Область техники, к которой относится изобретение
Настоящее изобретение относится к инструменту и способу для изготовления образцов композиционных материалов и более конкретно к инструменту и способу для изготовления вне автоклава, результаты которого сравнимы со способами, включающими в себя этап отверждения в автоклаве.
Уровень техники
Композиционные материалы становятся все более привлекательными для широкого круга применений в различных отраслях промышленности, таких как авиационная промышленность, морская промышленность, автомобильная промышленность или спортивная промышленность, благодаря своему высокому сопротивлению и отношению сопротивление/вес.
Композиционные материалы, обычно используемые в упомянутых отраслях промышленности, состоят из волокон или пучков волокон, внедренных в термореактивную или термопластичную смолу, в виде предварительно пропитанного материала или "препрега".
Композиционный материал образуется из множества слоев предварительно пропитанного материала. Каждый слой предварительно пропитанного материала образуется из волокон или пучков волокон, которые могут быть поперечно сшитыми, образуя различные виды тканей, или могут быть направленными в одном направлении, образуя однонаправленные ленты. Данные волокна или пучки волокон пропитываются смолами (термореактивными или термопластичными смолами), которые во многих случаях являются частично полимеризованными.
В настоящее время, и прежде всего в авиационно-космической промышленности, широко используются композиционные материалы, состоящие из органической и состоящей из и непрерывных волокон матрицы на основе преимущественно эпоксидных смол и углеродных волокон.
Использование деталей данного типа увеличивалось, особенно в авиационной промышленности, пока не достигло существующей на данный момент ситуации, в которой композиционные материалы, состоящие из матрицы, состоящей из эпоксидной смолы и углеродных волокон, могут считаться наиболее широко используемым вариантом конструкционных элементов. Даная ситуация стимулировала и продолжает стимулировать разработку способов изготовления, обеспечивающих изготовление элементов с требуемым качеством многократно и с приемлемой стоимостью изготовления.
Что касается расположения слоев предварительно пропитанного материала для "формирования" деталей из композиционного материала, то существует несколько способов, соответствующих имеющимся средствам для их размещения и особенно ручной укладки в стопу и автоматической укладки в стопу.
При ручной укладке в стопу оператор укладывает в стопу различные слои предварительно пропитанного материала с требуемой ориентацией и размерами.
При автоматической укладке в стопу робототехническая система отвечает за размещение различных слоев предварительно пропитанного материала с требуемой ориентацией и расположением и разрезание на определенную длину.
В соответствии с используемым предварительно пропитанным материалом и его шириной после укладки существует два основных типа автоматической укладки в стопу:
- автоматическое наслаивание (ATL automatic lay-up): робототехническая система размещает предварительно пропитанный материал в виде более или менее широких полос для покрытия плоских поверхностей или поверхностей с одной кривизной.
- размещение волокон (FP fiber placement): робототехническая система размещает очень узкие комплекты полос для покрытия поверхностей с двойной кривизной.
Способ изготовления композиционных материалов из данного множества слоев (многослойного материала) обычно требует уплотнения для получения требуемого объема волокон и удаления полостей и воздуха, выпускаемого из композиционного материала, и процесса отверждения, при котором обеспечивается поперечное сшивание полимерных цепочек смолы, пропитывающей волокна.
Данные детали традиционно изготавливались посредством приложения давления и вакуума (в качестве средства для уплотнения) и приложения тепла (в качестве средства для получения поперечного сшивания полимерных цепочек), особенно в автоклаве, в котором создается контролируемая атмосфера.
Период времени, затрачиваемый на изготовление детали из предварительно пропитанного материала, равен сумме периодов времени, затрачиваемых на каждый из необходимых процессов: укладку в стопу последовательных слоев предварительно пропитанного материала, образующих данную деталь, приложение вакуума (в качестве одного из средств для уплотнения) и отверждение детали в автоклаве под действием давления (уплотнения) и тепла (получение поперечного сшивания полимерных цепочек). Суммарное время обычно является значительным, и чем выше сложность и количество слоев в стопе, тем больше затрагиваемое суммарное время.
Другим важным аспектом является высокая стоимость изготовления деталей из композиционных материалов и особенно высокая стоимость энергии, требуемой автоклавом.
Поэтому промышленность постоянно нуждается в новых способах, обеспечивающих уменьшение не только времени, но и энергии, требующейся для изготовления деталей из композиционных материалов.
Целью настоящего изобретения является удовлетворение данной потребности.
Сущность изобретения
В первом аспекте настоящее изобретение описывает инструмент для изготовления деталей из композиционных материалов вне автоклава, содержащий следующие элементы:
- подвижный стол, содержащий верхнюю поверхность, имеющую форму изготавливаемой детали;
- подвижную головку на упомянутом столе, снабженную автоматическим средством для размещения лент или пучков композиционного материала в виде препрега, средством для уплотнения композиционного материала и средством для излучения микроволн для отверждения композиционного материала.
Инструмент предпочтительно выполнен таким образом, что перемещения головки и верхней поверхности стола для укладки в стопу обеспечивают укладку в стопу для формирования требуемой детали, а также таким образом, что верхняя поверхность может вращаться вокруг оси, расположенной в ее центре, и перемещаться вдоль стола для укладки в стопу, и головка может перемещаться вдоль всей ширины стола для укладки в стопу.
Упомянутое уплотняющее средство предпочтительно включает в себя ролик и ультразвуковое устройство.
Головка предпочтительно выполнена таким образом, что она может иметь любое рабочее состояние упомянутых средств, так также таким образом, что порядок действий упомянутых средств может быть изменен и расстояние между упомянутыми средствами может быть изменено.
Во втором аспекте настоящее изобретение описывает способ изготовления деталей из композиционных материалов вне автоклава, включающий в себя следующие этапы:
а) размещение композиционного материала в виде лент или пучков препрега на столе упомянутого инструмента, уплотнение его и частичное отверждение его после его размещения до тех пор, пока не будет образован слой детали;
b) повторение предыдущего этапа до тех пор, пока не будет завершена укладка в стопу для формирования детали;
c) отверждение последнего слоя детали.
На этапах а) и b) отверждение композиционного материала предпочтительно выполняют посредством локального приложения тепла к нему, после его размещения, с использованием излучателя микроволн.
В третьем аспекте настоящее изобретение описывает способ изготовления деталей из композиционных материалов вне автоклава, включающий в себя следующие этапы:
- размещение композиционного материала в виде ленты или пучков препрега на столе упомянутого инструмента, уплотнение его после его размещения до тех пор, пока не будет образован слой детали;
- повторение предыдущего этапа до тех пор, пока не будет завершена укладка в стопу для формирования детали;
- отверждение детали посредством локального приложения тепла к его поверхности при помощи излучателя микроволн.
Применительно к настоящему изобретению под композиционным материалом понимается любой материал, состоящий из органической матрицы (эпоксидной смолы, бисмалеимида, полиимида, фенола, винилового эфира и др.) и непрерывных армирующих волокон (углеродных, керамических, стеклянных, органических, полиамидных, РВО и др.).
Другие признаки и преимущества настоящего изобретения будут понятны из приведенного ниже описания примерного варианта его осуществления во взаимосвязи с прилагаемыми чертежами.
Краткое описание чертежей
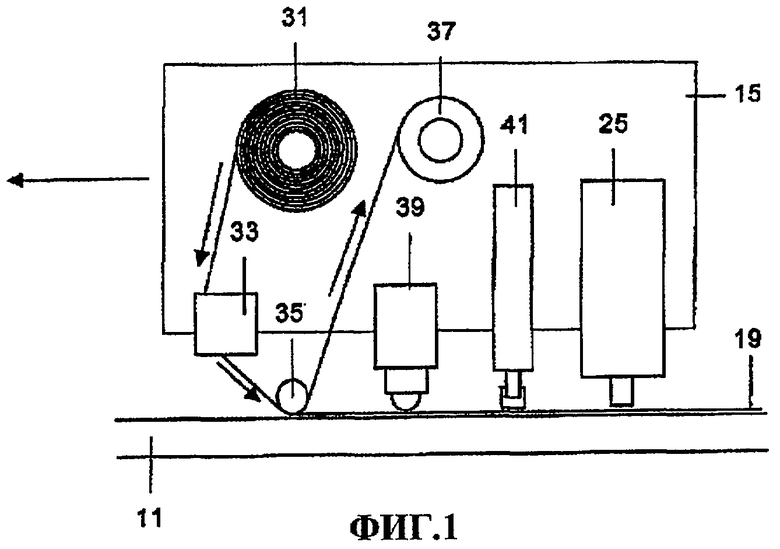
Фиг.1 изображает схематичный вид головки инструмента в соответствии с настоящим изобретением.
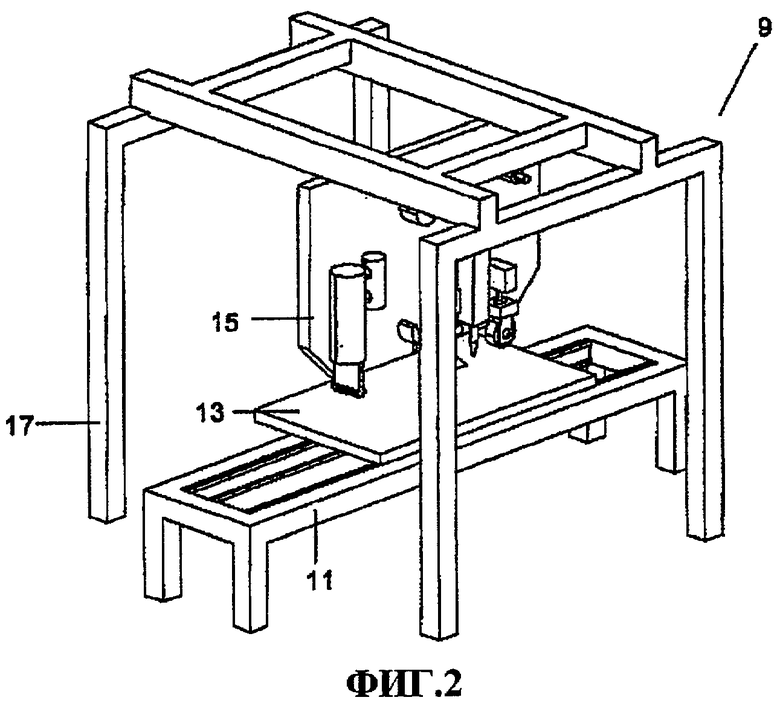
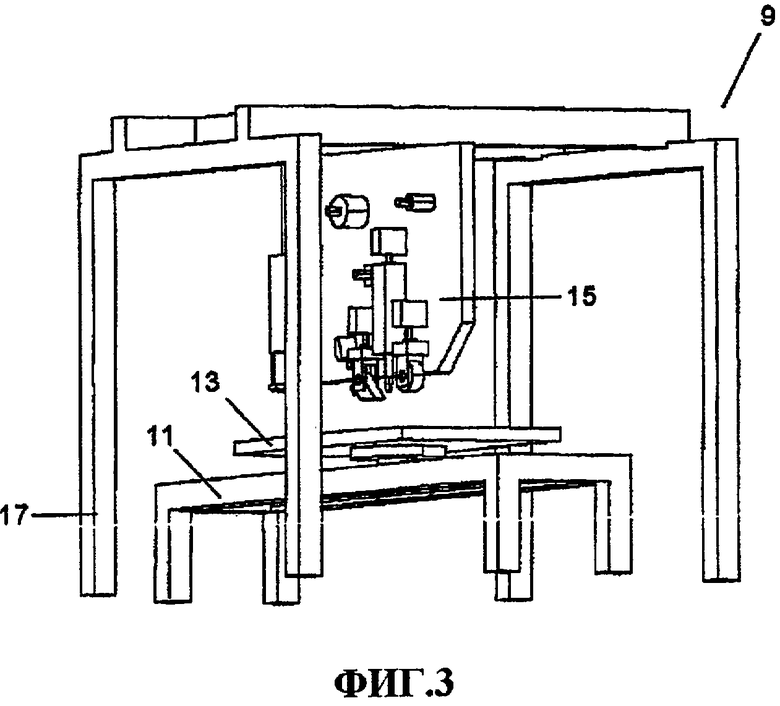
Фиг.2 и 3 изображают схематичные перспективные виды инструмента в соответствии с настоящим изобретением.
Подробное описание изобретения
В предпочтительном варианте осуществления, проиллюстрированном в чертежах, инструмент 9 в соответствии с настоящим изобретением содержит стол 11 для укладки в стопу с верхней поверхностью 13, включающей в себя участок, имеющий форму изготавливаемой детали, и головку 15, опирающуюся на раму 17. Стол 11 включает в себя средство, позволяющее верхней поверхности 13 перемещаться вдоль упомянутого стола и вращаться вокруг оси, расположенной в ее центральной части, а рама 17 включает в себя средство, обеспечивающее перемещение головки 15 вдоль ширины стола 11.
Головка 15 содержит:
- автоматическое средство для размещения лент 19 композиционного материала в виде препрега, включающее в себя барабан предварительно пропитанного материала 31, управляемое очищающее устройство 33, нагретый уплотняющий ролик 35 и барабан разделительной бумаги 37;
- уплотняющее средство для уплотнения слоев препрега, включающее в себя нагретый и/или охлажденный уплотняющий ролик 39 и ультразвуковое уплотняющее средство 41;
- средство 25 для излучения микроволн.
Инструмент 9 выполнен таким образом, что, с одной стороны, головка 15 может размещаться на разных высотах над столом 11, а с другой стороны, может приводить в действие все или часть упомянутых средств. Таким образом, например, инструмент 9 может быть выполнен таким образом, что приводятся в действие автоматическое средство для размещения лент 19, уплотняющее средство и средство 25 для излучения микроволн, что обычно будет происходить во время укладки в стопу для формирования детали, или инструмент может быть выполнен таким образом, что приводится в действие только средство 25 для излучения микроволн, что будет происходить в тех случаях, когда требуются отдельные операции для отверждения детали.
Однако инструмент 9 выполнен таким образом, что расположение упомянутых средств может быть изменено, так что они могут действовать в другом порядке.
В этом смысле одно возможное расположение могло бы быть таким, в котором порядок действия будет следующим: первым будет автоматическое средство для размещения ленты, вторым будет уплотняющее средство и третьим будет средство 25 для излучения микроволн. В данном случае средство для излучения микроволн отверждает слой, который находится в процессе укладки в стопу.
В альтернативном расположении порядок действия может быть следующим: первым будет средство 25 для излучения микроволн, вторым автоматическое средство для размещения ленты и третьим уплотняющее средство. В данном случае средство для излучения микроволн отверждает слой, расположенный под слоем, который находится в процессе укладки в стопу.
Характеристики различных компонентов инструмента 9 и, в частности, требуемой мощности излучателя 25 микроволн будут изменяться в зависимости от характеристик изготавливаемой детали и, в особенности, от ее толщины. Следовательно, излучатель 25 микроволн должен быть достаточно легко приспосабливаемым, для того чтобы работать при различных мощностях таким образом, чтобы обеспечивать изменение мощности, излучаемой на всем протяжении процесса отверждения материала.
Только в качестве поясняющего примера ниже приведены некоторые характеристики предпочтительного варианта осуществления инструмента 9:
- максимальная скорость укладки в стопу (максимальная скорость, с которой может перемещаться головка 15): 70 м/мин;
- мощность излучателя 25 микроволн находится в пределах от 0,1 кВт до 10 кВт;
- частота ультразвукового уплотняющего устройства 41 находится в пределах от 20 кГц до 40 кГц.
Существенное преимущество настоящего изобретения заключается в том, что инструмент 9 может иметь одну панель управления для различных средств, упомянутых выше, что упрощает их обслуживание и управление.
Ниже описан способ в соответствии с настоящим изобретением, который предназначен для совместного использования различных технических средств для изготовления детали из композиционного материала "вне автоклава", в частности следующих технических средств:
- FP и ATL для укладки в стопу композиционного материала;
- ультразвуковых колебаний для обеспечения соответствующего уплотнения между различными слоями композиционного материала;
- микроволн для обеспечения поперечного сшивания полимерных цепочек композиционного материала.
В первом варианте осуществления способ в соответствии с настоящим изобретением реализуется следующим образом.
Изготовление детали начинается с размещения первого слоя материала. В данной операции с использованием, например, инструмента 9, описанного выше, препрег, находящийся на барабане 31, проходит через очищающее устройство 33 по направлению к уплотняющему ролику 35, который размещает его на верхней поверхности 13 стола 11 для укладки в стопу. Разделительная бумага, прилагающаяся к препрегу, наматывается на барабан 37. Затем уплотняющий ролик 39 и ультразвуковое устройство 41 осуществляют уплотнительные операции на ленте 19 препрега, расположенной на столе 11 для укладки в стопу. Затем материал отверждается до определенной степени с использованием излучателя 25 микроволн. Данная операция выполняется посредством соответствующего перемещения головки 15 инструмента 9 до тех пор, пока весь материал, соответствующий слою детали, не будет уложен, уплотнен и частично отвержден.
Данный слой не может быть полностью отвержден, поскольку он должен обладать определенной степенью липкости, для того чтобы следующий слой мог быть соответствующим образом размещен на нем.
Следующий слой будет размещен на первом слое аналогичным образом (ATL или FP, уплотняющий ролик, ультразвуковое устройство), и воздействие излучателя 25 микроволн обеспечит частичное отверждение второго слоя, а также первого слоя.
Таким образом, размещение других слоев повлечет за собой последовательные циклы отверждения предыдущих слоев до тех пор, пока не будет достигнута требуемая степень отверждения. И наконец, для обеспечения соответствующего отверждения последнего слоя после его размещения необходимо осуществить специальный цикл отверждения посредством воздействия излучателя 25 микроволн.
В одном варианте осуществления способа лента препрега шириной 80 мм была уложена с использованием головки ATL при скорости 2 м/мин, частоте уплотняющего устройства 20 кГц и мощности излучателя микроволн 0,1 кВт.
В другом варианте осуществления способа в соответствии с настоящим изобретением отверждение различных слоев осуществляется после завершения укладки в стопу.
Таким образом, при использовании инструмента 9 различные слои, образующие деталь, укладываются в стопу аналогичным образом, как описано выше, и уплотняются друг за другом с использованием нагревающего ролика 39 и ультразвукового уплотняющего устройства 41.
После того, как все слои композиционного материала, имеющие соответствующие размеры и ориентацию, уложены, они отверждаются с использованием излучателя 25 микроволн, осуществляющего необходимые проходы вместе с головкой 15 до тех, пока не будет обеспечена требуемая полимеризация полимерных цепочек.
В предпочтительный вариант осуществления, описанный выше, могут быть внесены любые модификации в пределах объема изобретения, определяемого приведенной ниже формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2574269C1 |
| ГИБРИДНАЯ ВУАЛЬ В КАЧЕСТВЕ ПРОМЕЖУТОЧНОГО СЛОЯ В КОМПОЗИЦИОННЫХ МАТЕРИАЛАХ | 2016 |
|
RU2713325C2 |
| ОПОРНЫЙ ПРОФИЛЬ, СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНОГО ПРОФИЛЯ, А ТАКЖЕ ЕГО ПРИМЕНЕНИЕ В СПОСОБЕ ИЗГОТОВЛЕНИЯ УСИЛЕННОЙ ДЕТАЛИ КОРПУСА ТРАНСПОРТНОГО СРЕДСТВА | 2011 |
|
RU2576305C2 |
| СПОСОБ СБОРКИ И ПРИДАНИЯ ФОРМЫ МНОГОСЛОЙНОЙ ПАНЕЛИ | 2009 |
|
RU2516508C2 |
| КОНСТРУИРОВАНИЕ ПОВЕРХНОСТИ ТЕРМОПЛАСТИЧЕСКИХ МАТЕРИАЛОВ И ОБОРУДОВАНИЯ | 2013 |
|
RU2622306C2 |
| СПОСОБЫ, СИСТЕМЫ И УСТРОЙСТВО ДЛЯ ОТВЕРЖДЕНИЯ КОМПОЗИЦИОННОГО БЛОКА ЭПОКСИСОДЕРЖАЩЕГО ПРЕПРЕГА | 2016 |
|
RU2759590C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПУСТОТЕЛЫХ КОМПОЗИТНЫХ ДЕТАЛЕЙ С ЗАМКНУТЫМ КОНТУРОМ | 2019 |
|
RU2705964C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ СМОЛЫ | 2011 |
|
RU2535707C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ СЛОИСТЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2004 |
|
RU2271928C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛКИ ПОЛА ПЛАНЕРА САМОЛЕТА СЕТЧАТОЙ СТРУКТУРЫ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2412053C1 |
Способ включает размещение композиционного материала в виде лент или пучков препрега на инструменте, имеющем форму изготавливаемой детали. Затем обеспечивают его уплотнение и частичное его отверждение после его размещения во время укладки в стопу до тех пор, пока не будет завершен слой детали. Далее повторяют предыдущий этап до тех пор, пока не будет завершена укладка в стопу для формирования детали. Затем осуществляют отверждение последнего слоя детали до требуемой степени отверждения. Предложен также способ, который включает размещение композиционного материала в виде лент или пучков препрега на инструменте, имеющем форму изготавливаемой детали. Затем обеспечивают его уплотнение после его размещения во время укладки в стопу до тех пор, пока не будет завершен слой детали. Причем в процессе указанного размещения отверждают слой, расположенный под слоем, который находится в процессе укладки. Далее осуществляют повторение предыдущего этапа до тех пор, пока не будет завершена укладка в стопу для формирования детали. После завершения укладки в стопу обеспечивают отверждение детали посредством локального приложения тепла к ее поверхности с использованием излучателя микроволн. Предложены также инструменты для осуществления указанных способов. Изобретения обеспечивают сокращение времени и затрат энергии при изготовления деталей из композиционного материала. 4 н. и 13 з.п. ф-лы, 3 ил.
1. Способ изготовления деталей из композиционного материала вне автоклава, отличающийся тем, что он включает в себя следующие этапы:
a) размещение композиционного материала в виде лент или пучков препрега на инструменте, имеющем форму изготавливаемой детали, его уплотнение и частичное его отверждение после его размещения во время укладки в стопу до тех пор, пока не будет завершен слой детали;
b) повторение этапа а) до тех пор, пока не будет завершена укладка в стопу для формирования детали;
c) отверждение последнего слоя детали до требуемой степени отверждения.
2. Способ по п.1, отличающийся тем, что на этапах а) и b) отверждение композиционного материала выполняют посредством локального приложения тепла к нему после его размещения с использованием излучателя микроволн.
3. Инструмент (9) для изготовления деталей из композиционного материала вне автоклава согласно способу по п.1, отличающийся тем, что он содержит:
a) стол (11) для укладки в стопу, содержащий подвижную верхнюю поверхность (13), имеющую форму изготавливаемой детали;
b) подвижную головку (15) на упомянутом столе (11) для укладки в стопу, снабженную следующими средствами:
b1) автоматическим средством для размещения композиционного материала в виде лент (19) или пучков препрега;
b2) уплотняющим средством для уплотнения композиционного материала;
b3) средством (25) для излучения микроволн для отверждения композиционного материала во время укладки в стопу для формирования требуемой детали.
4. Инструмент (9) по п.3, отличающийся тем, что он выполнен таким образом, что перемещения головки (15) и верхней поверхности (13) стола (11) для укладки в стопу обеспечивают укладку в стопу для формирования требуемой детали.
5. Инструмент (9) по п.4, отличающийся тем, что он выполнен таким образом, что верхняя поверхность (13) может вращаться вокруг оси, расположенной в ее центре и перемещаться вдоль стола (11) для укладки в стопу, и головка может перемещаться вдоль всей ширины стола (11) для укладки в стопу.
6. Инструмент (9) по п.3, отличающийся тем, что упомянутое уплотняющее средство включает в себя ролик (39) и ультразвуковое устройство (41).
7. Инструмент (9) по п.3, отличающийся тем, что головка выполнена таким образом, что она может иметь любое рабочее состояние упомянутых средств.
8. Инструмент (9) по п.3, отличающийся тем, что головка выполнена таким образом, что порядок действий упомянутых средств может быть изменен.
9. Инструмент (9) по п.3, отличающийся тем, что головка выполнена таким образом, что расстояние между упомянутыми средствами может быть изменено.
10. Способ изготовления деталей из композиционного материала вне автоклава, отличающийся тем, что он включает в себя следующие этапы:
a) размещение композиционного материала в виде лент или пучков препрега на инструменте, имеющем форму изготавливаемой детали, его уплотнение после его размещения во время укладки в стопу до тех пор, пока не будет завершен слой детали, причем в процессе указанного размещения отверждают слой, расположенный под слоем, который находится в процессе укладки;
b) повторение этапа а) до тех пор, пока не будет завершена укладка в стопу для формирования детали; и
с) после завершения укладки в стопу отверждение детали посредством локального приложения тепла к ее поверхности с использованием излучателя микроволн.
11. Инструмент (9) для изготовления деталей из композиционного материала вне автоклава согласно способу по п.10, отличающийся тем, что он содержит:
a) стол (11) для укладки в стопу, содержащий подвижную верхнюю поверхность (13), имеющую форму изготавливаемой детали;
b) подвижную головку (15) на упомянутом столе (11) для укладки в стопу, снабженную следующими средствами:
b1) автоматическим средством для размещения композиционного материала в виде лент (19) или пучков препрега;
b2) уплотняющим средством для уплотнения композиционного материала;
b3) средством (25) для излучения микроволн для отверждения композиционного материала во время укладки в стопу для формирования требуемой детали.
12. Инструмент (9) по п.11, отличающийся тем, что он выполнен таким образом, что перемещения головки (15) и верхней поверхности (13) стола (11) для укладки в стопу обеспечивают укладку в стопу для формирования требуемой детали.
13. Инструмент (9) по п.12, отличающийся тем, что он выполнен таким образом, что верхняя поверхность (13) может вращаться вокруг оси, расположенной в ее центре и перемещаться вдоль стола (11) для укладки в стопу, и головка может перемещаться вдоль всей ширины стола (11) для укладки в стопу.
14. Инструмент (9) по п.11, отличающийся тем, что упомянутое уплотняющее средство включает в себя ролик (39) и ультразвуковое устройство (41).
15. Инструмент (9) по п.11, отличающийся тем, что головка выполнена таким образом, что она может иметь любое рабочее состояние упомянутых средств.
16. Инструмент (9) по п.11, отличающийся тем, что головка выполнена таким образом, что порядок действий упомянутых средств может быть изменен.
17. Инструмент (9) по п.11, отличающийся тем, что головка выполнена таким образом, что расстояние между упомянутыми средствами может быть изменено.
| US 3574040 А, 06.04.1971 | |||
| US 4186044 А, 29.01.1980 | |||
| US 6478926 B1, 12.11.2002 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1991 |
|
RU2094229C1 |
| US 4475976 А, 09.10.1984. | |||

