Изобретение относится к области нефтяного машиностроения, а именно к оборудованию для свинчивания с заданным моментом и развинчивания резьбовых соединений винтовых героторных гидравлических двигателей, турбобуров и ясов, а также для сборки и разборки узлов бурового оборудования, например статоров и роторов винтовых героторных двигателей, шпиндельных и турбинных секций.
Известен механический ключ КТ-400, включающий силовую установку привода зажимного патрона, предназначенную для создания крутящего момента, зажимное устройство для задержки неподвижной части детали резьбовой пары, рольганг, на которых размещается гидравлический забойный двигатель, при этом рольганг состоит из рельсовых швеллеров и роликов, установленных на них (В.А.Добкин и другие. Обслуживание и ремонт гидравлических забойных двигателей. - М.: Недра, 1983 г., с.83-85).
Недостатком известной конструкции является неполная возможность предотвращения перезатяжки (overtorquing) свинчиваемых резьбовых соединений чрезмерным крутящим моментом из-за инерции вращающихся механизмов привода зажимного устройства, вследствие этого не обеспечивается повышение надежности и ресурса узлов бурового оборудования, например винтовых героторных гидравлических двигателей, турбобуров и ясов.
Другим недостатком известной конструкции является отсутствие экономических преимуществ из-за невозможности использования винтовых героторных гидравлических двигателей, турбобуров и ясов, в которых произошла перезатяжка (overtorquing) свинчиваемых резьбовых соединений чрезмерным крутящим моментом вследствие инерции вращающихся механизмов силовой установки привода зажимного патрона (неисправимый брак резьбовых соединений).
Известен агрегатный стенд МСТ, включающий силовую установку привода зажимного патрона, подвижное заднее устройство задержки с двумя зажимными патронами, силовую раму, сваренную из двутаврового металлического профиля, и силовую установку привода цепной лебедки (В.А.Добкин и другие. Обслуживание и ремонт гидравлических забойных двигателей. - М.: Недра, 1983, с.85-89).
Недостатком известной конструкции является неполная возможность предотвращения перезатяжки (overtorquing) свинчиваемых резьбовых соединений чрезмерным крутящим моментом из-за инерции вращающихся механизмов привода зажимного устройства, вследствие этого не обеспечивается повышение надежности и ресурса узлов бурового оборудования, например винтовых героторных гидравлических двигателей, турбобуров и ясов.
Другим недостатком известной конструкции является отсутствие экономических преимуществ из-за невозможности использования винтовых героторных гидравлических двигателей, турбобуров и ясов, в которых произошла перезатяжка (overtorquing) свинчиваемых резьбовых соединений чрезмерным крутящим моментом вследствие инерции вращающихся механизмов силовой установки привода зажимного патрона (неисправимый брак резьбовых соединений).
Известен гидравлический ключ "Griffith Torquemasrer", модель 1689, (Канада) для точной сборки и разборки резьбовых соединений на буровых инструментах, трубах и сопутствующем оборудовании, содержащий раму, неподвижный держатель переднего модуля, подвижный зажим заднего модуля, за счет которого достигается момент вращения, при этом каждый держатель представляет собой синхронизированные зажимные гидравлические цилиндры с кулачками, предназначенными для работы с наружными диаметрами изделий, разделительная цепь гидравлического потока в каждом держателе синхронизирует движение соответствующего набора из шести цилиндров, обеспечивая расположение по центру, совмещение цилиндров происходит при каждом перемещении назад, а также содержащий датчики контроля крутящего момента, привод продольного перемещения зажима заднего модуля и установленные на раме поддерживающие тележки с гидравлическими опорами (Griffith Torquemasrer Breakout Machine, www.griffith-oil.com) или (www.nov.com/Products.aspx.Puid), National-Oilwell Varco, Houston, TX, (US).
Недостатком известного гидравлического ключа "Griffith Torquemasrer" является его сложность, высокая стоимость, неполная возможность уменьшения времени сборки, повышения точности затяжки резьбовых соединений, а также предотвращения перезатяжки (overtorquing) свинчиваемых резьбовых соединений чрезмерным крутящим моментом из-за инерционности рабочей жидкости, по существу, из-за большого времени срабатывания (отклика) разделительных цепей гидравлического потока в каждом держателе, которые синхронизируют движение соответствующего набора из шести цилиндров в подвижном зажиме заднего модуля, за счет которого достигается момент вращения, а также в держателях, представляющих собой синхронизированные зажимные гидравлические цилиндры, предназначенные для работы с наружными диаметрами изделий.
Наиболее близким к заявляемой конструкции является стенд для свинчивания и развинчивания резьбовых соединений гидравлических забойных двигателей, содержащий раму, силовую установку привода зажимного патрона, включающую силовой электродвигатель, редуктор, шпиндель, зажимной патрон шпинделя с эксцентриковыми кулачками для крепления и вращения свинчиваемых деталей, а также содержащий устройство задержки, включающее зажимной патрон устройства задержки с приводом и эксцентриковыми кулачками для крепления и удерживания от вращения ответных свинчиваемых деталей, датчики контроля крутящего момента, а также содержащий привод продольного перемещения устройства задержки и установленную на раме поддерживающую тележку с опорами (RU 2236535 С1, 20.09.2004).
Недостатком известной конструкции является неполная возможность предотвращения перезатяжки (overtorquing) свинчиваемых резьбовых соединений чрезмерным крутящим моментом из-за инерции вращающихся механизмов привода зажимного устройства, не исключается возможность проскальзывания свинчиваемых деталей в зажатых кулачках, вследствие этого не обеспечивается повышение надежности и ресурса узлов бурового оборудования, например винтовых героторных гидравлических двигателей, турбобуров и ясов.
Другим недостатком известной конструкции является повышенная сложность и меньшая надежность вследствие перемещения задерживающего устройства в поперечном направлении относительно основания и ограниченного поворота относительно поверхности основания на угол, равный углу отклонения двигательной секции относительно шпиндельной секции винтового героторного гидравлического двигателя (определяемый регулятором угла и реактивного момента, устанавливаемым между шпиндельной секцией и двигателем).
Для обеспечения отклонения двигательной секции относительно шпиндельной секции винтового героторного гидравлического двигателя при свинчивании с заданным моментом и развинчивания резьбовых соединений необходимо круговое перемещение задерживающего устройства относительно основания, а не в только поперечном направлении (в горизонтальной плоскости).
Другим недостатком известной конструкции является отсутствие экономических преимуществ из-за невозможности использования винтовых героторных гидравлических двигателей, турбобуров и ясов, в которых произошла перезатяжка (overtorquing) свинчиваемых резьбовых соединений чрезмерным крутящим моментом из-за инерции вращающихся механизмов силовой установки привода зажимного патрона (неисправимый брак резьбовых соединений).
Техническая задача, на решение которой направлено изобретение, заключается в упрощении стенда, снижении его стоимости, а также в повышении надежности и ресурса винтовых героторных гидравлических двигателей, турбобуров и ясов путем предотвращения перезатяжки (overtorquing) свинчиваемых резьбовых соединений чрезмерным крутящим моментом из-за инерции вращающихся механизмов силовой установки привода зажимного патрона, устранения проскальзывания свинчиваемых деталей в зажатых кулачках, а также в обеспечении экономических преимуществ за счет устранения неисправимого брака - перезатяжки свинчиваемых резьбовых соединений чрезмерным крутящим моментом.
Сущность технического решения заключается в том, что в стенде для свинчивания и развинчивания резьбовых соединений винтовых героторных двигателей, турбобуров и ясов, содержащем раму, силовую установку привода зажимного патрона, включающую силовой электродвигатель, редуктор, шпиндель, зажимной патрон шпинделя с эксцентриковыми кулачками для крепления и вращения свинчиваемых деталей, а также содержащем устройство задержки, включающее зажимной патрон устройства задержки с приводом и эксцентриковыми кулачками для крепления и удерживания от вращения ответных свинчиваемых деталей, датчики контроля крутящего момента, а также содержащем привод продольного перемещения устройства задержки и установленную на раме поддерживающую тележку с опорами, согласно изобретению силовая установка привода зажимного патрона снабжена дополнительным электродвигателем для ускоренного вращения редуктора и шпинделя, соединенным гибкой передачей с входным валом редуктора, входной вал редуктора соединен с валом силового электродвигателя привода зажимного патрона при помощи пневматической муфты сцепления, в силовой установке размещено устройство автоматического включения и выключения муфты сцепления, а силовой электродвигатель привода зажимного патрона снабжен тормозом для собственного вала, при этом стенд содержит систему измерения крутящих моментов с цифровой индикацией значений и устройство автоматического отключения привода зажимного патрона при достижении заданного момента затяжки резьбового соединения, а система измерения крутящих моментов и устройство автоматического отключения привода зажимного патрона при достижении заданного момента затяжки резьбового соединения выполнены с точностью перезатяжки свинчиваемых резьбовых соединений чрезмерным крутящим моментом, не превышающей дискретность заданной цифровой индикации значений момента затяжки резьбового соединения.
Ширина L1 эксцентриковых кулачков зажимного патрона шпинделя для крепления и вращения свинчиваемых деталей, ширина L2 эксцентриковых кулачков в устройстве задержки для крепления и удерживания от вращения ответных свинчиваемых деталей, минимальный диаметр d зажимаемых деталей и максимальный диаметр D зажимаемых деталей связаны соотношением: L1,2=(0,22÷0,44)(D+d).
Пневматическая муфта сцепления входного вала редуктора с валом силового электродвигателя привода зажимного патрона выполнена шиннобарабанной, а устройство автоматического включения и выключения муфты сцепления снабжено пневматическим распределителем с электромагнитным управлением.
Привод эксцентриковых кулачков зажимного патрона шпинделя снабжен колодочным тормозом с электрогидравлическими толкателями.
В эксцентриковых кулачках зажимного патрона шпинделя закреплена планшайба для упора торца статора с эластомерной обкладкой при заталкивании в него винтового ротора.
В устройстве задержки, а также на краю рамы со стороны устройства задержки закреплены захватывающие устройства для растаскивания узлов бурового оборудования, например статора и ротора винтового героторного двигателя, шпиндельных и турбинных секций.
Система измерения крутящих моментов с цифровой индикацией значений и устройство автоматического отключения привода зажимного патрона при достижении заданного момента затяжки резьбового соединения выполнены с минимальным регистрируемым крутящим моментом свинчивания резьбовых соединений, составляющим 0,98 кНм, максимальный допустимый крутящий момент составляет 98 кНм, при этом система измерения крутящих моментов выполнена с дискретностью цифровой индикации 98÷980 Нм.
Каждый из датчиков контроля крутящего момента выполнен в форме тензометрического датчика сжатия, а максимальная величина измеряемой нагрузки не превышает 50÷75% от номинальной нагрузки датчика.
Стенд содержит четыре установленные на раме поддерживающие тележки с опорами, расположенные попарно относительно устройства задержки.
Стенд содержит основной и дополнительный пульты управления, основной пульт расположен между шпинделем и устройством задержки, дополнительный пульт расположен на краю стенда со стороны устройства задержки, при этом основной и дополнительный пульты управления снабжены устройством автоматической блокировки незадействованного пульта.
Выполнение стенда для свинчивания и развинчивания резьбовых соединений винтовых героторных двигателей, турбобуров и ясов таким образом, что силовая установка привода зажимного патрона снабжена дополнительным электродвигателем для ускоренного вращения редуктора и шпинделя, соединенным гибкой передачей с входным валом редуктора, входной вал редуктора соединен с валом силового электродвигателя привода зажимного патрона при помощи пневматической муфты сцепления, в силовой установке размещено устройство автоматического включения и выключения муфты сцепления, а силовой электродвигатель привода зажимного патрона снабжен тормозом для собственного вала, при этом стенд содержит систему измерения крутящих моментов с цифровой индикацией значений и устройство автоматического отключения привода зажимного патрона при достижении заданного момента затяжки резьбового соединения, а система измерения крутящих моментов и устройство автоматического отключения привода зажимного патрона при достижении заданного момента затяжки резьбового соединения выполнены с точностью перезатяжки свинчиваемых резьбовых соединений чрезмерным крутящим моментом, не превышающей дискретность заданной цифровой индикации значений момента затяжки резьбового соединения, упрощает конструкцию, снижает ее стоимость, обеспечивает быстрое (пневматическое) отключение привода зажимного патрона при достижении заданного момента затяжки резьбового соединения, по существу, в течение 35 мс, повышает надежность и ресурс винтовых героторных гидравлических двигателей, турбобуров и ясов путем предотвращения перезатяжки (overtorquing) свинчиваемых резьбовых соединений чрезмерным крутящим моментом из-за инерции вращающихся механизмов силовой установки привода зажимного патрона, устраняет проскальзывание свинчиваемых деталей в зажатых кулачках, а также обеспечивает экономические преимущества за счет устранения неисправимого брака - перезатяжки (overtorquing) свинчиваемых резьбовых соединений чрезмерным крутящим моментом.
Выполнение стенда для свинчивания и развинчивания резьбовых соединений винтовых героторных двигателей, турбобуров и ясов таким образом, что ширина L1 эксцентриковых кулачков зажимного патрона шпинделя для крепления и вращения свинчиваемых деталей, ширина L2 эксцентриковых кулачков в устройстве задержки для крепления и удерживания от вращения ответных свинчиваемых деталей, минимальный диаметр d зажимаемых деталей и максимальный диаметр D зажимаемых деталей связаны соотношением: L1,2=(0,22÷0,44)(D+d), обеспечивает вращение двигательной секции по осевой линии относительно шпиндельной секции винтового героторного гидравлического двигателя, предотвращает изгибы и повреждения резьбовых соединений при свинчивании с заданным моментом (докреплении) и развинчивании резьбовых соединений статоров и роторов, а также шпиндельных секций винтовых героторных гидравлических двигателей за счет деформации незакаленных контактируемых поверхностей в зажатых эксцентриковых кулачках при круговом вращении, устраняет проскальзывание свинчиваемых деталей в зажатых кулачках, при этом глубина следов от кулачков, например, не превышает 0,55 мм при максимальном угле 3° отклонения шпиндельной секции.
Выполнение стенда для свинчивания и развинчивания резьбовых соединений винтовых героторных двигателей, турбобуров и ясов таким образом, что пневматическая муфта сцепления входного вала редуктора с валом силового электродвигателя привода зажимного патрона выполнена шиннобарабанной, а устройство автоматического включения и выключения муфты сцепления снабжено пневматическим распределителем с электромагнитным управлением, повышает точность заданного момента затяжки резьбовых соединений за счет уменьшения времени действия, предотвращения инерции вращения ротора силового электродвигателя и устраняет перезатяжку (overtorquing) свинчиваемых резьбовых соединений чрезмерным крутящим моментом) за счет предотвращения инерции вращающихся механизмов привода зажимного устройства, вследствие этого повышается надежность и ресурс резьбовых соединений в узлах бурового оборудования, например винтовых героторных гидравлических двигателей, турбобуров и ясов.
Выполнение привода эксцентриковых кулачков зажимного патрона шпинделя таким образом, что он снабжен колодочным тормозом с электрогидравлическими толкателями, обеспечивает остановку и удерживание вала зажимного патрона в заторможенном состоянии при неработающем приводе, обеспечивает синхронизацию зажима и разжима эксцентриковых кулачков, а также повышает надежность закрепления ("самоторможения") эксцентриковыми кулачками цилиндрических поверхностей узлов бурового оборудования, например статоров и роторов винтовых героторных двигателей, шпиндельных и турбинных секций, устраняет проскальзывание свинчиваемых деталей в зажатых кулачках.
Закрепление в кулачках зажимного патрона шпинделя планшайбы для упора торца статора с эластомерной обкладкой расширяет технологические возможности стенда для свинчивания и развинчивания резьбовых соединений винтовых героторных двигателей, турбобуров и ясов, например, за счет заталкивания в статор с эластомерной обкладкой винтового ротора усилием привода продольного перемещения устройства задержки.
Закрепление в устройстве задержки, а также на краю рамы со стороны устройства задержки захватывающих устройств для растаскивания узлов бурового оборудования, например статора и ротора винтового героторного двигателя, шпиндельных и турбинных секций, расширяет технологические возможности стенда за счет использования цепного привода продольного перемещения устройства задержки.
Выполнение стенда для свинчивания и развинчивания резьбовых соединений винтовых героторных двигателей, турбобуров и ясов таким образом, что система измерения крутящих моментов с цифровой индикацией значений и устройство автоматического отключения привода зажимного патрона при достижении заданного момента затяжки резьбового соединения выполнены с минимальным регистрируемым крутящим моментом свинчивания резьбовых соединений, составляющим 0,98 кНм, максимальный допустимый крутящий момент составляет 98 кНм, система измерения крутящих моментов выполнена с дискретностью цифровой индикации 98÷980 Нм, дополнительно повышает точность измерения крутящих моментов свинчивания с заданным моментом резьбовых соединений винтовых героторных гидравлических двигателей, турбобуров и ясов, при этом точность перезатяжки свинчиваемых резьбовых соединений чрезмерным крутящим моментом не превышает дискретность заданной цифровой индикации значений момента затяжки резьбового соединения.
Выполнение каждого из датчиков контроля крутящего момента в форме тензометрического датчика сжатия, в котором максимальная величина измеряемой нагрузки не превышает 50÷75% от номинальной нагрузки датчика, например, в виде стальных тензорезисторных датчиков сжатия К2 (ЗАО "Тензо-М", RU), соответствующих ГОСТ 28836 и ГОСТ 30129, повышает точность измерения крутящих моментов с цифровой индикацией значений в минимальном диапазоне, например, до 5,8 кНм, а также в максимальном диапазоне, например (39,2÷98,0) кНм.
Выполнение стенда таким образом, что он содержит четыре установленные на раме поддерживающие тележки с опорами, расположенные попарно относительно устройства задержки, обеспечивает опору свинчиваемых и развинчиваемых деталей при их консольном закреплении в приводе зажимного патрона или в приводе устройства задержки, обеспечивает безопасную и безаварийную работу, повышает надежность и ресурс винтовых героторных гидравлических двигателей, турбобуров и ясов.
Выполнение стенда таким образом, что содержит основной и дополнительный пульты управления, основной пульт расположен между шпинделем и устройством задержки, дополнительный пульт расположен на краю стенда со стороны устройства задержки, при этом основной и дополнительный пульты управления снабжены устройством автоматической блокировки незадействованного пульта, обеспечивает безопасную и безаварийную работу.
Выполнение стенда таким образом обеспечивает свинчивание и развинчивание резьбовых соединений винтовых героторных двигателей и турбобуров с угловой скоростью 10 об/мин в минимальном диапазоне крутящих моментов, например, до 5,8 кНм с дискретностью цифровой индикации 98 Нм, а с угловой скоростью 3 об/мин в максимальном диапазоне крутящих моментов, например (39,2÷98,0) кНм с дискретностью цифровой индикации 980 Нм, при этом точность перезатяжки свинчиваемых резьбовых соединений чрезмерным крутящим моментом не превышает дискретность заданной цифровой индикации значений момента затяжки резьбового соединения.
Ниже представлен лучший вариант стенда КМ-10РС для свинчивания и развинчивания резьбовых соединений винтовых героторных двигателей, турбобуров и ясов.
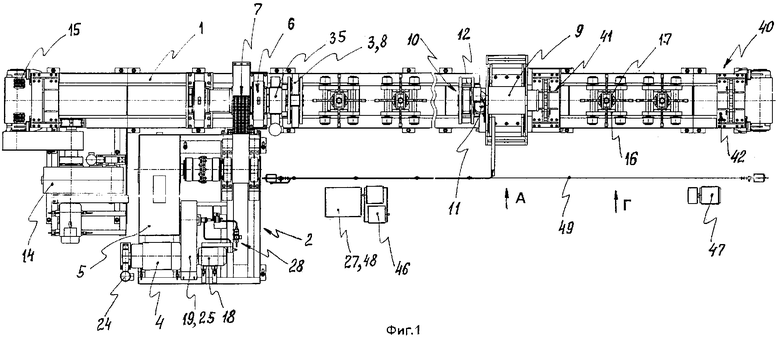
На фиг.1 показан общий вид стенда для свинчивания и развинчивания резьбовых соединений винтовых героторных двигателей, турбобуров и ясов.
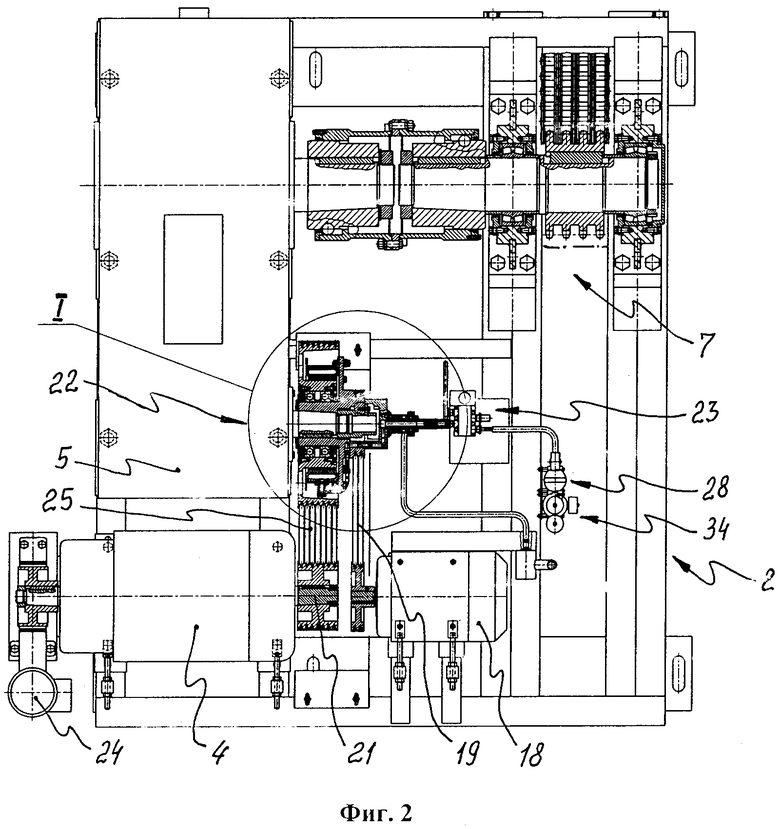
На фиг.2 показана силовая установка привода зажимного патрона, снабженная дополнительным электродвигателем для ускоренного вращения шпинделя, а также муфта сцепления, закрепленная на входном валу редуктора, для соединения с валом силового электродвигателя.
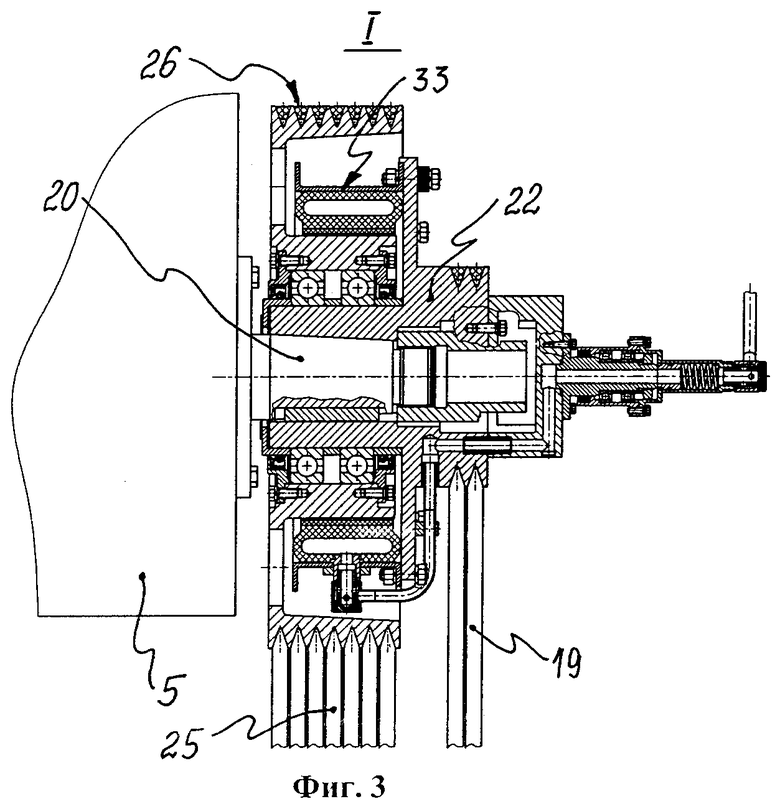
На фиг.3 показан элемент I на фиг.2 муфты сцепления входного вала редуктора для соединения с валом силового электродвигателя силовой установки привода зажимного патрона, а также устройство автоматического включения и выключения муфты сцепления.
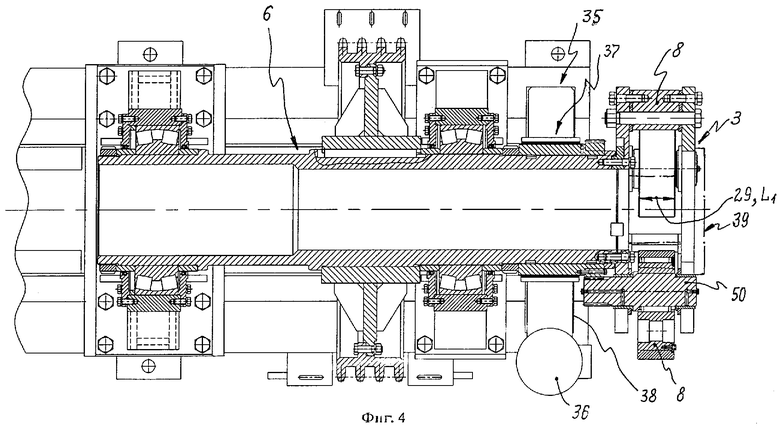
На фиг.4 показан шпиндель зажимного патрона с эксцентриковыми кулачками для крепления и вращения свинчиваемых деталей, снабженный колодочным тормозом с электрогидравлическими толкателями.
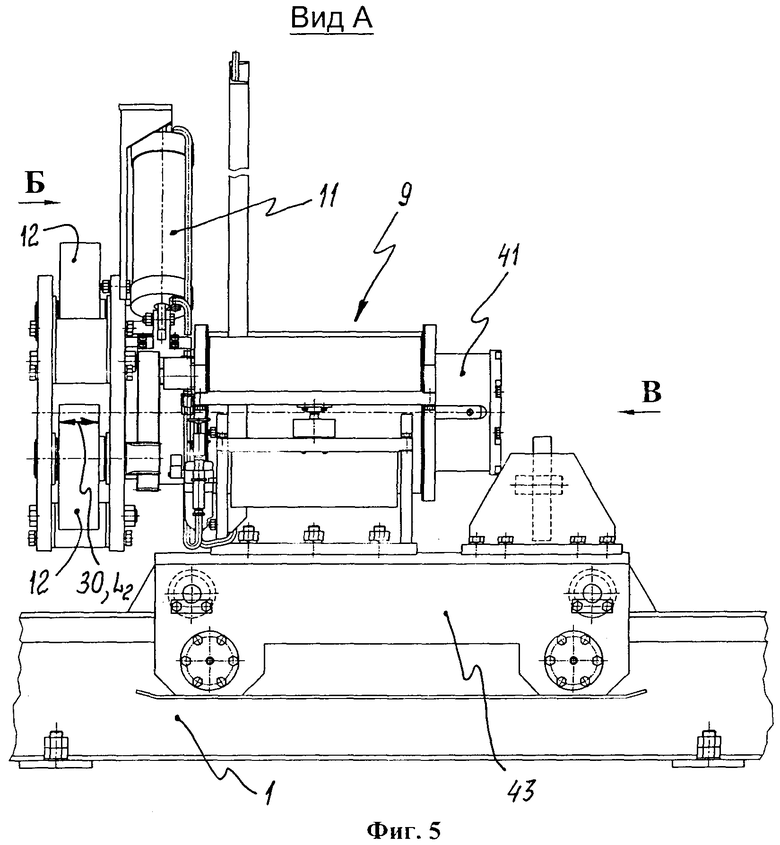
На фиг.5 показан вид А на фиг.1 на устройство задержки, включающее зажимной патрон с приводом и эксцентриковыми кулачками для крепления и удерживания от вращения ответных свинчиваемых деталей.
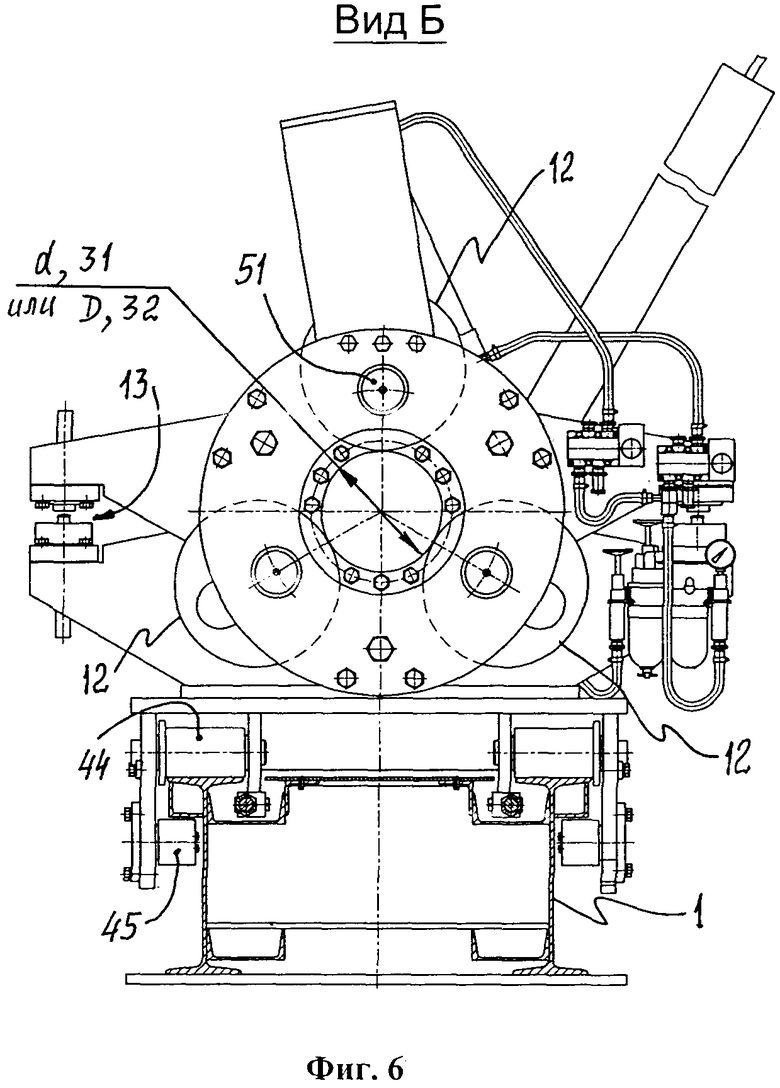
На фиг.6 показан вид Б на фиг.5 на устройство задержки (со стороны зажимного патрона), включающее зажимной патрон устройства задержки с приводом и эксцентриковыми кулачками для крепления и удерживания от вращения ответных свинчиваемых деталей.
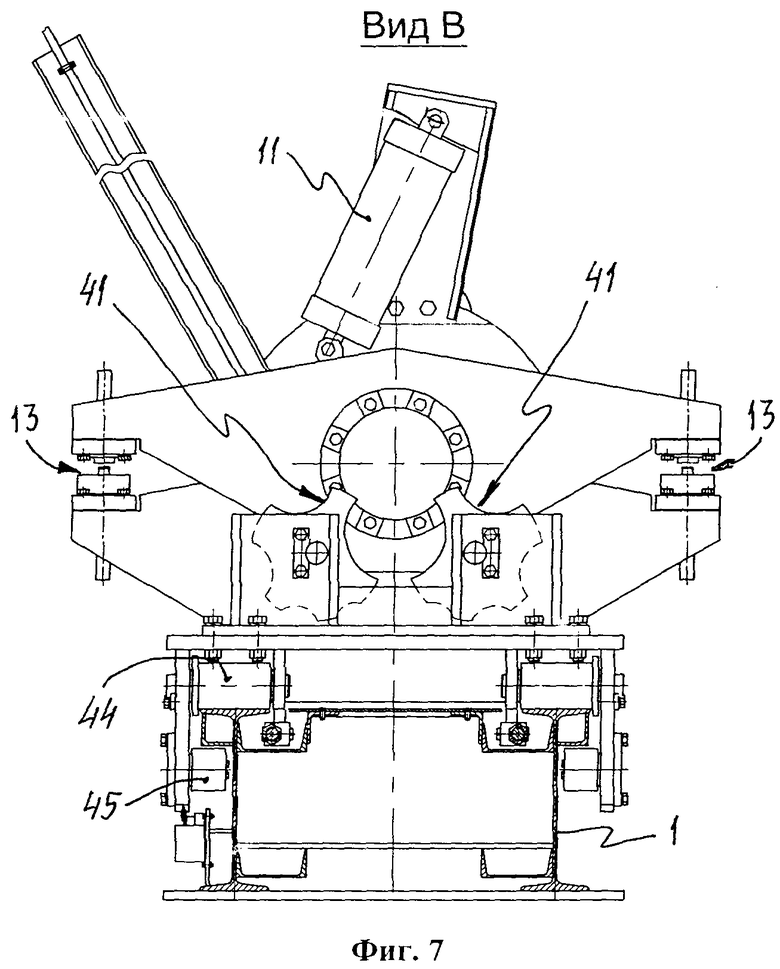
На фиг.7 показан вид В на фиг.5 на устройство задержки со стороны устройства для растаскивания узлов бурового оборудования.
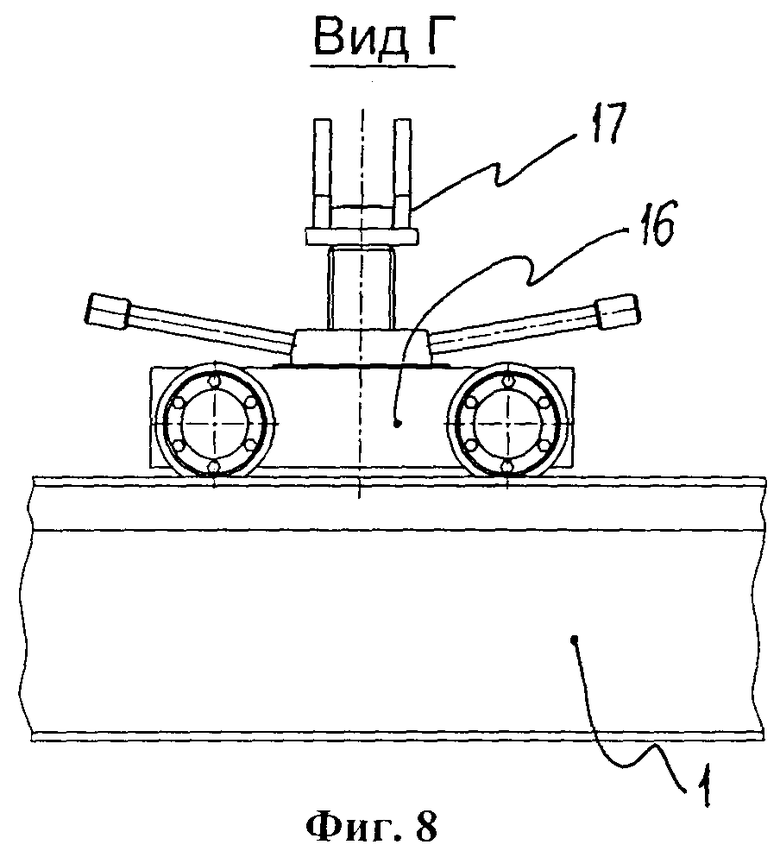
На фиг.8 показан вид Г на фиг.1 на одну из установленных на раме поддерживающих тележек с опорами.
Стенд для свинчивания и развинчивания резьбовых соединений винтовых героторных двигателей, турбобуров и ясов содержит раму 1, силовую установку 2 привода зажимного патрона 3, включающую силовой электродвигатель 4, редуктор 5, шпиндель 6, цепную передачу 7, при этом в зажимном патроне 3 шпинделя 6 размещены эксцентриковые кулачки 8 для крепления и вращения свинчиваемых деталей, а также стенд содержит устройство задержки 9, включающее зажимной патрон 10 устройства задержки 9 с приводом (пневмоцилиндром) 11 и эксцентриковыми кулачками 12 для крепления и удерживания от вращения ответных свинчиваемых деталей, датчики контроля 13 крутящего момента, а также содержит привод 14 с цепной передачей 15 для продольного перемещения устройства задержки 9 и установленную на раме 1 поддерживающую тележку 16 с опорами 17, показано на фиг.1, 7.
Силовая установка 2 привода зажимного патрона 3 снабжена дополнительным электродвигателем 18 для ускоренного вращения редуктора 5 и шпинделя 6 через цепную передачу 7, при этом электродвигатель 18 соединен гибкой передачей 19 с входным валом 20 редуктора 5, входной вал 20 редуктора 5 соединен с валом 21 силового электродвигателя 4 привода зажимного патрона 3 при помощи пневматической муфты сцепления 22, в силовой установке 2 размещено устройство 23 автоматического включения и выключения муфты сцепления 22, а силовой электродвигатель 4 привода зажимного патрона 3 снабжен тормозом 24 для собственного вала 21, при этом поз.25 показана гибкая передача силового электродвигателя 4 с шкивом 26 муфты сцепления 22, а далее для соединения с входным валом 20 редуктора 5, показано на фиг.1, 2, 3.
Стенд содержит систему измерения 27 крутящих моментов с цифровой индикацией значений и устройство автоматического отключения 28 привода зажимного патрона 3 при достижении заданного момента затяжки резьбового соединения, а система измерения 27 крутящих моментов и устройство автоматического отключения 28 привода зажимного патрона при достижении заданного момента затяжки резьбового соединения выполнены с точностью перезатяжки свинчиваемых резьбовых соединений чрезмерным крутящим моментом, не превышающей дискретность заданной цифровой индикации значений момента затяжки резьбового соединения, показано на фиг.1, 2.
Ширина 29, L1 эксцентриковых кулачков 8 зажимного патрона 3 шпинделя 6 для крепления и вращения свинчиваемых деталей, ширина 30, L2 эксцентриковых кулачков 12 в устройстве задержки 9 для крепления и удерживания от вращения ответных свинчиваемых деталей, минимальный диаметр d, 31 (85 мм) зажимаемых деталей и максимальный диаметр D, 32 (245 мм) зажимаемых деталей связаны соотношением: L1,2=(0,22÷0,44) (D+d), показано на фиг.1, 4, 5, 6.
Пневматическая муфта сцепления 22 входного вала 20 редуктора 5 с валом 21 силового электродвигателя 4 привода зажимного патрона 3 выполнена шиннобарабанной, показана поз.33, а устройство 28 автоматического включения и выключения муфты сцепления 22 снабжено пневматическим распределителем 34 с электромагнитным управлением, показано на фиг.2, 3.
Привод эксцентриковых кулачков 8 зажимного патрона 3 шпинделя 6 снабжен колодочным тормозом 35 (типа ТГК-400) с электрогидравлическими толкателями 36 (типа ТЭ-25), при этом тормозные колодки поз.37 и барабан поз.38, показано на фиг.4.
В эксцентриковых кулачках 8 зажимного патрона 3 шпинделя 6 может быть закреплена планшайба 39 для упора торца статора с винтовой многозаходной обкладкой из эластомера (статор не показан) при заталкивании (вдавливании) в него винтового многозаходного ротора (ротор не показан), показано на фиг.4.
В устройстве задержки 9, а также на краю 40 рамы 1 со стороны устройства задержки 9 закреплены захватывающие устройства, соответственно, 41, 42 для растаскивания узлов бурового оборудования, например статора и ротора винтового героторного двигателя, шпиндельных и турбинных секций, при этом поз.43 изображена тележка устройства задержки 9, а также ролики 44, 45, воспринимающие реактивные крутящие моменты, действующие на тележку 43, перемещающуюся в продольном направлении относительно рамы 1, показано на фиг.1, 5, 6, 7.
Система измерения 27 крутящих моментов с цифровой индикацией значений и устройство автоматического отключения 28 привода зажимного патрона 3 при достижении заданного момента затяжки резьбового соединения выполнены с минимальным регистрируемым крутящим моментом свинчивания резьбовых соединений, составляющим 0,98 кНм, максимальный допустимый крутящий момент составляет 98 кНм, при этом система измерения крутящих моментов выполнена с дискретностью цифровой индикации 98-980 Нм, показано на фиг.1, при этом цифровая индикация не показана.
Каждый из датчиков контроля 13 крутящего момента выполнен в форме тензометрического датчика сжатия, например, датчика K2, ЗАО "Тензо-М", RU, а максимальная величина измеряемой нагрузки не превышает 50-75% от номинальной нагрузки датчика 13, при этом характеристики датчика соответствуют ГОСТ 28836 и ГОСТ 30129, показано на фиг.6, 7.
Стенд содержит четыре установленные на раме 1 поддерживающие тележки 16 с опорами 17, расположенные попарно относительно устройства задержки 9, показано на фиг.1, 8.
Стенд содержит основной 46 и дополнительный 47 пульты управления, основной пульт 46 расположен между шпинделем 6 и устройством задержки 9, дополнительный пульт 47 расположен на краю 40 стенда со стороны устройства задержки 9, при этом основной 46 и дополнительный 47 пульты управления снабжены устройством 48 автоматической блокировки незадействованного пульта, показано на фиг.1.
Кроме того, на фиг.1 показано: поз.49 - эстакада для кабельной сети.
На фиг.4 поз.50 показаны оси эксцентриковых кулачков 8 зажимного патрона 3 шпинделя 6, а на фиг.6 поз.51 показаны оси эксцентриковых кулачков 12 зажимного патрона 10 устройства задержки 9 с приводом (пневмоцилиндром) 11.
Углы отклонения двигательной секции относительно шпиндельной секции винтового героторного двигателя (определяемые регулятором угла и реактивного момента) составляют, по существу, интервал до 3-х градусов с дискретностью в 15 минут (для наклонно направленных и горизонтальных скважин в России).
Шпиндельную секцию винтового героторного двигателя в компоновке отклонителя с помощью кран-балки заводят в разведенные эксцентриковые кулачки 12 зажимного патрона 10 устройства задержки 9, проталкивают сквозь полый вал шпинделя подвижной задней задержки 9 до места необходимого захвата резьбового соединения и укладывают на разведенные эксцентриковые кулачки 12.
Двигательную секцию винтового героторного двигателя укладывают на две поддерживающих тележки 16 с опорами 17, отрегулированными по высоте.
С пульта управления 46 включают силовую установку 14 привода подвижной задней задержки 9 и при помощи цепной передачи 15 задвигают двигательную секцию винтового героторного двигателя в полый вал шпинделя 6 зажимного патрона 3 с эксцентриковыми кулачками 8 для крепления и вращения свинчиваемых деталей, при необходимости с помощью кран-балки поддерживая шпиндельную секцию двигателя.
На основном пульте управления 46 задают дискретность цифровой индикации 98÷980 Нм (10÷100 кгс·м) которая, по существу, определяет точность перезатяжки свинчиваемых резьбовых соединений чрезмерным крутящим моментом, не превышающей дискретность заданной цифровой индикации значений момента затяжки резьбового соединения.
Система измерения 27 крутящих моментов с цифровой индикацией значений и устройство автоматического отключения 28 привода зажимного патрона 3 при достижении заданного момента затяжки резьбового соединения выполнены с минимальным регистрируемым крутящим моментом свинчивания резьбовых соединений, составляющим 0,98 кНм, максимальный допустимый крутящий момент составляет 98 кНм.
С пульта управления 46 включают силовую установку 2 привода зажимного патрона 3, снабженную дополнительным электродвигателем 18 для ускоренного вращения редуктора 5 и шпинделя 6 через цепную передачу 7, осуществляя предварительное зажатие двигательной секции винтового героторного двигателя эксцентриковыми кулачками 8 зажимного патрона 3.
С пульта управления 46 включают привод пневмоцилиндра 11 подвижной задней задержки 9, соединенного с зубчатым венцом.
Зубчатый венец вращается, поворачивает три оси 51 и соответственно три эксцентриковых кулачка 12, осуществляя предварительный зажим шпиндельной секции двигателя.
Ширина 29, L1 эксцентриковых кулачков 8 зажимного патрона 3 шпинделя 6 для крепления и вращения свинчиваемых деталей, ширина 30, L2 эксцентриковых кулачков 12 в устройстве задержки 9 для крепления и удерживания от вращения ответных свинчиваемых деталей, минимальный диаметр d, 31 (85 мм) зажимаемых деталей и максимальный диаметр D, 32 (245 мм) зажимаемых деталей связаны соотношением: L1,2=(0,22÷0,44)(D+d), при этом ширина эксцентриковых кулачков 12 в устройстве задержки 9, а также ширина эксцентриковых кулачков 8 зажимного патрона 3 шпинделя 6 составляет, например, 90÷105 мм.
С пульта управления 46 включают силовую установку 2 привода зажимного патрона 3, при этом выполнение привода эксцентриковых кулачков 8 зажимного патрона 3 шпинделя 6 таким образом, что он снабжен колодочным тормозом 35 (типа ТГК-400) с электрогидравлическими толкателями 36 (типа ТЭ-25), тормозными колодками 37 и барабаном 38, обеспечивает удерживание вала (шпинделя 6) зажимного патрона 3 в заторможенном состоянии при неработающем приводе 2, повышает надежность закрепления ("самоторможения") эксцентриковыми кулачками цилиндрических поверхностей узлов бурового оборудования, например, статоров и роторов винтовых героторных двигателей, шпиндельных и турбинных секций, устраняет проскальзывание свинчиваемых деталей в зажатых кулачках.
При включении силовой установки 2 привода зажимного патрона 3 осуществляется вращение и свинчивание резьбовых соединений шпиндельной и двигательной секций винтового героторного двигателя, при этом устройство 28 автоматического включения муфты сцепления 22 управляется пневматическим распределителем 34 с электромагнитным управлением.
Привод эксцентриковых кулачков 8 зажимного патрона 3 шпинделя 6 снабжен пневматическим тормозом 35, например барабанно-колодочным, содержащим пневматический цилиндр 36, тормозные колодки 37 и барабан 38, при этом эксцентриковые кулачки 12 в устройстве задержки 9, а также эксцентриковые кулачки 8 зажимного патрона 3 шпинделя 6 под действием усилий, создаваемых приводом пневмоцилиндра 11, демпфируют в радиальном направлении образующие наружной поверхности двигательной и шпиндельной секции винтового героторного двигателя и обеспечивают вращение двигательной секции по осевой линии относительно шпиндельной секции винтового героторного гидравлического двигателя, предотвращая изгибы и повреждения резьбовых соединений при свинчивании с заданным моментом (докреплении) и развинчивании резьбовых соединений статоров и роторов, а также шпиндельных секций винтовых героторных гидравлических двигателей за счет деформации незакаленных контактируемых поверхностей в зажатых кулачках при круговом вращении, при этом глубина следов от кулачков, по существу, не превышает 0,55 мм при максимальном угле 3° отклонения шпиндельной секции.
При достижении номинального значения заданного крутящего момента устройство 28 автоматически выключает муфту сцепления 22, которая управляется пневматическим распределителем 34 с электромагнитным управлением, при этом обеспечивается быстрое (пневматическое) отключение привода 2 зажимного патрона 3 при достижении заданного момента затяжки резьбового соединения, по существу, в течение 35 мс, а также автоматически срабатывает тормоз 24 для собственного вала (ротора) 2 силового электродвигателя 4 привода зажимного патрона 3.
При этом инерция вращающихся зубчатых пар в редукторе 5 силовой установки 2 привода зажимного патрона 2 не оказывает существенного влияния на точность перезатяжки свинчиваемых резьбовых соединений чрезмерным крутящим моментом (погрешность менее 0,1% от заданной цифровой индикации) вследствие малой угловой скорости вращения при свинчивании резьбовых соединений винтовых героторных двигателей и турбобуров, по существу, с угловой скоростью 10 об/мин в минимальном диапазоне крутящих моментов, например, до 5,8 кНм с дискретностью цифровой индикации 98 Нм, а с угловой скоростью 3 об/мин в максимальном диапазоне крутящих моментов, например (39,2÷98,0) кНм с дискретностью цифровой индикации 980 Нм, при этом точность перезатяжки свинчиваемых резьбовых соединений чрезмерным крутящим моментом не превышает дискретность заданной цифровой индикации значений момента затяжки резьбового соединения, устраняется проскальзывание свинчиваемых деталей в зажатых кулачках.
Стенд предусматривает подключение к основному 46 или дополнительному 47 пультам управления компьтерного терминала с управлением из специального помещения (над стендом), при этом основной 46 и дополнительный 47 пульты управления снабжены устройством автоматической блокировки незадействованных пультов 46, 47.
Стенд обеспечивает свинчивание резьбовых соединений винтовых героторных двигателей, турбобуров и ясов с заданным крутящим моментом, например, винтовых забойных двигателей производства OOО "Фирма "Радиус-Сервис": RS055, Д-60РС, ДРУ-63РС, ДРУ-75РС, ДОТ-75РС, ДОТ-75РС, ДРК-98РС, Д1-105РС, ДРУ120-РС, ДРУ2-127РС, Д-172РС, ДРУ3-172РС, ДРУ-240РС, а также турбобура-отклонителя ТОР-240РС с угловой скоростью 10 об/мин в минимальном диапазоне крутящих моментов, например, до 5,8 кНм с дискретностью цифровой индикации 98 Нм, а с угловой скоростью 3 об/мин в максимальном диапазоне крутящих моментов, например (39,2÷98,0) кНм с дискретностью цифровой индикации 980 Нм, повышает точность измерения крутящих моментов свинчивания с заданным моментом резьбовых соединений винтовых героторных гидравлических двигателей и турбобуров, при этом точность перезатяжки свинчиваемых резьбовых соединений чрезмерным крутящим моментом не превышает дискретность заданной цифровой индикации значений момента затяжки резьбового соединения, устраняется проскальзывание свинчиваемых деталей в зажатых кулачках, а также обеспечиваются экономические преимущества за счет устранения неисправимого брака - перезатяжки свинчиваемых резьбовых соединений чрезмерным крутящим моментом.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОБИЛЬНЫЙ СЕРВИСНЫЙ ЦЕНТР ДЛЯ ЗАБОЙНЫХ ДВИГАТЕЛЕЙ, ЯСОВ И ЭЛЕМЕНТОВ БУРИЛЬНЫХ КОЛОНН | 2009 |
|
RU2415062C1 |
| КЛЮЧ ДЛЯ СБОРКИ И РАЗБОРКИ ГИДРАВЛИЧЕСКИХ ЗАБОЙНЫХ ДВИГАТЕЛЕЙ | 2007 |
|
RU2346802C2 |
| СТЕНД ДЛЯ СВИНЧИВАНИЯ И РАЗВИНЧИВАНИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ГИДРАВЛИЧЕСКИХ ЗАБОЙНЫХ ДВИГАТЕЛЕЙ | 2003 |
|
RU2236535C1 |
| СТЕНД ДЛЯ СБОРКИ И РАЗБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ЗАБОЙНЫХ ДВИГАТЕЛЕЙ | 2010 |
|
RU2420387C1 |
| МЕХАНИЧЕСКИЙ ТРУБНЫЙ КЛЮЧ | 1995 |
|
RU2114729C1 |
| Стенд для свинчивания-развинчивания резьбовых соединений | 1984 |
|
SU1172669A1 |
| ТУРБОВИНТОВОЙ ЗАБОЙНЫЙ ДВИГАТЕЛЬ | 2006 |
|
RU2295023C1 |
| РЕЗЬБОВОЕ ДВУХУПОРНОЕ СОЕДИНЕНИЕ С ВЫСОКИМ ПЕРЕДАВАЕМЫМ КРУТЯЩИМ МОМЕНТОМ | 2008 |
|
RU2386887C1 |
| ГЕРОТОРНЫЙ ГИДРАВЛИЧЕСКИЙ ДВИГАТЕЛЬ | 2008 |
|
RU2386003C1 |
| СТЕНД ДЛЯ ИСПЫТАНИЙ ГИДРАВЛИЧЕСКИХ ЗАБОЙНЫХ ДВИГАТЕЛЕЙ | 2009 |
|
RU2413928C1 |
Изобретение относится к области нефтяного машиностроения. Стенд для свинчивания и развинчивания резьбовых соединений винтовых героторных двигателей, турбобуров и ясов содержит раму, силовую установку привода зажимного патрона, включающую силовой электродвигатель, редуктор, шпиндель, зажимной патрон шпинделя с эксцентриковыми кулачками для крепления и вращения свинчиваемых деталей, а также содержит устройство задержки, включающее зажимной патрон устройства задержки с приводом и эксцентриковыми кулачками для крепления и удерживания от вращения ответных свинчиваемых деталей, датчики контроля крутящего момента, а также содержит привод продольного перемещения устройства задержки и установленную на раме поддерживающую тележку с опорами. Силовая установка привода зажимного патрона снабжена дополнительным электродвигателем для ускоренного вращения редуктора и шпинделя, соединенным гибкой передачей с входным валом редуктора, входной вал редуктора соединен с валом силового электродвигателя привода зажимного патрона при помощи пневматической муфты сцепления, в силовой установке размещено устройство автоматического включения и выключения муфты сцепления, а силовой электродвигатель привода зажимного патрона снабжен тормозом для собственного вала, при этом стенд содержит систему измерения крутящих моментов с цифровой индикацией значений и устройство автоматического отключения привода зажимного патрона при достижении заданного момента затяжки резьбового соединения, а система измерения крутящих моментов и устройство автоматического отключения привода зажимного патрона при достижении заданного момента затяжки резьбового соединения выполнены с точностью перезатяжки свинчиваемых резьбовых соединений чрезмерным крутящим моментом, не превышающей дискретность заданной цифровой индикации значений момента затяжки резьбового соединения. Обеспечивается свинчивание резьбовых соединений с заданным крутящим моментом, повышается точность измерения крутящих моментов свинчивания резьбовых соединений, устраняется проскальзывание свинчиваемых деталей в зажатых кулачках. 9 з.п. ф-лы, 8 ил.
1. Стенд для свинчивания и развинчивания резьбовых соединений винтовых героторных двигателей, турбобуров и ясов, содержащий раму, силовую установку привода зажимного патрона, включающую силовой электродвигатель, редуктор, шпиндель, зажимной патрон шпинделя с эксцентриковыми кулачками для крепления и вращения свинчиваемых деталей, а также содержащий устройство задержки, включающее зажимной патрон устройства задержки с приводом и эксцентриковыми кулачками для крепления и удерживания от вращения ответных свинчиваемых деталей, датчики контроля крутящего момента, а также содержащий привод продольного перемещения устройства задержки и установленную на раме поддерживающую тележку с опорами, отличающийся тем, что силовая установка привода зажимного патрона снабжена дополнительным электродвигателем для ускоренного вращения редуктора и шпинделя, соединенным гибкой передачей с входным валом редуктора, входной вал редуктора соединен с валом силового электродвигателя привода зажимного патрона при помощи пневматической муфты сцепления, в силовой установке размещено устройство автоматического включения и выключения муфты сцепления, а силовой электродвигатель привода зажимного патрона снабжен тормозом для собственного вала, при этом стенд содержит систему измерения крутящих моментов с цифровой индикацией значений и устройство автоматического отключения привода зажимного патрона при достижении заданного момента затяжки резьбового соединения, а система измерения крутящих моментов и устройство автоматического отключения привода зажимного патрона при достижении заданного момента затяжки резьбового соединения выполнены с точностью перезатяжки свинчиваемых резьбовых соединений чрезмерным крутящим моментом, не превышающей дискретность заданной цифровой индикации значений момента затяжки резьбового соединения.
2. Стенд по п.1, отличающийся тем, что ширина L1 эксцентриковых кулачков зажимного патрона шпинделя для крепления и вращения свинчиваемых деталей, ширина L2 эксцентриковых кулачков в устройстве задержки для крепления и удерживания от вращения ответных свинчиваемых деталей, минимальный диаметр d зажимаемых деталей и максимальный диаметр D зажимаемых деталей связаны соотношением
L1,2=(0,22÷0,44)(D+d).
3. Стенд по п.1, отличающийся тем, что пневматическая муфта сцепления входного вала редуктора с валом силового электродвигателя привода зажимного патрона выполнена шинно-барабанной, а устройство автоматического включения и выключения муфты сцепления снабжено пневматическим распределителем с электромагнитным управлением.
4. Стенд по п.1, отличающийся тем, что привод эксцентриковых кулачков зажимного патрона шпинделя снабжен колодочным тормозом с электрогидравлическими толкателями.
5. Стенд по п.1, отличающийся тем, что в эксцентриковых кулачках зажимного патрона шпинделя закреплена планшайба для упора торца статора с эластомерной обкладкой при заталкивании в него винтового ротора.
6. Стенд по п.1, отличающийся тем, что в устройстве задержки, а также на краю рамы со стороны устройства задержки закреплены захватывающие устройства для растаскивания узлов бурового оборудования, например статора и ротора винтового героторного двигателя, шпиндельных и турбинных секций.
7. Стенд по п.1, отличающийся тем, что система измерения крутящих моментов с цифровой индикацией значений и устройство автоматического отключения привода зажимного патрона при достижении заданного момента затяжки резьбового соединения выполнены с минимальным регистрируемым крутящим моментом свинчивания резьбовых соединений, составляющим 0,98 кНм, максимальный допустимый крутящий момент составляет 98 кНм, при этом система измерения крутящих моментов выполнена с дискретностью цифровой индикации 98÷980 Нм.
8. Стенд по п.1, отличающийся тем, что каждый из датчиков контроля крутящего момента выполнен в форме тензометрического датчика сжатия, а максимальная величина измеряемой нагрузки не превышает 50÷75% от номинальной нагрузки датчика.
9. Стенд по п.1, отличающийся тем, что он содержит четыре установленные на раме поддерживающие тележки с опорами, расположенные попарно относительно устройства задержки.
10. Стенд по п.1, отличающийся тем, что он содержит основной и дополнительный пульты управления, основной пульт расположен между шпинделем и устройством задержки, дополнительный пульт расположен на краю стенда со стороны устройства задержки, при этом основной и дополнительный пульты управления снабжены устройством автоматической блокировки незадействованного пульта.
| СТЕНД ДЛЯ СВИНЧИВАНИЯ И РАЗВИНЧИВАНИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ГИДРАВЛИЧЕСКИХ ЗАБОЙНЫХ ДВИГАТЕЛЕЙ | 2003 |
|
RU2236535C1 |
| Стенд для свинчивания-развинчивания резьбовых соединений | 1984 |
|
SU1172669A1 |
| Улавливающее устройство для вагонеток на бремсбергах | 1933 |
|
SU40407A1 |
| Способ получения сернистого красителя цвета хаки | 1933 |
|
SU40475A1 |
| Накатник для сшивания гильз | 1934 |
|
SU43321A1 |
| Способ моделирования взвешенных и донных наносов | 1941 |
|
SU70367A1 |

