Настоящее изобретение относится к режущей пластине, в частности, для фрезерных работ, снабженной опорной пластиной, имеющей кольцевую матрицу режущих кромок на противоположных сторонах, при этом режущие кромки выступают за примыкающие к ним режущие поверхности, которые сужаются под положительным передним углом, между которыми расположены одна или несколько плоских опорных поверхностей, и имеющей монтажное отверстие для установки в нем зажимного винта.
Настоящее изобретение также относится к фрезерному инструменту, в частности к торцевому фрезерному инструменту, снабженному инструментодержателем, имеющим несколько гнезд, при этом каждое гнездо имеет одну опорную поверхность и боковые контактные поверхности.
В патенте США 4,189,264 приведено описание режущего инструмента, снабженного инструментодержателем, в гнезде которого, имеющего одну опорную поверхность и боковые контактные поверхности, расположены одна несущая пластина и одна индексируемая режущая пластина, при этом индексируемая режущая пластина имеет нижнюю центральную зону на обеих режущих поверхностях, по сравнению с которой смежные зоны режущей кромки, окружающие ее на режущей кромке, расположены выше. Вышеуказанная плоская нижняя центральная зона может быть использована под опорную поверхность стружколома пластинчатой формы, на конце которого размещен кронштейн, выступающий за наконечник режущей пластины и прикрепленный к инструментодержателю. Недостаток выбранной конфигурации режущих поверхностей в виде выступа, прилегающих к режущей кромке, заключается в том, что требования в отношении плавного удаления стружки, безопасного регулирования резания, стабильной режущей кромки и угла резания могут быть выполнены только в ограниченной степени. Несущая пластина имеет кольцевую матрицу гнезд на своей кромке, глубина которых больше расстояния от плоской центральной зоны до плоскости режущей кромки таким образом, чтобы при ее зажатом состоянии верхняя центральная зона несущей пластины выступала в качестве опорной поверхности для противоположной центральной зоны конца режущей пластины. Как несущая пластина, так и наконечник режущей пластины снабжены центральным сквозным отверстием, через которое может быть установлен зажимной винт. Спереди несущая пластина и наконечник режущей пластины расположены заподлицо друг с другом.
В заявке на патент WO 1994/015741 раскрывается режущий инструмент с гнездом под пластину в инструментодержателе, в которое может быть установлена индексируемая режущая пластина. На противоположных режущих поверхностях индексируемая режущая пластина имеет стружкообразующие пазы, или фаски под положительным передним углом, идущие параллельно режущей кромке. С целью защиты режущих кромок, не являющихся в данный момент активными, индексируемая режущая пластина снабжена пазом в зоне каждого угла, при этом паз соответствует выступам на нижней части несущей пластины. Выступы и пазы должны упираться друг в друга в зажатом состоянии индексируемой режущей пластины, закрепленной неподвижно на несущей пластине, и должны служить в качестве опоры, с помощью которой неактивные режущие кромки удерживаются на расстоянии от несущей пластины. Недостаток указанной конфигурации заключается в том, что необходима высокая степень точности выступов, о которых идет речь, в верхней части несущей пластины по отношению к соответствующим пазам, так как в противоположном случае не обеспечивается фиксация пластины в рамках требуемых стандартных размеров. Значительные трудности возникают в случае полигональных индексируемых режущих пластин, имеющих более трех сторон, так как в этом случае при наличии каких-либо неравномерностей размеров на несущей пластине не обеспечивается создание четко определенного гнезда под индексируемую режущую пластину.
Таким образом, целью патента DE 19653921 является создание безопасного стабильного многократно воспроизводимого гнезда режущей пластины в инструментодержателе, снабженного долговечной, многократно используемой несущей пластиной, при этом инструмент должен быть безопасно защищен от загрязнения устройства для зажима. Предпочтительно, чтобы используемые режущие пластины были выполнены в виде индексируемых режущих пластин для двухстороннего использования. Для достижения указанной цели в патенте предлагается решение, в соответствии с которым опорная поверхность в инструментодержателе как таковом или в форме поверхности несущей пластины образует замкнутую выступающую поверхность для создания выступающей опорной зоны, заканчивающейся на радиальном расстоянии от плоскости, образуемой свободной пространственной плоскостью индексируемой режущей пластины. Расстояние от опорной зоны должно быть больше радиального расстояния от участка плоской горизонтальной поверхности до режущей кромки или равно ему до значения допуска. За счет закрытой конфигурации опорных поверхностей в патенте предусматривается достижение преимущества в отношении точности изготовления отдельных выступов и (или) пазов. Тем не менее при шлифовании опорных поверхностей необходимо проведение дополнительных технологических стадий после спекания, что отрицательно влияет на производственные издержки изготовления режущих пластин и, следовательно, на рентабельность процесса фрезерования. В принципе существует возможность исключения стадии шлифования контактных и (или) опорных поверхностей, тем не менее в этом случае следует принимать во внимание неравномерности поверхностей, образующихся в результате процессе спекания. Опорные поверхности становятся менее ровными, в результате чего возникают трудности фиксации режущих пластин, выполненных в виде индексируемых режущих пластин в держателях.
С целью повышения рентабельности процессов фрезерования, в которых используют режущие пластины, т.е. с целью минимизации издержек на изготовленную деталь, необходимо максимально сократить производственные издержки при изготовлении режущих пластин. Таким образом, при использовании индексируемых режущих пластин для фрезерования важно максимально повысить коэффициент использования каждой режущей пластины. При этом следует оптимизировать работу по стружкоудалению, т.е. режущая пластина должна быть сконфигурирована по отношению к своей режущей кромке и ее режущей форме должна быть придана такая геометрия, чтобы обеспечивалось плавно удаление стружки при максимальной скорости подачи. Использование двухсторонних полигональных индексируемых режущих пластин в соответствии с известным уровнем техники обеспечивает большое количество эффективных режущих кромок на одну индексируемую режущую пластину. Таким образом, например, двухсторонние гексагональные режущие пластины имеют в целом 12 эффективных режущих кромок.
С целью выполнения максимально плавного процесса резания преимуществом является положительный передний угол. В случае с двухсторонними индексируемыми режущими пластинами это приводит к тому, что режущие кромки выступают за режущие поверхности. С целью обеспечения размещения индексируемой режущей пластины в инструменте держатель должен быть открыт на участке режущих кромок, и индексируемая режущая пластина должна иметь достаточную максимально плоскую опорную поверхность, т.к. в противоположном случае невозможность удержания режущей пластины в инструменте может привести к перегрузке частей режущих кромок, в результате чего, в конечном счете, может произойти отламывание режущих кромок, тем самым сокращая полезный срок службы режущей пластины. Кроме указанного выше факта относительно того, что использование несущих пластин, тип которых был описан выше, является дорогостоящим, такие несущие пластины позволяют устранить вышеперечисленные недостатки лишь в ограниченной степени.
Целью настоящего изобретения является создание двухсторонней индексируемой режущей пластины с большим количеством эффективных режущих кромок, обеспечивающих надежную и стабильную посадку режущей пластины двустороннего применения в инструментодержателе без использования несущей пластины; при этом также предусматривается экономичное изготовление такой режущей пластины.
Дополнительной целью настоящего изобретения является создание фрезерного инструмента, соответствующего вышеперечисленным требованиям.
Цель в первую очередь достигается путем создания режущей пластины по п.1. В соответствии с настоящим изобретением указанная режущая пластина отличается тем, что, как минимум, одна грань в форме усеченного конуса расположена вокруг центрального монтажного отверстия, при этом грань в форме усеченного конуса сводится на конус в радиальном направлении вовнутрь к монтажному отверстию. Преимущество такой режущей пластины заключается в том, что с помощью вышеупомянутого конусообразного участка обеспечивается корректировка неравномерностей спекания режущей пластины путем затяжки монтажного винта таким образом, чтобы двухсторонняя режущая пластина надежно и стабильно опиралась на инструментодержатель.
Дополнительные преимущества примеров осуществления настоящего изобретения изложены в зависимых пунктах формулы изобретения.
Угол конусности, который понимается как угол, образованный гранью в форме усеченного конуса, по отношению к параллельным опорным поверхностям на противоположных сторонах режущей пластины выбирают таким образом, чтобы он был относительно небольшим; предпочтительные значения находятся в пределах от 0,1° до 2°, в частности от 0,3° до 0,35°. При проведении практических экспериментов было продемонстрировано, что указанные размеры позволяли компенсировать неравномерности спекания путем затяжки монтажного винта.
В соответствии с другим примером осуществления настоящего изобретения грань в форме усеченного конуса имеет кольцевую форму, либо ее форма образована кольцевой матрицей сегментных граней в форме усеченного конуса, которые предпочтительно отделены друг от друга пазами. В соответствии с дополнительным примером осуществления настоящего изобретения пазы выполнены в форме звезды (относительно центрального монтажного отверстия), предпочтительно под равноудаленными углами.
В соответствии с еще одним примером осуществления настоящего изобретения дополнительные плоские опорные поверхности выполнены рядом (слегка наклоненные) с гранями в форме усеченного конуса, в частности, между стружкоудаляющими поверхностями, направленными вниз под положительным передним углом, и гранями в форме усеченного конуса, либо одной кольцеобразной гранью в форме усеченного конуса. Опорные поверхности на противоположных сторонах выполнены параллельно друг другу. Предпочтительно, чтобы смежные опорные поверхности были разделены друг от друга соответствующими пазами. В случае n-гональной индексируемой режущей пластины опорные поверхности ограничены дугой окружности на внутренней стороне и прямой линией на внешней стороне. Размер опорных поверхностей предпочтительно меньше размера граней в форме усеченного конуса.
В соответствии с дополнительным примером осуществления настоящего изобретения между вышеупомянутыми опорными поверхностями и направленными вниз под стружкоудаляющими поверхностями расположен паз. Положительная ориентация стружкоудаляющей поверхности, следующей за режущей кромкой в сочетании с пазом, обеспечивает прохождение стружки, при этом образуется достаточно длинная стружкоудаляющая поверхность, не контактирующая с опорной поверхностью, в результате чего обеспечивается эффективное предотвращение любых наслоений, которые могут привести к неточному закреплению после поворота режущих пластин.
Режущая пластина предпочтительно имеет зеркально-симметричную конструкцию относительно центральной плоскости сечения, проходящей через центральное монтажное отверстие, таким образом, чтобы идентичные опорные грани и грани в форме усеченного конуса находились в одних и тех же точках.
В частности, режущая пластина в соответствии с настоящим изобретением является полигональной, например гексагональной при виде в плане, и предпочтительно осесимметрично. Таким образом, режущая пластина имеет шесть режущих углов и шесть равнодлинных режущих кромок, при этом каждая пара образует один режущий угол.
Как в принципе известно из предшествующего уровня техники, вокруг монтажного отверстия выполнено углубление для центрирования потайного винта во время его установки.
Пазы выполнены таким образом, чтобы они были предпочтительно снабжены дном паза и (или), как минимум, одной направленной вниз стороной на каждой стороне. Под «направленной вниз боковой частью» понимается боковая стенка паза, образующая с дном паза угол, превышающий 90°. На переходном участке указанной направленной вниз боковой части и соответствующей опорной или усечено- конической грани или стружкоудаляющих граней внешняя кромка боковой части паза также может иметь закругленную форму.
Настоящая цель достигается путем создания фрезерного инструмента в соответствии с пунктом 11. Указанный фрезерный инструмент имеет инструментодержатель, снабженный несколькими гнездами, при этом каждое имеет одну опорную поверхность и боковые контактные поверхности, при этом режущую пластину вышеописанного типа устанавливают в каждое гнездо. Режущие пластины могут быть непосредственно или косвенно с помощью кассет установлены в гнездах.
Дополнительные преимущества очевидны из приведенного ниже описания со ссылками на прилагаемые чертежи, на которых:
ФИГ.1 - вид в плане режущей пластины в соответствии с настоящим изобретением,
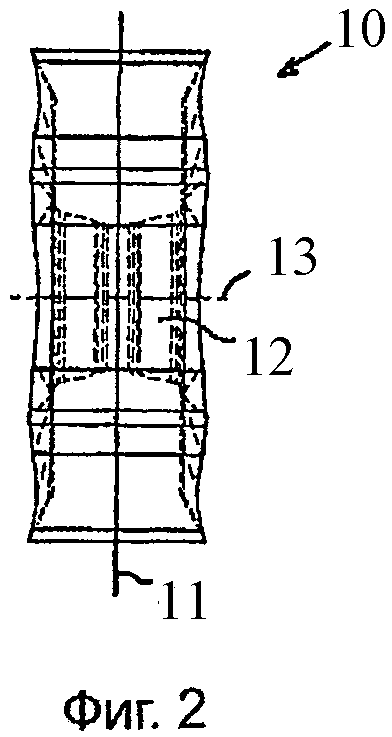
ФИГ.2 - вид сбоку режущей пластины на ФИГ.1,
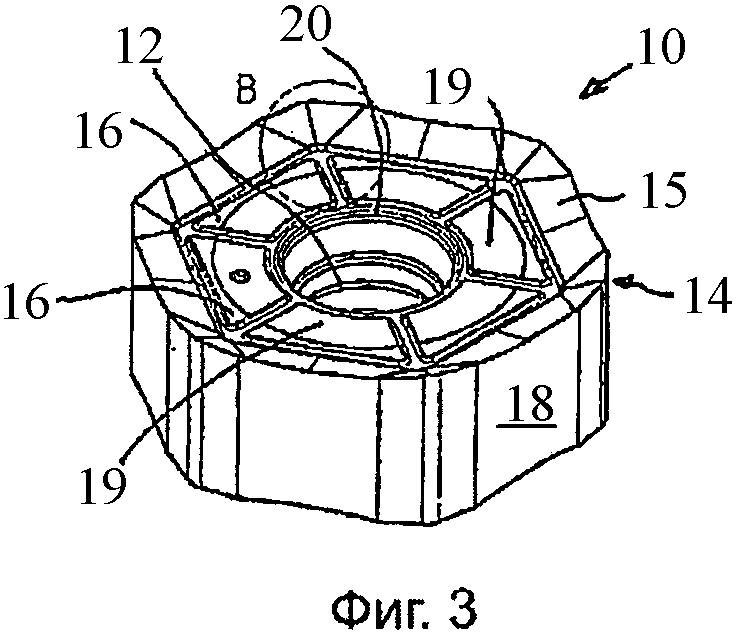
ФИГ.3 - вид в перспективе режущей пластины на ФИГ.1 и 2,
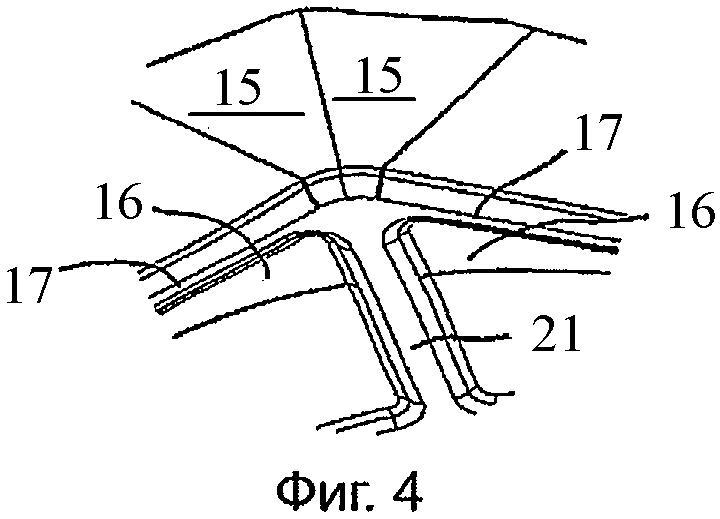
ФИГ.4 - увеличенный вид в поперечном разрезе детали, обозначенной “В” на ФИГ.3,
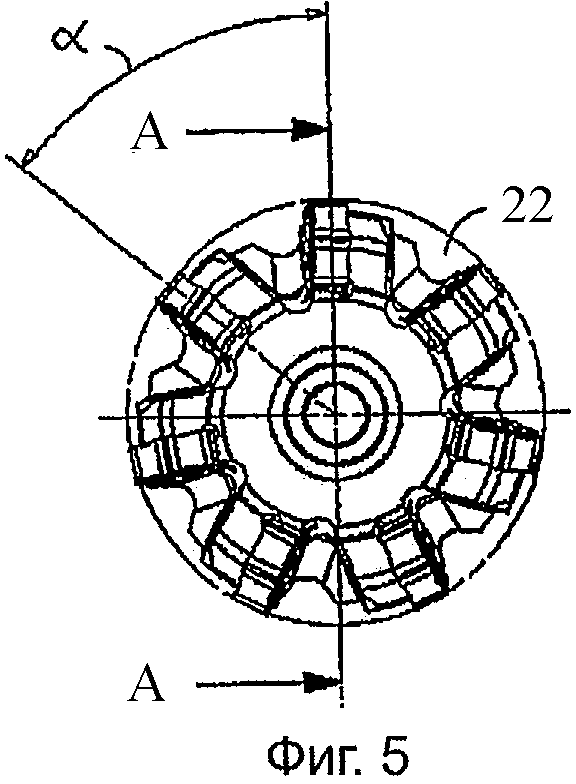
ФИГ.5 - вид в плане торцевой фрезы с семью режущими пластинами,
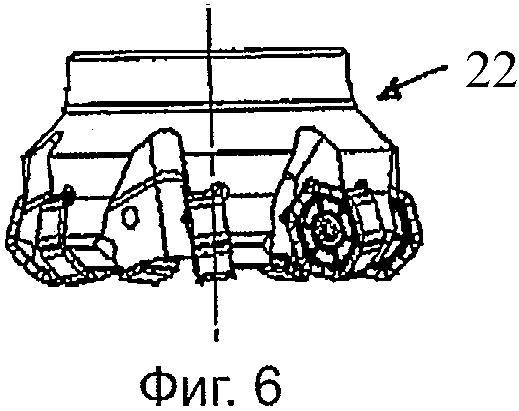
ФИГ.6 - вид сбоку головки торцевой фрезы на ФИГ.5,
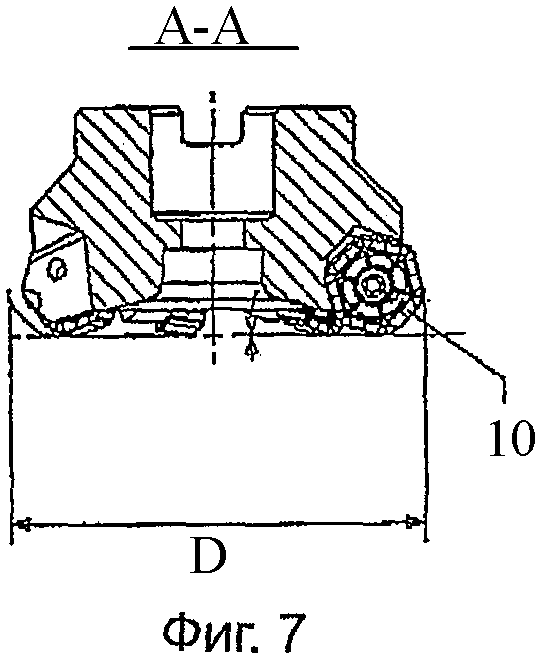
ФИГ.7 - вид в разрезе торцевой фрезы на ФИГ.5 и ФИГ.6.
Режущая пластина 10, проиллюстрированная на ФИГ. 1-3, является зеркально-симметричной по отношению к продольной центральной плоскости 11, показанной на ФИГ. 2, которая проходит перпендикулярно через монтажное отверстие 12, проходящее через режущую пластину 10. Более того, как видно из ФИГ. 1-3, режущая пластина 10 также выполнена осесимметрично вокруг центральной оси 13 отверстия, в настоящем случае таким образом, чтобы она являлась идентичной при вращении вокруг оси на 60°. Режущая пластина имеет шесть режущих кромок, при этом каждые две смежные режущие кромки образуют соответствующий режущий угол. В данном случае режущие углы 14 не являются круглыми, а полигональными, т.е. образованы отдельными участками кромок в форме прямых линий. Направленные вниз грани 15 схода (удаления) стружки идут от каждой режущей кромки и каждого режущего угла, при этом они предпочтительно установлены под одним и тем же равным положительным углом схода (удаления) стружки и обозначены одной и той же позицией 15 независимо от их положения или формы. Режущая пластина имеет плоские опорные поверхности 16, отделенные от направленных вниз граней 15 схода стружки пазом 17. Указанный паз 17 имеет плоское дно, а также боковые стенки, расположенные под косым углом на обеих сторонах. Паз также может иметь несколько боковых стенок, наклоненных под углом менее 180° по отношению друг к другу. В альтернативном случае также существует возможность выполнения выпуклых переходных участков к поверхностям 15 и 16 или вогнутых переходных участков к основанию паза.
Напротив плоских опорных поверхностей 16 расположено соответствующее количество поверхностей 16 с аналогичным контуром, параллельных вышеописанным поверхностям 16. Между плоскими поверхностями 16, каждая из которых перпендикулярна соответствующей боковой грани 18 (см. ФИГ.3), расположены грани 19 в форме усеченного конуса, выполненные в виде кольцевых сегментов и идущие до фаски 20 монтажного отверстия 12. Указанные грани в форме усеченного конуса ориентированы под углом 0,32° к опорным поверхностям, сходящимся на конус радиально вовнутрь, т.е. в направлении к монтажному отверстию 12. Между каждой из граней 19 в форме усеченного конуса, выполненных в виде кольцевых секций, расположен другой паз 21, идущий к направленным вниз граням схода (удаления) стружки, смежным с режущими кромками. Как, в частности, видно из ФИГ. 4, дно паза 21 не только расположено в той же самой плоскости, как и дно паза 17, но пазы также соединяются друг с другом. Боковые стенки паза 21 также являются вогнутыми в своей нижней части и выпуклыми в своей верхней части. Дно паза 17 и дно паза 21 лежат в общей плоскости, в частности в верхней, а также в нижней части режущей пластины.
Режущие кромки типа, проиллюстрированного на ФИГ. 1-3, могут быть зафиксированы в радиальном направлении в головке 22 торцевого фрезерного инструмента, как показано на ФИГ. 5-7. Для этой цели головка торцевого фрезерного инструмента снабжена инструментодержателем с несколькими гнездами, при этом каждое гнездо имеет опорную поверхность и боковые контактные поверхности. Боковые контактные поверхности инструментальной головки имеют конструкцию, соответствующую боковым граням 18 (свободные поверхности) режущей пластины 10. В зафиксированном состоянии контактные поверхности конца головки ножа ниже режущей кромки расположены таким образом, чтобы даже так называемые неактивные режущие кромки оставались свободными. Режущую пластину 10 устанавливают с помощью монтажного винта, вставляемого через монтажное отверстие 12 и завинчиваемого в резьбовое отверстие инструментальной головки. Опорная поверхность инструментодержателя является плоской и слегка выступает за участки инструментальной головки, расположенной приблизительно на высоте режущих кромок таким образом, чтобы даже (неактивные) режущие кромки, направленные в сторону инструментальной головки, оставались незадействованными и, следовательно, защищенными от повреждений. Путем затягивания монтажного винта нижняя часть режущей пластины 10 постепенно перемещается в направлении к опорной поверхности до тех пор, пока она не начнет контактировать с поверхностью ввиду того, что утопленные грани 19 и 16 не расположены в одной плоскости, что обычно имеет место в устройствах известного уровня техники, небольшие неравномерности на указанных поверхностях, возникающие после спекания, могут быть компенсированы прилагаемым усилием зажима. Это создает преимущество, заключающееся в том, что исключается необходимость шлифования поверхностей граней 16 и 19 на режущей пластине после процесса спекания. В данном случае головка 22 торцевого фрезерного инструмента снабжена режущей пластиной 10, слегка вступающей по периметру и по грани. Диаметр резания D обусловлен вращающимися режущими пластинами 10. В данном случае имеется семь режущих пластин, расположенных друг от друга с угловым интервалом α=360°/7. Тем не менее в принципе также возможны другие конструкции, в которых угловые интервалы между соседними режущими пластинами не являются равными.
Две режущие кромки используют одновременно (торцевая пластина и основная пластина) для резания таким образом, чтобы путем поворота режущих пластин на 60° обеспечивалось бы использование новых ранее не задействованных режущих кромок. При износе всех режущих кромок на одной стороне режущую пластину поворачивают, т.е. поворачивают вокруг плоскости 11 таким образом, чтобы обеспечивалось введение в действие режущих кромок на другой стороне.
Режущая пластина предназначена для фрезерного инструмента, в частности торцовой фрезы, и имеет режущие кромки, расположенные на противоположных сторонах. При этом режущие кромки выступают за смежные с ними режущие поверхности, направленные вниз под положительным передним углом, между которыми расположены одна или несколько плоских опорных плоскостей, и центральное крепежное отверстие для установки затяжного винта. Для повышения эффективности использования режущей пластины вокруг центрального крепежного отверстия распложена, по меньшей мере, одна грань в форме усеченного конуса, при этом грань сходит на конус радиально вовнутрь в направлении к крепежному отверстию. 2 н. и 11 з.п. ф-лы, 7 ил.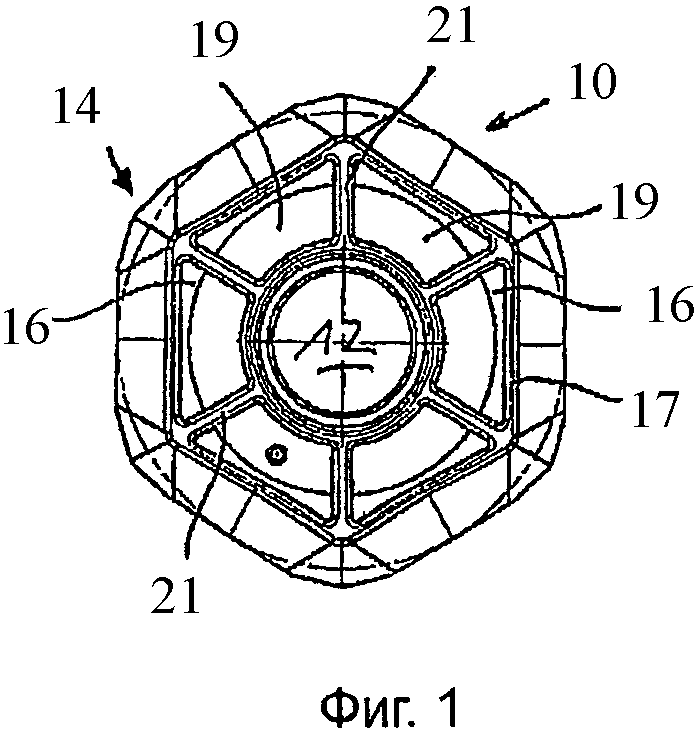
1. Режущая пластина, в частности, для операций фрезерования в виде базовой пластины с круговым расположением режущих кромок на противоположных сторонах, при этом режущие кромки выступают за смежные с ними режущие поверхности (15), направленные вниз под положительным передним углом, между которыми расположены одна или несколько плоских опорных плоскостей, и центральное крепежное отверстие (12) для установки затяжного винта, отличающаяся тем, что вокруг центрального крепежного отверстия (12) распложена, по меньшей мере, одна грань (19) в форме усеченного конуса, при этом грань сходит на конус радиально вовнутрь в направлении к крепежному отверстию (12).
2. Режущая пластина по п.1, отличающаяся тем, что значения угла конусности (а) выбраны в пределах 0,1°≤а≤2°, предпочтительно 0,3-0,35°.
3. Режущая пластина по п.1, отличающаяся тем, что грань в форме усеченного конуса выполнена кольцеобразной или грани (19) в форме усеченного конуса образуют кольцо и предпочтительно отделены друг от друга пазами (21).
4. Режущая пластина по п.3, отличающаяся тем, что пазы (21) выполнены в форме звезды предпочтительно с равным угловым интервалом друг от друга.
5. Режущая пластина по п.1, отличающаяся тем, что одна или несколько опорных поверхностей (16) расположены между режущими поверхностями (15), направленными вниз под положительным передним углом, и гранью в форме усеченного конуса или гранями (19) в форме усеченного конуса, при этом при наличии нескольких опорных поверхностей (16) смежные опорные поверхности предпочтительно отделены друг от друга пазом (21).
6. Режущая пластина по п.1, отличающаяся тем, что между опорной поверхностью (16) и направленными вниз режущими поверхностями (15) выполнен паз (17).
7. Режущая пластина по п.1, отличающаяся тем, что ее конфигурация выполнена зеркально-симметричной по отношению к центральной плоскости (11) поперечного сечения, проходящей через центральное монтажное отверстие (12).
8. Режущая пластина по п.1, отличающаяся тем, что режущая пластина выполнена гексагональной на виде в плане и предпочтительно осесимметричной.
9. Режущая пластина по п.1, отличающаяся тем, что вокруг центрального отверстия (12) выполнена фаска (20) для взаимодействия с винтом с потайной головкой в процессе его установки.
10. Режущая пластина по п.3, отличающаяся тем, что пазы (21) имеют плоское дно и/или по меньшей мере одну направленную вниз боковую поверхность на каждой стороне.
11. Режущая пластина по п.5, отличающаяся тем, что пазы (21) имеют плоское дно и/или по меньшей мере одну направленную вниз боковую поверхность на каждой стороне.
12. Режущая пластина по п.6, отличающаяся тем, что паз (17) имеет плоское дно и/или по меньшей мере одну направленную вниз боковую поверхность на каждой стороне.
13. Фрезерный инструмент, в частности торцевая фреза, имеющий головку инструментодержателя с одним или несколькими гнездами, при этом каждое гнездо имеет одну опорную поверхность и боковые контактные поверхности для режущей пластины (10) по одному из пп.1-12, установленной в каждом гнезде.
| DE 19703569 А1, 30.10.1997 | |||
| Элемент протяжки | 1983 |
|
SU1301588A1 |
| Сменная многогранная пластина | 1991 |
|
SU1774902A3 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С МЕХАНИЧЕСКИМ ЗАКРЕПЛЕНИЕМ СМЕННЫХ МНОГОГРАННЫХ ПЛАСТИН | 1992 |
|
RU2039635C1 |

