Изобретение относится к области изготовления деталей авиационного назначения на основе полимерных композиционных материалов (ПКМ) методом вакуумного формования.
В настоящее время полимерные композиционные материалы получили широкое распространение в самолетостроении, что объясняется уникальным сочетанием их свойств, таких как высокая прочность и низкая плотность.
Планер современного самолета, выполненный на основе полимерных композиционных материалов, состоит из множества отдельно формуемых деталей. Соединение этих деталей между собой производится различными способами. Существуют три основных вида соединений, применяемых в самолетостроении: клеевые, механические и комбинированные клеемеханические. Необходимость сборки планера из отдельных деталей обуславливает высокие требования к точности их размеров.
В планере самолета используются детали, представляющие собой длинномерные пустотелые конструкции с замкнутым контуром. К таким деталям могут относится лонжерон, рессора, короба для кабелей и др. Лонжерон стыкуется с металлическими кронштейнами, нервюрами, обшивками и другими деталями консоли крыла, короба также сопрягаются с элементами силового набора, на рессору устанавливаются металлические кронштейны. Любое отклонение от заданной геометрии стыкуемых деталей не позволит выполнить их сборку. Поэтому геометрическая точность композитных деталей авиационного назначения наряду с механическими характеристиками является важнейшим показателем их качества.
Известен способ изготовления деталей на основе ПКМ, который получил широкое распространение в самолетостроении и вертолетостроении - автоклавное формование [1, 2]. Технология автоклавного формования заключается в следующем: на подготовленную оснастку укладывается препрег. Оснастка устанавливается в вакуумный мешок и помещается в автоклав. К ней подводится вакуумная линия. Автоклав герметично закрывается, нагнетается избыточное давление 0,3-0,6 МПа и обеспечивается температура, необходимая для отверждения композита.
Главными преимуществами данного метода формования ПКМ являются обеспечение гладкой поверхности детали и ее высокой геометрической точности. Недостаток метода автоклавного формования заключается в том, что он довольно дорог вследствие необходимости использования специального оборудования - автоклава.
Известен способ изготовления композитных деталей методом вакуумного формования, принятый авторами за прототип [3]. Суть способа заключается в следующем: на предварительно пропитанный связующим армирующий материал или препрег укладываются вспомогательные материалы и вакуумная пленка. В дальнейшем внутри вакуумного мешка создается разряжение, которое способствует удалению воздуха и обеспечивает давление формования.
Поскольку данный метод не требует наличия дорогостоящего оборудования его использование для получения деталей из ПКМ является целесообразным с точки зрения экономической эффективности. Однако, данный способ имеет существенный недостаток - низкая геометрическая точность формуемых деталей, выражающаяся в следующем:
- наличие волнистости на поверхности композитных деталей;
- наличие локальных утолщений в местах сращивания заготовок тканного армирующего материала;
- несоответствие между внутренним и внешним радиусами в области скругленного угла детали;
- отклонение по толщине.
Технология вакуумного формования предполагает изготовление композитных деталей на открытой оснастке, использование которой приводит к тому, что у готовой детали сторона, прилегающая к оснастке (лицевая), имеет структуру поверхности отличную от обратной стороны, на которую устанавливался вакуумный пакет (фиг. 1).
Лицевая сторона достаточно точно воспроизводит геометрию, задаваемую оснасткой. В то время как обратная сторона детали характеризуется наличием волнистости. Волнистость - совокупность, расположенных на обратной стороне детали, периодически повторяющихся неровностей. Волнистость композиционного материала формируется в результате наследования волнистой структуры ткани, образованной основными и уточными перекрытиями.
В процессе выкладки тканного материала в оснастку сращивание его краев при вырезании складки или при соединении двух заготовок осуществляется «внахлест» (фиг. 2). При формовании детали на открытой оснастке с вакуумным пакетом при давлении не более 0,1 МПа это приводит к образованию локального утолщения по всей площади перехлеста.
При формовании композитной детали на открытой оснастке позитивного типа в области скругления угла детали внутренний радиус скругления (Rвнут.) не соответствует внешнему (Rвнеш). (фиг. 3).
Несоответствие внешнего и внутреннего радиусов объясняется повышенным давлением формования, создаваемым в области скругления угла.
Толщина композитной детали изготовление которой выполняется автоклавным и безавтоклавными методами зависит от давления формования [5]. Использование метода автоклавного формования, позволяющего формовать изделия при давлении до 0,7 МПа, способствует получению наименьшей толщины композита по сравнению с безавтоклавными методами. Вакуумное формование, создающее давление ~ 0,1 МПа, позволяет получать детали с толщиной ~ 120% от соответствующей характеристики изделий, сформованных в автоклаве. При этом для деталей, полученных методом вакуумного формования характерен разброс значений толщины до 20%.
В связи с перечисленными недостатками технология вакуумного формования практически не используются для изготовления авиационных деталей.
Технической задачей настоящего изобретения является обеспечение высокой геометрической точности деталей, изготавливаемых методом вакуумного формования.
Техническая задача решается за счет сращивания краев препрега при его укладке на оснастку «встык». При этом для формирования радиусных зон и плоскостей со стороны вакуумного пакета устанавливаются формозадающие технологические вставки - цулаги, которые равномерно распределяют давление формования. Уплотнение преформы при подформовке и окончательном отверждении осуществляется при помощи установки на собранный пакет слоев цулаг с их обмоткой термоусадочной лентой и установкой вакуумного пакета с последующим поддержанием в нем остаточного давления на уровне не более 0,3 кПа при температуре переработки или отверждения связующего.
Анализ зависимости относительной прочности σр/σрн (отношение прочности углепластика к прочности углепластика, армированного непрерывным тканным материалом) при растяжении образцов углепластика на основе ткани 22502 от количества срощенных участков (фиг. 4) показывает, что увеличение количества близкорасположенных сращиваний приводит к снижению прочности ПКМ не зависимо от способа соединения краев тканного армирующего материала. Выполнение сращивания краев препрега «в стык» позволяет предотвратить образование утолщения, что препятствует локальному отклонению фактической геометрии детали от заданной геометрии. Кроме того, данный способ не приводит к ощутимому снижению прочности ПКМ по сравнению с аналогичным композитом, соединение краев армирующего материала в котором выполнялось «внахлест».
Известен способ формования деталей из ПКМ с использованием цулаг [4]. Применяемые в данных способах цулаги представляют собой оболочки-контуры, практически полностью покрывающие поверхность преформы, с рифлением и канавками, обеспечивающими эвакуацию воздуха, а также перфорацией для отжима избытка связующего и последующего его удаления.
Данный способ имеет следующий недостаток. Проектирование и изготовление цулаг, точно задающих форму всей поверхности детали и имеющих перфорацию, канавки, а также рифление, является сложной задачей, решение которой требует больших материальных затрат.
Предлагаемые в настоящем изобретении цулаги представляют собой формозадающую технологическую вставку (табл. 1) для формирования наиболее ответственных участков детали - плоскостей и радиусных зон при использовании открытой оснастки позитивного типа.
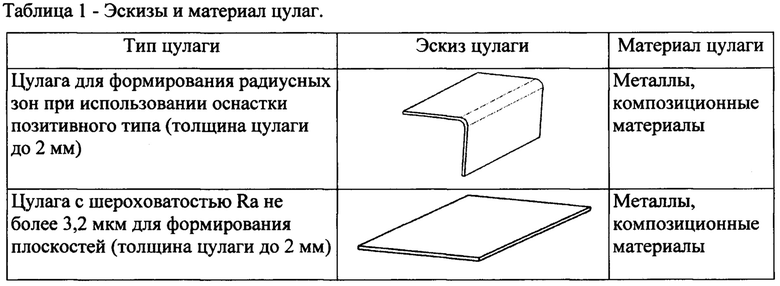
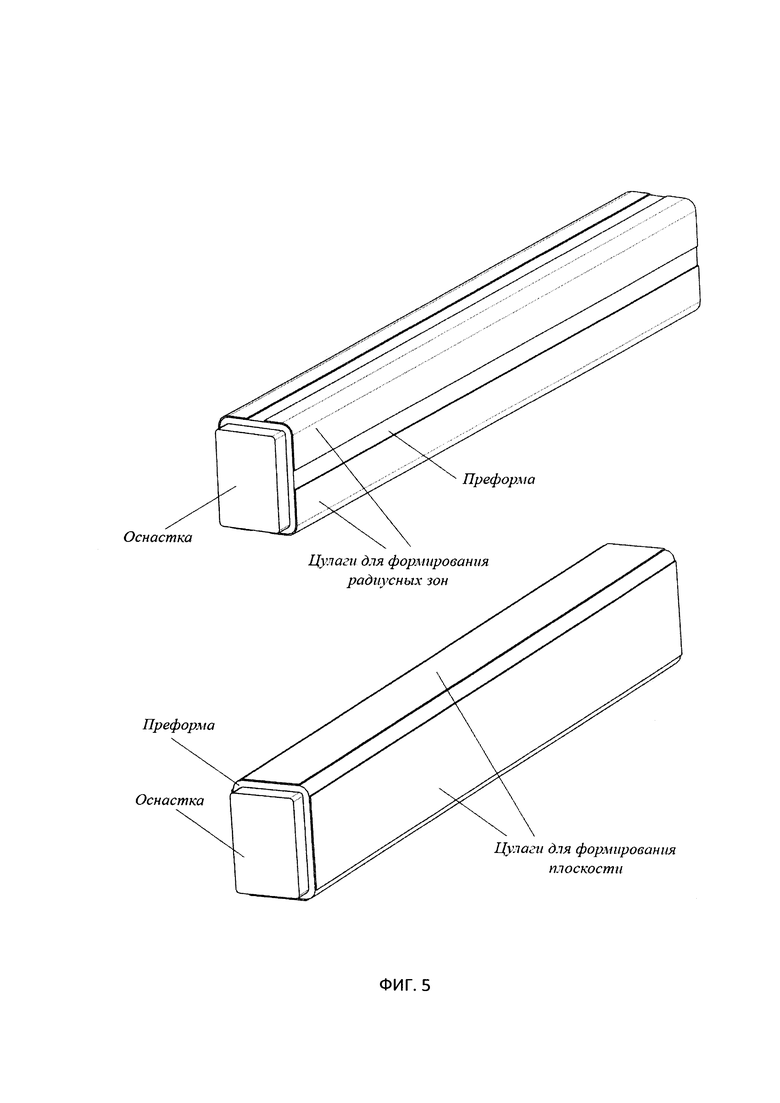
Установка на набранный пакет слоев предлагаемых в настоящем изобретении цулаг позволяет равномерно распределить давление формования в области их контакта с преформой (фиг. 5) и тем самым снизить волнистость, а также несоответствие между внешним и внутренним радиусами в области скругленного угла. Это позволяет обеспечить высокую геометрическую точность композитных деталей, изготавливаемых методами вакуумной инфузии и вакуумного формования.
С целью обеспечения геометрической точности одной или нескольких радиусных зон в процессе подформовок и окончательного формования используются цулаги для формирования радиусных зон. Если требуется обеспечить заданную геометрию плоскостных участков детали, то при подформовках и окончательном формовании используются цулаги для формирования плоскостей. Для обеспечения геометрической точности радиусных зон и плоскостей детали при проведении подформовок и окончательном формовании поочередно используются цулаги для формирования плоскостей и радиусных зон. То есть часть операций, связанных с уплотнением преформы, выполняются с цулагами одного типа, оставшиеся операции - с цулагами другого типа.
Конструкция предлагаемых цулаг значительно проще по сравнению с цулагами, описанными в [4], что обеспечивает низкую трудоемкость и материалоемкость их изготовления. Данные цулаги могут с одинаковой эффективностью быть применены в процессах вакуумной инфузии, вакуумного и автоклавного формования.
При формовании длинномерных пустотелых деталей с замкнутым контуром методом вакуумного формования в рамках предложенного способа основное давление на цулаги создается посредством термоусадочной ленты. Намотанная поверх цулаг термоусадочная лента в процессе термообработки сжимается и уплотняет преформу. При этом давление формования может доходить до 0,5 МПа, что значительно превышает давление, создаваемое вакуумными методами. Высокое давление способствует лучшему уплотнению преформы и, как следствие, снижению разброса толщины детали до 5-9%. Таким образом, совместное использование цулаг и термоусадочной ленты позволяет обеспечить высокую геометрическую точность формуемых деталей.
Использование термоусадочной ленты для вакуумного формования практически полностью сводит функции вакуумирования к удалению находящегося в преформе воздуха.
Для обеспечения геометрической точности деталей с толщиной более 4 мм в рамках предложенного способа используется подформовка, представляющая собой уплотнение преформы после укладки каждых 4-8 слоев препрега. Подформовка выполняется следующим образом. На преформу укладываются цулаги с последующей их обмоткой термоусадочной пленкой и установкой вакуумного пакета. Затем преформа вакуумируется в течение 20-30 минут при повышенной температуре.
Подформовка позволяет осуществлять последовательное уплотнение каждого уложенного пакета слоев, тем самым минимизировав зазоры между ними и, как следствие, обеспечив высокую геометрическую точность изделия.
Предложенный способ, включающий в себя совместное использование цулаг, термоусадочной ленты и вакуумного пакета, также подходит для автоклавного формования. Данный способ может быть использован для изготовления высокоточных деталей любого назначения.
Ниже приведены конкретные примеры реализации изобретения.
Пример 1
Методом вакуумного формования изготовлена стеклопластиковая рессора - длинномерная пустотелая деталь с замкнутым контуром толщиной ~ 12 мм. Формование детали выполнялось на оснастке позитивного типа, сращивание краев препрега при его укладке в оснастку выполнялось «внахлест». Собранная на оснастке преформа была помещена в вакуумный пакет. Отверждение рессоры осуществлялось при максимальной температуре 180°С при остаточном давлении в вакуумном пакете 25 кПа. На готовой детали отмечено наличие локальных утолщений, образованных перехлестами в местах сращивания краев препрега, в том числе и в радиусных зонах. Внешние радиуса скругления детали, формируемые со стороны вакуумного пакета, отличались от заданных значений более чем на 60%. При этом разброс фактических значений Rвнеш характеризовался коэффициентом вариации 28,1%. Толщина детали колебалась в интервале от 10,9 до 12,6 мм, что обусловлено волнистостью и недостаточным давлением формования.
Наличие локальных утолщений, разница между максимальным и минимальным значениями толщины детали 1,7 мм, а также существенные различия между внутренним и внешним радиусами являются свидетельством низкой геометрической точности деталей.
Пример 2
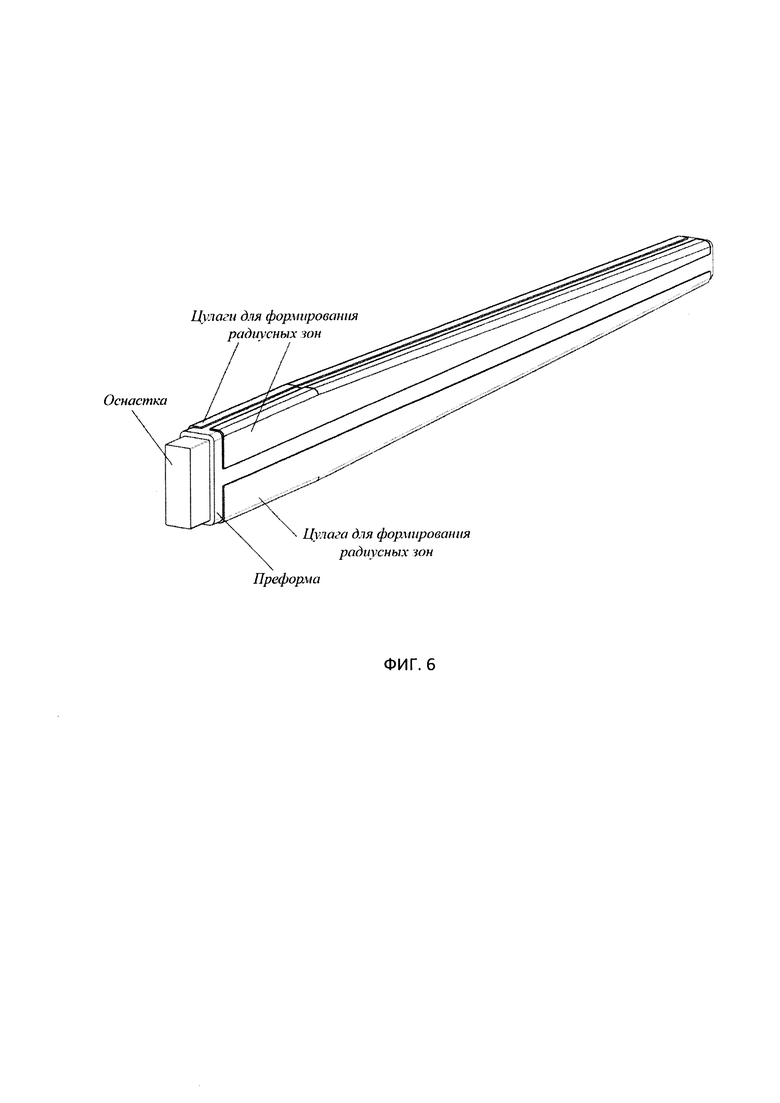
Методом вакуумного формования в соответствии с предлагаемым способом изготовлена стеклопластиковая рессора - длинномерная пустотелая деталь с замкнутым контуром толщиной ~ 12 мм. Формование детали выполнялось на оснастке позитивного типа. Сращивание краев ткани при ее укладке в оснастку выполнялось «встык». В процессе укладки преформы было проведено 6 подформовок с цулагами для формирования плоскостей. Давление при подформовке создавалось при помощи совместного использования термоусадочной ленты и вакуумирования. Температурно-временной режим подформовки - (110-120)°С в течение (25±5) мин. Остаточное давление в вакуумном пакете при подформовке 28 кПа. Окончательное формование осуществлялось с цулагами для формирования радиусных зон (фиг. 6). Давление при окончательном формовании рессоры создавалось при помощи совместного использования термоусадочной ленты и вакуумирования.
На готовой рессоре отмечено отсутствие локальных утолщений. Волнистость поверхности в зоне установки цулаг была незначительной, радиусные зоны полностью соответствуют заданной геометрии. Разброс фактических значений Rвнеш характеризовался коэффициентом вариации 7,2%. Толщина детали колебалась в интервале от 11,3 до 11,9 мм. Все вышеперечисленное является свидетельством высокой геометрической точности детали.
Пример 3
Методом автоклавного формования в соответствии с предлагаемым способом изготовлен стеклопластиковая рессора - длинномерная пустотелая деталь с замкнутым контуром толщиной ~ 12 мм. Формование детали выполнялось на оснастке позитивного типа. Сращивание краев ткани при ее укладке в оснастку выполнялось «встык». В процессе укладки преформы было проведено 6 подформовок с цулагами для формирования плоскостей. Давление при подформовке создавалось при помощи совместного использования термоусадочной ленты и вакуумирования. Температурно-временной режим подформовки - (110-120)°С в течение (25±5) мин. Остаточное давление в вакуумном пакете при подформовке 20-30 кПа. Окончательное формование осуществлялось в автоклаве с цулагами для формирования радиусных зон. Давление при окончательном формовании рессоры создавалось при помощи совместного использования термоусадочной ленты, вакуумирования и автоклава.
На готовой рессоре отмечено отсутствие локальных утолщений. Волнистость поверхности в зоне установки цулаг была незначительной, радиусные зоны полностью соответствуют заданной геометрии. Толщина детали колебалась в интервале от 11,1 до 11,5 мм. Все вышеперечисленное является свидетельством высокой геометрической точности детали.
Пример 4
Методом вакуумного формования в соответствии с предлагаемым способом изготовлена длинномерная пустотелая деталь с замкнутым контуром толщиной ~ 5 мм на основе углепластика. Формование детали выполнялось на оснастке позитивного типа. Сращивание краев ткани при ее укладке в оснастку выполнялось «встык». В процессе укладки преформы было проведено 2 подформовки с цулагами для формирования плоскостей и 2 с цулагами для формирования радиусных зон. Давление при подформовке создавалось при помощи совместного использования термоусадочной ленты и вакуумирования. Температурно-временной режим подформовки - (90-110)°С в течение (25±5) мин. Остаточное давление в вакуумном пакете при подформовке 20-30 кПа. Окончательное формование осуществлялось с цулагами для формирования радиусных зон. Давление при окончательном формовании рессоры создавалось при помощи совместного использования термоусадочной ленты и вакуумирования.
На готовой детали отмечено отсутствие локальных утолщений. Волнистость поверхности в зоне установки цулаг была незначительной, радиусные зоны полностью соответствуют заданной геометрии. Толщина детали колебалась в интервале от 4,9 до 5,3 мм. Все вышеперечисленное является свидетельством высокой геометрической точности детали.
Пример 5
Методом вакуумного формования в соответствии с предлагаемым способом изготовлена длинномерная пустотелая деталь с замкнутым контуром толщиной ~ 4 мм на основе органопластика. Формование детали выполнялось на оснастке позитивного типа. Сращивание краев ткани при ее укладке в оснастку выполнялось «встык». В процессе укладки преформы были проведены 2 подформовки с цулагами для формирования плоскостей. Давление при подформовке создавалось при помощи совместного использования термоусадочной ленты и вакуумирования. Температурно-временной режим подформовки - (90-110)°С в течение (25±5) мин. Остаточное давление в вакуумном пакете при подформовке 20-30 кПа. Окончательное формование осуществлялось с цулагами для формирования плоскостей. Давление при окончательном формовании рессоры создавалось при помощи совместного использования термоусадочной ленты и вакуумирования.
На готовой детали отмечено отсутствие локальных утолщений. Волнистость поверхности в зоне установки цулаг была незначительной, радиусные зоны полностью соответствуют заданной геометрии. Толщина детали колебалась в интервале от 3,6 до 4,1 мм. Все вышеперечисленное является свидетельством высокой геометрической точности детали.
Источники информации
1. Г.Ф. Железина, С.И. Войнов, П.И. Плетинь, Е.А. Вешкин, Р.А. Сатдинов. Разработка и производство конструкционных органопластиков для авиационной техники // Известия Самарского научного центра Российской академии наук. - 2012. - т. 14. - №4 (2).
2. Кирпичев Н.С. Патент RU 2217309. Способ формования агрегатов из композиционного материала и оснастка для его осуществления.
3. Механика и технология композиционных материалов: Научное издание / С.Л. Баженов - Долгопрудный: Издательский Дом «Интеллект», 2014. - 328 с.
4. Криничный В.И. Патент RU 2348525 С1. Устройство для формования изделий из полимерных композиционных материалов.
5. Yousaf Z. Investigation of deformation behaviour of dry textiles under forming forces by computed tomography.: Thesis… doctor of Philosophy. Manchester, 2014. - 202 p.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВАНИЯ КОМПОЗИТНОЙ КОНСТРУКЦИИ ДВУТАВРОВОГО СЕЧЕНИЯ | 2023 |
|
RU2820650C1 |
| Способ изготовления слоистых трубчатых изделий из композиционных материалов на основе неотвержденного полимерного связующего | 2021 |
|
RU2778930C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ СЛОИСТЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2005 |
|
RU2286253C1 |
| Способ изготовления эластичного формующего элемента | 2020 |
|
RU2743700C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЖУХА ЗУБЧАТОЙ ПЕРЕДАЧИ ЛОКОМОТИВА | 2023 |
|
RU2825006C1 |
| Цулага для формирования деталей из полимерных композиционных материалов | 2022 |
|
RU2787657C1 |
| Способ изготовления формующей оснастки в виде комплекта единичных тонкостенных цулаг из полимерных композиционных материалов | 2022 |
|
RU2787625C1 |
| СПОСОБ ФОРМОВАНИЯ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С ИСПОЛЬЗОВАНИЕМ ДВОЙНОГО ВАКУУМНОГО ПАКЕТА | 2014 |
|
RU2579380C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ СЛОИСТЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2424115C1 |
| Устройство для вакуумавтоклавного формования | 1982 |
|
SU1039730A1 |


Изобретение предназначено для изготовления деталей авиационного назначения на основе полимерных композиционных материалов методом вакуумного формования. Способ состоит из ручной укладки заданного количества слоев препрега на оснастку, последующего отверждения собранной преформы при повышенной температуре, для обеспечения высокой степени приближения фактической геометрии изделия к заданной геометрии сращивание краев препрега при его укладке на оснастку выполняется «встык», для формирования радиусных зон и плоскостей со стороны вакуумного пакета устанавливаются формозадающие технологические вставки - цулаги, которые равномерно распределяют давление формования, уплотнение преформы при подформовке и окончательном отверждении осуществляется при помощи установки цулаг на собранный пакет слоев с их обмоткой термоусадочной лентой и установкой вакуумного пакета с последующим поддержанием в нем остаточного давления на уровне не более 0,3 кПа при температуре переработки или отверждения связующего. Технический результат заключается в изготовлении с высокой геометрической точностью деталей авиационного назначения на основе полимерных композиционных материалов методом вакуумного формования. 7 з.п. ф-лы, 6 ил.
1. Способ изготовления длинномерной пустотелой композитной детали с замкнутым контуром состоит из ручной укладки заданного количества слоев препрега на оснастку и последующего отверждения собранной преформы при повышенной температуре, отличающийся тем, что для обеспечения высокой степени приближения фактической геометрии изделия к заданной геометрии сращивание краев препрега при его укладке на оснастку выполняется «встык», для формирования радиусных зон и плоскостей со стороны вакуумного пакета устанавливаются формозадающие технологические вставки - цулаги, которые равномерно распределяют давление формования, уплотнение преформы при подформовке и окончательном отверждении осуществляется при помощи установки цулаг на собранный пакет слоев с их обмоткой термоусадочной лентой и установкой вакуумного пакета с последующим поддержанием в нем остаточного давления на уровне не более 0,3 кПа при температуре переработки или отверждения связующего.
2. Способ по п. 1, отличающийся тем, что для обеспечения геометрической точности деталей с толщиной более 4 мм используется подформовка, представляющая собой уплотнение преформы после укладки каждых 4-8 слоев препрега, суть подформовки заключается в том, что на преформу укладываются цулаги с последующей их обмоткой термоусадочной пленкой и установкой вакуумного пакета, затем преформа вакуумируется в течение 20-30 минут при повышенной температуре.
3. Способ по п. 1, отличающийся тем, что его применение возможно при изготовлении стеклопластиковых, углепластиковых и органопластиковых изделий.
4. Способ по п. 1, отличающийся тем, что его можно использовать при изготовлении деталей методом автоклавного формования.
5. Способ по п. 1, отличающийся тем, что используемые цулаги представляют собой простые в изготовлении конструкции.
6. Способ по п. 1, отличающийся тем, что для обеспечения геометрической точности одной или нескольких радиусных зон в процессе подформовок и окончательного формования используются цулаги для формирования радиусных зон.
7. Способ по п. 1, отличающийся тем, что для обеспечения заданной геометрии плоскостных участков детали при подформовках и окончательном формовании используются цулаги для формирования плоскостей.
8. Способ по п. 1, отличающийся тем, что для обеспечения геометрической точности радиусных зон и плоскостей детали при проведении подформовок и окончательном формовании поочередно используются цулаги для формирования плоскостей и радиусных зон.
| СПОСОБ ФОРМОВАНИЯ АГРЕГАТОВ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И ОСНАСТКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2217309C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2348525C1 |
| Устройство для соединения встык полотен | 1971 |
|
SU502600A3 |
| US 8795578 B2, 05.08.2014 | |||
| US 4740342 A1, 26.04.1988. | |||

