Изобретение относится к технологии переработки полимерных композиционных материалов и может быть использовано для изготовления изделий из связующего на основе эпоксидной смолы, например рабочих колес машин типа центробежного нагнетателя воздуха.
Известен способ изготовления изделий из эпоксидной смолы, включающий формование, отверждение и механическую обработку заготовки (заявка №94015074/26, B29C 41/04, дата публикации 27.02.1996).
Указанный способ трудоемок и сложен из-за несовершенства технологической оснастки.
Ближайшим аналогом является способ формования изделий из эпоксидной смолы, включающий предварительную обработку связующего, формование, отверждение и механическую обработку заготовки (патент РФ №2257297, B29C 41/04, БИ №21 от 27.07.2005).
Однако известный способ не позволяет получать высокие физико-механические свойства изделий (прочность при растяжении, твердость, прочность при статическом изгибе, ударная вязкость).
Технической задачей, на решение которой направлено изобретение, является повышение физико-механических свойств изделий.
Указанная задача решается тем, что в способе, включающем предварительную обработку связующего, формование, отверждение и механическую обработку заготовки, согласно изобретению, предварительную обработку связующего производят в жидкой фазе наносекундными электромагнитными импульсами и электромагнитным перемешиванием. Кроме того, используют наносекундные электромагнитные импульсы длительностью 1 нс, амплитудой от 8 до 12 кВ, мощность в одном импульсе от 1 до 2 МВт, частота повторения импульсов 1000 Гц, продолжительность обработки от 25 до 35 минут.
При этом обработка наносекундными электромагнитными импульсами способствует формированию дополнительных межатомных химических связей, с другой стороны, обработка электромагнитным перемешиванием (длительность импульсов которой превышает длительность наноимпульсов) способствует сшиванию макромолекул полимера (связующего). Таким образом, за счет такой комбинированной обработки связующего происходит изменение структуры полимера, повышение прочности межатомных и межмолекулярных связей и, следовательно, повышение физико-механических свойств готового изделия. Предлагаемые режимы обработки являются оптимальными для связующего - эпоксидной смолы.
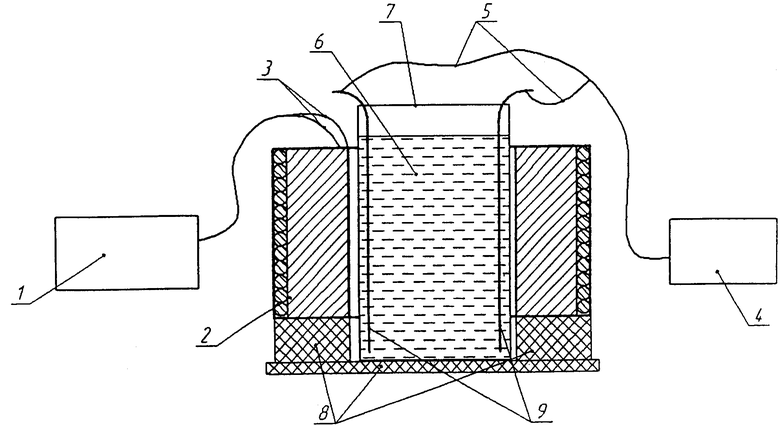
Сущность изобретения поясняется чертежом, где приведена схема установки для совместного воздействия наносекундными электромагнитными импульсами и электромагнитным перемешиванием полимерного связующего.
Пример реализации способа.
Для осуществления способа используют аппарат 1 управления установки электромагнитного перемешивания, катушку индуктивности 2, электропитательные катушки индуктивности 3, генератор 4, электропитание электродов 5 излучения наносекундными электромагнитными импульсами, полимерное связующее (Этал Т 210) 6, диэлектрическую емкость 7, диэлектрические подставки 8 и электроды 9 излучения наносекундных электромагнитных импульсов.
Установка работает следующим образом.
Предварительно смешенное с отвердителем полимерное связующее 6 загружают в жидком виде в диэлектрическую емкость 7, в которой размещают электроды 9. Затем включают электропитательные катушки индуктивности 2, 3 электродов 9 и производят обработку полимерного связующего 6 в течение от 25 до 35 минут. При этом используют наносекундные электромагнитные импульсы длительностью 1 нс, амплитудой от 8 до 12 кВ, мощность в одном импульсе от 1 до 2 МВт, частота повторения импульсов 1000 Гц.
При этом обработка наносекундными электромагнитными импульсами способствует формированию дополнительных межатомных химических связей, с другой стороны, обработка электромагнитным перемешиванием (длительность импульсов которой превышает длительность наноимпульсов) способствует сшиванию макромолекул полимера (связующего). Таким образом, за счет такой комбинированной обработки связующего происходит изменение структуры полимера, повышение прочности межатомных и межмолекулярных связей и, следовательно, повышение физико-механических свойств готового изделия. Контроль за состоянием полимерного связующего 6 осуществляют путем отбора контрольных проб известным способом. После обработки связующее использовалось (например) для вакуумно-компрессионной пропитки с термообработкой заготовок при формовании рабочих колес на стеклопластиковой основе для машин типа центробежного нагнетателя воздуха.
В отличие от аналогов предлагаемый способ обеспечивает повышение прочности, жесткости, модуля упругости и температуры плавления изделий на основе эпоксидной смолы в процессе эксплуатации за счет повышения качества композиции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ЭПОКСИДНОЙ СМОЛЫ | 2011 |
|
RU2460641C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ЭПОКСИДНОЙ СМОЛЫ | 2013 |
|
RU2540636C1 |
| Способ формования композитного материала из эпоксидной смолы | 2023 |
|
RU2819898C1 |
| Способ формования изделий из эпоксидной смолы | 2023 |
|
RU2811868C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ ПЛАСТМАСС | 2012 |
|
RU2494864C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ КАПРОЛОНА | 2012 |
|
RU2503538C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ИЗ КАПРОЛОНА | 2012 |
|
RU2518595C1 |
| СПОСОБ ПРОПИТКИ ДРЕВЕСИНЫ ВОДОРАСТВОРИМЫМ АНТИСЕПТИКОМ | 2008 |
|
RU2375170C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ ПОЛИЭТИЛЕНОВОЙ ПЛЕНКИ | 2014 |
|
RU2575726C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ НА ЖИДКОСТЕКОЛЬНОМ СВЯЗУЮЩЕМ | 2004 |
|
RU2280529C2 |
Изобретение относится к способу переработки полимерных композиционных материалов и может быть использовано для изготовления изделий из связующего на основе эпоксидной смолы, например рабочих колес машин типа центробежного нагнетателя воздуха. Техническим результатом, на который направлен способ по изобретению, является повышение физико-механических свойств изделий. Способ включает предварительную обработку связующего, формование, отверждение и механическую обработку заготовки. При этом предварительную обработку связующего производят в жидкой фазе наносекундными электромагнитными импульсами и электромагнитным перемешиванием. Используют наносекундные электромагнитные импульсы длительностью 1 нс, амплитудой от 8 до 12 кВ, мощность в одном импульсе от 1 до 2 МВт, частота повторения импульсов 1000 Гц, продолжительность обработки от 25 до 35 минут. 1 з.п. ф-лы, 1 ил.
1. Способ формования изделий из эпоксидной смолы, включающий предварительную обработку связующего, формование, отверждение и механическую обработку заготовки, отличающийся тем, что предварительную обработку связующего производят в жидкой фазе наносекундными электромагнитными импульсами и электромагнитным перемешиванием.
2. Способ формования изделий из эпоксидной смолы по п.1, отличающийся тем, что используют наносекундные электромагнитные импульсы длительностью 1 нс, амплитудой от 8 до 12 кВ, мощность в одном импульсе от 1 до 2 МВт, частота повторения импульсов 1000 Гц, продолжительность обработки от 25 до 35 мин.
| JP 2000068420 А, 03.03.2000 | |||
| JP 61130015 А, 17.06.1986 | |||
| СПОСОБ ПОЛУЧЕНИЯ И ПЕРЕРАБОТКИ ФОРМОВОЧНЫХ МАСС НА ОСНОВЕ ЭПОКСИДНЫХ СМОЛ | 2003 |
|
RU2308374C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2004 |
|
RU2257297C1 |
| US 5202076 A, 13.04.1993 | |||
| МОДИФИЦИРОВАННАЯ ФОСФОРОМ ЭПОКСИДНАЯ СМОЛА, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И ЕЕ ПРИМЕНЕНИЕ | 1994 |
|
RU2126426C1 |

