Изобретение относится к обработке металлов давлением, в частности к изготовлению оснастки для обработки импульсно-ударным поверхностным пластическим деформированием (ППД), и может быть использовано для чистовой и упрочняющей обработки цилиндрических, винтовых и сложнопрофильных поверхностей, например винтов винтовых насосов, винтовых поверхностей со скругленно-синусоидальным профилем, эксцентриковых шеек валов, поверхностей кулачковых и РК-профилей.
Известно устройство, содержащее корпус с индивидуальным высокоскоростным приводом, охватывающее заготовку кольцо с деформирующими элементами, расположенными на беговой дорожке на внутренней поверхности, причем корпус-кольцо установлен в кривошипе, также имеющем индивидуальный привод, благодаря которому сообщают дополнительное планетарное вращение относительно оси, проходящей через центр заготовки, параллельной и смещенной относительно оси корпуса-кольца на величину эксцентриситета [1, 2].
Недостатками известного устройства являются узкие технологические возможности, при которых чистовая обработка поверхностным пластическим деформированием винтовых наружных поверхностей после соответствующей модернизации является весьма сложной, а ряде случаев невозможной.
Задачей изобретения является расширение технологических возможностей оснастки для ППД сложнопрофильных поверхностей путем использования охватывающего инструмента в виде кольца с деформирующими элементами - шариками, расположенными на внутренней поверхности, совершающего колебательные движения в поперечной плоскости и позволяющего улучшить качество обрабатываемой поверхности, повысить производительность и снизить себестоимость обработки.
Поставленная задача решается с помощью предлагаемого устройства для роторного упрочнения винтовых и сложнопрофильных поверхностей, содержащего имеющий индивидуальный привод корпус, выполненный в виде охватывающего заготовку кольца с деформирующими элементами, расположенными на беговой дорожке внутренней поверхности, при этом кольцо установлено в кулисе с возможностью обеспечения дополнительного колебательного движения относительно продольной оси заготовки, причем кулиса шарнирно подвешена на полом стакане, принадлежащем подшипниковому узлу, который расположен на одном конце кронштейна, при этом на другом конце кронштейна установлен упомянутый индивидуальный привод с возможностью передачи вращательного движения кольцу с деформирующими элементами, кроме того, с целью создания усилия для поверхностного пластического деформирования установлена пружина сжатия, оказывающая давление на кулису.
Особенности конструкции устройства поясняются чертежами.
На фиг.1 показана схема реализации предлагаемого устройства для роторного упрочнения винтовой сложнопрофильной поверхности, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.3 - сечение Б-Б на фиг.2; на фиг.4 - элемент В на фиг.3.
Предлагаемое устройство предназначено для пластического деформирования винтовых и сложнопрофильных поверхностей (например, винтов винтовых насосов, винтовых поверхностей со скругленно-синусоидальным профилем, цилиндрических валов, эксцентриковых шеек валов, поверхностей кулачковых и РК-профилей), работа которого заключается в том, что обрабатываемой заготовке и деформирующему инструменту сообщают вращательные движения VЗ и VИ соответственно, при этом устройству с деформирующим инструментом сообщают движение продольной подачи SПР. Предлагаемое устройство имеет деформирующие элементы, которые наносят по поверхности заготовки многочисленные удары, пластически деформируя наружную поверхность.
Для поверхностного импульсно-ударного деформирования обрабатываемой поверхности заготовки, например винта винтового насоса 1 (см. фиг.1), предварительно обработанной, например, точением, ее закрепляют в приспособлении 2, например в трехкулачковом самоцентрирующем патроне с поджатием центром задней бабки, и сообщают вращательное движение VЗ вокруг собственной оси, а импульсно-ударному деформирующему инструменту 3 устройства - продольную подачу SПР и возможность совершать колебательные движения SКОЛ в поперечном направлении.
Предлагаемое устройство содержит индивидуальный привод 4 в виде электродвигателя. Корпус 5 выполнен в виде охватывающего заготовку кольца с деформирующими элементами 6, расположенными на беговой дорожке внутренней поверхности. Корпус-кольцо 5 установлен в кулисе 7 в ее нижнем (согласно фиг.1) отверстии в подшипниках 8. Верхним отверстием кулиса 7 шарнирно смонтирована на полом стакане 9. Полый стакан 9 принадлежит подшипниковому узлу 10, который расположен на верхней части кронштейна 11.
Кронштейн 11 нижней частью закреплен на основании 12, которое установлено, например, на поперечном суппорте 13 токарного станка (не показан). Такая конструкция крепления деформирующего инструмента 3 позволяет кулисе 7 совершать колебательные движения SКОЛ, вызванные эксцентричным смещением и расположением некоторых участков обрабатываемой, например, винтовой поверхности. Амплитуда АК колебательного движения кулисы равна АК=2Е, где Е - эксцентриситет сложнофасонной поверхности (например, эксцентриситет винта левого Н41.1016.01.001 винтового насоса ЭВН5-25-1500 равен Е=3,3 мм, см. фиг.2).
На фиг.4 показано взаимное положение деформирующего инструмента, когда его контакт с заготовкой осуществляется по двум деформирующим элементам, в отличие от положения, показанного на фиг.3, когда контакт осуществляется по одному деформирующему элементу. Переход контакта заготовки с одного деформирующего элемента на два деформирующих элемента вызывает импульсно-ударную пластическую деформацию поверхностного слоя. Передача вращательного движения корпусу-кольцу 5 с деформирующими элементами 6 от индивидуального привода 4 осуществляется с помощью ременной передачи 14 со шкивами 15 и 16 на промежуточный вал 17, расположенный в подшипниковом узле 10, и ременной передачи 18 со шкивами 19, 20 и натяжным шкивом 21.
С целью создания усилия для поверхностного пластического деформирования установлена пружина сжатия 22, оказывающая давление Р на кулису 7 и, соответственно, на деформирующий инструмент 3 в поперечном направлении. Подвижное крепление деформирующих элементов 6 в беговой дорожке кольца 5 осуществлено с помощью крышки 23, которая крепится к торцу кольца болтами 24, однако крепление может быть осуществлено и другими известными способами.
Твердость поверхностного слоя, глубина наклепа и шероховатость поверхности, полученные с помощью предлагаемого устройства, зависят от силы удара и числа ударов, приходящихся на 1 мм2 поверхности. Эти параметры, в свою очередь, зависят от окружной скорости кольца с деформирующими элементами, натяга, размера деформирующих элементов, их числа в кольце, частоты вращения, величины продольной подачи заготовки и числа проходов.
Режимы импульсно-ударного деформирования для предлагаемого устройства, оснащенного, например, шариками диаметром 5…10 мм, и стальных заготовок следующие: окружная скорость кольца - VИ≈20…40 м/с, окружная скорость заготовки - VЗ≈0,5…1,5 м/с, число проходов - 2…3, натяг - 0,1…0,25 мм.
В результате импульсно-ударной пластической деформации микронеровностей и поверхностного слоя предлагаемым устройством параметр шероховатости поверхности повышается до Ra=0,08…0,4 мкм при исходном значении Ra=0,8…3,2 мкм. Твердость обработанной поверхности увеличивается на 25…75% при глубине наклепанного слоя 0,25…2,5 мм. Остаточные напряжения сжатия достигают на поверхности 350…750 МПа.
Предварительная обработка заготовки: шлифование до значения параметра шероховатости Ra=0,4…1,6 мкм, а также чистовое точение поверхностей с шероховатостью Ra=3,2 мкм.
Устройство для импульсно-ударного деформирования позволяет создать на обрабатываемой сложнопрофильной, в том числе винтовой, поверхности регулярный микрорельеф, способный удерживать смазывающие материалы и продлевать ресурс работы деталей при эксплуатации.
Устройство для импульсно-ударного деформирования применяют при изготовлении заготовок из цветных металлов и сплавов, чугуна и стали твердостью до HRC 58…64.
При промышленных испытаниях устройства, установленную в патроне с электромеханическим приводом токарного станка мод. 16К20Ф3, обрабатывали заготовку винта левого Н41.1016.01.001 винтового насоса ЭВН5-25-1500, который имел следующие размеры: общая длина - 1282 мм, длина винтовой части - 1208 мм, диаметр поперечного сечения винта - ⌀27-0,05 мм, эксцентриситет - 3,3 мм, шаг - 28±0,01 мм, шероховатость Ra=0,4 мкм; винтовая поверхность однозаходная, левого направления; материал - сталь 40Х, твердость НВ 270-280, масса - 5,8 кг. Обработка проводилась с использованием разработанного устройства.
Импульсно-ударное ППД вели на следующих режимах: окружная скорость кольца - VИ≈15 м/с; окружная скорость заготовки - VЗ≈0,5 м/с, число проходов - 3, натяг - 0,2 мм, продольная Sпр подача - 1,5…2,0 мм/об, усилие упрочнения - 170…175 Н; диаметр винта изменился после обработки на 0,02 мм (0,01 мм на сторону); глубина наклепанного слоя находилась в пределах 0,15…0,20 мм; повышение твердости на 25…30%; при обработке деформирующие элементы смазывали смесью индустриального масла (60%) и керосина (40%), поверхность детали - керосином. Значения технологических факторов (частота ударов, величина подачи) выбирались таким образом, чтобы обеспечить кратность ударного воздействия на элементарную площадку обрабатываемой поверхности в диапазоне 6…10. Дальнейшее увеличение кратности деформирующего воздействия ведет к разупрочнению.
Исходный параметр шероховатости Ra=3,2 мкм, достигнутый - Ra=0,32 мкм; деформирующий инструмент - шарики диаметром 4 мм из стали ШХ15, твердостью HRC 63…65, расположенные в кольце во внутренней беговой дорожке, внутренний радиус по вершинам деформирующих элементов Rк=20,57 мм.
Глубина упрочненного импульсно-ударной обработкой слоя в 3…4 раза выше, чем при традиционном обкатывании. Упрочненный слой при традиционном статическом обкатывании формируется в условиях длительного действия больших статических усилий.
Предлагаемым устройством аналогичная глубина упрочненного слоя достигается в результате кратковременного импульсно-ударного воздействия на очаг деформации импульса энергии.
Требуемая шероховатость и точность винтовой поверхности была достигнута через Тм=6,6 мин (против Tм баз=16,5 мин по базовому варианту при традиционном обкатывании винтов на токарном станке 1К62 на АО "Ливгидромаш").
Для обеспечения необходимого качества и размерной точности обработки потребовалось основного времени в 2,5 раза меньше, чем при обкатывании традиционным обкатником. При этом глубина и микротвердость упрочненного слоя (белой зоны) составляла соответственно 0,15…0,20 мм и 8…9 ГПа с постепенным понижением микротвердости по глубине до исходного состояния - 2,0…2,5 ГПа.
Контроль проводился скобой индикаторной с индикатором ИЧ 10 Б кл. 1 ГОСТ 577-68. Накопленная погрешность между любыми несоседними шагами была не более 0,1 мм, просвет при контроле лекальной линейкой образующих по диаметру выступов - не более 0,07 мм, что допустимо по ТУ.
Исследования напряженного состояния упрочненного поверхностного слоя импульсно-ударной обработкой показали, что максимальные остаточные напряжения находятся близко к поверхности, как при чеканке, что благоприятно для большинства сопрягаемых деталей механизмов и машин. Сравнение глубины напряженного и упрочненного слоя, градиента напряжений и градиента наклепа показывает, что глубина напряженного слоя в 1,1…1,3 раза больше, чем глубина наклепанного слоя, что согласуется с теорией поверхностного пластического деформирования.
Достигаемая в процессе обработки предлагаемым устройством предельная величина шероховатости составляет Ra=0,08 мкм, возможно снижение исходной шероховатости в 6 раз.
Импульсно-ударное деформирование в процессе благоприятно сказывается на условиях работы устройства. Оно приводит к более равномерному распределению нагрузки на деформирующие элементы, облегчает формирование упрочняемой поверхности.
Импульсно-ударное деформирование способствует лучшему проникновению смазочно-охлаждающей жидкости (СОЖ) в зону обработки. При наложении импульсной нагрузки деформирующие элементы и деформирующая поверхность периодически «отдыхают», что способствует увеличению их стойкости. Обработка в условиях импульсно-ударного деформирования резко увеличивает эффективность охлаждающего, диспергирующего и пластифицирующего действия СОЖ вследствие облегчения ее доступа в зону контакта деформирующих элементов и заготовки.
Предлагаемое устройство расширяет технологические возможности импульсно-ударной обработки поверхностным пластическим деформированием, позволяет управлять глубиной упрочненного слоя, степенью упрочнения и микрорельефом поверхности.
Источники информации
1. Патент РФ 2276005, МПК В24В 39/04. Способ обкатки неполных сферических поверхностей. Степанов Ю.С., Киричек А.В., Самойлов Н.Н., Гаврилин А.М., Афанасьев Б.И., Катунин А.А., Фомин Д.С., 2004129399/02; 05.10.2004; 10.05.2006. Бюл. №13.
2. Патент РФ 2276006, МПК В24В 39/04. Устройство для импульсно-ударного деформирования сферических поверхностей. Степанов Ю.С., Киричек А.В., Самойлов Н.Н., Афанасьев Б.И., Катунин А.В., Фомин Д.С. 2004136428/02; 14.12.2004; 10.05.2006. Бюл. №13 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РОТОРНОГО УПРОЧНЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2354530C1 |
| ЭЛЕКТРОГОЛОВКА ДЛЯ УПРОЧНЕНИЯ ВИНТОВЫХ И СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 2009 |
|
RU2420392C2 |
| СПОСОБ ППД ВИНТОВЫХ И СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ЭЛЕКТРОУПРОЧНЯЮЩЕЙ ГОЛОВКОЙ | 2009 |
|
RU2420391C2 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНО-УДАРНОГО УПРОЧНЕНИЯ | 2009 |
|
RU2433904C2 |
| СПОСОБ ИМПУЛЬСНО-УДАРНОГО УПРОЧНЕНИЯ | 2009 |
|
RU2433905C2 |
| СПОСОБ ВИБРООБКАТЫВАНИЯ | 2009 |
|
RU2421321C2 |
| ЭЛЕКТРИЧЕСКАЯ ВИБРОГОЛОВКА ДЛЯ ОБКАТЫВАНИЯ | 2009 |
|
RU2421320C2 |
| УПРОЧНЯЮЩАЯ ЭЛЕКТРОГОЛОВКА | 2009 |
|
RU2420389C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ | 2009 |
|
RU2433903C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ | 2009 |
|
RU2433902C2 |
Изобретение относится к обработке металлов давлением, в частности к обработке импульсно-ударным поверхностным пластическим деформированием. Устройство содержит корпус, имеющий индивидуальный привод и выполненный в виде охватывающего заготовку кольца с беговой дорожкой на его внутренней поверхности, на которой расположены деформирующие элементы, кулису и пружину сжатия, обеспечивающую давление на кулису. Кольцо установлено в кулисе с возможностью обеспечения дополнительного колебательного движения относительно продольной оси заготовки. Кулиса шарнирно подвешена на полом стакане подшипникового узла, последний расположен на одном конце кронштейна, а на другом конце кронштейна установлен упомянутый индивидуальный привод с возможностью передачи вращательного движения кольцу с деформирующими элементами. В результате расширяются технологические возможности, обеспечивается возможность управления глубиной упрочненного слоя, степенью упрочнения и микрорельефом поверхности. 4 ил.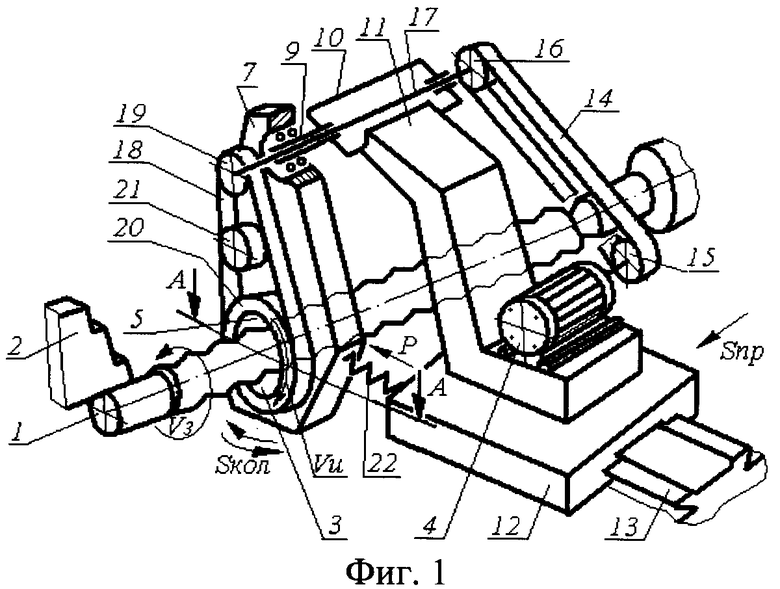
Устройство для поверхностного пластического деформирования цилиндрических и сложнопрофильных поверхностей, содержащее корпус, имеющий индивидуальный привод и выполненный в виде охватывающего заготовку кольца с беговой дорожкой на его внутренней поверхности, на которой расположены деформирующие элементы, отличающееся тем, что оно снабжено кулисой, кронштейном и пружиной сжатия, обеспечивающей давление на кулису для создания усилия для поверхностного пластического деформирования, кольцо установлено в кулисе с возможностью обеспечения дополнительного колебательного движения относительно продольной оси заготовки, при этом кулиса шарнирно подвешена на полом стакане подшипникового узла, последний расположен на одном конце кронштейна, а на другом конце кронштейна установлен упомянутый индивидуальный привод с возможностью передачи вращательного движения кольцу с деформирующими элементами.
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНО-УДАРНОГО ДЕФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2004 |
|
RU2276006C1 |
| СПОСОБ ОБКАТЫВАНИЯ НЕЖЕСТКИХ ВИНТОВ | 2004 |
|
RU2268135C1 |
| РЕГУЛИРУЕМАЯ ГОЛОВКА ДЛЯ ОБКАТЫВАНИЯ | 2004 |
|
RU2259910C1 |
| Устройство для отделочно-упрочняющей обработки нежестких валов | 1990 |
|
SU1763158A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |

