ОБЛАСТЬ ТЕХНИКИ
[001] Объект настоящего изобретения относится к односторонним четырехходовым индексируемым положительным режущим вставкам (далее называемая также «вставка(и)») и фрезам для них. Более конкретно, к относительно небольшим таким вставкам и держателям инструмента, выполненным с возможностью выполнения операций фрезеровки заплечиков с углом 90°.
УРОВЕНЬ ТЕХНИКИ
[002] Для целей настоящего изобретения концевые фрезы можно теоретически разделить на две основные группы, а именно, фрезы-вставки и цельные концевые фрезы.
[003] Фрезы-вставки являются фрезерными инструментами, которые содержат держатели инструмента с гнездами и сменными вставками, обычно индексируемыми, выполненными с возможностью установки в гнезда. Преимущество фрез-вставок состоит в том, что сменные вставки, которые выполнены из сравнительно дорогого, более твердого материала, составляют относительно небольшую часть фрезерного инструмента. Держатели инструмента содержат хвостовик, который надежно удерживается патроном или цангой во время фрезерования.
[004] В отличие от фрез-вставок, которые регулярно требуют замены маленьких вставок и менее регулярно требуют замены держателя инструмента, цельные концевые фрезы содержат выполненные как единое целое зубья, и всю цельную концевую фрезу заменяют после ее износа. Цельные концевые фрезы также содержат выполненный как единое целое хвостовик, который надежно удерживается патроном или цангой во время фрезерования. Соответственно, цельные концевые фрезы используют гораздо более дорогой материал, чем фрезы-вставки. Несмотря на сравнительно более высокую стоимость, одним из преимуществ цельных концевых фрез по сравнению с фрезами-вставками является то, что один выполненный как единое целое корпус цельной концевой фрезы можно изготавливать со сравнительно меньшим диаметром (обычно диаметром менее 20 мм, причем меньшие диаметры более востребованы, например, диаметр около 12 мм), что позволяет производить фрезерование в местах относительно меньшего размера, чем это возможно или целесообразно при помощи фрез-вставок.
[005] Хотя известны очень маленькие вставки, цельные концевые фрезы обычно все еще являются более предпочтительными при относительно меньших диаметрах по целому ряду причин.
[006] Соответственно, настоящее изобретение относится к вставкам и фрезам со вставкой, которые имеют ряд конструктивных признаков, которые делают их в функциональном и экономическом отношении конкурентоспособными с цельными концевыми фрезами при диаметрах резания 20 мм и менее, в частности, в диапазоне от 9 до 16 мм, предпочтительно от 9 до 12 мм.
[007] Публикацией, представляющей интерес, является EP 3050655, которая раскрывает односторонние двухходовые индексируемые вставки для держателей инструмента малого диаметра.
[008] Поэтому задача настоящего изобретения состоит в обеспечении новой и улучшенной режущей вставки и держателя инструмента. В частности, режущих вставок для применений с малым диаметром, и которые могут быть использованы на общем держателе инструмента. Отдельной задачей является предоставление конструкции, предотвращающей вращение.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[009] Настоящее изобретение обеспечивает одностороннюю четырехходовую индексируемую режущую вставку для операций фрезеровки заплечиков с углом 90° для держателей инструмента с маленьким диаметром. Четыре индексируемые позиции обычно предпочтительнее, чем две индексируемые позиции, раскрытые в ЕР 3050655, однако конструкция, имеющая только две индексируемые позиции, выбранная в ЕР 3050655, была выбрана намеренно предположительно потому, что это была оптимальная конструкция, задуманная ее изобретателями для держателей инструмента малого диаметра.
[0010] Настоящее изобретение предполагает, что даже при таких малых диаметрах может быть обеспечена четырехходовая индексируемая вставка, например, основной квадратной формы. Обычно, во время операций фрезеровки заплечиков с углом 90° для четырехходовой индексируемой вставки две смежные режущие кромки вставки будут использоватьcя одновременно, одна радиально расположенная режущая кромка - для механической обработки в боковом направлении, а другая, расположенная в осевом направлении режущая кромка - для обеспечения скребковой функции на осевом конце фрезы со вставкой. Поскольку режущая кромка, обеспечивающая скребковую функцию, и так подвергается износу, считалось, что четыре индексируемых положения не были доступны, и такие вставки не были предпочтительными по сравнению с удлиненным двухходовым индексируемым типом, показанным в EP 3050655, который может обеспечить более длинную режущую кромку.
[0011] Следует отметить, что известны режущие вставки, имеющие более четырех режущих кромок на одной стороне, однако эти вставки не известны для таких малых диаметров. Это связано с тем, что для компенсации вышеупомянутого износа режущей кромки, используемой в качестве скребка, режущая кромка не является прямой, а содержит небольшую часть скребка и большую затылованную часть режущей кромки. Таким образом, общая длина режущей кромки и так небольшой вставки уменьшается.
[0012] Аналогично, известны двухсторонние вставки даже с более чем четырьмя кромками, но обеспечение зазора для таких режущих вставок в держателях инструмента с чрезвычайно малым диаметром является проблематичным.
[0013] Соответственно, автор настоящего изобретения обнаружил, что скребковая функция не приводила к значительному износу, и использование всей режущей кромки, даже после того, как она использовалась в позиции скребка в качестве основной позиции режущей кромки, возможна для держателей инструмента малого диаметра.
[0014] Кроме того, был включен ряд полезных признаков, каждый из которых предназначен обеспечить возможность экономичного производства для того, чтобы фреза со вставкой малого диаметра была конкурентоспособной по сравнению с цельными концевыми фрезами аналогичного диаметра, как будет описано ниже.
[0015] В соответствии с первым аспектом настоящего изобретения обеспечена односторонняя, четырехходовая индексируемая режущая вставка, имеющая положительную основную форму, и содержащая: наклонную поверхность; основную несущую поверхность, расположенную напротив наклонной поверхности; ось (AI) вставки, проходящую перпендикулярно основной несущей поверхности и через центр вставки, причем ось вставки определяет направление вверх от основной несущей поверхности по направлению к наклонной поверхности, направление вниз, противоположное направлению вверх, и направление наружу, перпендикулярное направлениям вверх и вниз и проходящее в сторону от оси вставки, причем высота HI режущей вставки измеряется в направлении, параллельном оси вставки от основной несущей поверхности до самой верхней точки наклонной поверхности; периферийную поверхность, соединяющую наклонную поверхность и основную несущую поверхность и содержащую: неотшлифованную нижнюю часть поверхности, которая проходит вверх и наружу от основной несущей поверхности и содержит первую, вторую, третью и четвертую боковые упорные поверхности; и верхнюю часть поверхности, соединяющую нижнюю часть поверхности и наклонную поверхность, причем верхняя часть поверхности начинается в направлении вверх на минимальной высоте HU верхней поверхности над основной несущей поверхностью; режущую кромку, образованную вдоль пересечения периферийной поверхности и наклонной поверхности; винтовое отверстие, выходящее на наклонную и основную несущие поверхности, причем винтовое отверстие имеет объем VS полости, при этом вставка имеет воображаемую квадратную усеченную часть, образуемую квадратным основанием, содержащим основную несущую поверхность, четырьмя равнобедренными трапециевидными боковыми поверхностями, каждая из которых проходит вверх и наружу от квадратного основания под отводным углом θ упорной поверхности, удовлетворяющим условию 1° ≤ θ ≤ 15°, и каждая из которых содержит соответствующую одну из первой, второй, третьей и четвертой боковых упорных поверхностей, и квадратную верхнюю часть, соединяющую четыре равнобедренные трапециевидные боковые поверхности и расположенную на расстоянии, равном высоте HI режущей вставки от квадратного основания; верхняя часть поверхности содержит по меньшей мере одну нависающую часть, которая проходит наружу от одной из смежных трапециевидных боковых поверхностей и имеет самую нижнюю точку на указанной минимальной высоте HU верхней части поверхности; на виде, параллельном оси (AI) вставки, диаметр IC вписанной окружности режущих кромок удовлетворяет условию IC ≤ 10 мм и объемное соотношение VS/VF объема VS полости и объема VF материала режущей вставки удовлетворяет условию VS/VF ≥ 0,25.
[0016] В дополнение к вышеупомянутому открытию относительно поверхности скребка, за счет использования маленькой вставки, а именно, имеющей диаметр IC вписанной окружности меньший или равный 10 мм, было обнаружено, что такие маленькие вставки подвержены относительно небольшому искривлению (обычно выпуклому выгибу) в процессе спекания. Такое искривление обычно компенсируют либо обеспечением боковой упорной поверхности гнезда зазором (для гарантии того, что выгнутая боковая упорная поверхность вставки надежно контактирует с боковой упорной поверхностью на обеих сторонах зазора), либо обеспечением предварительно выполненной выемки на боковой поверхности режущей вставки, либо путем дорогостоящего шлифования боковой части режущей вставки.
[0017] Поскольку режущая вставка по настоящему изобретению является маленькой, искривление находится в пределах разумных допусков, и вышеупомянутой модификации гнезда и шлифования периферийной части режущей вставки можно избежать. Таким образом, вставка определяется, как имеющая неотшлифованную нижнюю часть поверхности. Как известно в данной области техники, шлифованные поверхности могут быть идентифицированы посредством линий шлифования и линий разрыва, на которых заканчивается плоская шлифованная поверхность и начинается нешлифованная поверхность.
[0018] Кроме того, такое исполнение гнезда, таким образом, также полезно для маленьких четырехходовых режущих пластин круглого типа, которые обычно не могут быть установлены в одном и том же гнезде, поскольку они входят в контакт с центром боковой упорной поверхности (и, следовательно, будут входить в контакт с зазором в традиционной боковой упорной поверхности). Кроме того, другие типы вставок, например, четырехсторонние индексируемые подаваемые вставки, также могут быть использованы с такими держателями инструмента, что делает держатели инструмента по настоящему изобретению более универсальными и, следовательно, более экономичными.
[0019] Соответственно, имеется еще один полезный признак по меньшей мере одной нависающей части, которая разделяет периферийную часть вставки для установки в гнездо вставки (т.е. нижнюю часть поверхности) и режущую часть вставки (т.е. режущую кромку). Таким образом, при изготовлении различных типов режущих кромок (90° или круглых и т. д.) может использоваться одна и та же основная вставка или по меньшей мере одно и то же гнездо.
[0020] Наличие положительной основной формы, то есть обеспечение возможности выполнения процесса прессования с минимально возможной механической обработкой, как это раскрыто в ЕР 3050655B1 (пар. [0034]), также способствует экономическому преимуществу настоящего исполнения. Следует отметить, что выражение «положительная основная форма» более конкретно означает, что области поперечного сечения, находящиеся ближе к основной опорной поверхности вставки, меньше, чем площади поперечного сечения дальше от нее, однако не требуется, чтобы все периферийные поверхности имели непрерывный скос. Например, в определенных сечениях вставки поверхности могут проходить параллельно оси вставки.
[0021] Наконец, количество материала самой вставки может быть сведено к минимуму. Было обнаружено, что определенное выше соотношение объемов VS/VF успешно выполняется. Естественно, минимизация количества материала и обеспечение четырех индексируемых позиций может обеспечить экономическое преимущество.
[0022] Хотя каждый из четырех основных конструктивных признаков, упомянутых выше (а именно, четыре индексируемые позиции, нешлифованная нижняя часть поверхности, имеющая небольшой размер, по меньшей мере одна нависающая часть и минимизирующий объем материал), сам по себе по отдельности полезен, считается, что комбинация всех четырех элементов в настоящем аспекте обеспечивает режущую вставку с множеством преимуществ.
[0023] Кроме того, хотя предполагаемое использование основной вставки по настоящему изобретению представляет собой операции фрезеровки заплечиков с углом 90°, такие вставки чрезвычайно малы и универсальны и, следовательно, могут использоваться для других операций, таких как снятие фаски (за счет поворота ориентации гнезда) или сверление и т.д.
[0024] В соответствии со вторым аспектом настоящего изобретения предусмотрена фреза со вставкой, содержащая: держатель инструмента и режущую вставку в соответствии с предыдущим аспектом.
[0025] В такой фрезе со вставкой держатель инструмента может содержать следующее: хвостовик; режущую часть, соединенную с хвостовиком и содержащую гнездо, и ось вращения, проходящую через центр держателя инструмента и определяющую прямое направление, проходящее от хвостовика в направлении режущей части, причем гнездо содержит: посадочную упорную поверхность, резьбовое гнездовое отверстие, выходящее на посадочную упорную поверхность и определяющее минимальную вписанную окружность IP гнездового отверстия и связанный с ним минимальный диаметр DP гнездового отверстия, и первую и вторую боковые упорные поверхности, ориентированные под прямым углом друг к другу на виде сверху посадочной упорной поверхности, и в котором: каждая из первой и второй боковых упорных поверхностей имеет удлиненную непрерывную форму, причем первая и вторая боковые упорные поверхности являются единственными упорными поверхностями гнезда, не считая посадочной упорной поверхности, и режущая вставка установлена в гнезде так, что основная несущая поверхность вставки упирается в посадочную упорную поверхность гнезда, а две смежных боковых упорных поверхностей вставки упираются в первую и вторую боковые упорные поверхности гнезда.
[0026] Следует отметить, что определенный выше «прямой угол» означает не точно 90°, а скорее угол в пределах производственных допусков, то есть около 90° ± 3°, предпочтительно 90° ± 1°.
[0027] Как упомянуто выше, четырехходовая индексируемая вставка с неотшлифованной нижней частью поверхности и гнездом, как определено выше, обеспечивает возможность простого изготовления гнезда и универсальность, поскольку в гнезде можно также разместить и другие типы четырехходовых индексируемых вставок.
[0028] В соответствии с третьим аспектом настоящего изобретения предусмотрен держатель инструмента, как определено во втором аспекте.
[0029] В соответствии с четвертым аспектом настоящего изобретения предусмотрена четырехходовая индексируемая режущая вставка, имеющая круглую режущую кромку и ровно четыре разнесенные на равное расстояние боковые упорные поверхности.
[0030] В соответствии с пятым аспектом настоящего изобретения предусмотрена четырехходовая индексируемая режущая вставка, имеющая объемное соотношение VS/VF ≥ 0,30.
[0031] Понятно, что при большем объемном соотношении используется меньше материала. Соответственно, предпочтительно, чтобы объемное соотношение удовлетворяло условию VS/VF ≥ 0,30 или даже VS/VF ≥ 0,35. Предполагается, что приблизительно определенное максимальное объемное соотношение для приемлемых современных условий резания теоретически удовлетворяет условию VS/VF ≤ 0,55. Это максимальное объемное соотношение особенно важно для вставки круглого типа, в которой в соответствии с настоящим изобретением очень мало материала. Что касается вставок с квадратными кромками, приблизительно определенное максимальное объемное отношение VS/VF ≤ 0,40, вероятно, является приблизительным максимальным объемным соотношением.
[0032] Понятно, что даже несмотря на то, что определенный диаметр IC вписанной окружности позволяет нижней поверхности быть неотшлифованной, даже меньшие размеры позволят использовать держатели инструмента меньшего диаметра и/или иметь дополнительные вставки. Соответственно, предпочтительно, чтобы диаметр IC вписанной окружности удовлетворял условию IC ≤ 8 мм или даже IC ≤ 6,5 мм и наиболее предпочтительно IC ≤ 5 мм. Предполагается, что приблизительно определенный минимально допустимый размер удовлетворяет условию IC ≥ 3,5 мм.
[0033] Понятно, что увеличенная минимальная высота HU верхней части поверхности позволяет увеличенную высоту нижней части поверхности. Нижняя часть поверхности обеспечивает несущую функцию и, следовательно, ее максимальная высота обеспечивает большую устойчивость вкладке при установке в карман. И наоборот, достаточный размер верхней части поверхности необходим для функции резки. Соответственно, минимальная высота HU верхней части поверхности предпочтительно удовлетворяет условию 0,60HI ≤ HU ≤ 0,90HI или даже 0,60HI ≤ HU ≤ 0,80HI и наиболее предпочтительно 0,63HI ≤ HU ≤ 0,73HI.
[0034] По меньшей мере одна нависающая часть может представлять собой одну непрерывную нависающую часть, проходящую вдоль всей периферии вставки, или может представлять собой множество разнесенных по окружности друг от друга нависающих частей, что является предпочтительным в некоторых вариантах осуществления, таких как вставка с круглой кромкой, как объяснено ниже.
[0035] Режущая вставка может предпочтительно находиться под углом 90° вращательно-симметрично относительно оси вставки. Иными словами, режущая вставка может иметь четыре идентичные стороны.
[0036] Режущая вставка может содержать четыре идентичных угла и четыре идентичные прямые кромки, соединяющие углы. Понятно, что это обеспечивает простую экономичную форму, свободную от сложных геометрических характеристик. Иными словами, вставка может иметь основную кромку квадратной формы с круглыми углами. Данная форма может быть наиболее предпочтительной формой, которая имеет длинные прямые кромки для резки.
[0037] В соответствии с одним предпочтительным примером каждая прямая кромка имеет длину LE кромки, удовлетворяющую условию 0,65IC < LE < 0,95lC. Предпочтительно длина LE кромки удовлетворяет условию 0,75IC < LE < 0,90lC. Таким образом, для очень маленькой вставки вся прямая кромка на одной стороне вставки может служить в качестве основной режущей кромки, а вся прямая кромка на смежной стороне может служить в качестве скребка. Примечательно, что, поскольку вставка такая маленькая, вся кромка представляет собой относительно большой скребок (что вызывает повышенную озабоченность по поводу износа при использовании в качестве скребка). Во многих известных исполнениях это преодолевается непрямой кромкой, то есть небольшим скребком вблизи угла, за которым следует затылованная часть кромки, идущая в другом направлении. В настоящем изобретении, однако, каждая прямая кромка может иметь более простую геометрию и служить в качестве большего скребка, когда она находится в одной индексированной позиции, и затем функционировать в качестве основной режущей кромки после индексирования вставки. Примечательно, что, большой скребок может обеспечить лучшую окончательную обработку механически обрабатываемой детали.
[0038] В альтернативном варианте основная форма вставки может иметь очень маленькую прямую кромку и очень большой радиус закругления для операций, отличных от операций фрезеровки заплечиков с углом 90° (напоминая операции с круглой вставкой). В таком варианте осуществления длина LE кромки удовлетворяет условию 0,10IC < LE < 0,50lC, предпочтительно 0,15IC < LE < 0,35lC.
[0039] Еще в одном альтернативном варианте режущая кромка может быть, например, круглой.
[0040] Наиболее предпочтительно основная несущая поверхность является шлифованной. В наиболее предпочтительном варианте осуществления только основная несущая поверхность режущей вставки является шлифованной. Это наиболее экономичное изготовление вставки.
[0041] В некоторых применениях необходимо выполнить дополнительную операцию шлифования наклонной поверхности. В таком варианте осуществления основная несущая поверхность и вся режущая кромка отшлифованы и режущая кромка содержится внутри квадратной верхней части. Иными словами, операцию шлифования выполняют не на всей периферийной поверхности, а только вдоль верхней части вставки и, вследствие этого, вся кромка содержится внутри плоскости, в данном случае описанной, как содержащейся в квадратной верхней части. Понятно, что такое верхнее шлифование вставки позволяет шлифовать множество вставок за один проход. Хотя в некоторых отношениях это является недостатком, его можно компенсировать наклоном гнезда для обеспечения подходящего положительного положения резки.
[0042] Для некоторых применений также возможно изготавливать режущую кромку, содержащуюся в квадратной верхней части, в пределах желаемых допусков и без такой операции шлифования, что, конечно, предпочтительно, поскольку это более экономично.
[0043] Для большей устойчивости отводной угол θ упорной поверхности предпочтительно удовлетворяет условию 2° ≤ θ ≤ 8°, и наиболее предпочтительно 4° ≤ θ ≤ 7°.
[0044] Для обеспечения подходящих характеристик, ширина WL верхней грани режущей кромки, измеряемая перпендикулярно оси вставки, взятая в любом положении вдоль режущей кромки, удовлетворяет условию WL ≤ 0,14 мм. Предпочтительно ширина WL верхней грани удовлетворяет условию 0,02 мм ≤ WL ≤ 0,14 мм, или даже более предпочтительно 0,03 мм ≤ WL ≤ 0,11 мм, и наиболее предпочтительно 0,04 мм ≤ WL ≤ 0,08 мм.
[0045] Гнездо предпочтительно наклонено относительно оси вращения держателя инструмента, чтобы режущая кромка находилась в плоскости, т.е. содержалась в верхнем квадрате.
[0046] Гнездовое отверстие также может быть сравнительно большим в поперечном сечении по сравнению с расстоянием до боковых упорных поверхностей. Это можно видеть по диаметру гнездового отверстия и расстояниям до боковых поверхностей.
[0047] Боковые поверхности предпочтительно обычно ориентированы под тем же углом, что и упорные поверхности вставки.
[0048] Ось винта предпочтительно может отстоять от центра посадочной упорной поверхности, т.е., находиться немного ближе к тому месту, где боковые поверхности наиболее приближены друг к другу, так что винт, удерживающий режущую вставку в гнезде, будет смещать режущую вставку по направлению к боковым поверхностям.
[0049] Наиболее предпочтительными применениями вставки в соответствии с настоящим изобретением считаются фрезы со вставками для резки небольших диаметров, в частности, для стандартных диапазонов диаметров от 9,7 мм до 16 мм. Хотя возможна фреза со вставкой стандартного диаметра размером 6 мм с одной режущей вставкой и фрезы со вставками еще большего диаметра, считается, что при таких размерах они менее эффективны, чем другие держатели инструмента. Для взятых в качестве примера вставок небольшого размера (IC = 4 мм) возможны фрезы со вставками, имеющие две вставки при диаметре 9,7 мм, имеющие две или даже три вставки при диаметре 12 мм, имеющие четыре вставки при диаметре 14 мм, и имеющие пять вставок при диаметре 16 мм. Следует отметить, что настоящее изобретение наиболее подходит для нижней части упомянутого диапазона диаметров, в частности для фрез со вставками, имеющих диаметр 9,7 мм и 12 мм. При этом возникающий эффект можно записать путем умножения числа упомянутых вставок на четыре (то есть количество индексируемых позиций, доступных для каждой вставки).
[0050] В соответствии с шестым аспектом предусмотрена режущая вставка, содержащая наклонную поверхность, в целом плоскую основную несущую поверхность, периферийную поверхность, соединяющую наклонную поверхность и основную несущую поверхность, винтовое отверстие, имеющее центральную ось, и режущую кромку, образованную на пересечении периферийной поверхности и наклонной поверхности; причем вставка индексируется вокруг центральной оси; при этом периферийная поверхность содержит первую боковую упорную поверхность, первую не упорную поверхность, примыкающую к первой боковой упорной поверхности, вторую боковую упорную поверхность, вторую не упорную поверхность, примыкающую ко второй боковой упорной поверхности, причем первая боковая упорная поверхность и первая боковая не упорная поверхность расположены между смежно расположенными первым и вторым углами, вторая боковая упорная поверхность и вторая боковая не упорная поверхность расположены между указанным вторым углом и третьим углом, примыкающим ко второму углу, каждая из первой и второй боковых не упорных поверхностей отстоят от центральной оси дальше, чем первая и вторая боковые упорные поверхности.
[0051] Как будет понятно из приведенного ниже описания, не только настоящий аспект, но и любой из предыдущих аспектов вставки может также содержать признак, описанный в шестом аспекте или как описано на фиг. 15 - 18B ниже (иными словами, признаком является, в общем, пара смежных боковых упорных поверхностей и боковых не упорных поверхностей, причем каждая боковая не упорная поверхность отстоит от центральной оси дальше, чем каждая боковая упорная поверхность). Преимущество этого особенно заметно, когда части режущей кромки между двумя смежными углами имеют различные геометрические характеристики (то есть различные режущие функции).
[0052] Например, при определении четырехходовой индексируемой вставки данный признак, к примеру, может быть определен следующим образом: периферийная поверхность дополнительно содержит первую боковую не упорную поверхность, примыкающую к первой боковой упорной поверхности, вторую боковую не упорную поверхность, примыкающую ко второй боковой упорной поверхности, третью боковую не упорную поверхность, примыкающую к третьей боковой упорной поверхности, и четвертую боковую не упорную поверхность, примыкающую к четвертой боковой упорной поверхности, причем каждая из первой, второй, третьей и четвертой не упорных поверхностей отстоит от центральной оси дальше, чем первая, вторая, третья и четвертая упорные поверхности.
[0053] Иными словами, первая длина L1 может измеряться от центральной оси AI до каждой боковой упорной поверхности 38''', а вторая длина L2 может измеряться от центральной оси AI до каждой боковой не упорной поверхности 39''', и первая длина L1 меньше, чем вторая длина L2. В математических терминах такое отношение может быть выражено как: L2 = L1 + Δ (где Δ - разность между первой длиной L1 и второй длиной L2). Вторая длина L2 предпочтительно может быть определена следующим условием: 0,04 мм < Δ < 0,5 мм, более предпочтительно 0,06 мм < Δ < 0,2 мм, и наиболее предпочтительно 0,06 мм < Δ < 0,1 мм.
[0054] Вставка предпочтительно представляет собой четырехходовую индексируемую режущую вставку. Режущие кромки предпочтительно идентичны для каждой индексированной позиции.
[0055] Вставка предпочтительно представляет собой подаваемую вставку со смежными наклонной и подаваемой режущими кромками между двумя смежными углами. Каждая боковая не упорная поверхность предпочтительно в целом расположена под подаваемой режущей кромкой и каждая боковая упорная поверхность в целом расположена под наклонной режущей кромкой.
[0056] Смежные боковые не упорные поверхности предпочтительно ориентированы под тем же углом, что и первая и вторая боковые упорные поверхности гнезда.
[0057] Смежные боковые не упорные поверхности предпочтительно ориентированы под таким же углом индексации, что и боковые упорные поверхности.
[0058] В поперечном сечении, перпендикулярном центральной оси, ширина боковой упорной поверхности предпочтительно больше, чем ширина боковой н еупорной поверхности.
[0059] Периферийная поверхность предпочтительно содержит отводную часть поверхности, примыкающую к основной несущей поверхности. Для уточнения, отводная часть поверхности расположена больше внутри, чем поверхность над ней. Наиболее предпочтительно, отводная часть поверхности расположена под боковой не упорной поверхностью. Кроме того, отводная часть поверхности предпочтительно также может быть расположена под боковой упорной поверхностью. Наиболее предпочтительно, отводная часть поверхности может быть расположена как под боковой упорной поверхностью, так и боковой не упорной поверхностью. В наиболее предпочтительном варианте осуществления отводная часть поверхности может проходить вокруг всей периферийной поверхности вставки. Отводная часть поверхности предпочтительно выпукло изогнута.
[0060] Наклонная поверхность предпочтительно может содержать отрицательную верхнюю грань.
[0061] Наклонная поверхность предпочтительно может содержать выпукло изогнутую часть наклонной поверхности, примыкающую к скошенной режущей кромке.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0062] Для лучшего понимания объекта настоящего изобретения и для демонстрации того, как оно может быть осуществлено на практике, теперь будет сделана ссылка на сопровождающие чертежи, полученные из масштабированной модели, на которой:
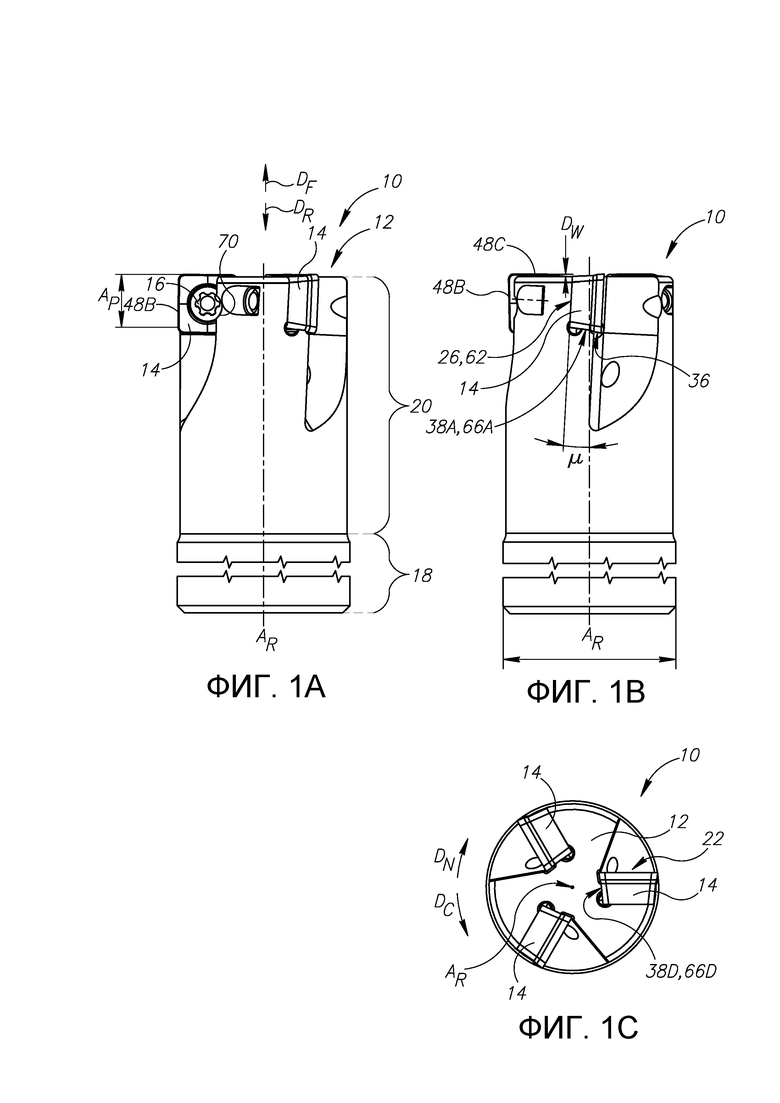
На фиг. 1A показан вид сбоку фрезы со вставкой, содержащей держатель инструмента и множество вставок в соответствии с объектом настоящего изобретения, повернутый, чтобы показать вид спереди (т.е. в осевом направлении) самой левой вставки;
На фиг. 1B показан вид сбоку фрезы со вставкой по фиг. 1A, повернутый, чтобы показать вид сбоку самой левой вставки по фиг. 1A;
На фиг. 1C показан вид с торца фрезы со вставкой по фиг. 1A и 1B;
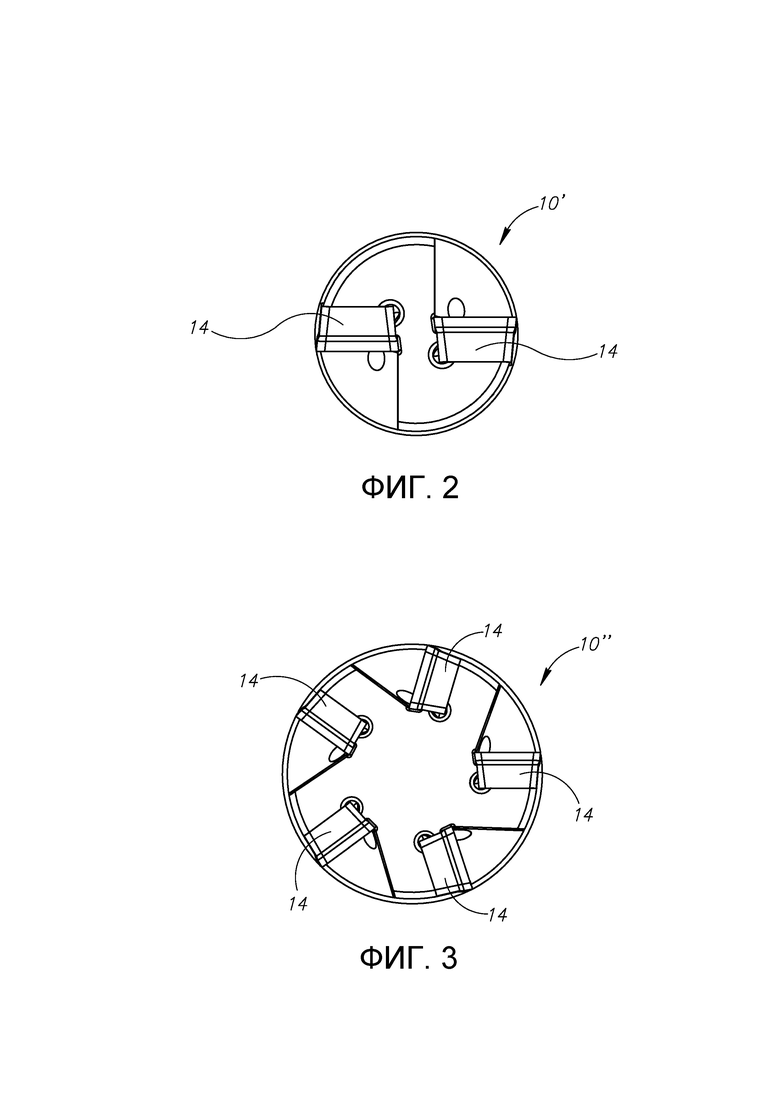
На фиг. 2 показан вид с торца фрезы со вставкой, аналогичной фрезе со вставкой, показанной на фиг. 1A - 1C, только с двумя вставками;
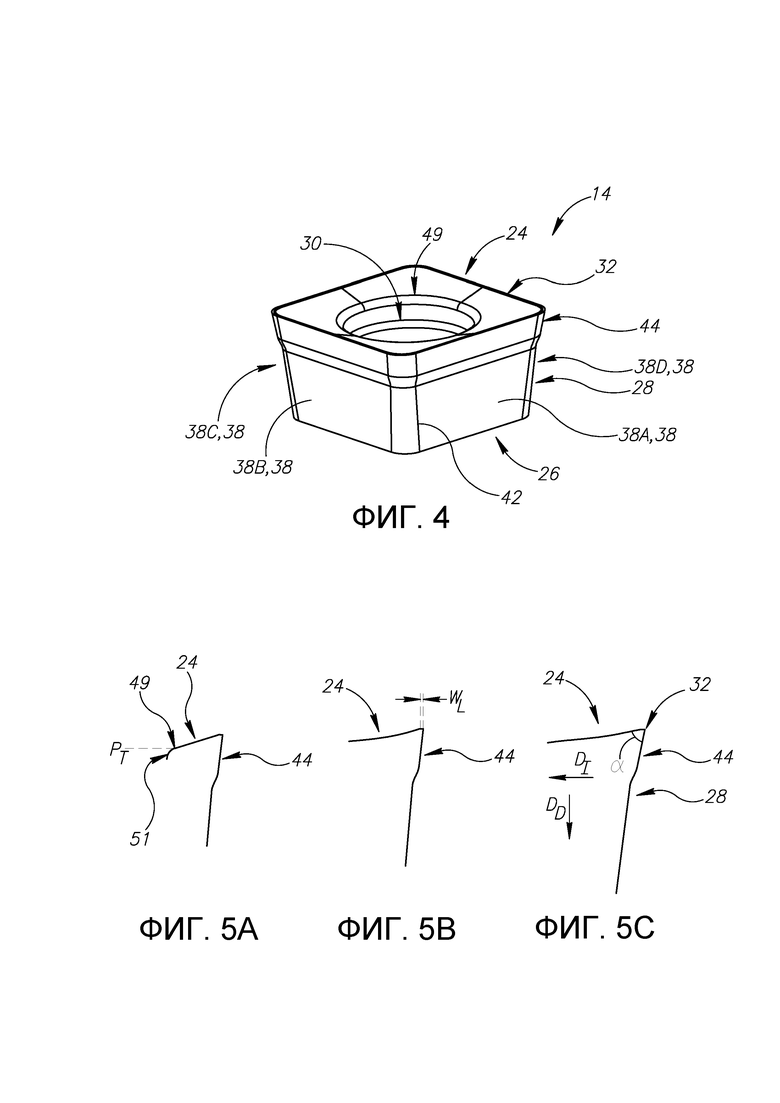
На фиг. 3 показан вид с торца фрезы со вставкой, аналогичной фрезе со вставкой, показанной на фиг. 1A - 1C, только с пятью вставками;
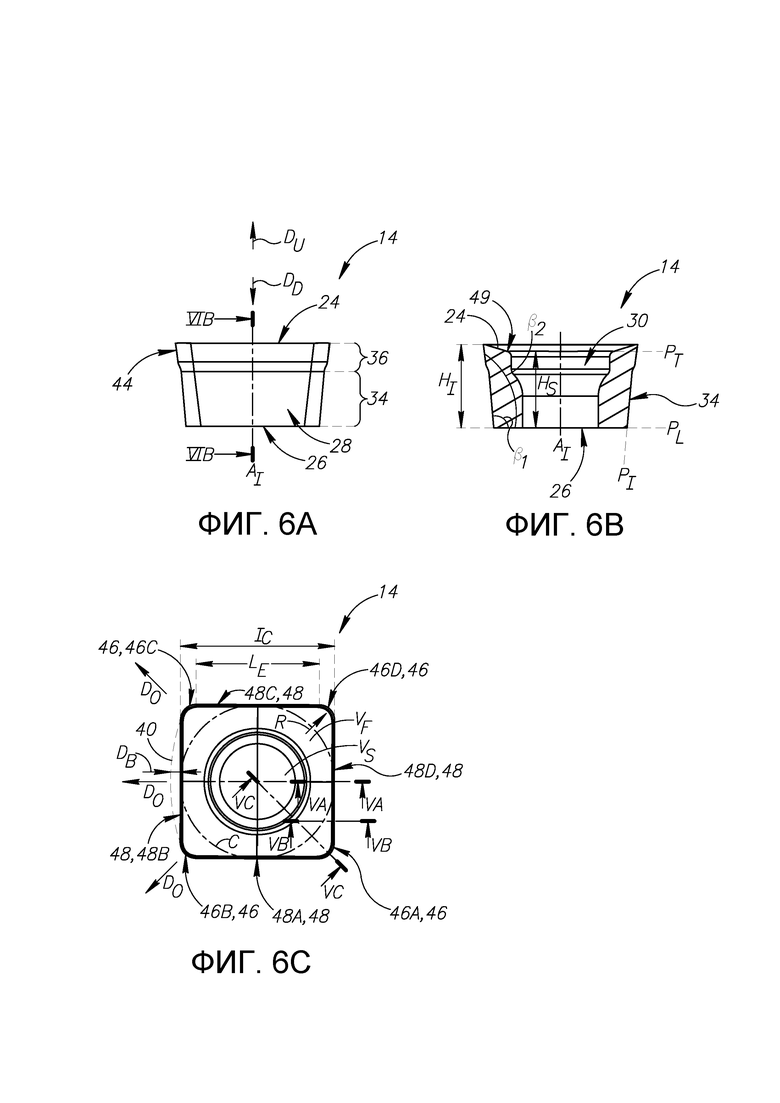
На фиг. 4 показан вид в перспективе самой левой вставки, показанной на фиг. 1A;
На фиг. 5A показан вид поперечного сечения, выполненного по линии VA-VA на фиг. 6C;
На фиг. 5B показан вид поперечного сечения, выполненного по линии VB-VB на фиг. 6C;
На фиг. 5C показан вид поперечного сечения, выполненного по линии VC-VC на фиг. 6C;
На фиг. 6A показан вид сбоку вставки по фиг. 4;
На фиг. 6B показан вид поперечного сечения, выполненного по линии VIB-VIB на фиг. 6A;
На фиг. 6C показан вид сверху (т.е. в осевом направлении) вставки по фиг. 6A;
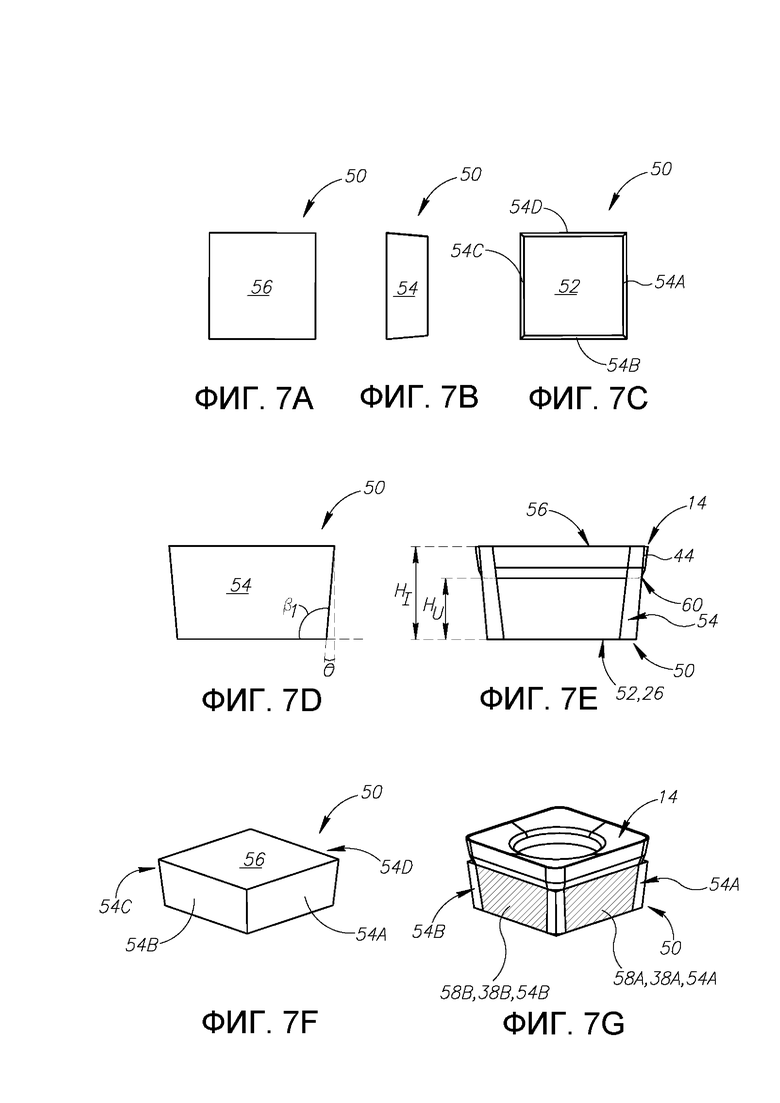
На фиг. 7A показан вид сверху воображаемой квадратной усеченной части, показывающий ее квадратную верхнюю часть;
На фиг. 7B показан вид сбоку квадратной усеченной части по фиг. 7A, показывающий ее равнобедренные трапециевидные боковые поверхности;
На фиг. 7C показан вид снизу квадратной усеченной части по фиг. 7A, показывающий ее четыре равнобедренные трапециевидные боковые поверхности и ее квадратное основание;
На фиг. 7D показан другой вид сбоку квадратной усеченной части по фиг. 7A, повернутый;
На фиг. 7E представлен схематический вид сбоку вставки по фиг. 4, показанной в квадратной усеченной части;
На фиг. 7F показан вид в перспективе квадратной усеченной части по фиг. 7A;
На фиг. 7G представлен схематический вид в перспективе вставки по фиг. 4, показанной в части квадратной усеченной части, и штриховка схематически указывает, где трапециевидные боковые поверхности квадратной усеченной части содержат боковые упорные поверхности режущей вставки;
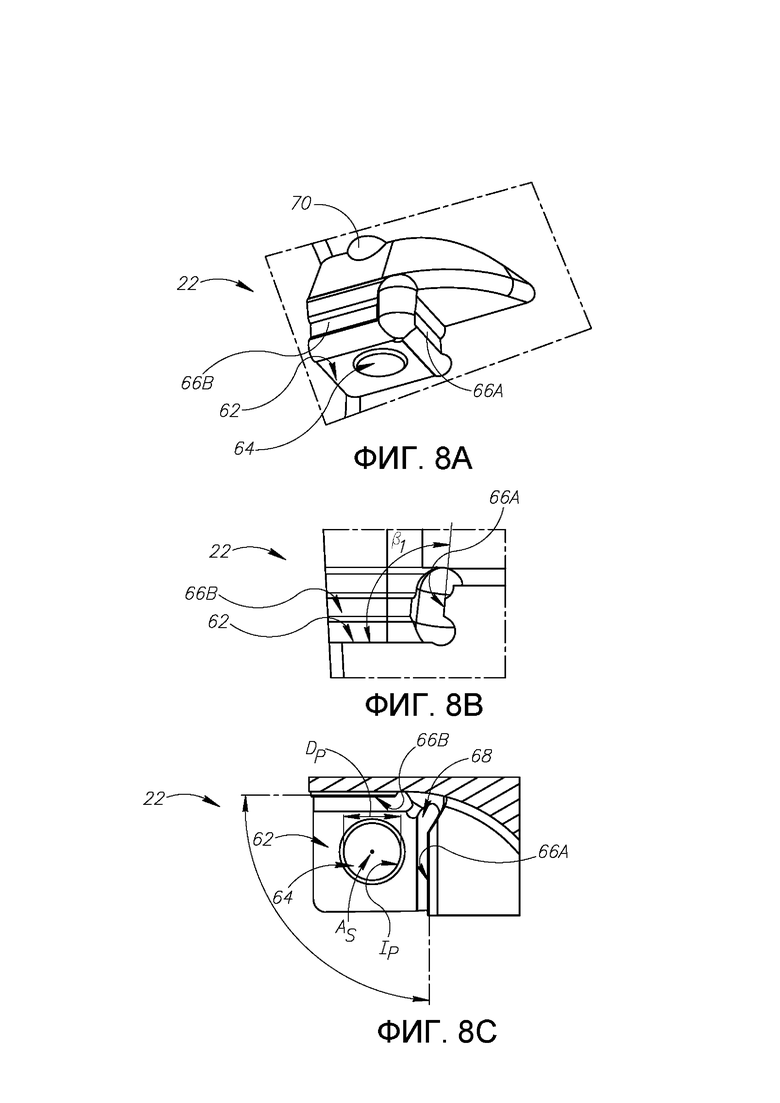
На фиг. 8A показан вид в перспективе гнезда любой из фрез со вставками по фиг. 1A - 3;
На фиг. 8B показан вид сбоку гнезда по фиг. 8A;
На фиг. 8C показан вид сверху (т.е. в осевом направлении) гнезда по фиг. 8A, а также показан вид сверху посадочной упорной поверхности гнезда;
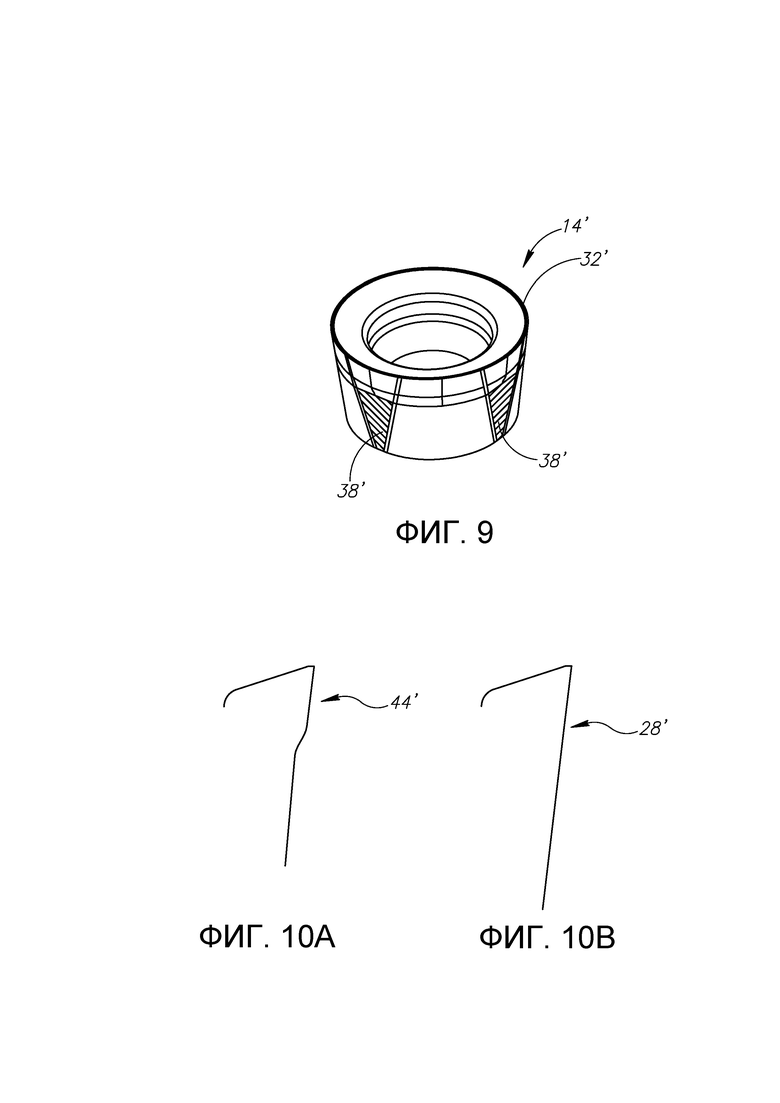
На фиг. 9 показан вид в перспективе другой вставки, и штриховка схематически указывает, где трапециевидные боковые поверхности квадратной усеченной части (не показана) будут содержать боковые упорные поверхности режущей вставки;
На фиг. 10A показан вид поперечного сечения, выполненного по линии XA-XA на фиг. 11C;
На фиг. 10B показан вид поперечного сечения, выполненного по линии XB-XB на фиг. 11C;
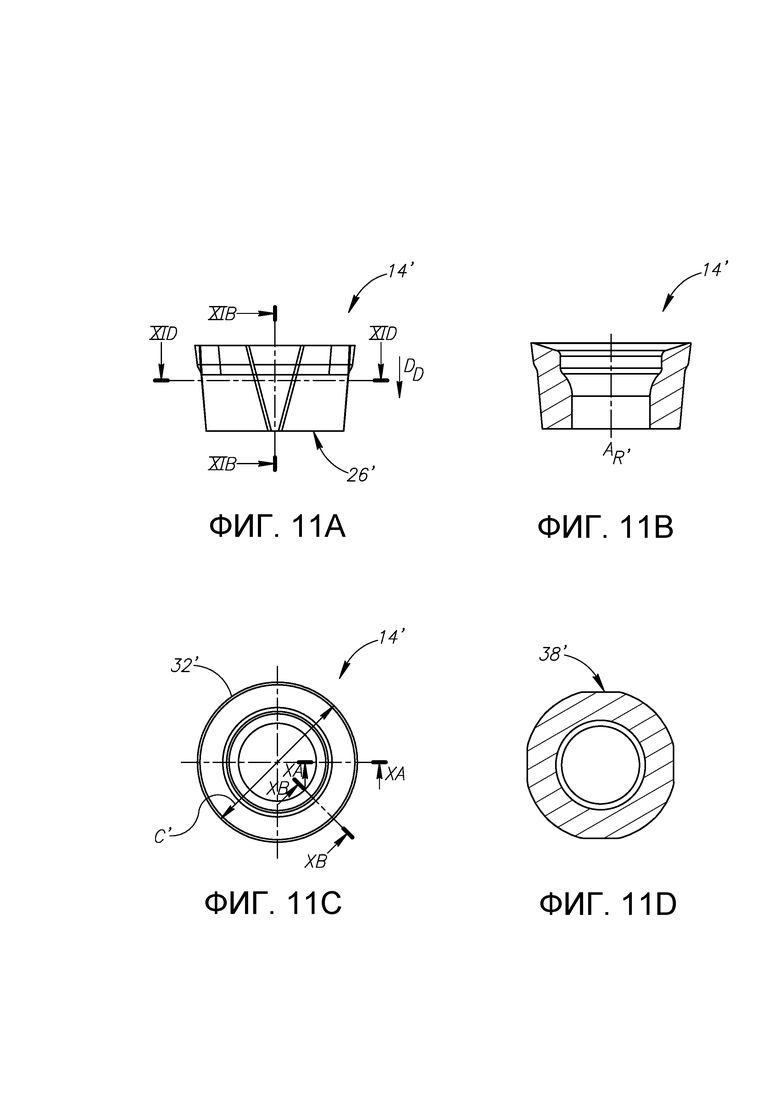
На фиг. 11A показан вид сбоку вставки по фиг. 9;
На фиг. 11B показан вид поперечного сечения, выполненного по линии XIB-XIB на фиг. 11A;
На фиг. 11C показан вид сверху (т.е. в осевом направлении) вставки по фиг. 11A;
На фиг. 11D показан вид поперечного сечения, выполненного по линии XID-XID на фиг. 11A;
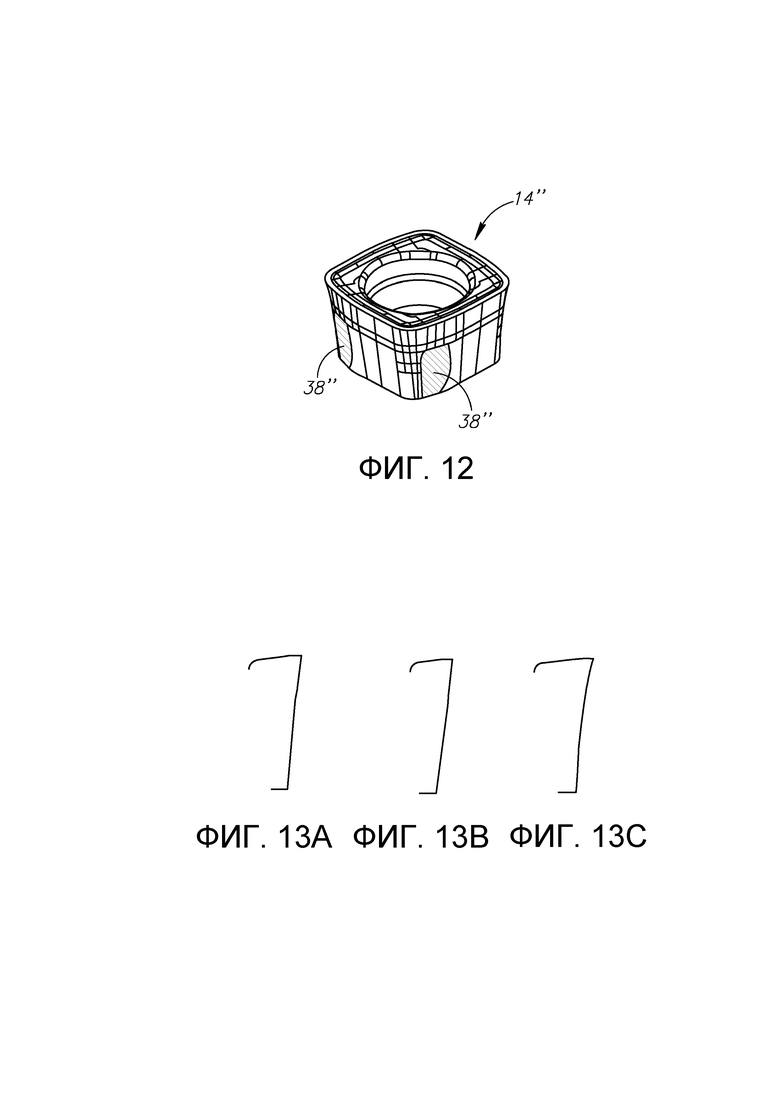
На фиг. 12 показан вид в перспективе другой вставки, и штриховка схематически указывает, где трапециевидные боковые поверхности квадратной усеченной части (не показана) будут содержать боковые упорные поверхности режущей вставки;
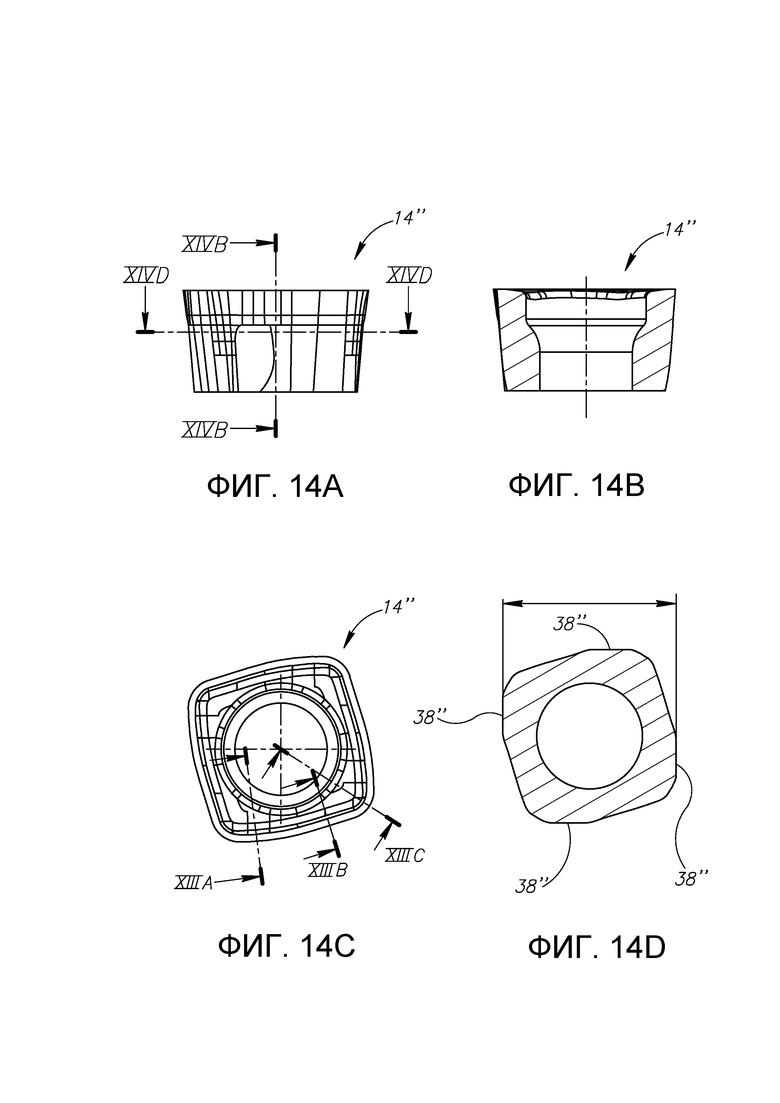
На фиг. 13A показан вид поперечного сечения, выполненного по линии XIIIA-XIIIA на фиг. 14C;
На фиг. 13B показан вид поперечного сечения, выполненного по линии XIIIB-XIIIB на фиг. 14C;
На фиг. 13C показан вид поперечного сечения, выполненного по линии XIIIC-XIIIC на фиг. 14C;
На фиг. 14A показан вид сбоку вставки по фиг. 12;
На фиг. 14B показан вид поперечного сечения, выполненного по линии XIVB-XIVB на фиг. 14A;
На фиг. 14C показан вид сверху (т.е. в осевом направлении) вставки по фиг. 14A;
На фиг. 14D показан вид поперечного сечения, выполненного по линии XIVD-XIVD на фиг. 14A;
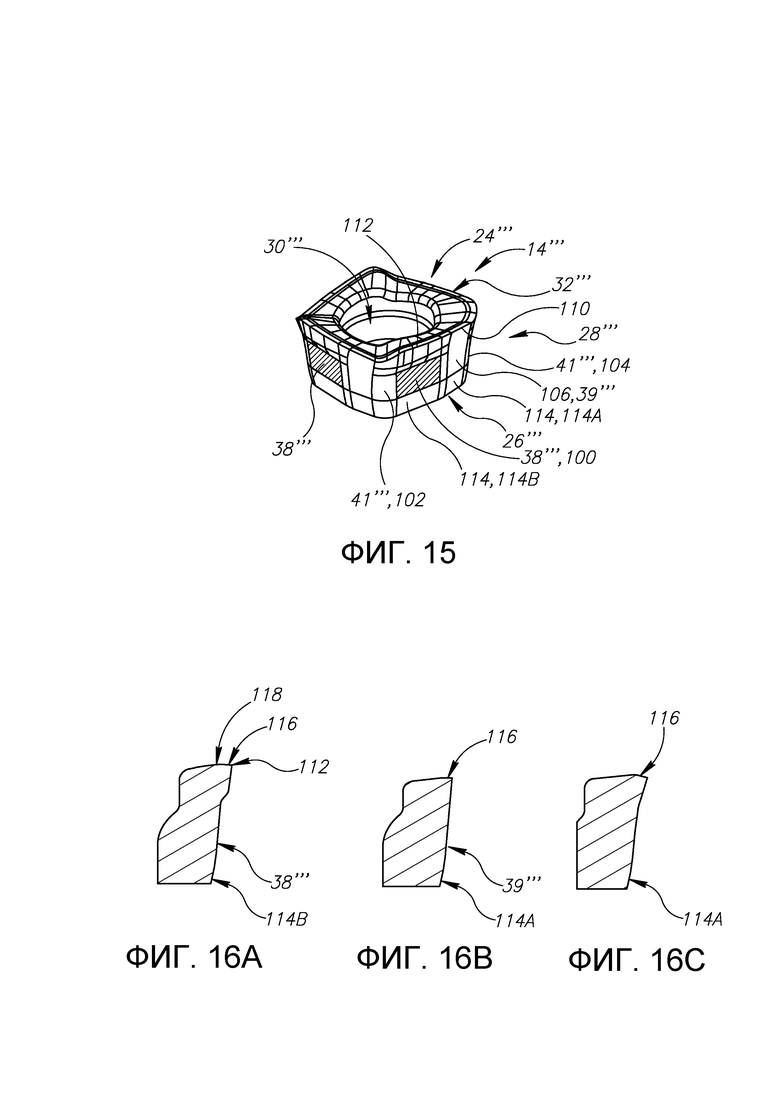
На фиг. 15 показан вид в перспективе другой вставки, и штриховка схематически указывает, где трапециевидные боковые поверхности квадратной усеченной части (не показана) будут содержать боковые упорные поверхности режущей вставки;
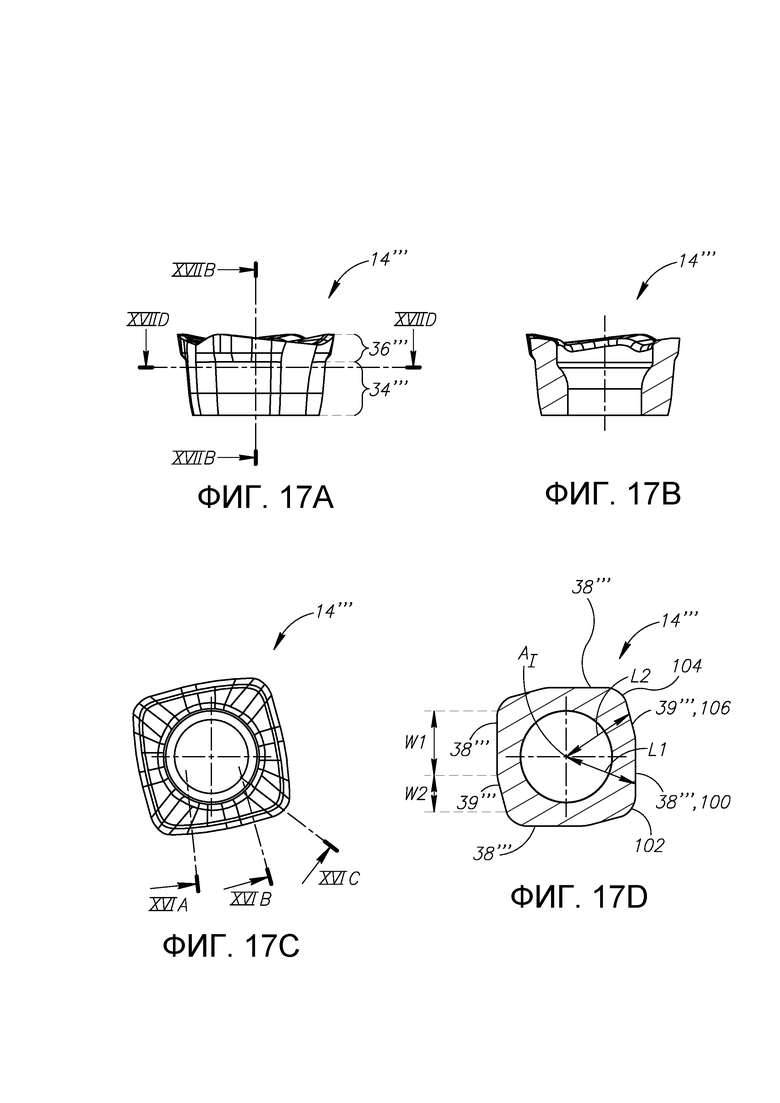
На фиг. 16A показан вид поперечного сечения, выполненного по линии XVIA-XVIA на фиг. 17C;
На фиг. 16B показан вид поперечного сечения, выполненного по линии XVIB-XVIB на фиг. 17C;
На фиг. 16C показан вид поперечного сечения, выполненного по линии XVIC-XVIC на фиг. 17C;
На фиг. 17A показан вид сбоку вставки по фиг. 15;
На фиг. 17B показан вид поперечного сечения, выполненного по линии XIIVB-XIIVB на фиг. 17A;
На фиг. 17C показан вид сверху (т.е. в осевом направлении) вставки по фиг. 17A; и
На фиг. 17D показан вид поперечного сечения, выполненного по линии XIIVD-XIIVD на фиг. 17A;
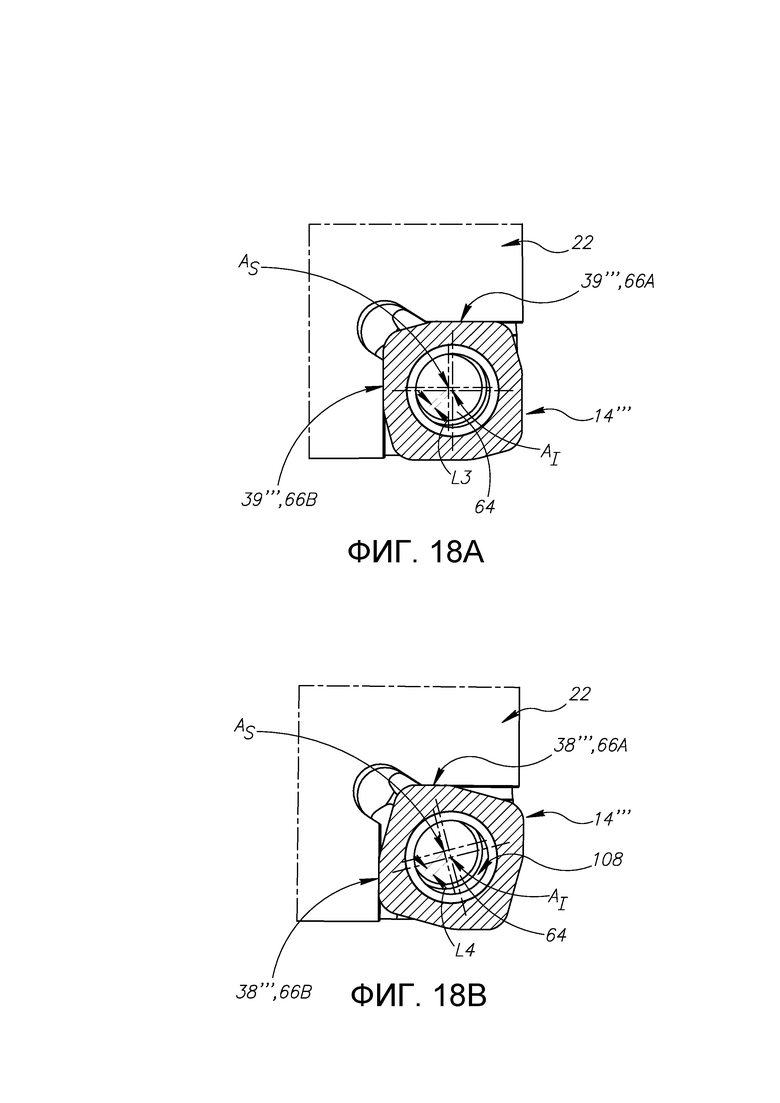
На фиг. 18A показан вид сверху гнезда, соответствующего гнезду по фиг. 8A - 8C, содержащего вставку в соответствии с фиг. 15 - 17D, но показывающий только поперечное сечение, соответствующее фиг. 17D, причем вставка находится в правильном установочном положении; и
На фиг. 18B показан вид, аналогичный фиг. 18A за исключением того, что вставка показана в неправильном установочном положении.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0063] На фиг. 1A - 1C показана фреза 10 со вставкой, выполненная с возможностью осуществления операций фрезеровки заплечиков с углом 90°.
[0064] Фреза 10 со вставкой содержит держатель 12 инструмента, режущие вставки 14 и винты 16 для крепления режущих вставок 14 к держателю 12 инструмента.
[0065] Фреза 10 со вставкой выполнена с возможностью вращения относительно оси AR вращения, которая проходит в продольном направлении через ее центр.
[0066] Ось AR вращения определяет противоположные направления DF, DR вперед и назад в осевом направлении и противоположные направления DC, DN вращения при резании и без резания.
[0067] Держатель 12 инструмента содержит хвостовик 18 и режущую часть 20, проходящую от него в переднем направлении.
[0068] Режущая часть 20 содержит одно или более гнезд 22.
[0069] В примере, показанном на фиг. 1A - 1C, имеется три гнезда 22 (показаны без вставки по фиг. 8A - 8C). Для держателей инструмента меньшего диаметра может быть обеспечено только меньшее количество гнезд, например, на фиг. 2 показан вариант осуществления с двумя гнездами фрезы 10' со вставкой. Для держателей инструмента большего диаметра может быть обеспечено большее количество гнезд, как показано в держателе инструмента 10'' по фиг. 3.
[0070] Режущие вставки 14, винты 16 и гнезда 22 в приведенных примерах идентичны, поэтому следует учитывать, что признаки, описанные в отношении одного, относятся ко всем.
[0071] Теперь будет описана режущая вставка 14 со ссылкой на фиг. 4 - 6C.
[0072] Режущая вставка 14 является односторонней четырехходовой индексируемой режущей вставкой, имеющей положительную основную форму. Она содержит наклонную поверхность 24, в целом плоскую основную несущую поверхность 26, периферийную поверхность 28, винтовое отверстие 30 и режущую кромку 32.
[0073] Ось AI вставки (фиг. 6A) проходит перпендикулярно основной несущей поверхности 26 и через центр вставки 14. Ось AI вставки предусмотрена, чтобы способствовать определению направлений и признаков режущей вставки 14. Вообще говоря, хотя винтовое отверстие настоящего изобретения наиболее предпочтительно расположено в центре вставки и перпендикулярно основной несущей поверхности, в результате чего ось вставки также проходит через центр винтового отверстия, понятно, что существует возможность, что винтовое отверстие может быть наклонено или находиться не точно по центру режущей вставки, в результате чего ось винтового отверстия (не показана) не является соосной с осью AI вставки (тогда как в настоящем предпочтительном примере они соосны). Тем не менее, учитывая, что настоящее изобретение стремится максимально минимизировать использование материала, конечно, в целях обеспечения структурной прочности предпочтительным является пример центрального и перпендикулярного винтового отверстия.
[0074] Ось AI вставки определяет противоположные направления DU, DD вверх и вниз и противоположные направления DI, DO внутрь и наружу. Направление DO наружу предназначено не для того, чтобы определять одно конкретное направление, а скорее для всех возможных направлений на 360° наружу от оси AI вставки, и три таких направления приведены в качестве примера. Это также верно в противоположном направлении для направления DI внутрь.
[0075] Как показано, например, на фиг. 4 и 5C, наклонная поверхность 24 предпочтительно может быть наклонена внутрь и вниз от режущей кромки, образуя острый внутренний угол α для целей стружкообразования.
[0076] Основная несущая поверхность 26 в целом является плоской, как показано, но следует понимать, что это определение не исключает возможности включения небольшой закругленной переходной кромки между периферийной поверхностью и основной несущей поверхностью, как показано, например, на фиг. 7 в EP 3050655.
[0077] Со ссылкой на фиг. 4 и 6A, периферийная поверхность 28 содержит нижнюю часть 34 поверхности и верхнюю часть 36 поверхности. Нижняя часть 34 поверхности является неотшлифованной и проходит вверх и наружу от основной несущей поверхности 26 и содержит первую, вторую, третью и четвертую боковые упорные поверхности 38A, 38B, 38C, 38D. (На фиг. 4 показаны только 38A и 38B, а позиции 38C и 38D, которые скрыты, указаны схематически; в дальнейшем идентичные боковые упорные поверхности будут обозначаться в целом как “боковая упорная поверхность(и) 38'').
[0078] Со ссылкой на фиг. 6A и 6B положительная основная форма режущей вставки 14 означает, что нижняя часть 34 поверхности образует тупой внутренний угол β1 с основной несущей поверхностью 26. Предпочтительно, хотя и необязательно, верхняя часть 36 поверхности образует тупой внутренний угол β1 с основной несущей поверхностью 26. В альтернативном варианте верхняя часть 36 поверхности может быть, например, перпендикулярна основной несущей поверхности 26.
[0079] Каждая из боковых упорных поверхностей 38 в целом является плоской. Для уточнения, увеличенная схематическая выгнутая выпуклость 40 показана на фиг. 6C. Выпуклость 40 обычно является результатом процесса спекания. Поскольку вставки настоящего изобретения маленькие, искривление, приводящее к такой выпуклости 40 является достаточно приемлемым для того, чтобы они не требовали шлифования. Вообще говоря, такая выпуклость или вогнутость (не показанная, которая может рассматриваться как внутренняя «выпуклость» для целей конкретизации) измеряется как максимальное расстояние от плоскости, соединяющей соседние углы вставки с такой выпуклостью.
[0080] Таким образом, заявлено, что вставка должна иметь неотшлифованную нижнюю часть поверхности. Даже если на фиг. 4, например, кажется, что она имеет линию разрыва 42, это просто эффект данного конкретного чертежа, показывающего линию кривизны. Фактическое изделие, которое не было отшлифовано, не имеет четко выраженной линии, и плавно переходит от в целом плоской части к закруглению.
[0081] Верхняя часть 36 поверхности содержит по меньшей мере одну нависающую часть 44, описанную ниже дополнительно со ссылкой на фиг. 7A - 7G.
[0082] Со ссылкой на фиг. 6C, режущая вставка 14 может содержать четыре идентичных угла 46A, 46B, 46C, 46D (далее в настоящем документе в целом называемые “угол(ы) 46'') и четыре идентичные прямые кромки 48A, 48B, 48C, 48D (далее в настоящем документе в целом называемые “прямая кромка(и) 48''), соединяющие углы.
[0083] Размеры различных признаков показаны следующим образом: каждый угол может иметь радиус R (фиг. 6C); каждая прямая кромка 48 может иметь длину LE кромки, измеренную от точки перехода скругления углов (фиг. 6C); ширина WL верхней грани режущей кромки показана на фиг. 5B; и воображаемая вписанная окружность C и ее диаметр IC показаны на фиг. 6C.
[0084] Со ссылкой на фиг. 6B и 6C объем Vs полости режущей вставки 14 определен границами винтового отверстия 30. В частности, высота HS винтового отверстия определена от основной несущей поверхности 26 до верхней кромки 49 винтового отверстия 30 (также обозначенного на фиг. 4). Иными словами, объем Vs полости рассчитывается как объем полости, проходящей от нижней части винтового отверстия 30, образованного в нижней плоскости PL, перпендикулярной оси AI вставки, и по существу расположенной в одной плоскости с основной несущей поверхностью 26, до верхней части винтового отверстия 30, образованного в верхней плоскости PT, перпендикулярной пересечению винтового отверстия 30 и наклонной поверхности 24, т.е. на высоте верхней кромки 49. Точнее, как показано на фиг. 5A, верхняя кромка 49 представляет собой пересечение закругленного угла 51 винтового отверстия 30 и наклонной поверхности 24.
[0085] Объем VF материала представляет собой, как следует из его названия, объем фактического материала, из которого изготовлена режущая вставка 14.
[0086] Обращаясь теперь к фиг. 7A - 7G, показана воображаемая квадратная усеченная часть 50, содержащая квадратное основание 52, четыре идентичные равнобедренные трапециевидные боковые поверхности 54A, 54B, 54C, 54D (следует отметить, что на фиг. 7F показаны только 54A и 54B, а позиции 54C и 54D, которые скрыты, указаны схематически и далее в настоящем документе в целом называются “трапециевидная боковая поверхность(и) 54'') и квадратная верхняя часть 56, которая больше квадратного основания 52.
[0087] Каждая трапециевидная боковая поверхность 54 проходит вверх и наружу от квадратного основания 52 (или эквивалентно вниз и наружу от квадратной верхней части 56) под отводным углом θ упорной поверхности, удовлетворяющим условию 1° ≤ θ ≤ 15° (фиг. 7D).
[0088] Штриховка, схематически обозначенная как 58A, 58B на фиг. 7G (следует отметить, что показана не вся высота квадратной усеченной части), схематически показывает, где первая и вторая боковые упорные поверхности 38A, 38B соответственно содержатся в равнобедренных трапециевидных боковых поверхностях.
[0089] Аналогичным образом квадратное основание 52 содержит основную несущую поверхность 26.
[0090] Поскольку в данном примере режущая кромка 32 расположена на одной высоте, т.е. высоте HI режущей вставки от квадратного основания 52, квадратная верхняя часть 56 содержит режущую кромку 32.
[0091] На фиг. 7E на виде сбоку показано, где по меньшей мере одна нависающая часть 44 проходит дальше наружу от равнобедренных трапециевидных боковых поверхностей 54. В данном примере имеется только одна нависающая часть 44, непрерывно проходящая вокруг всей периферии вставки.
[0092] Верхняя часть 36 поверхности (фиг. 6A) начинается в направлении вверх на минимальной высоте HU верхней части поверхности над основной несущей поверхностью 26, причем минимальная высота HU верхней части поверхности измеряется параллельно оси AI вставки. По меньшей мере одна нависающая часть 44 имеет самую нижнюю точку 60 на минимальной высоте HU верхней части поверхности над основной несущей поверхностью 26.
[0093] Обращаясь теперь к фиг. 8A - 8C, гнездо 22 содержит посадочную упорную поверхность 62, резьбовое гнездовое отверстие 64, выходящее на посадочную упорную поверхность 62 и определяющее минимальную вписанную окружность IP гнездового отверстия и связанный с ним минимальный диаметр DP гнездового отверстия, первую и вторую боковую упорные поверхности 66A, 66B, ориентированные под прямым углом друг к другу на виде сверху (т.е. на виде по фиг. 8C) посадочной упорной поверхности 62.
[0094] Гнездовое отверстие 64 также может быть сравнительно большим в поперечном сечении по сравнению с расстоянием до боковых упорных поверхностей. Это можно видеть из диаметра DP гнездового отверстия и расстояний от гнездового отверстия 64 до боковых упорных поверхностей 66A, 66B.
[0095] Первая и вторая боковые поверхности 66A, 66B предпочтительно обычно ориентированы под таким же тупым внутренним углом β1, что и упорные поверхности вставки 38.
[0096] Ось AS винта может быть предпочтительно смещена от центра посадочной упорной поверхности, т.е. немного ближе к месту, где боковые поверхности находятся ближе всего друг к другу (т.е. в область в целом обозначенную как 68), так что винт, удерживающий режущую вставку в гнезде, будет смещать режущую вставку в направлении боковых поверхностей.
[0097] Обращаясь теперь к фиг. 1A - 1C, предпочтительно предусмотрено углубление 70 для инструмента, чтобы инструмент мог легко получить доступ к винту 16, установленному в гнезде 22.
[0098] При установке винт 16 закрепляет режущую вставку 14, так что основная несущая поверхность 26 упирается в посадочную упорную поверхность 62, первая упорная поверхность 38A упирается в первую боковую поверхность 66A и смежная упорная поверхность 66 (в данном примере четвертая упорная поверхность 38D, показанная на фиг. 1C) упирается во вторую боковую поверхность 66B. Понятно, что режущую вставку 14 можно индексировать в гнезде 22 четыре раза, и что точное указание того, какие конкретные упорные поверхности контактируют в любой момент времени, не имеет значения.
[0099] Более важно отметить, что верхняя часть 36 поверхности не входит в контакт с держателем 12 инструмента и, следовательно, вставки с разными режущими кромками могут быть установлены на одном держателе 12 инструмента.
[00100] Гнездо предпочтительно наклонено в прямом направлении DF и направлении DC резания относительно оси AR вращения, как показано углом μ наклона. Угол μ наклона может предпочтительно удовлетворять условию 2° ≤ μ ≤ 5°.
[00101] На фиг. 1B для фрезы 10 со вставкой, взятой в качестве примера, одна из прямых режущих кромок (например, третья прямая кромка 48C) выполняет скребковую функцию и выступает только на небольшое скребковое расстояние DW от держателя инструмента. В частности, его ориентация находится под прямым углом к оси AR вращения. В данном примере вторая прямая кромка 48B является основной режущей кромкой для выполнения операции фрезерования заплечиков с углом 90°.
[00102] Со ссылкой на фиг. 1A, поскольку вся режущая кромка 48 (взятая в качестве примера вторая прямая кромка 48B) является прямой и в целом параллельной оси AR вращения, сравнительно большая глубина AP резания достижима для сравнительно очень маленькой режущей вставки. По той же причине так же верно, что вся третья прямая кромка 48C обеспечивает сравнительно большой скребок в целом перпендикулярный оси AR вращения.
[00103] Обращаясь теперь к фиг. 9 - 11D, показаны различные варианты осуществления вставки, т.е. круглой вставки 14'. Первая и вторая боковые упорные поверхности гнезда 66A, 66B не имеют зазора в его центре, как это обычно предусмотрено для противодействия выпуклости вставки, описанной выше. Поскольку первая и вторая боковые упорные поверхности 66A, 66B гнезда не имеют зазора, может использоваться круглая вставка, например, режущая вставка, обозначенная 14', которая упирается в центральные части первой и второй боковых упорных поверхностей 66A, 66B в том же гнезде 22, как и ранее описанная вставка 14.
[00104] Круглая вставка 14' представляет собой одностороннюю четырехходовую индексируемую режущую вставку, имеющую положительную основную форму. Помимо форм режущей кромки 32', боковых упорных поверхностей 38' и нависающих частей 54', круглая вставка 14' может рассматриваться как аналогичная ранее описанной вставке 14. Соответственно, будут описаны только существенные различия.
[00105] Ссылочные позиции, соответствующие тем, которые используются в ранее описанной вставке, но с добавленным апострофом ('), следует считать имеющими сравнительную функцию.
[00106] Режущая кромка 32' является полностью круглой и, следовательно, также соответствует воображаемой вписанной окружности C'.
[00107] Боковые упорные поверхности 38' могут предпочтительно, но необязательно, сужаться в направлении DD вниз (фиг. 11A). Иными словами, они могут иметь форму усеченной части (отметив, что это не треугольная форма, так как нависающий участок не включен в качестве части боковой упорной поверхности).
[00108] Хотя сужающаяся форма проходит от режущей кромки 32' основной несущей поверхности 26', следует понимать, что упор боковых упорных поверхностей 38' и боковых упорных поверхностей гнезда будет только в заштрихованных частях, два из которых показаны на фиг. 9.
[00109] Наконец, следует отметить, что по меньшей мере одна нависающая часть 44' фактически представляет собой четыре разнесенные, отдельные нависающие части. Как показано на фиг. 10B, в отличие от фиг. 10A, некоторые периферийные части периферийной поверхности 28' лишены какой-либо нависающей части 44'. На фиг. 10A показан вид поперечного сечения через центр боковой упорной поверхности 38', как видно из фиг. 11C и 11D. Имея множество отстоящих друг от друга нависающих частей, можно получить обе полностью круглые режущие кромки, в то же время имея четыре в целом плоские боковые упорные поверхности, вертикально отделенные от режущей кромки, для обеспечения четырех различных позиций индексации.
[00110] Обращаясь теперь к фиг. 12 - 14D, показаны различные варианты осуществления вставки, т.е. подаваемой вставки 14''.
[00111] Подаваемая вставка 14'' во многом аналогична предыдущей вставке за исключением того, что режущая кромка была разработана для фрезерования с подачей (т.е. включает в себя способность комбинированной линейной обработки и механической обработки с подачей). Соответственно, будут описаны только существенные различия.
[00112] Ссылочные номера, соответствующие тем, которые используются для ранее описанной вставки, но с добавлением двух апострофов (''), должны считаться имеющими сравнительную функцию.
[00113] Подаваемая вставка 14'' просто иллюстрирует, что боковые упорные поверхности 38'' могут размещаться в положении, отличном от центра боковой поверхности вставки. Иными словами, они могут быть в целом плоскими только вблизи углов вставки. Заштрихованные участки боковых упорных поверхностей 38'' на фиг.12 аналогичным образом будут содержаться в описанных выше равнобедренных трапециевидных боковых поверхностях. Таким образом, один и тот же держатель 12 инструмента может также использоваться для обеспечения функции подачи.
[00114] На фиг. 15 - 17D показана другая вставка 14'''.
[00115] Подаваемая вставка 14''' аналогична предыдущим вставкам и, в частности, вставке, обозначенной 14'', так как обе имеют режущую кромку, которая выполнена с возможностью фрезерования с подачей (т.е. включает в себя объединенные смежные наклонные и подающие режущие кромки (или подкромки) смежные друг с другом).
[00116] Если не указано иное, элементы с аналогичными ссылочными позициями аналогичны или идентичны предыдущим вставкам. Существенные различия подробно описаны ниже.
[00117] Режущая вставка 14''' представляет собой одностороннюю четырехходовую индексируемую режущую вставку, имеющую положительную основную форму. Она содержит наклонную поверхность 24''', в целом плоскую основную несущую поверхность 26''', периферийную поверхность 28''', винтовое отверстие 30''' и режущую кромку 32'''.
[00118] Ось AI вставки (фиг. 6A) проходит перпендикулярно основной несущей поверхности 26''' и через центр вставки 14'''.
[00119] Со ссылкой на фиг. 17A можно видеть, что периферийная поверхность 28''' вставки содержит нижнюю часть 34''' поверхности и верхнюю часть 36''' поверхности.
[00120] Если обратить внимание сначала на нижнюю часть 34''' поверхности, то существуют четыре идентичные боковые упорные поверхности 38''', соответствующие по функциям тем, которые описаны выше.
[00121] В отличие от предыдущих вставок, участки периферийной поверхности 28''', расположенные смежно с боковыми упорными поверхностями 38''', были разработаны для специальной функции и, соответственно, были названы боковыми неупорными поверхностями 39'''.
[00122] Точнее, между каждой боковой упорной поверхностью 38''' и несмежным углом 41''' той же боковой упорной поверхности''' имеются боковые не упорные поверхности 39'''.
[00123] Например, при использовании фиг. 15 дополнительные ссылочные позиции (т.е. в дополнение к 38''' и 39''') добавлены только в целях пояснения. Первая боковая упорная поверхность, обозначенная 100 (обычно также обозначаемая 38'''), расположена между так называемым смежным углом 102 и несмежным углом 104. Между первой боковой упорной поверхностью 100 и несмежным углом 104 имеется так называемая не упорная поверхность 106 (обычно также обозначаемая 39'''). Между каждой парой смежных углов имеются соответствующие боковые упорные поверхности и боковые не упорные поверхности, однако, поскольку они идентичны, они не будут описаны.
[00124] Как и в предыдущих примерах, штриховка, показанная для каждой боковой упорной поверхности 38''', схематически показывает, где боковые упорные поверхности 38''' вставки соответственно содержатся в вышеописанных равнобедренных трапециевидных боковых поверхностях, которые также упираются в гнездо инструмента при правильной установке в него.
[00125] Как отмечено выше, гнездо по настоящему изобретению может вмещать различные вставки, и в отличие от типичной конструкции предшествующего уровня техники не имеет отличающейся конфигурации для каждого отличающегося типа четырехходовой индексируемой вставки.
[00126] Во время испытаний было неожиданно обнаружено, что существовала возможность неправильной установки подаваемой вставки 14'' по фиг. 14 в гнездо по настоящему изобретению, то есть в повернутое положение из правильного положения. Это обусловлено двумя особыми обстоятельствами.
[00127] Первое обстоятельство состояло в том, что смежные не упорные поверхности, расположенные между упорными поверхностями 38'' были ориентированы в основном под тем же углом индексации, что и первая и вторая боковые упорные поверхности 66A, 66B гнезда (в данном примере 90°, т.е. который также является тем же углом индексации, что и для предполагаемых смежных упорных поверхностей 38''), что позволяет оператору ошибочно закрепить вставку, используя не упорные поверхности.
[00128] Второе обстоятельство, это когда вставка имеет две различные функциональные подкромки, примыкающие друг к другу (т.е. между смежными углами). Соответственно, хотя такая неправильная установка не будет проблематичной со вставкой, имеющей все симметричные кромки, в случае вставки с быстрой подачей или вставки другого типа с неидентичными смежными функциональными кромками такая неправильная установка является неприемлемой.
[00129] Для уменьшения вероятности и, предпочтительно, устранения указанной неправильной установки боковые не упорные поверхности 39''' были смещены от центральной оси AI вставки 14''' на большее расстояние, чем упорные поверхности 38'''.
[00130] Для уточнения примера, со ссылкой на фиг. 17D первая длина L1, измеренная от центральной оси AI (т.е. центра вставки) до боковой упорной поверхности 38''' (боковой упорной поверхности, взятой в качестве примера, также обозначенной 100) меньше, чем вторая длина L2, измеренная от центральной оси AI (т.е. центра вставки) до смежной боковой не упорной поверхности 39''' (также обозначенной 106). В математических терминах такое отношение может быть выражено как: L2 = L1 + Δ (где Δ - разность).
[00131] Следует отметить, что на чертеже трудно увидеть разницу в длине, поскольку она очень мала. В данном примере L1 = 1,9 мм и L2 = 1,98 мм. Отмечено, что вписанная окружность вставки 14''', измеряемая в боковых упорных поверхностях 38''', следовательно, в два раза больше величины L1, т.е. 3,8 мм (т.е. 3,8 мм - это вписанный диаметр упорных поверхностей 38''').
[00132] Другими словами, приведенная выше разность Δ составляет 0,08 мм или приблизительно 2% от вписанного диаметра упорных поверхностей. Минимальное рабочее значение разности Δ оценивается примерно в 0,04 мм (т.е. ниже которого желаемый эффект, предотвращающий неправильную установку, может быть неэффективным), а максимальное рабочее значение оценивается примерно в 0,5 мм. Следовательно, вторая длина L2 от центральной оси AI до не упорной поверхности составляет предпочтительно 0,04 мм < Δ < 0,5 мм, более предпочтительно 0,06 мм < Δ < 0,2 мм, и наиболее предпочтительно 0,06 мм < Δ < 0,1 мм
[00133] Обращаясь теперь к фиг. 18A и 18B, эффект вышеупомянутого признака показан в гнезде 22 и идентичен тому, что описано ранее.
[00134] Чтобы подчеркнуть рассматриваемые признаки для данного примера, гнездо 22 содержит резьбовое гнездовое отверстие 64, первую и вторую боковые упорные поверхности 66A, 66B и ось AS винта, проходящую через центр резьбового гнездового отверстия 64.
[00135] В правильно установленном положении на фиг. 18A две смежные боковые упорные поверхности 38''' упираются в первую и вторую боковые упорные поверхности 66A, 66B и, в результате, центральная ось AI вставки и ось AS винта гнездового отверстия отстоят друг от друга на относительно небольшую третью длину L3. Соответственно, винт (не показан) может быть вставлен через винтовое отверстие 30''' вставки и гнездовое отверстие 64 для крепления вставки 14''' к гнезду 22.
[00136] В противоположность этому, в неправильно установленном положении на фиг. 18B, смежные боковые не упорные поверхности 39''' упираются в первую и вторую боковые упорные поверхности 66A, 66B и в результате центральная ось AI вставки и ось AS винта гнездового отверстия отстоят друг от друга на относительно большую четвертую длину L4 (т.е. четвертая длина L4 относительно больше длины L3). Соответственно, винт (не показан) не может быть вставлен через винтовое отверстие 30''' вставки, поскольку на его пути выступает часть кромки 108 гнездового отверстия 64.
[00137] Было отмечено, что не упорные поверхности 39''' могут заставить вставку 14''' автоматически регулироваться или поворачиваться в правильное установленное положение, как показано на фиг 18A, когда оператор закрепляет вставку 14''' в гнездовом отверстии 64.
[00138] Настоящий вариант осуществления представляет собой вставку с быстрой подачей, однако благодаря интересному открытию наличия двух различных возможных упорных поверхностей (т.е. упорной поверхности, примыкающей к не упорной поверхности, обе из которых можно использовать для установки вставки в гнездо), отмечено, что такой признак (увеличение длины одной из упорных поверхностей до большего размера, чем другой, для предотвращения неправильной установки) мог быть также обратимым. Это возможно, например, если режущая кромка не была бы сконфигурирована как режущая кромка с быстрой подачей, но если, например, смежные угловые кромки вставки могли быть функциональными для обеспечения типичной фрезерной вставки.
[00139] Иными словами, со ссылкой на фиг. 15, для вставки с быстрой подачей (не обязательно вставки 14''' с быстрой подачей, приведенной в качестве примера, которая используется только для пояснительных целей), не упорные поверхности (39''', 106; расположены дальше от центральной оси AI, чем предполагаемые упорные поверхности) расположены ниже основных режущих кромок 110, а не ниже наклонных кромок 112, а упорные поверхности (38''', 100) расположены ниже наклонных режущих кромок 112.
[00140] Как показано на фиг. 17D, первая ширина W1 боковой упорной поверхности больше, чем вторая ширина W2 боковой не упорной поверхности. Понятно, что это предпочтительный, но не ограничивающий способ отодвинуть боковую не упорную поверхность 39''' дальше от центральной оси AI. Следует понимать, что такая модификация также влияет на присоединенную боковую упорную поверхность 38'''.
[00141] Хотя основная идея настоящего примера была описана выше, что само по себе является даже отдельным патентоспособным аспектом, некоторые предпочтительные признаки такой идеи заключаются в следующем.
[00142] В результате того, что боковые не упорные поверхности 39''' отстоят дальше, чем боковая упорная поверхность 38''' от центральной оси AI, периферийная поверхность 28''' вставки также образована отводной частью 114 поверхности, примыкающей к основной несущей поверхности 26'''.
[00143] Отводная часть 114 поверхности была включена, поскольку во время поступательного движения вставки 14''' во время фрезерования существует повышенная вероятность того, что периферийная поверхность вставки 28''' нежелательно войдет в контакт с заготовкой (не показана).
[00144] Более важное добавление отводной части 114 поверхности находится под не упорной поверхностью 39''' (обозначенной 114A), которая с наибольшей вероятностью входит в контакт с заготовкой (не показана), поскольку она выступает дальше от центра вставки 14'''. Однако есть также повышенная вероятность того, что область под упорной поверхностью 38''' может входить в контакт с заготовкой и, следовательно, вышеуказанная отводная часть 114 поверхности также добавляется под упорной поверхностью 38''' вставки (обозначенной 114B). Для простоты изготовления отводная часть 114 поверхности проходит вокруг всей периферийной поверхности 28''' вставки.
[00145] То есть добавление указанной отводной части 114 поверхности под упорной поверхностью 38''' вставки является несколько невыгодным, поскольку снижает устойчивость (из-за меньшей площади опирания), но считается в целом полезным. Соответственно, такое добавление отводной части 114 поверхности вдоль любого участка периферийной поверхности 28''' вставки является предпочтительным, но не ограничивающим вариантом.
[00146] В этом предпочтительном но неограничивающем примере отводная часть 114 поверхности является выпукло изогнутой.
[00147] Другим предпочтительным, но необязательным признаком, который лучше всего показан на фиг. 16A, является нейтральная или даже отрицательная верхняя грань 116. Как описано выше, предпочтительно, чтобы наклонная поверхность имела наклон внутрь и вниз от режущей кромки для образования острого внутреннего угла α для целей стружкообразования. Однако, аналогично тому, о чем было сказано выше, в результате повышенной вероятности контакта с заготовкой вследствие того, что не упорная поверхность отнесена в наружном направлении, предпочтительно усиление режущей кромки даже в ущерб эффективности резки. Такое усиление добавляется даже в форме выпукло изогнутого участка 116 наклонной поверхности, примыкающее к скошенной режущей кромке 112.
Группа изобретений относится к обработке материалов резанием и может быть использована для фрезеровки заплечиков с углом 90° с использованием фрез с режущими вставками и держателем инструмента с маленьким диаметром. Односторонняя четырехходовая индексируемая режущая вставка содержит положительную основную форму, наклонную поверхность, периферийную поверхность, включающую четыре боковые упорные поверхности, основную несущую поверхность и винтовое отверстие, соединяющее наклонную и основную несущие поверхности. Вставка имеет воображаемую квадратную усеченную часть, которая образует квадратное основание, содержащее основную несущую поверхность режущей вставки, и дополнительно образует четыре равнобедренные трапециевидные боковые поверхности, соответственно содержащие четыре боковые упорные поверхности режущей вставки. Объем VF материала режущей вставки и объем Vs полости вставки удовлетворяют условию VS/VF ≥ 0,25. Усовершенствуется конструкция режущей вставки и держателя инструмента. 2 н. и 21 з.п. ф-лы, 18 ил.
1. Односторонняя четырехходовая индексируемая режущая вставка, имеющая положительную основную форму и содержащая:
наклонную поверхность;
основную несущую поверхность, расположенную напротив наклонной поверхности,
ось AI вставки, проходящую перпендикулярно основной несущей поверхности и через центр вставки, причем ось вставки определяет направление вверх от основной несущей поверхности по направлению к наклонной поверхности, направление вниз, противоположное направлению вверх, и направление наружу, перпендикулярное направлениям вверх и вниз и проходящее в сторону от оси вставки,
причем высота HI режущей вставки измеряется в направлении, параллельном оси вставки от основной несущей поверхности до самой верхней точки наклонной поверхности;
периферийную поверхность, соединяющую наклонную поверхность и основную несущую поверхность и содержащую:
неотшлифованную нижнюю часть поверхности, которая проходит вверх и наружу от основной несущей поверхности и содержит первую, вторую, третью и четвертую боковые упорные поверхности; и
верхнюю часть поверхности, соединяющую нижнюю часть поверхности и наклонную поверхность, причем верхняя часть поверхности начинается в направлении вверх на минимальной высоте HU верхней поверхности над основной несущей поверхностью;
режущую кромку, образованную вдоль пересечения периферийной поверхности и наклонной поверхности;
винтовое отверстие, выходящее на наклонную и основную несущие поверхности,
причем винтовое отверстие имеет объем Vs полости,
при этом вставка имеет воображаемую квадратную усеченную часть, образуемую квадратным основанием, содержащим основную несущую поверхность, четырьмя равнобедренными трапециевидными боковыми поверхностями, каждая из которых проходит вверх и наружу от квадратного основания под отводным углом θ упорной поверхности, удовлетворяющим условию 1° ≤ θ ≤ 15°, и каждая из которых содержит соответствующую одну из первой, второй, третьей и четвертой боковых упорных поверхностей, и квадратную верхнюю часть, соединяющую четыре равнобедренные трапециевидные боковые поверхности и расположенную на расстоянии, равном высоте HI режущей вставки от квадратного основания;
верхняя часть поверхности содержит по меньшей мере одну нависающую часть, которая проходит наружу от смежной одной из трапециевидных боковых поверхностей и имеет самую нижнюю точку на указанной минимальной высоте HU верхней части поверхности;
на виде, параллельном оси AI вставки, диаметр вписанной окружности IC режущих кромок удовлетворяет условию IC ≤ 10 мм;
и объемное соотношение VS/VF объема Vs полости и объема VF материала режущей вставки удовлетворяет условию VS/VF ≥ 0,25.
2. Режущая вставка по п. 1, в которой объемное соотношение удовлетворяет условию 0,30 ≤ VS/VF ≤ 0.60.
3. Режущая вставка по п. 1, в которой диаметр IC вписанной окружности удовлетворяет условию 3,5 мм ≤ IC ≤ 6,5 мм.
4. Режущая вставка по п. 3, в которой диаметр IC вписанной окружности удовлетворяет условию 3,5 мм ≤ IC ≤ 5 мм.
5. Режущая вставка по п. 1, в которой минимальная высота HU верхней части поверхности удовлетворяет условию 0,60HI ≤ HU ≤ 0,90HI.
6. Режущая вставка по п. 1, в которой по меньшей мере одна нависающая часть представляет собой множество нависающих частей.
7. Режущая вставка по п. 1, в которой режущая кромка содержит четыре идентичных угла и четыре идентичные прямые кромки, соединяющие углы.
8. Режущая вставка по п. 7, в которой каждая прямая кромка имеет длину LE кромки, которая удовлетворяет условию 0,65IC < LE < 0,95lC.
9. Режущая вставка по п. 1, в которой только основная несущая поверхность режущей вставки является шлифованной.
10. Режущая вставка по п. 1, в которой основная несущая поверхность и вся режущая кромка выполнены шлифованными, и режущая кромка расположена внутри квадратной верхней части.
11. Режущая вставка по п. 1, в которой режущая кромка выполнена круглой.
12. Режущая вставка по п. 1, в которой периферийная поверхность содержит первую боковую не упорную поверхность, примыкающую к первой боковой упорной поверхности, вторую боковую не упорную поверхность, примыкающую ко второй боковой упорной поверхности, третью боковую не упорную поверхность, примыкающую к третьей боковой упорной поверхности, и четвертую боковую не упорную поверхность, примыкающую к четвертой боковой упорной поверхности, причем каждая из первой, второй, третьей и четвертой не упорных поверхностей расположены дальше от центральной оси, чем первая, вторая, третья и четвертая упорные поверхности.
13. Режущая вставка по п. 12, в которой первая длина L1 измерена от центральной оси AI до каждой боковой упорной поверхности, а вторая длина L2 измерена от центральной оси AI до каждой боковой не упорной поверхности, причем первая длина L1 меньше, чем вторая длина L2, а разность Δ между ними удовлетворяет условию L2 = L1 + Δ.
14. Режущая вставка по п. 13, в которой разность Δ удовлетворяет условию 0,04 мм < Δ < 0,5 мм.
15. Режущая вставка по п. 12, в которой вставка является подаваемой вставкой со смежными наклонными и подающими режущими кромками между каждой парой смежных углов.
16. Режущая вставка по п. 15, в которой каждая не упорная поверхность в целом расположена под одной из подающих режущих кромок, а упорная поверхность в целом расположена под одной из наклонных режущих кромок.
17. Режущая вставка по п. 15, в которой периферийная поверхность содержит отводную часть поверхности, примыкающую к основной несущей поверхности.
18. Режущая вставка по п. 17, в которой отводная часть поверхности является выпукло изогнутой.
19. Режущая вставка по п. 12, в которой наклонная поверхность содержит отрицательную верхнюю грань.
20. Режущая вставка по п. 12, в которой наклонная поверхность содержит участок выпукло изогнутой наклонной поверхности, примыкающий к наклонной режущей кромке.
21. Режущая вставка по п. 12, в которой первая ширина W1 каждой боковой упорной поверхности больше, чем вторая ширина W2 каждой боковой не упорной поверхности.
22. Фреза со вставкой, содержащая:
держатель инструмента и
одностороннюю четырехходовую индексируемую режущую вставку по одному из пп. 1-21, установленную в держатель инструмента;
причем держатель инструмента содержит
хвостовик;
режущую часть, соединенную с хвостовиком и содержащую гнездо; и
ось вращения, проходящую через центр держателя инструмента и определяющее прямое направление, проходящее от хвостовика в направлении режущей части; а
гнездо содержит
посадочную упорную поверхность;
резьбовое гнездовое отверстие, выходящее на посадочную упорную поверхность и определяющее минимальную вписанную окружность IP гнездового отверстия и связанный с ним минимальный диаметр DP гнездового отверстия; и
первую и вторую боковые упорные поверхности, ориентированные под прямым углом друг к другу на виде сверху посадочной упорной поверхности;
при этом каждая из первой и второй боковых упорных поверхностей имеет удлиненную непрерывную форму, причем первая и вторая боковые упорные поверхности являются единственными упорными поверхностями гнезда, не считая посадочной упорной поверхности; и
режущая вставка установлена в гнездо с упором вставки основной несущей поверхности вставки в посадочную упорную поверхность гнезда и с упором двух смежных боковых упорных поверхностей вставки в первую и вторую боковые упорные поверхности гнезда.
23. Фреза со вставкой по п. 22, в которой режущая кромка выполнена круглой, при этом две смежные боковые упорные поверхности вставки упираются в центральные участки первой и второй боковых упорных поверхностей гнезда.
| WO 2015123708 A1, 27.08.2015 | |||
| EP 3050655 A1, 03.08.2016 | |||
| Двигатель внутреннего горения с камерой предварительного воспламенения, работающего тяжелыми горючими жидкостями | 1931 |
|
SU33056A1 |
| RU 2013137446 A, 27.02.2015. | |||

