Изобретение относится к технологии композиционных материалов и может быть использовано для изготовления изделий на основе эпоксидной смолы, например, в машиностроении при изготовлении рабочих колес центробежного нагнетателя воздуха.
Известен способ изготовления маркированных изделий из эпоксидных смол, включающий формообразование изделия, отверждение термообработкой, которую осуществляют в две стадии, и окончательную обработку изделия (авт. свид. СССР №967866, В44В 5/00, БИ №39 от 23.10.1982).
Указанный способ трудоемок и энергоемок, поскольку требуется разогрев матрицы и пуансона до 150°С, и сложен из-за несовершенства технологической оснастки.
Ближайшим аналогом является способ формования изделий из эпоксидной смолы, включающий предварительную обработку связующего, формование, отверждение и механическую обработку заготовки, при этом предварительную обработку связующего производят в жидкой фазе наносекундными электромагнитными импульсами, электромагнитным перемешиванием и виброколебаниями (патент РФ №2460641, В29С 41/04, БИ №25 от 10.09.2012).
Однако известный способ предполагает предварительную обработку связующего только в жидкой фазе, т.е. до пропитки армирующего материала, а это не позволяет получать высокие физико-механические свойства изделий (прочность при растяжении, твердость, прочность при статическом изгибе, ударная вязкость), так как последующие (после обработки связующего в жидкой фазе) технологические операции подвергают модифицированное связующее к изменению реологических свойств и надмолекулярных структурных единиц.
Технической задачей, на решение которой направлено изобретение, является повышение физико-механических свойств изделий, а также повышение производительности процесса формирования композитов на основе эпоксидного связующего.
Указанная задача решается тем, что в способе, включающем электрофизическую обработку связующего, формирование, отверждение и механическую обработку заготовки, согласно изобретению, на стадии электрофизической обработки связующего производят электрофизическую обработку эпоксидной смолы в жидкой фазе наносекундными электромагнитными импульсами, формирование представляет собой пропитку армирующего материала, а перед стадией отверждения проводят обработку заготовки СВЧ-излучением.
Обработка эпоксидной смолы наносекундными электромагнитными импульсами приводит, в соответствие с дырочной концепцией жидкого состояния Я.И. Френкеля, к увеличению количества атомов, обладающих избыточной энергией, необходимой для совершения акта перехода частицы из одного положения равновесия в другое [Френкель Я.И. Кинетическая теория жидкостей / Я.И. Френкель. - Л.: Наука, 1975]. Такой переход, как известно [Тагер А.А. Физикохимия полимеров / А.А. Тагер. - М.: «Химия». - 1978. - 544 с.], вызывает разрыв химических связей. При этом разрыв связей обычно сопровождается образованием на их концах активных радикалов, обладающих высокой реакционной способностью, что является причиной последующего образования поперечных химических связей между макромолекулами, и, следовательно, пространственной структуры полимерного связующего на данной стадии производства композитного материала.
Обработка заготовки СВЧ-излучением приводит к снижению энергетического барьера реакции отверждения кристаллической фазы связующего, т.е. энергии активации, за счет крутильных колебаний дипольных молекул полимера и полиаминов электрическим вектором электромагнитного поля, создающих дополнительные возможности «сшивок» молекул мономера с участием инициатора, сшивание макроцепей полимерной матрицы; упрочняющее влияние СВЧ на армирующие нити, а также усиление адгезии между эпоксидной смолой и армирующим материалом, что приводит к повышению физико-механических свойств композита.
Кроме того, под воздействием СВЧ-обработки происходит саморазогрев эпоксидной смолы за счет теплоты раскрытия эпоксигрупп под действием аминов, при этом повышается подвижность структурных элементов полимера, т.е., по существу, такие воздействия эквивалентны повышению температуры, что приводит к ускорению отверждения эпоксиполимера и повышает производительность установки в 1.4-1,6 раз.
Таким образом, за счет комбинированной (двухстадийной) обработки эпоксидной смолы происходит изменение структуры полимера, повышение прочности межатомных и межмолекулярных связей, и, следовательно, повышение физико-механических свойств готового изделия. Предлагаемые режимы обработки являются оптимальными для эпоксидной смолы.
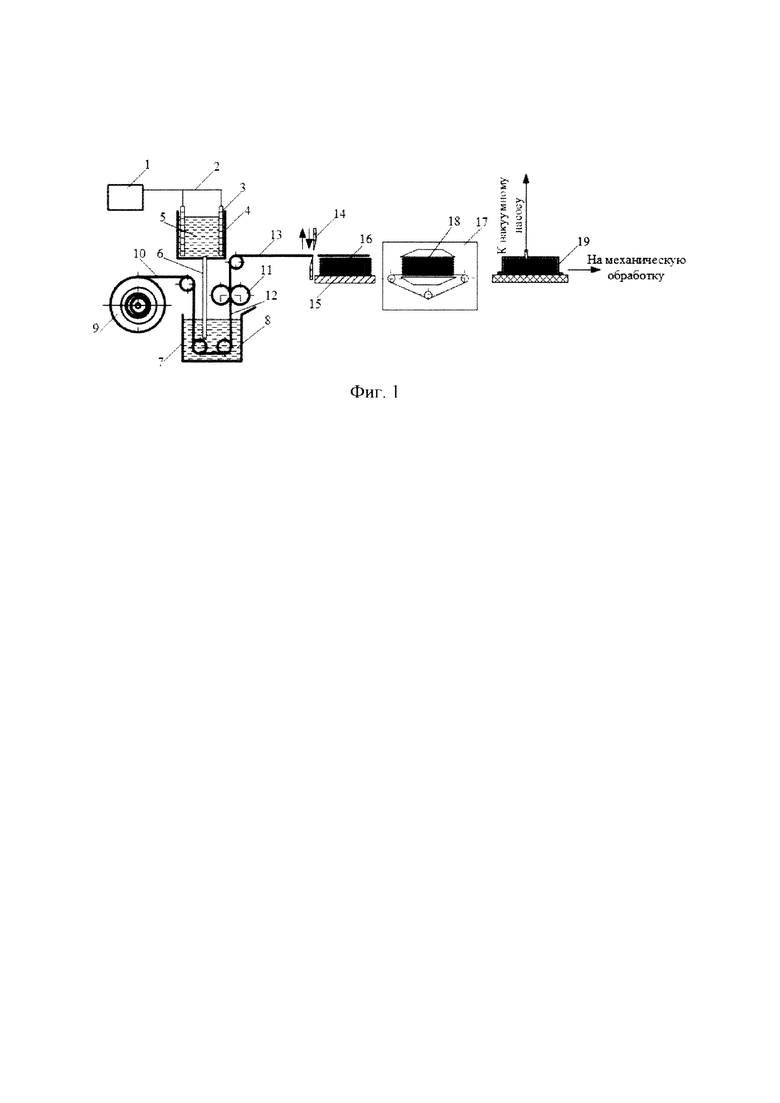
Сущность изобретения поясняется чертежом, где приведена схема установки для осуществления способа совместного воздействия наносекундными электромагнитными импульсами и обработке СВЧ-излучением эпоксидной смолы при формировании композитного материала.
На фиг. 1 схематично изображена схема установки, предназначенной для осуществления предлагаемого способа.
Для осуществления способа установка включает генератор 1, провода электропитания 2 электродов излучения наносекундными электромагнитными импульсами 3, диэлектрическую емкость 4 для обработки полимерного связующего 5, диэлектрический трубопровод 6, предназначенный для перекачки обработанного наносекундными электромагнитными импульсами связующего, диэлектрическую емкость 7 для обработанной эпоксидной смолы 8, раскатное устройство 9 армирующего материала 10, валики 12 для отжима полимерного связующего с пропитанного армирующего материала 13, отрезное устройство 14, стол 15 для формование пакета заготовки 16, камеру 17 для обработки заготовки 18 СВЧ-излучением, камеру отверждения 19 композитного материала.
Способ осуществляют следующим образом.
Предварительно смешенную с отвердителем эпоксидную смолу 5 загружают в жидком виде в диэлектрическую емкость 4, в которой размещают электроды 3. Затем включают генератор 1 и через электропитательные провода 2, электроды 3 производят обработку эпоксидной смолы 5. Численные значения параметров обработки выбираются экспериментальным путем.
Контроль за состоянием эпоксидной смолы 5 осуществляют путем отбора контрольных проб известным способом. После обработки эпоксидную смолу подают в диэлектрическую емкость 7, в которой пропитывают армирующий материал 10, затем пропитанный армирующий материал пропускают через валики 12 для отжима излишков полимерного связующего, далее пропитанный и отжатый от излишков эпоксидной смолы армирующий материал 13 разрезают на мерные куски при помощи отрезного устройства 14. На столе 15 формируют заготовки композита 16, который подают в камеру 17 для обработки СВЧ-излучением, затем после обработки заготовки помещают в камеру 19 для отверждения композитного материала. Полученный композитный материал отправляют на дальнейшую механическую обработку.
В отличие от аналогов предлагаемый способ обеспечивает повышение прочности, жесткости, модуля упругости и температуры плавления изделий на основе эпоксидной смолы в процессе эксплуатации за счет повышения качества композиции, а также повышает производительность процесса формирования композитов на основе эпоксидного связующего.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования изделий из эпоксидной смолы | 2023 |
|
RU2811868C1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ЭПОКСИДНОЙ СМОЛЫ | 2009 |
|
RU2422273C1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ЭПОКСИДНОЙ СМОЛЫ | 2011 |
|
RU2460641C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ЭПОКСИДНОЙ СМОЛЫ | 2013 |
|
RU2540636C1 |
| СПОСОБ УПРОЧНЕНИЯ АРМИРОВАННЫХ УГЛЕРОДНЫМ ВОЛОКНОМ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2018 |
|
RU2687939C1 |
| СПОСОБ УПРОЧНЕНИЯ АРМИРОВАННЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2021 |
|
RU2787880C1 |
| Способ изготовления армированной волокном термопластичной композитной структуры с воздействием ультразвука и СВЧ электромагнитного поля | 2017 |
|
RU2675563C1 |
| Способ упрочнения армированных углеродным волокном полимерных композиционных материалов | 2017 |
|
RU2687930C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО ФИЛАМЕНТА ДЛЯ ТРЕХМЕРНОЙ ПЕЧАТИ | 2023 |
|
RU2832508C1 |
| СПОСОБ ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ УПРОЧНЕНИЯ АРМИРОВАННЫХ УГЛЕРОДНЫМ ВОЛОКНОМ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ СОВМЕСТНЫМ ВОЗДЕЙСТВИЕМ МИКРОВОЛНОВОГО ИЗЛУЧЕНИЯ И УЛЬТРАЗВУКА | 2018 |
|
RU2684378C1 |
Изобретение относится к изготовлению изделий на основе эпоксидной смолы. Предложен способ формования композитного материала из эпоксидной смолы, заключающийся в электрофизической обработке связующего, пропитке армирующего материала, формовании, отверждении и механической обработке заготовки композитного материала, где формование композитного материала включает комбинированную электромагнитную обработку эпоксидной смолы, при которой перед пропиткой армирующего материала эпоксидную смолу в жидкой фазе обрабатывают наносекундными электромагнитными импульсами, а перед стадией отверждения смолы проводят обработку заготовки СВЧ-излучением. Технический результат – повышение физико-механических свойств изделий, полученных по заявленному способу. 1 ил., 1 пр.
Способ формования композитного материала из эпоксидной смолы, включающий электрофизическую обработку связующего, пропитку армирующего материала, формование, отверждение и механическую обработку заготовки композитного материала, отличающийся тем, что формование композитного материала включает комбинированную электромагнитную обработку эпоксидной смолы, при которой перед пропиткой армирующего материала эпоксидную смолу в жидкой фазе обрабатывают наносекундными электромагнитными импульсами, а перед стадией отверждения смолы проводят обработку заготовки СВЧ-излучением.
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ЭПОКСИДНОЙ СМОЛЫ | 2011 |
|
RU2460641C1 |
| Сомин В.И., Еренков О.Ю | |||
| Улучшение физико-механических показателей эпоксидного связующего путём структурирования электромагнитными наноимпульсами в процессе отверждения | |||
| Современные материалы, техника и технологии | |||
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| СПОСОБ УПРОЧНЕНИЯ АРМИРОВАННЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2021 |
|
RU2787880C1 |
| СПОСОБ ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ УПРОЧНЕНИЯ АРМИРОВАННЫХ УГЛЕРОДНЫМ ВОЛОКНОМ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ СОВМЕСТНЫМ ВОЗДЕЙСТВИЕМ МИКРОВОЛНОВОГО ИЗЛУЧЕНИЯ И УЛЬТРАЗВУКА | 2018 |
|
RU2684378C1 |
| CN 101221832 A, | |||

