьбового соединения. С пульта управления 5 включается подача рабочей жидкости под давлением в силовые гидроцилиндры 8 патрона 6 неподвижного зажима 2 и осуществляется свинчивание или развинчивание резьбового соединения ГЗД. Рычаг 14 (фиг.3) патрона 12 упирается в датчик силы 15, закрепленный на раме 10. Электрический сигнал с датчика силы 15 поступает в систему задания, сбора, обработки и управления информацией (например, контроллер) пульта управления 5 и сравнивается с заданной величиной крутящего момента свинчивания резьбового соединения. При достижении величины крутящего момента свинчивания резьбового соединения, равной величине, заданной в системе задания, сбора, обработки и управления информацией, она отключает распределитель давления с электромагнитным управлением. Подача рабочей жидкости в гидроцилиндры 8 (фиг.1) прекращается. Привод поворота патрона 6 останавливается.
В прототипе точка закрепления корпусов силовых гидроцилиндров, поворачивающих патрон заднего зажима при свинчивании или развинчивании резьбового соединения ГЗД, совершает поворот по дуге с углом в 30°. При этом погрешность крутящего момента свинчивания резьбового соединения при среднеарифметической величине плеча приложения усилия составляет - 2% от контролируемой величины.
В прототипе задаваемая и контролируемая величина крутящего момента свинчивания резьбового соединения по давлению является величиной косвенной, пересчитанной исходя из диаметров штоков и поршней гидроцилиндров поворота патрона. Величина давления в точке приложения усилия и на контрольном манометре отличаются на величину потерь давления в гидравлической системе стенда, это потери давления с учетом силы трения резиновых манжет в гидроцилиндрах, потери давления на длине рукавов от маслостанции до заднего зажима, потери давления в соединениях рукавов и рабочих органах стенда.
В прототипе контроль достижения величины крутящего момента свинчивания резьбового соединения, равной рекомендуемой величине для конкретного типа резьбового соединения, осуществляется визуально по манометру. Задание величины крутящего момента свинчивания резьбового соединения осуществляется вращением вручную ручки редукционного клапана на пульте управления. Достижение необходимой величины производится поэтапно, подкручиванием ручки редукционного клапана. В прототипе контроль и задание необходимой величины крутящего момента свинчивания резьбового соединения имеют не только низкую точность, но и низкую производительность выполняемых работ.
В предлагаемом изобретении патроны подвижного и неподвижного зажимов, оснащенные гидроцилиндрами, имеют возможность поворачиваться вокруг своей оси. Патрон одного из зажимов поворачивается с помощью силовых гидроцилиндров. Патрон второго зажима оснащен жестко закрепленным на нем рычагом, опирающимся при повороте на датчик силы с выходным электрическим сигналом, закрепленный на раме зажима. Точка контакта рычага с датчиком силы находится на строго определенном расстоянии L от оси вращения, определяемом из соотношения
Mкp/N, где Мкр - максимальный крутящий момент свинчивания резьбового соединения, а N - величина прилагаемого усилия, воспринимаемая датчиком силы. Величина крутящего момента свинчивания резьбового соединения задается в системе задания, сбора, обработки и управления информацией, например контроллере. При свинчивании-развинчивании резьбового соединения патрон, стремясь повернуться, упирается рычагом в датчик силы. Электрический сигнал с датчика поступает на контроллер и сравнивается с заданной величиной крутящего момента свинчивания резьбового соединения. Предварительно на стенде тарируется канал съема электрического сигнала с датчика, для чего датчик снимается со стенда, устанавливается в приспособление и нагружается домкратом через образцовый, аттестованный динамометр. Показания на контроллере в пульте управления выставляются в соответствии с показаниями образцового динамометра. При достижении величины крутящего момента свинчивания резьбового соединения, равной величине, заданной на контроллере, контроллер отключает гидравлический привод поворота патрона, фиксирует фактическую величину крутящего момента свинчивания резьбового соединения, дает возможность занести в память и распечатать на принтере, помимо величины крутящего момента свинчивания резьбового соединения, номер изделия, тип резьбы, время свинчивания, фамилию оператора и дату.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЮЧ ДЛЯ СБОРКИ И РАЗБОРКИ ГИДРАВЛИЧЕСКИХ ЗАБОЙНЫХ ДВИГАТЕЛЕЙ | 2007 |
|
RU2346802C2 |
| СТЕНД ДЛЯ СВИНЧИВАНИЯ И РАЗВИНЧИВАНИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ГИДРАВЛИЧЕСКИХ ЗАБОЙНЫХ ДВИГАТЕЛЕЙ | 2003 |
|
RU2236535C1 |
| СТЕНД ДЛЯ СБОРКИ И РАЗБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ЗАБОЙНЫХ ДВИГАТЕЛЕЙ | 2010 |
|
RU2420387C1 |
| СТЕНД ДЛЯ СВИНЧИВАНИЯ И РАЗВИНЧИВАНИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ВИНТОВЫХ ГЕРОТОРНЫХ ДВИГАТЕЛЕЙ, ТУРБОБУРОВ И ЯСОВ | 2008 |
|
RU2369716C1 |
| СТЕНД ДЛЯ ОБКАТКИ И ИСПЫТАНИЙ ГИДРАВЛИЧЕСКИХ ЗАБОЙНЫХ ДВИГАТЕЛЕЙ | 2009 |
|
RU2410662C2 |
| СПОСОБ УПРАВЛЕНИЯ ЗАЖИМНЫМИ ГИДРОЦИЛИНДРАМИ И СТЕНД ДЛЯ СВИНЧИВАНИЯ И РАЗВИНЧИВАНИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ГИДРАВЛИЧЕСКИХ ЗАБОЙНЫХ ДВИГАТЕЛЕЙ | 2010 |
|
RU2449861C2 |
| СТЕНД ДЛЯ ОБКАТКИ И ИСПЫТАНИЙ ГИДРАВЛИЧЕСКИХ ЗАБОЙНЫХ ДВИГАТЕЛЕЙ | 2003 |
|
RU2229581C1 |
| РОБОТ БУРОВОЙ УНИВЕРСАЛЬНЫЙ | 2016 |
|
RU2608136C1 |
| УСТРОЙСТВО ДЛЯ СВИНЧИВАНИЯ И РАЗВИНЧИВАНИЯ ТРУБ | 2002 |
|
RU2215862C1 |
| СТЕНД ДЛЯ ИСПЫТАНИЙ ГИДРАВЛИЧЕСКИХ ЗАБОЙНЫХ ДВИГАТЕЛЕЙ | 2009 |
|
RU2413928C1 |
Изобретение относится к области машиностроения, а именно к оборудованию для сервисного обслуживания гидравлических забойных двигателей, и предназначено для закрепления и раскрепления резьбовых соединений, извлечения ротора из статора двигательной секции, вала из корпуса шпинделя, монтажа ротора в статор и вала в корпус шпинделя. Стенд для сборки и разборки гидравлических забойных двигателей включает основание, подвижный и неподвижный зажимы с патронами, зажимные гидроцилиндры. Патрон одного из зажимов выполнен с возможностью поворота вокруг своей оси с помощью двух силовых гидроцилиндров. На втором зажиме установлен датчик силы с электрическим выходным сигналом. Патрон второго зажима выполнен с возможностью вращения вокруг своей оси и оснащен рычагом, воздействующим при повороте на датчик силы. Точка контакта рычага с датчиком силы расположена на расстоянии от оси вращения патрона, определяемом из соотношения. Стенд снабжен системой задания, сбора, обработки и управления информацией. Обеспечивается увеличение производительности выполняемых на стенде работ по свинчиванию и развинчиванию резьбовых соединений, повышается точность контроля величин крутящего момента свинчивания резьбовых соединений. 3 ил.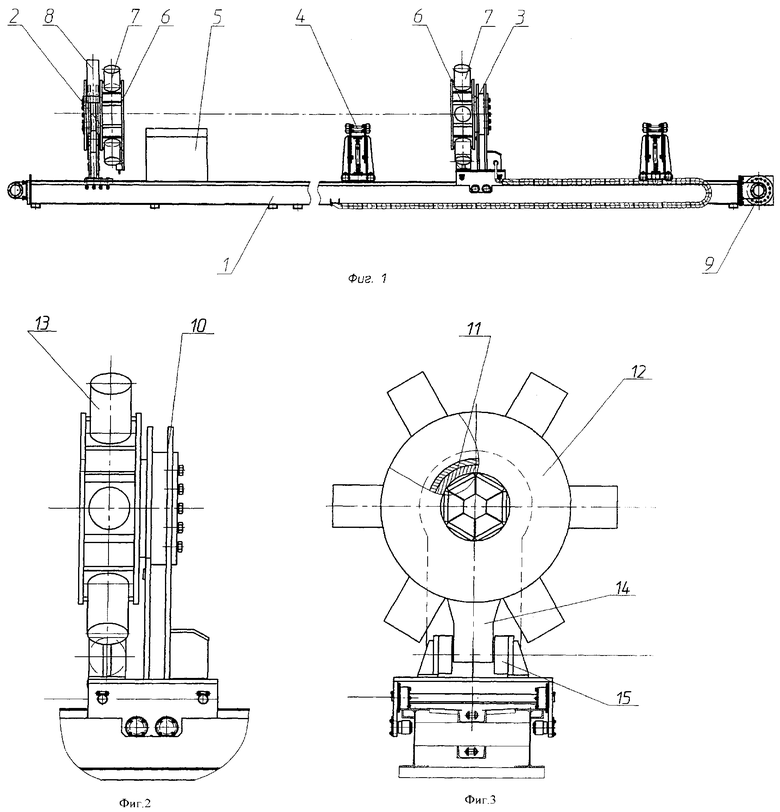
Стенд для сборки и разборки гидравлических забойных двигателей, включающий основание, установленные на основании подвижный и неподвижный зажимы с патронами, оснащенными зажимными гидроцилиндрами, при этом патрон одного из зажимов выполнен с возможностью поворота вокруг своей оси с помощью двух силовых гидроцилиндров, отличающийся тем, что на втором зажиме установлен датчик силы с электрическим выходным сигналом, патрон второго зажима выполнен с возможностью вращения вокруг своей оси и оснащен рычагом, воздействующим при повороте на датчик силы, причем точка контакта рычага с датчиком силы расположена на расстоянии от оси вращения патрона, определяемом из соотношения Мкр/N, где Мкр - максимальный крутящий момент свинчивания резьбового соединения, а N - величина прилагаемого усилия, воспринимаемая датчиком силы, кроме того, стенд снабжен системой задания, сбора, обработки и управления информацией.
| Способ получения сернистого красителя цвета хаки | 1933 |
|
SU40475A1 |
| Улавливающее устройство для вагонеток на бремсбергах | 1933 |
|
SU40407A1 |
| СТЕНД ДЛЯ СВИНЧИВАНИЯ И РАЗВИНЧИВАНИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ГИДРАВЛИЧЕСКИХ ЗАБОЙНЫХ ДВИГАТЕЛЕЙ | 2003 |
|
RU2236535C1 |
| Гидравлическое устройство для разборки забойных двигателей | 1987 |
|
SU1433749A1 |
| Гидравлическое устройство для разборки забойных двигателей | 1985 |
|
SU1294555A1 |
| US 4711006 A, 08.12.1987. | |||

