Изобретение относится к инструменту для обработки материалов резанием, оснащенному сменными многогранными пластинами (СМП), механически закрепленными в нем.
Известны инструменты с механическим закреплением СМП различного назначения, выпускаемые по ГОСТ 24996-81, ГОСТ 20872-75, ГОСТ 26611-85. Аналогичные инструменты приведены также в каталогах инофирм "Коромант", "Хертель" и др.
Конструкция инструмента предусматривает возможность перестановки пластины для использования всех режущих граней; при этом опорная поверхность, неработающие или отработавшие грани и передняя поверхность пластины используются для фиксации ее положения и закрепления прижимными устройствами различной конструкции.
Известный резец содержит державку, в гнезде которой установлена двухсторонняя сменная пластина и крепежный элемент, причем в гнезде державки расположены выступы и опорный элемент с выступами для взаимодействия со стружколомающими канавками пластины.
Недостатком прототипа является недостаточная жесткость крепления двухсторонних пластин типа G и V по ГОСТ 19042-80, имеющих стружколомающие канавки и сложную фасонную поверхность с двух сторон.
Поскольку в прототипе опорная поверхность гнезда державки выполнена с выступами заданной формы на твердой закаленной поверхности, а спеченные пластины имеют разброс по размерам, то контакт пластины с опорой происходит только в части поверхности опоры в нескольких точках, а режущая кромка и стружколомающая канавка в части поверхности висят, не имея опоры. Контакт возникает только в нескольких точках или по линии также благодаря неплоскостности поверхности пластины и опоры.
При применении такого инструмента изгибающие напряжения в твердом сплаве и вибрация режущей кромки, создаваемые усилием резания, не устраняются. Вероятность поломки пластины высока, поэтому инструмент, подобный прототипу с различным способом закрепления двухсторонних пластин, может использоваться, в основном, для резания с малой нагрузкой.
Целью изобретения является создание конструкции инструмента с более жестким креплением пластин с фасонной опорной поверхностью, в том числе двухсторонних, обеспечивающего плотный контакт пластины с державкой по всей поверхности опоры.
Это достигается путем выполнения на инструменте фасонной опорной поверхности, обратной по форме поверхности пластины, контактирующей с опорой, и совпадающей с ней по размерам. Плотный контакт фасонных поверхностей пластины и державки достигается за счет нанесения тонкого слоя, толщиной 5-50 мкм, из мягкого металла, например меди, на фасонную поверхность державки.
Наличие тонкой мягкой теплопроводной пленки, находящейся в условиях всестороннего сжатия, позволяет нивелировать неточности формы при повороте и замене пластины, а также обеспечивает надежный контакт по всей фасонной поверхности соприкосновения. В этом случае опорная поверхность подведена непосредственно под зону давления срезаемой стружки, что устраняет изгибающие напряжения. Кроме того, фасонная поверхность дополнительно фиксирует пластину от проворота, исключая ее смещение в процессе резания. Опорная поверхность пластины и обратная ей поверхность державки могут иметь элементы, специально предусмотренные для повышения надежности крепления.
Изобретение может быть также применено для инструмента с односторонними пластинами, если их опорная поверхность будет содержать также специальные выступы или пазы.
Улучшение контакта пластины с опорой и повышение жесткости ее крепления создает следующий технический эффект:
снижаются локальные напряжения в пластине и удельное давление на опору за счет распределения сил на большую площадь;
изгибающие напряжения в твердом сплаве заменяются на напряжения сжатия;
снижается вибрация режущего лезвия за счет демпфирующего действия меди;
снижается температура в зоне резания за счет улучшения теплоотвода через опорную поверхность со слоем меди в корпус инструмента;
повышается однородность режущих свойств СМП, так как разброс величины вогнутости или выпуклости опорной поверхности нивелируется пластической деформацией покрытия.
Кроме того, применение изобретения позволит не обрабатывать опорную поверхность с высокой точностью или не обрабатывать ее совсем и не предусматривать твердосплавные подкладки под опору пластины. Приближение опоры к зоне резания и создание надежного контакта по всей опорной поверхности для двухсторонних пластин позволяет расширить область их применения за счет использования в более тяжелых условиях резания, что позволит снизить расход твердого сплава по сравнению с односторонними пластинами.
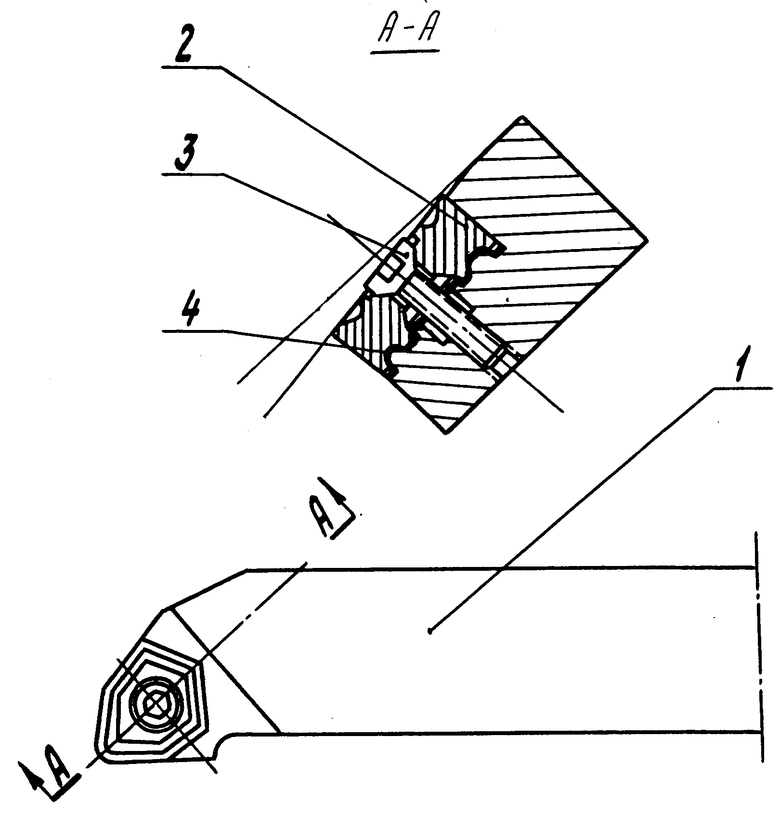
На чертеже представлен предлагаемый инструмент, где 1 державка резца с фасонной опорной поверхностью, 2 двухсторонняя пластина с торовидным отверстием с двух сторон типа WNMV для крепления винтом, 3 винт для закрепления пластины, 4 слой меди толщиной 5-50 мкм.
Из чертежа понятно, что усилие резания передается на опору в основном за счет сжатия твердого сплава, а не его изгиба. Пластина фиксируется от смещения и проворота фасонной поверхностью державки. За счет слоя мягкой меди обеспечивается надежный контакт по всей поверхности соприкосновения.
Основную трудность при осуществлении изобретения представляет необходимость точного совпадения фасонной поверхности пластины и державки при повороте пластин и их замене.
Однако эта проблема решается, если фасонная поверхность державки изготавливается с использованием самой пластины в качестве формообразующего инструмента, при этом в комплект поставки должны входить пластины из той же партии изготовления.
Благодаря простоте державки, стоимость которой составляет не более 5% стоимости комплекта пластин, ее замену следует осуществлять с заменой всего комплекта. Кроме того, комплектация инструмента 20-25 двухсторонними трехгранными пластинами обеспечивает работу державки в 150 периодах стойкости, что вызывает полный ее износ.
Возможность осуществления и работоспособность инструмента была проверена на проходном резце с пластиной типа WNMV-080404. Фасонная поверхность на державке изготавливалась электроэрозионным и ультразвуковым методом. В качестве инструмента использовались сами пластины. Медь толщиной 5-50 мкм наносилась электролитическим способом. Наилучшие результаты были получены при толщине слоя меди около 15 мкм, слои менее 5 мкм и более 50 мкм давали неполное прилегание поверхностей и грубую поверхность подложки. При сравнительных испытаниях резец показал возможность работать с глубиной 4 мм, т.е. в 2 раза превышающей глубину резания, рекомендуемую для резцов с гладкой опорой и двухсторонними пластинами.
Применение изобретения позволит снизить расход твердого сплава, а также затраты на изготовление инструмента и увеличить интенсивность использования станочного парка.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ СО СМЕННОЙ ПЕРЕТАЧИВАЕМОЙ ПЛАСТИНОЙ | 1992 |
|
RU2028875C1 |
| РЕЖУЩАЯ ПЛАСТИНА С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ НА ОПОРНОЙ ПОВЕРХНОСТИ | 1992 |
|
RU2028876C1 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2173240C2 |
| Твердосплавная опорная пластина | 1988 |
|
SU1798043A1 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2176175C2 |
| РЕЖУЩАЯ СМЕННАЯ МНОГОГРАННАЯ ПЛАСТИНА ИЗ КЕРАМИКИ | 2014 |
|
RU2595158C2 |
| Режущая пластина | 1991 |
|
SU1785835A1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ЧЕРНОВОЙ И ЧИСТОВОЙ ОБРАБОТКИ | 2013 |
|
RU2531336C1 |
| ИНСТРУМЕНТ СО СМЕННЫМИ РЕЖУЩИМИ ПЛАСТИНАМИ | 2012 |
|
RU2542905C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 1992 |
|
RU2011483C1 |
Использование: при механической обработке материалов резанием инструментом, оснащенным сменными многогранными пластинами. Сущность изобретения заключается в том, что опорная поверхность державки выполняется фасонной, обратной по форме поверхности пластины, контактирующей с опорой и совпадающей с ней по размерам, а фасонная опорная поверхность державки покрывается слоем меди толщиной 5-50 мкм для улучшения контакта пластины и державки. 1 з.п.ф-лы, 1 ил.
| Режущий инструмент | 1984 |
|
SU1199468A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
