Настоящее изобретение относится к процессу формования табачного сырья под высоким давлением. Более точно, изобретение относится к получению измельченного табачного сырья или волокнистого табачного сырья, которое может использоваться для изготовления курительных изделий.
При подготовке табака, т.е. в ходе процессов подготовки, осуществляемых до фактического изготовления и упаковки папирос, наиболее важные виды табачного сырья, а именно табачные листья и жилки табачных листьев, подвергают нескольким стадиям переработки, прежде чем их можно использовать для изготовления курительных изделий. Используемые жилки, а также крупнозернистые или не полностью измельченные необработанные жилки (отсев) с большим трудом поддаются переработке стандартными средствами (измельчителями, скрашивателями) с целью получения оптимального результата, иными словами, измельченного табачного сырья, которое может использоваться в качестве сырья для курительных изделий. Образуется слишком много мелких частиц или пылинок, и/или необходимы длительные сроки промежуточного хранения.
Технологии подготовки жилок, позволяющие перерабатывать жилки в тонкий слой табака, описаны, например, в заявках DE 4005656 С2 и DE 4325497 А1. Такие технологии позволяют получать продукт с заполняющей способностью в пределах от умеренной до низкой и сенсорными свойствами. В заявке DE 10065132 А1 описан способ получения агломератов, в котором из мельчайших частиц табака получают более крупные совокупности частиц. С этой целью должны использоваться связующие вещества, и такой способ неприменим для переработки более крупнозернистого табачного сырья (такого как, например, жилки или отсев).
В заявке DE 102004059388 А1 описан способ получения волокон из табачного сырья, в частности из жилок или отсева. С этой целью исходное табачное сырье нагревают и подвергают действию повышенного давления с использованием винтового транспортера, выпускное отверстие которого имеет срезающий зазор. В результате переработки материала по мере его выхода через срезающий зазор, которая сопровождается мгновенным испарением, получают табачное сырье в виде волокон.
Одной из задач изобретения является создание способа получения измельченного табачного сырья, который обеспечивает получение продукта более высокого качества, чем это достижимо известными из уровня техники способами. В частности, качество получаемого табачного сырья должно быть таково, чтобы его можно непосредственно использовать для машинного производства папирос, и, в частности, даже отвечать требованиям к табачному сырью, используемому в самостоятельно скручиваемых папиросах. За счет одного из особых признаков также должен сводиться к минимуму износ по сравнению с известными из уровня техники устройствами.
Эта задача изобретения решена с помощью способа, охарактеризованного в п.1, и устройства, охарактеризованного в п.11. В зависимых пунктах охарактеризованы предпочтительные варианты осуществления изобретения.
Исходным табачным сырьем может являться в основном крупнозернистое табачное сырье, в частности, с размером частиц более 2 мм. Им могут являться жилки табачных листьев или отсев, в частности жилки размером более 2 мм. В связи с этим следует отметить, что в качестве табачного сырья могут использоваться необработанные жилки, отсев, короткие стебли или волокна из стеблей, а также обрезки (мелкие частицы табачных листьев), другие мелкие частицы табака, табачная пыль или смесь перечисленных компонентов.
В основе предложенного в изобретении способа получения измельченного табака лежат следующие стадии. На одной из стадий способа исходное табачное сырье нагревают и подвергают действию первого повышенного давления. На следующей стадии способа табачное сырье нагнетают насосом при втором повышенном давлении, превышающем первое повышенное давление, и, наконец, нагретое табачное сырье под давлением увеличивают в объеме и подают через формообразующий инструмент.
Стадия нагнетания насосом помогает значительно повысить давление (приведенные далее цифры превышают атмосферное давление) до увеличения сырья в объеме и его подачи через формообразующий инструмент, за счет чего обеспечивается оптимальный технологический режим для получения даже еще более высококачественного продукта. Поскольку может быть создано очень высокое давление, недостижимое в известных из уровня техники устройствах, упомянутых выше (винтовых транспортерах), это помимо всего прочего обеспечивает высокую степень свободы выбора формообразующего инструмента. Кроме того, возможен режим работы с малым износом. Особенности преимущественных механизмов, предложенных в изобретении, будут подробно описаны далее.
В одном из вариантов осуществления изобретения табачное сырье нагнетают насосом до достижения второго повышенного давления преимущественно без повышения температуры сырья. Процесс нагнетания насосом допускает такой подход.
В одном из вариантов осуществления изобретения на первой стадии способа исходное табачное сырье нагревают до температуры 60-180°С, в частности, 100-140°С, и подвергают действию давления от 10 до 200 бар, в частности, 1-100 бар, более точно, 1-50 бар. На второй стадии способа повышают давление до 100-700 бар, в частности, до 200-700 бар, более точно, свыше 200-700 бар.
По мере прохождения через формообразующий инструмент табачное сырье увеличивается в объеме до достижения атмосферного давления, для чего используют, в частности, регулируемое мгновенное испарение.
На второй стадии табачное сырье может подаваться через поршневой насос прямого вытеснения, в частности шестеренчатый насос.
По мере прохождения через формообразующий инструмент из табачного сырья преимущественно формуют волокна, в частности превращают в волокна, а формообразующим инструментом может являться, например, выпускной зазор, срезающий зазор, матрица или насадка. За счет технологического режима, достижимого путем нагнетания насосом до достижения второго повышенного давления, может быть устранен риск закупоривания и обеспечена большая свобода выбора инструментов, что является крупным преимуществом, поскольку это также обеспечивает большую свободу выбора формы, придаваемой табачному сырью.
На первой стадии способа исходное табачное сырье подвергают действию давления с помощью механических средств, в частности, в особенности, с помощью транспортерного винта или шнека нагнетания, который под давлением подает сырье на выход винтового транспортера, в частности, который может быть нагрет.
После дополнительной переработки табачное сырье может использоваться непосредственно в качестве сырья для курительных изделий, в особенности, если исходным табачным сырьем является отсев. Тем не менее, оно также может быть подвергнуто фильтрации, в особенности, если исходным сырьем являются неочищенные жилки. В этом случае отделенное сырье может быть повторно использовано в предложенном в изобретении способе, а не отделенный остаток, может быть направлен непосредственно для дальнейшей переработки в качестве курительного сырья.
Предложенное в изобретении устройство для получения измельченного табачного сырья имеет камеру высокого давления, в частности, которая может быть нагрета и которая имеет впускное отверстие для табачного сырья, выпускное отверстие для табачного сырья и транспортное устройство для транспортировки табачного сырья от впускного отверстия до выпускного отверстия и доведения давления сырья до первого повышенного давления. Оно также имеет формообразующий инструмент, с помощью которого нагретое табачное сырье под давлением транспортируют и увеличивают в объеме, при этом в целях изобретения между камерой высокого давления и формообразующим инструментом предусмотрен механический насос, который нагнетает табачное сырье до достижения второго повышенного давления, превышающего первое повышенное давление.
С помощью предложенного в изобретении устройства могут быть достигнуты те же преимущества, которые упомянуты применительно к предложенному в изобретении способу.
Механическим насосом может являться гидростатический поршневой насос прямого вытеснения, в частности шестеренчатый насос.
Формообразующим инструментом является инструмент, который превращает табачное сырье в волокна, в частности режет его на волокна, при этом он может иметь, в частности, выпускной зазор, срезающий зазор, матрицу или насадку.
В одном из вариантов осуществления изобретения камера высокого давления образует или имеет нагреваемый винтовой транспортер, в частности шнек нагнетания, который служит транспортным устройством для транспортировки табачного сырья от впускного отверстия до выпускного отверстия.
Изобретение также относится к применению устройства описанного выше типа для получения волокнистого табачного сырья, в частности для превращения табачного сырья в волокна. Другой вариант осуществления относится к применению такого устройства для получения тонко нарезанного табачного сырья, в частности, для применения в самостоятельно скручиваемых папиросах. Настоящее изобретение дополнительно относится к одному из упомянутых применений, при этом способ описанного выше типа осуществляют различным образом.
Следует отметить, что в объем изобретения могут входить один или несколько из следующих признаков:
исходным табачным сырьем является крупнозернистое табачное сырье, в частности, с размером частиц более 2 мм;
исходным табачным сырьем являются жилки табачных листьев или отсев, в частности, жилки размером более 2 мм;
исходное табачное сырье перерабатывают без добавления инородных для табака структурирующих веществ;
время пребывания табачного сырья на протяжении непрерывной циркуляции составляет менее трех минут, в частности менее двух минут, предпочтительно менее одной минуты;
по мере транспортировки сырья до формообразующего инструмента его подвергают предварительной грубой резке или измельчению в волокна в камере высокого давления;
если используется срезающий зазор, он смыкается и периодически размыкается под давлением табачного сырья, или табачное сырье непрерывно подают через срезающий зазор;
по мере прохождения табачного сырья через срезающий зазор происходит относительное перемещение (боковое перемещение) его стенок;
до или во время нагрева и повышения давления на первой стадии способа осуществляют кондиционирование или увлажнение табачного сырья, за счет чего содержание влаги в сырье повышается с 9-12% примерно до 20-30%;
после увеличения в объеме и прохождения через формообразующий инструмент табачное сырье имеет содержание влаги приблизительно 14-18%;
табачное сырье охлаждают при комнатной температуре и атмосферном давлении, пока содержание влаги в табачном сырье не будет составлять приблизительно 12-16%;
если используется срезающий зазор, стенки зазора имеют шероховатую структуру или профилирование;
шаг резьбы шнека нагнетания является более крутым в направлении выпускного отверстия и
выше по потоку предложенного в изобретении устройства предусмотрена система обработки под давлением, в частности система обработки под давлением камеры винтового транспортера, которая расположена в корпусе самой камеры высокого давления или корпусе, расположенном выше по потоку.
Далее изобретение будет более подробно описано со ссылкой на теоретические соображения и на примере одного из вариантов осуществления. Все описанные признаки могут быть использованы по отдельности или в любом практически осуществимом сочетании. На приложенных чертежах показано следующее:
на фиг.1 - предложенное в изобретении устройство для получения измельченного табачного сырья,
на фиг.2 - кривая зависимости давления и скорости пропускания, характерная для формообразующего инструмента;
на фиг.3 - диаграмма массового расхода винтового транспортера под действием давления, на которой выделены различные части потока;
на фиг.4 - кривая, отображающая содержание влаги в табачном сырье на выходе из винтового транспортера (экструдера) в зависимости от температуры перед выходом из экструдера;
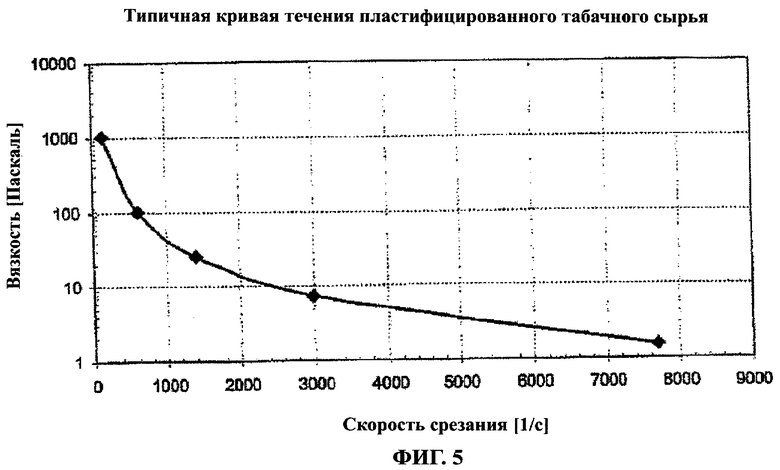
на фиг.5 - типичная кривая течения пластифицированного табачного сырья и
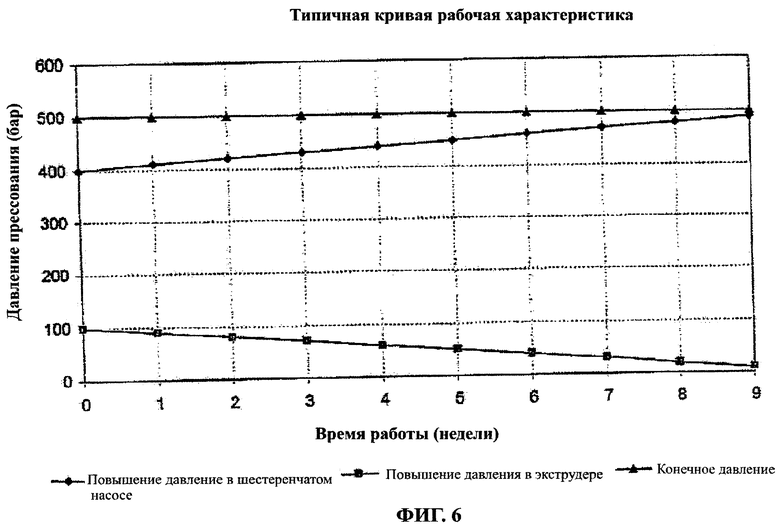
на фиг.6 - типичная кривая - рабочая характеристика (давление прессования и длительность цикла) в одном из вариантов осуществления предложенного в настоящем изобретении устройства.
Предложенное в изобретении устройство, проиллюстрированное на фиг.1, имеет винтовой транспортер, обозначенный позицией 1. Винтовой транспортер имеет транспортерный винт 5, который установлен на валу 3 и помещается в корпусе 2 (камере высокого давления). В одном из примеров осуществления в винтовой транспортер 1 загружают жилки табачных листьев и транспортируют посредством винта 5, а именно влево в направлении выпускного отверстия 6 винтового транспортера 1. При этом подготовленные жилки подвергают предварительной резке и на выходе механическим способом воздействуют на них повышенным давлением, которое может достигать 200 бар.
К выпускному отверстию 6 винтового транспортера 1 примыкает шестеренчатый насос 7, которым в этом примере является гидростатический поршневой насос прямого вытеснения. Сначала жилки через впускное отверстие 8 в корпусе 9 поступают в насос 7, а затем их подают вперед с помощью двух шестерен 11 и 13 насоса и прессуют. Прессование, т.е. повышение давления, осуществляется за счет пространств между шестернями, которое уменьшается, в результате чего из выпускного отверстия 10 насоса выходит табачное сырье, которое хорошо спрессовано или находится под очень высоким давлением (вторым повышенным давлением). Давление на выпускном отверстии 10 насоса и на впускном отверстии 8 насоса измеряют и контролируют с помощью датчиков 17 и 15 давления, соответственно. Может быть установлен режим работы насоса, позволяющий влиять на это давление и при необходимости корректировать его.
Из выпускного отверстия 10 насоса табачное сырье поступает в формообразующий инструмент, который обозначен позицией 23 на фиг.1. Он имеет неподвижный внутренний конус 19 и наружный конус 21, который является неподвижным, но установлен также с возможностью осевого перемещения. Внутренний конус 19 и наружный конус 21 прибора образуют зазор 25, через который из устройства может под высоким давлением выходить табачное сырье, увеличивающееся в объеме за счет мгновенного испарения и приобретающее желаемую волокнистую структуру.
Таким образом, изобретение относится к резке на волокна (превращению в волокна) и преобразованию табачного сырья, осуществляемому с помощью описанного выше устройства, с целью придания частицам табака формы волокон. Отличительной особенностью процесса является режим работы с особо низким износом и повышенной гибкостью. Крупные частицы табака режут, необязательно вместе с мелкими или очень мелкими частицами, которые уже содержатся в исходном сырье или по мере необходимости добавляют в него, формуют с помощью инструмента и получают волокна. Особо выгодной является эксплуатационная надежность такого устройства с точки зрения вызывающих износ свойств перерабатываемого материала, в особенности, поскольку отсутствуют ограничения на выбор его состава. Табачное сырье, получаемое с помощью предложенных в изобретении способа и устройства, может использоваться непосредственно для изготовления курительных изделий, при этом по своей форме и цвету оно не отличается от измельченного табака. Таким образом, изобретение применимо для изготовления самодельных курительных изделий (далее также называемых самостоятельно скручиваемыми изделиями (RYO, от английского - Roll-Your-Own Products) или самостоятельно изготавливаемыми изделиями (MYO, от английского - Make-Your-Own Products)) с малой шириной торца, поскольку прибор является гибким и, в частности, также могут использоваться приборы с очень малыми каналами для применения при особо высоком давлении.
Помимо всего прочего в основу изобретения положены следующие теоретические соображения.
Известные способы, например, такие как описаны в упомянутой заявке DE 10 2004 059 388 А1, не позволяют по меньшей мере непосредственно создавать такое давление, которое в действительности желательно для получения оптимизированного табачного сырья. Как показали наблюдения в ходе работы над настоящим изобретением, это может быть объяснено, во-первых, тем, что повышение давления сопровождается повышением температуры вследствие увеличения образующейся энергия сдвига, количество которой зависит от материала и винтового транспортера. Во-вторых, конструкция заданного прибора зависит от предварительно созданного давления, поскольку падение давления, заданное свободным поперечным сечением прибора, и массовым расходом табачного сырья находятся в пропорциональной взаимозависимости, как это показано, например, на фиг.2. Чтобы получить табачное сырье со структурой, отвечающей самым высоким требованиям к качеству, например, со структурой для RYO или MYO, необходимо очень высокое предварительно созданное давление в приборе (в камере высокого давления винтового транспортера), поскольку срезающие зазоры имеют очень малые поперечные сечения. Это относится к случаю, когда используется, например, только один винтовой транспортер и примыкающий прибор с одним срезающим зазором. Чтобы обеспечить возможность работы с такими же массовыми расходами, необходимо значительно повысить давление в камере, как это показано на фиг.2.
Такое давление в принципе не может быть создано винтовым транспортером (экструдером). Одной из причин этого является то, что так называемый обратный поток (сумма противопотока и просачивающегося потока), преобладает над главным потоком, как это показано на фиг.3, и, следовательно, прекращает транспортирование. Тем не менее, с учетом конструкции такой обратный поток невозможно предотвратить. Вместе с тем, на соотношение обратного потока продукта и транспортируемого продукта существенно влияет необходимое давление на выходе из камеры, характер износа устройства (винта), сказывающийся на потоке через срезающий канал и соответствующие свойства табачного сырья (вязкость).
Другая сложность состоит в энергии, вырабатываемой при срезании, которое сопровождает транспортирование, и связанным с этим повышением температуры транспортируемого материала. При температуре 200°С и давлении 200 бар, достигаемых в обычных устройствах, продукт уже может быть поврежден. Ожидаемая высокая температура продукта при еще более высоком давлении привела бы к разрушению структуры после изоэнтальпического сброса давления согласно принципу емкостной сушки на выходе из прибора вследствие образования водяного пара и также привела бы к полной пересушке, что нежелательно. Эта взаимосвязь проиллюстрирована на фиг.4. При этом пересушенные продукты обычно вызывают приводящее к обратным результатам пылеобразование из-за своей ломкости.
Из-за очень низкого коэффициента пропускания тепла охлаждение потока продукта охлаждающей средой было бы едва возможно или помогало бы лишь очень незначительно, из чего следует в целом заключить, что обычная система с винтовым транспортером неприменима для создания давления в камере, достигающего 700 бар. Хотя с помощью винтового транспортера может быть создано более низкое предварительное давление (200 бар или менее), при этом ограничен диапазон параметров составов, заполняющая способность или получение волокон очень малого диаметра. Применение насоса (в частности, механического насоса) для создания второго повышенного давления позволяет преодолеть упомянутые сложности и получать оптимизированные продукты при экономически приемлемых массовых расходах, в частности, в режиме работы с малым износом. В проиллюстрированном варианте осуществления таким насосом является шестеренчатый насос 7, подачу материала в который осуществляет винтовой транспортер 1.
Шестеренчатые насосы представляют собой гидростатические поршневые насосы прямого вытеснения, в основу работы которых положен принцип замкнутого объема. За счет этого принципа при транспортировке вязких масс может создаваться очень высокое давление с умеренным повышением температуры. Материал должен подаваться в насос под (незначительным) давлением, что способствует достижению 100% уровня заполнения, при этом винтовой транспортер отлично подходит для создания этого предварительного давления.
Как и жидкости, текучие среды, такие как паста, мякоть, тесто, могут быть охарактеризованы по их вязкости. Табачное сырье состоит из твердых частиц, но после добавления воды, повышения температуры и резки оно приобретает свойства псевдопластического течения, за счет чего его можно транспортировать с помощью поршневого насоса прямого вытеснения. Эта базовая текучесть создается в винтовом транспортере. На фиг.5 показана типичная кривая течения пластифицированного табачного сырья, и, таким образом, в изобретении используется эта псевдовязкость для транспортировки материала и воздействия на него давлением, даже несмотря на то, что однородная масса фактически не образуется как, например, в случае табачных листьев.
Прибор 23, проиллюстрированный на фиг.1, имеет образующие срезающий зазор стенки, которые способны перемещаться навстречу друг другу и в противоположные друг от друга стороны в осевом направлении. Обе части прибора (внутренний конус 19 и наружный конус 21) смещены навстречу друг другу, при этом профилирование, обозначенное на чертежах, служит принципом, согласно которому формируют волокна табака, образующиеся по окружности, и воздействуют на них. Хотя обе части прибора способны поворачиваться навстречу друг другу (как в случае, описанном в DE 102004059388 А1), как ни удивительно, это не является необходимым. Исходя из этого, можно впервые использовать в качестве прибора матрицы, неподвижные насадки и т.п., поскольку можно контролировать закупоривание и, следовательно, сопутствующее повышение давления.
С учетом того, что прессование происходит почти без повышения температуры, рабочая температура и рабочее давление фактически являются отдельными параметрами. Соответственно, рабочие температуры 60-180°С, которые, как уже установлено, являются предпочтительными, можно легко сочетать с конечным давлением от 200 до 700 бар, за счет чего устраняется опасность разрушения волокон вследствие слишком интенсивного течения потока. Следует также отметить, что благодаря небольшому повышению температуры также будет уменьшен номинальный расчетный показатель насоса или поршневого насоса прямого вытеснения.
За счет сильного прессования табачного сырья, конечно, повышается плотность табака. Тем не менее, регулируемое мгновенное испарение, которое происходит при увеличении в объеме до достижения атмосферного давления, меняет действие прессования на обратное и приводит к образованию разрыхленного измельченного табака. Как ни удивительно, это увеличение в объеме и восстановление естественной заполняющей способности по-прежнему возможно даже при необычно высокой степени прессования табачного сырья, которое происходит согласно изобретению.
Сочетание винтового транспортера и насоса, в частности поршневого насоса прямого вытеснения, также может способствовать компенсации неизбежного износа. Как уже пояснялось, работа винтового транспортера зависит от степени износа, конечного давления и свойств материала. За счет предложенной в изобретении конструкции можно неодинаково распределять давление, необходимое для инициирования потока через прибор, между винтовым транспортером и поршневым насосом прямого вытеснения. Например, если характер износа ухудшается, конечное давление винтового транспортера может быть снижено, и в этом случае поршневой насос прямого вытеснения автоматически обеспечивает повышение давления, необходимого для инициирования потока через прибор. Такая зависимость отображена на рабочей характеристике, проиллюстрированной на фиг.6. С этой целью также используют показания датчиков 15, 17, проиллюстрированных на фиг.1.
Дополнительные доказательства положительных результатов настоящего изобретения в том, что касается работы устройства и массового расхода, станут очевидными из пояснений к проведенным испытаниям.
Испытание 1
В ходе этого испытания было изучено воздействие на износ неодинакового распределения давления (винтового транспортера/шестеренчатого насоса) и самого конечного давления. Состав, содержащий 70% отсева +30% табачной пыли, был переработан в проиллюстрированном на фиг.1 устройстве с использованием следующих параметров:
Результаты испытания 1
За счет низкого рабочего давления и более низкой рабочей температуры в винтовом транспортере обнаруженный за время работы износ, являющийся причиной прекращения транспортирования, уменьшился примерно наполовину. В результате увеличился срок службы устройства. Естественно, снизилось содержание влаги на выходе вследствие снижения потребления энергии сдвига, поскольку уменьшилась тепловая нагрузка.
Испытание 2
В ходе этого испытания было изучено увеличение пропускной способности и сопутствующее повышение давления выше по потоку формообразующего инструмента.
Состав, содержащий 70% отсева+30% табачной пыли, был переработан в проиллюстрированном на фиг.1 устройстве с использованием следующих параметров:
Результаты испытания 2
За счет дополнительного давления, создаваемого предложенным в изобретении шестеренчатым насосом, массовый расход увеличился примерно на 60%, в результате чего повысилась рентабельность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕЛЬЧЕНИЯ ТАБАЧНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2350233C1 |
| СПОСОБ И УСТРОЙСТВО КОНДИЦИОНИРОВАНИЯ ПОД ДАВЛЕНИЕМ | 2004 |
|
RU2267971C2 |
| СПОСОБ ПЕРЕРАБОТКИ ЖИЛОК ТАБАЧНЫХ ЛИСТЬЕВ В ЛЕНТУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2099990C1 |
| СКРАШИВАТЕЛЬ ТАБАКА С ИМЕЮЩИМ ДВЕ ОПОРЫ ВАЛОМ ВИНТОВОГО ТРАНСПОРТЕРА | 2007 |
|
RU2410992C1 |
| ПЕРЕРАБОТКА ТАБАЧНЫХ МАТЕРИАЛОВ С ВЫСОКОЙ ДОЛЕЙ МЕЛКИХ ЧАСТИЦ | 2006 |
|
RU2354268C1 |
| ЭКСТРАКТИВНАЯ ЭКСТРУЗИЯ ТАБАЧНОГО МАТЕРИАЛА | 2009 |
|
RU2497421C2 |
| ВОССТАНОВЛЕННЫЙ ТАБАК С ПОНИЖЕННЫМ СОДЕРЖАНИЕМ ПРОТЕИНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2248737C2 |
| ТЕХНОЛОГИЯ МОДУЛЬНОЙ ПОДГОТОВКИ ТАБАКА С ЭКСТРУЗИЕЙ | 2009 |
|
RU2504305C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНОГО ТАБАКА | 2019 |
|
RU2737942C1 |
| СОУСИРОВАННАЯ СОБСТВЕННЫМ ЭКСТРАКТОМ СИГАРА ДЛЯ КАЛЬЯНА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2019 |
|
RU2705599C1 |
При осуществлении способа исходное табачное сырье нагревают и подвергают действию первого повышенного давления. На следующей стадии способа табачное сырье нагнетают насосом до достижения второго повышенного давления, превышающего первое повышенное давление. Нагретое табачное сырье под давлением увеличивают в объеме и подают через формообразующий инструмент. Изобретение касается также устройства для получения измельченного табачного сырья, которое имеет нагреваемую камеру высокого давления, снабженную транспортным устройством для транспортировки табачного сырья от впускного отверстия до выпускного отверстия и для повышения давления материала до первого повышенного давления. Устройство имеет формообразующий инструмент, с помощью которого нагретое табачное сырье под давлением транспортируют и увеличивают в объеме. Между камерой высокого давления и формообразующим инструментом предусмотрен механический насос, который нагнетает табачное сырье до достижения второго повышенного давления, превышающего первое повышенное давление. Изобретение относится также к применению устройства для получения волокнистого табачного сырья и тонко нарезанного табачного сырья. Изобретение обеспечивает повышение качества обработки табачного сырья, исключение закупоривания и перегрева устройства. 4 н. и 15 з.п. ф-лы, 2 табл., 6 ил.
1. Способ получения измельченного табачного сырья, в котором:
на первой стадии исходное табачное сырье нагревают и подвергают действию первого повышенного давления,
на следующей стадии способа табачное сырье нагнетают насосом до достижения второго повышенного давления, превышающего первое повышенное давление, и
нагретое табачное сырье под давлением увеличивают в объеме и пропускают через формообразующий инструмент (23).
2. Способ по п.1, в котором табачное сырье нагнетают насосом до достижения второго повышенного давления преимущественно без повышения температуры материала.
3. Способ по п.1 или 2, в котором на первой стадии способа исходное табачное сырье нагревают до температуры 60-180°С, в частности 100-140°С, более точно 110-130°С и подвергают действию давления 1-200 бар, в частности 1-100 бар, более точно 1-50 бар.
4. Способ по п.1, в котором на второй стадии способа исходное табачное сырье подвергают действию давления 100-700 бар, в частности 200-700 бар, более точно свыше 200-700 бар.
5. Способ по п.1, в котором табачное сырье увеличивается в объеме до достижения атмосферного давления при прохождении через формообразующий инструмент, в частности, посредством регулируемого мгновенного испарения.
6. Способ по п.1 или 4, в котором на второй стадии способа табачное сырье транспортируют с помощью насоса вытеснения, в частности шестеренчатого насоса (7).
7. Способ по п.1, в котором табачному сырью придают форму волокон, в частности режут на волокна при прохождении через формообразующий инструмент (23).
8. Способ по п.1, в котором табачное сырье подают через выпускной зазор, срезающий зазор, матрицу или насадку, служащую формообразующим инструментом.
9. Способ по п.1, в котором на первой стадии способа исходное табачное сырье подвергают действию давления с помощью механических средств, в частности, в особенности, с помощью транспортерного винта или шнека (5) нагнетания, который под давлением подает сырье на выход винтового транспортера, который может быть нагрет.
10. Способ по п.1, в котором измельченное табачное сырье, переработанное в волокна под давлением направляют непосредственно на дополнительную переработку в качестве сырья для курительных изделий или подвергают фильтрации, в результате чего отделенные во время фильтрации вещества повторно используют в способе, а неотделенный остаток направляют непосредственно для дальнейшей переработки в качестве сырья для курительных изделий.
11. Устройство для получения измельченного табачного сырья, имеющее нагревательную камеру (1) высокого давления с впускным отверстием для табачного сырья, выпускным отверстием для табачного сырья и транспортным устройством (5) для транспортировки табачного сырья от впускного отверстия до выпускного отверстия и для повышения давления материала до первого повышенного давления, и имеющее формообразующий инструмент (23), посредством которого нагретое табачное сырье под давлением транспортируют и увеличивают в объеме, характеризующееся тем, что между камерой (1) высокого давления и формообразующим инструментом (23) предусмотрен механический насос (7), который нагнетает табачное сырье до достижения второго повышенного давления, превышающего первое повышенное давление.
12. Устройство по п.11, отличающееся тем, что механическим насосом является гидростатический поршневой насос прямого вытеснения, в частности шестеренчатый насос (7).
13. Устройство по п.11 или 12, отличающееся тем, что формообразующий инструмент (23) формирует из табачного сырья волокна, в частности перерабатывает его в волокна.
14. Устройство по п.11, отличающееся тем, что формообразующий инструмент имеет выпускной зазор, срезающий зазор, матрицу или насадку.
15. Устройство по п.11, отличающееся тем, что камера высокого давления образует или имеет нагревательный винтовой транспортер (1), в частности шнек (5) нагнетания, который служит механизмом для транспортировки табачного сырья от впускного отверстия до выпускного отверстия.
16. Применение устройства по одному из пп.11-15 для получения волокнистого табачного сырья, в частности для переработки табачного сырья в волокна.
17. Применение устройства по п.16, в котором осуществляют один или несколько способов по пп.1-10.
18. Применение устройства по одному из пп.11-15 для получения тонко нарезанного табачного сырья, в частности, применимого для изготовления самостоятельно скручиваемых папирос.
19. Применение устройства по п.18, в котором осуществляют один или несколько способов по пп.1-10.
| DE 102004059388 А1, 14.06.2006 | |||
| Способ спектрального анализа случайных сигналов и устройство для его осуществления | 1980 |
|
SU894594A1 |
| Электромашинная однофазно-пятифазная совмещенная обмотка | 1986 |
|
SU1444905A1 |
| СПОСОБ И УСТРОЙСТВО КОНДИЦИОНИРОВАНИЯ ПОД ДАВЛЕНИЕМ | 2004 |
|
RU2267971C2 |

