Изобретение относится к обработке металлов давлением, в частности к обработки импульсно-ударным поверхностным пластическим деформированием (ППД), и может быть использовано для чистовой и упрочняющей обработки цилиндрических, винтовых и сложнопрофильных поверхностей, например, винтов винтовых насосов, винтовых поверхностей с скругленно-синусоидальным профилем, эксцентриковых шеек валов, поверхностей кулачковых и РК-профилей.
Известен способ и устройство, содержащее корпус с индивидуальным высокоскоростным приводом, охватывающее заготовку кольцо с деформирующими элементами, расположенными на беговой дорожке на внутренней поверхности, причем корпус-кольцо установлен в кривошипе, также имеющему индивидуальный привод, благодаря которому сообщают дополнительное планетарное вращение относительно оси, проходящей через центр заготовки, параллельной и смещенной относительно оси корпуса-кольца на величину эксцентриситета [1, 2].
Недостатками известного способа и устройства являются узкие технологические возможности, при которых чистовая обработка поверхностным пластическим деформированием винтовых наружных поверхностей после соответствующей модернизации является весьма сложной, а ряде случаев невозможной. Кроме того, конструктивно сложный привод, состоящий из двух индивидуальный приводов, повышает себестоимость обработки, снижает производительность, ухудшает качество обрабатывающей поверхности, требует сложной и длительной настройки.
Задачей изобретения является расширение технологических возможностей ППД сложнопрофильных поверхностей путем использования охватывающего инструмента в виде кольца с деформирующими элементами - шариками, расположенными на внутренней поверхности, совершающего колебательные движения в поперечной плоскости, расположенного в роторе электродвигателя и позволяющего улучшить качество обрабатываемой поверхности, повысить производительность и снизить себестоимость обработки.
Поставленная задача решается предлагаемым способом упрочнения поверхностным пластическим деформированием деталей типа валов со сложнопрофильными поверхностями, включающий сообщение заготовке и деформирующему инструменту в виде многоэлементного обкатного инструмента вращательных движений вокруг собственных осей и продольной подачи деформирующему инструменту, при этом используют деформирующий инструмент, содержащий корпус с индивидуальным приводом и центральным отверстием, выполненный в виде статора трехфазного асинхронного короткозамкнутого электродвигателя, внутри которого на подшипниках качения смонтирован ротор в виде полого вала, на поверхности отверстия которого выполнена дорожка, на которой расположены деформирующие элементы, при этом обеспечивают возвратно-колебательное поперечное движение корпуса, который шарнирно устанавливают на кронштейне и задают усилие поверхностного пластического деформирования пружиной сжатия, закрепленной на кронштейне.
Особенности способа поясняются чертежами.
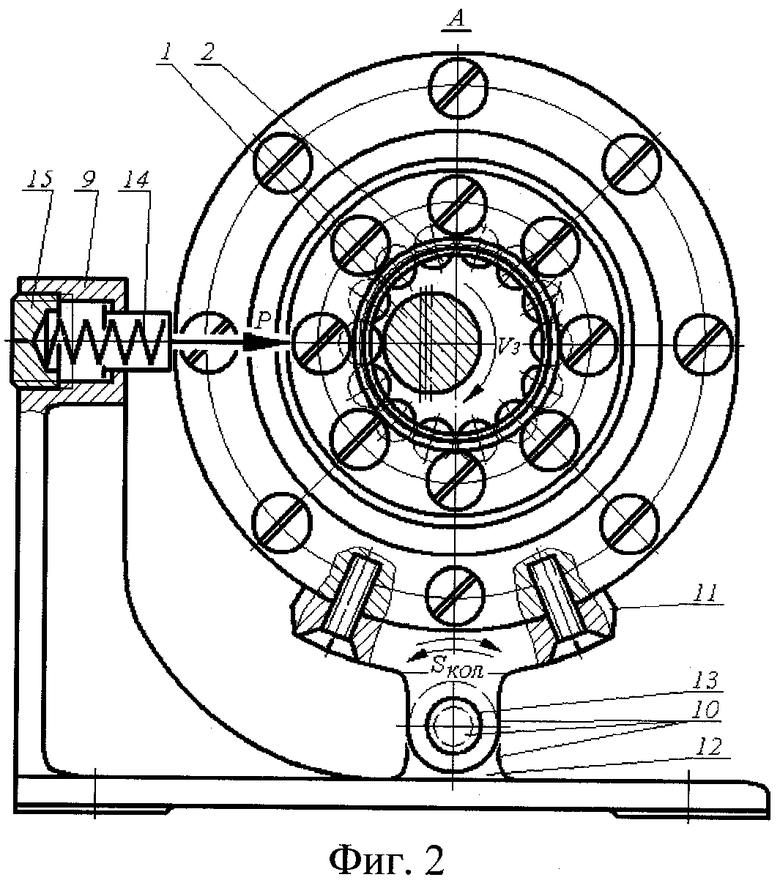
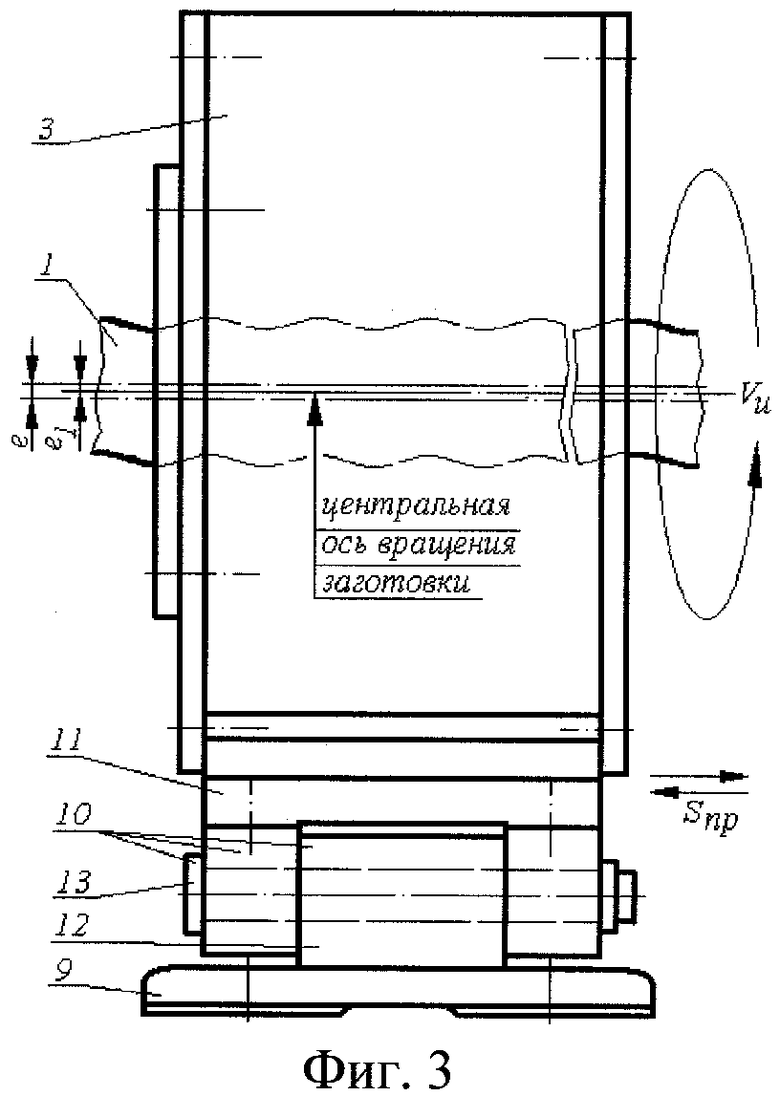
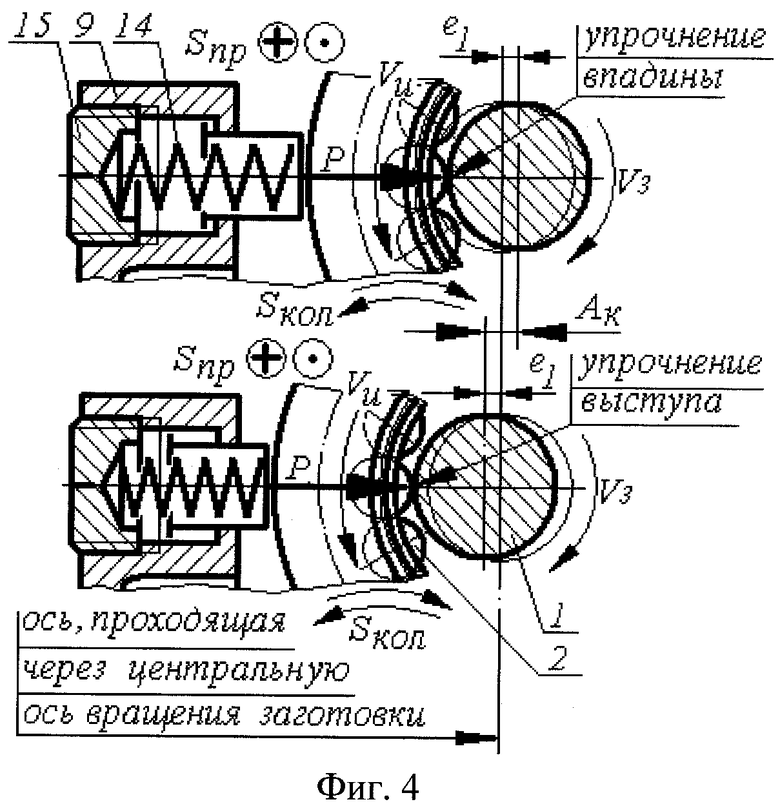
На фиг.1 показана схема упрочнения винтовой сложнопрофильной поверхности, продольный разрез устройства, реализующего предлагаемый способ; на фиг.2 - вид по А на фиг.1, вид с торца; на фиг.3 - общий вид сбоку на фиг.1; на фиг.4 - схема упрочнения впадины и выступа обрабатываемой заготовки винта.
Предлагаемый способ реализуется устройством, предназначенным для пластического деформирования винтовых и сложнопрофильных поверхностей (например, винтов винтовых насосов, винтовых поверхностей с скругленно-синусоидальным профилем, цилиндрических валов, эксцентриковых шеек валов, поверхностей кулачковых и РК-профилей), работа которого заключается в том, что обрабатываемой заготовки и деформирующему инструменту сообщают вращательные движения VЗ и VИ соответственно, при этом устройству с деформирующим инструментом сообщают движение продольной подачи SПР. Устройство имеет деформирующие элементы, которые наносят по поверхности заготовки многочисленные удары, пластически деформируя и упрочняя наружную поверхность.
Для поверхностного импульсно-ударного деформирования обрабатываемой поверхности заготовки, например, винта винтового насоса 1 (см. фиг.1), предварительно обработанной, например, точением, ее закрепляют в приспособлении, например, в трехкулачковом самоцентрирующем патроне с поджатием центром задней бабки (не показаны), и сообщают вращательное движение VЗ вокруг собственной центральной оси, а импульсно-ударному деформирующему инструменту 2 устройства - продольную подачу SПР и возможность совершать возвратно-колебательные движения SКОЛ в поперечном направлении.
Устройство, реализующее способ, состоит из корпуса 3, выполненного в виде статора трехфазного асинхронного короткозамкнутого электродвигателя, взятого, например, по ГОСТ 19523-74, с полюсами 4 и выполненного из серого чугуна. Внутри корпуса-статора 3 на подшипниках качения 5 смонтирован ротор 6 в виде полого стального вала. В отверстии ротора 6 имеется дорожка 7 с расположенными в ней деформирующими элементами 8, например шариками.
Корпус-статор 3 установлен шарнирно на кронштейне 9 с возможностью возвратно-колебательного движения SКОЛ в поперечном направлении. Шарнир 10 состоит из петли 11, закрепленной на корпусе-статоре и петли 12, принадлежащей кронштейну 9, соединенных осью 13. Ось 13 шарнира 10 установлена параллельно центральной продольной оси заготовки 1.
Усилие Р упрочнения, воздействующее через деформирующие элементы - шарики 8 на обрабатываемую поверхность заготовки 1 задается пружиной 14 сжатия, закрепленной на кронштейне 9. Регулировка усилия Р упрочнения осуществляется резьбовой пробкой 15, ввернутой в резьбовое отверстие в кронштейне 9, где установлена пружина 14.
Предлагаемая конструкция устройства и крепления деформирующего инструмента 3 в отверстии вала ротора 6 электродвигателя, установленного, например, на поперечном суппорте токарного станка (не показан) позволяет корпусу 3 совершать принудительные колебательные движения SКОЛ, вызванные эксцентричным смещением и расположением некоторых участков обрабатываемой винтовой поверхности. Амплитуда АК колебательного движения корпуса равна АК=2е1, где e1 - эксцентриситет сложнофасонной поверхности (например, эксцентриситет винта левого Н41.1016.01.001 винтового насоса ЭВН5-25-1500 равен e1=1,65 мм, см. фиг.1; 3; 4).
Переход контакта инструмента с заготовкой 1 с одного деформирующего элемента 8 на два деформирующих элемента вызывает импульсно-ударную пластическую деформацию поверхностного слоя заготовки.
Передача вращательного движения VИ валу ротора 6 с деформирующими элементами 8 осуществляется с помощью электрических сил, наводимых в корпусе-статоре электродвигателя, и является минимальной по протяженности и сложности и исключает использование промежуточных ременных, зубчатых и других передач и редукторов, поэтому устройство имеет высокий КПД.
С целью создания усилия Р для поверхностного пластического деформирования установлена пружина сжатия 14, оказывающая давление Р на корпус 3 и соответственно на деформирующие элементы 8 в поперечном направлении. Подвижное крепление деформирующих элементов 8 в дорожке 7 осуществляется известными способами, например, с помощью крышки, которая крепится к торцу вала ротора болтами.
Твердость поверхностного слоя, глубина наклепа и шероховатость поверхности, полученные предлагаемым способом, зависят от силы удара и числа ударов, приходящихся на 1 мм2 поверхности. Эти параметры, в свою очередь, зависят от окружной скорости вала ротора с деформирующими элементами 8, натяга, размера деформирующих элементов, их числа, частоты вращения, величины продольной подачи заготовки и числа проходов.
Режимы импульсно-ударного деформирования для предлагаемого способа и устройства, оснащенного, например, шариками диаметром 5…10 мм и стальных заготовок следующие: окружная скорость вала ротора - VИ≈20…40 м/с, окружная скорость заготовки - VЗ≈0,05…0,5 м/с, число проходов - 2…3, натяг - 0,1…0,25 мм.
В результате импульсно-ударной пластической деформации микронеровностей и поверхностного слоя предлагаемым способом и устройством параметр шероховатости поверхности повышается до Ra=0,08…0,4 мкм при исходном значении Ra=0,8…3,2 мкм. Твердость обработанной поверхности увеличивается на 25…75% при глубине наклепанного слоя 0,25…2,5 мм. Остаточные напряжения сжатия достигают на поверхности 350…750 МПа.
Предварительная обработка заготовки: шлифование до значения параметра шероховатости Ra=0,4…1,6 мкм, а также чистовое точение поверхностей с шероховатостью Ra=3,2 мкм.
Способ импульсно-ударного деформирования позволяет создать на обрабатываемой сложнопрофильной, в том числе винтовой поверхности регулярный микрорельеф, способный удерживать смазывающие материалы и продлевать ресурс работы деталей при эксплуатации.
Способ импульсно-ударного деформирования применяют при изготовлении заготовок из цветных металлов и сплавов, чугуна и стали твердостью до HRC 58…64.
При промышленных испытаниях способа и устройства, установленную в патроне с электромеханическим приводом токарного станка мод. 16К20Ф3, обрабатывали заготовку винта левого Н41.1016.01.001 винтового насоса ЭВН5-25-1500, который имел следующие размеры: общая длина - 1282 мм, длина винтовой части - 1208 мм, диаметр поперечного сечения винта - ⌀27-0,05 мм, эксцентриситет - 1,65 мм, шаг - 28±0,01 мм, шероховатость Ra=0,4 мкм; винтовая поверхность однозаходная, левого направления; материал - сталь 40Х, твердость НВ 270-280, масса - 5,8 кг. Обработка проводилась с использованием разработанного устройства, на базе электродвигателя IM5010, модель 4АВ132 В6, имеющего частоту вращения вала ротора n=1000 мин-1; наружный диаметр вала ротора - 157,3 мм; диаметр отверстия, расточенного под инструмент и заготовку с 54 мм до 115 мм; длина корпуса-статора - 253 мм; наружный диаметр корпуса-статора - 261 мм.
Импульсно-ударное ППД вели на следующих режимах: окружная скорость инструмента - VИ≈15 м/с; окружная скорость заготовки - VЗ≈0,05 м/с, число проходов - 3, натяг - 0,2 мм, продольная SПР подача 1,5…2,0 мм/об, усилие упрочнения - 170…175 Н; диаметр винта изменился после обработки на 0,02 мм (0,01 мм на сторону); глубина упрочненного наклепанного слоя находилась в пределах 0,15…0,20 мм; повышение твердости на 25…30%; при обработке деформирующие элементы смазывали смесью индустриального масла (60%) и керосина (40%), поверхность заготовки - керосином. Значения технологических факторов (частоты ударов, величина подачи) выбирались таким образом, чтобы обеспечить кратность ударного воздействия на элементарную площадку обрабатываемой поверхности в диапазоне 6…10. Дальнейшее увеличение кратности деформирующего воздействия ведет к разупрочнению.
Исходный параметр шероховатости Ra=3,2 мкм, достигнутый - Ra=0,32 мкм; деформирующий инструмент - шарики диаметром 7 мм из стали ШХ15, твердостью HRC 63…65, расположенные во внутренней дорожке, внутренний радиус по вершинам деформирующих элементов RК=40,57 мм.
Глубина упрочненного импульсно-ударной обработкой слоя в 3…4 раза выше, чем при традиционном обкатывании. Упрочненный слой при традиционном статическом обкатывании формируется в условиях длительного действия больших статических усилий.
Предлагаемым способом аналогичная глубина упрочненного слоя достигается в результате кратковременного импульсно-ударного воздействия на очаг деформации импульса энергии.
Требуемая шероховатость и точность винтовой поверхности была достигнута через Тм=3,6 мин (против Тм баз=10,5 мин по базовому варианту при традиционном обкатывании винтов на токарном станке 1К62 на ОАО "Ливгидромаш").
Для обеспечения необходимого качества и размерной точности обработки потребовалось основного времени в 3 раза меньше, чем при обкатывании традиционным обкатником. При этом глубина и микротвердость упрочненного слоя (белой зоны) составляла соответственно 0,15…0,20 мм и 8…9 ГПа с постепенным понижением микротвердости по глубине до исходного состояния - 2,0…2,5 ГПа.
Контроль проводился скобой индикаторной с индикатором ИЧ 10 Б кл. 1 ГОСТ 577-68. Накопленная погрешность между любыми не соседними шагами была не более 0,1 мм, просвет при контроле лекальной линейкой образующих по диаметру выступов - не более 0,07 мм, что допустимо по ТУ.
Исследования напряженного состояния упрочненного поверхностного слоя импульсно-ударной обработкой показали, что максимальные остаточные напряжения находятся близко к поверхности, как при чеканке, что благоприятно для большинства сопрягаемых деталей механизмов и машин. Сравнение глубины напряженного и упрочненного слоя, градиента напряжений и градиента наклепа показывает, что глубина напряженного слоя в 1,1…1,3 раза больше, чем глубина наклепанного слоя, что согласуется с теорией поверхностного пластического деформирования.
Достигаемая в процессе обработки предлагаемым способом предельная величина шероховатости составляет Ra=0,08 мкм, возможно снижение исходной шероховатости в 6 раз.
Импульсно-ударное деформирование в процессе благоприятно сказываются на условиях работы устройства. Оно приводит к более равномерному распределению нагрузки на деформирующие элементы, облегчает формирование упрочняемой поверхности.
Импульсно-ударное деформирование способствуют лучшему проникновению смазочно-охлаждающей жидкости (СОЖ) в зону обработки. При наложении импульсной нагрузки деформирующие элементы и деформирующая поверхность периодически «отдыхает», что способствует увеличению ее стойкости. Обработка в условиях импульсно-ударного деформирования резко увеличивается эффективность охлаждающего, диспергирующего и пластифицирующего действия СОЖ вследствие облегчения ее доступа в зону контакта деформирующих элементов и заготовки.
Предлагаемый способ расширяет технологические возможности импульсно-ударной обработки поверхностным пластическим деформированием, позволяет управлять глубиной упрочненного слоя, степенью упрочнения и микрорельефом поверхности. При этом конструктивно простой привод снижает себестоимость обработки, увеличивает производительность, улучшает качество обрабатываемой поверхности, не требует сложной и длительной настройки.
Источники информации
1. Патент РФ 2276005, МПК В24В 39/04. Способ обкатки неполных сферических поверхностей. Степанов Ю.С., Киричек А.В., Самойлов Н.Н., Гаврилин A.M., Афанасьев Б.И., Катунин А.А., Фомин Д.С. 2004129399/02; 05.10.2004; 10.05.2006. Бюл. №13.
2. Патент РФ 2276006, МПК В24В 39/04. Устройство для импульсно-ударного деформирования сферических поверхностей. Степанов Ю.С., Киричек А.В., Самойлов Н. Н., Афанасьев Б.И., Катунин А.А., Катунин А.В. Фомин Д.С. 2004136428/02; 14.12.2004; 10.05.2006. Бюл. №13 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОГОЛОВКА ДЛЯ УПРОЧНЕНИЯ ВИНТОВЫХ И СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 2009 |
|
RU2420392C2 |
| СПОСОБ РОТОРНОГО УПРОЧНЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2354530C1 |
| УСТРОЙСТВО ДЛЯ РОТОРНОГО УПРОЧНЕНИЯ ВИНТОВЫХ И СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2354531C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНО-УДАРНОГО УПРОЧНЕНИЯ | 2009 |
|
RU2433904C2 |
| СПОСОБ ИМПУЛЬСНО-УДАРНОГО УПРОЧНЕНИЯ | 2009 |
|
RU2433905C2 |
| СПОСОБ ВИБРООБКАТЫВАНИЯ | 2009 |
|
RU2421321C2 |
| ЭЛЕКТРИЧЕСКАЯ ВИБРОГОЛОВКА ДЛЯ ОБКАТЫВАНИЯ | 2009 |
|
RU2421320C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ | 2009 |
|
RU2433903C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ | 2009 |
|
RU2433902C2 |
| УПРОЧНЯЮЩАЯ ЭЛЕКТРОГОЛОВКА | 2009 |
|
RU2420389C2 |
Изобретение относится к обработке металлов давлением, в частности к обработке импульсно-ударным поверхностным пластическим деформированием. Сообщают заготовке и деформирующему инструменту вращательные движения вокруг собственных осей и продольную подачу деформирующему инструменту. Используют деформирующий инструмент, содержащий корпус с центральным отверстием, выполненный в виде статора трехфазного асинхронного короткозамкнутого электродвигателя, внутри которого на подшипниках качения смонтирован ротор в виде полого вала. На поверхности отверстия ротора выполнена дорожка, на которой расположены деформирующие элементы. Обеспечивают возвратно-колебательное поперечное движение корпуса, который шарнирно устанавливают на кронштейне. Задают усилие поверхностного пластического деформирования пружиной сжатия, закрепленной на кронштейне. В результате расширяются технологические возможности, увеличивается производительность и улучшается качество обрабатываемой поверхности. 4 ил.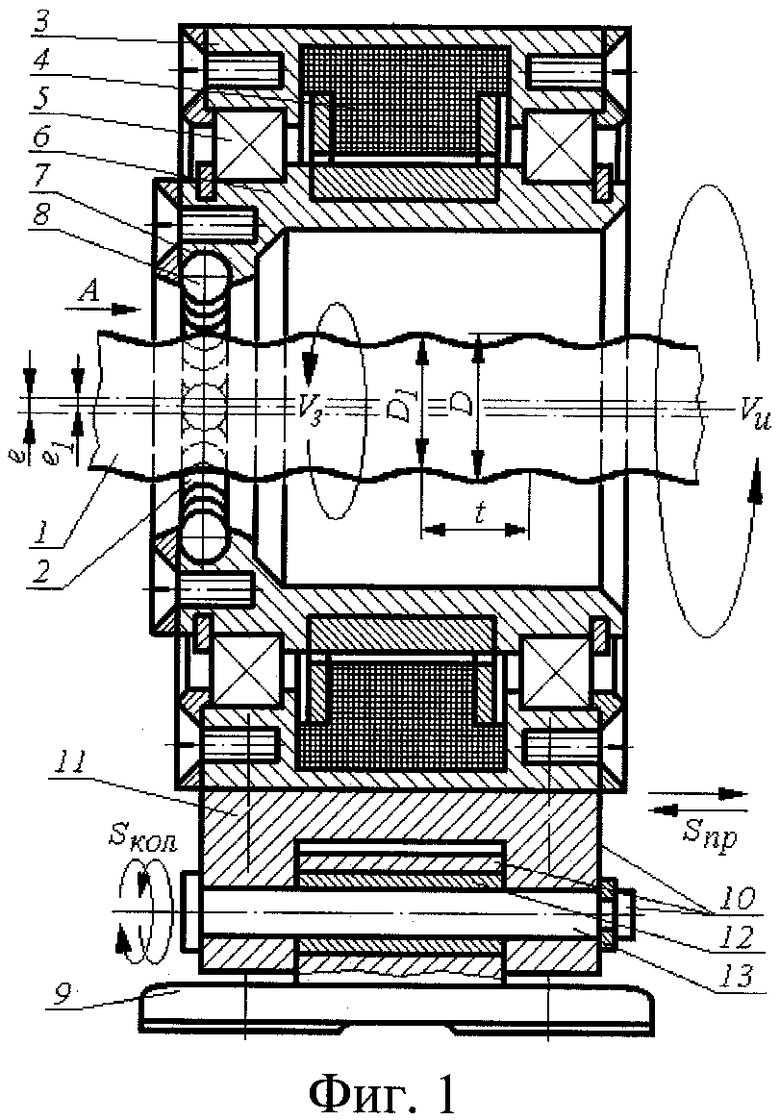
Способ упрочнения поверхностным пластическим деформированием деталей типа валов со сложнопрофильными поверхностями, включающий сообщение заготовке и деформирующему инструменту в виде многоэлементного обкатного инструмента вращательных движений вокруг собственных осей и продольной подачи деформирующему инструменту, отличающийся тем, что используют деформирующий инструмент, содержащий корпус с индивидуальным приводом и центральным отверстием, выполненный в виде статора трехфазного асинхронного короткозамкнутого электродвигателя, внутри которого на подшипниках качения смонтирован ротор в виде полого вала, на поверхности отверстия которого выполнена дорожка, на которой расположены деформирующие элементы, при этом обеспечивают возвратно-колебательное поперечное движение корпуса, который шарнирно устанавливают на кронштейне и задают усилие поверхностного пластического деформирования пружиной сжатия, закрепленной на кронштейне.
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНО-УДАРНОГО ДЕФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2004 |
|
RU2276006C1 |
| RU 2000918 C1, 15.10.1993 | |||
| ОБКАТНЫЙ БЛОК | 1990 |
|
RU2037390C1 |
| JP 61103721 A, 22.05.1986. | |||

