Настоящее изобретение относится к области вырезания отверстий в металлических деталях посредством лазерного луча, например, СО2 лазера.
Использование средств обработки или вырезания при изготовлении некоторых металлических деталей, имеющих сложную геометрическую форму, привело к необходимости разработки особых методов. В частности, это применяется при изготовлении картера распределения газообразных сред в двигателе, соответствующего особым техническим нормативам, предъявляемым к турбинным двигателям, в частности к двигателю с газовой турбиной.
Вышеупомянутый картер, как правило, имеет форму усеченного конуса, на внутренней стороне которого соосно крепятся два кольца различных диаметров. Рядом со свободным краем внешнего кольца, с одной стороны, и внутреннего кольца, с другой стороны, вырезаются отверстия, предназначенные для установки неподвижных направляющих лопаток. Эти отверстия располагаются попарно в радиальном направлении.
Задача заключается в вырезании отверстий на внутреннем кольце.
Было рассмотрено много способов из уровня техники, однако они имеют различные недостатки.
Например, применение при производстве детали способа EDM (электроэрозионной обработки) требует больших временных и финансовых затрат. Кроме того, возникают проблемы, относящиеся к области металлургии, требующие обязательного повторного доведения детали до кондиции.
Вырезание отверстий при помощи резца, принимая во внимание размеры устройства, не может использоваться при работе с деталями, имеющими такие геометрические формы, при этом продолжительность процесса обусловливает ее высокую себестоимость.
Использование водяной струи носит весьма деликатный характер и зависит от того, может ли внешнее кольцо быть разрушено во время вырезания отверстий во внутреннем кольце. Кроме того, приходится констатировать недостаточную точность.
Метод пробивания отверстий также трудно применим ввиду близкого расположения колец друг к другу.
Предпочтительность применения лазерной техники обусловлена точностью и быстротой вырезания отверстий. Однако возникает проблема, которая состоит в необходимости не допустить разрушения внешнего кольца, когда луч, пройдя стенку внутреннего кольца, упирается в стенку внешнего кольца. Внешнее кольцо разрушается как в результате воздействия лазерного излучения, так и попадания расплавленного металла.
Расположение простого металлического защитного слоя между двумя кольцами, способного не пропускать длину волн луча СО2 лазера, не является достаточным, поскольку он не позволяет предотвратить выброс с обратной стороны расплавленного металла на заднюю поверхность внутреннего кольца.
Также не представляется возможным применение в таких условиях воска, поскольку он быстро переходит из твердого состояния в жидкое и выбрасывается вместе с газами, сопутствующими лазерному излучению, оставляя таким образом внешнее кольцо незащищенным.
Авторы заявки поставили перед собой задачу разработать способ вырезания отверстий, который позволил бы решить указанную проблему.
Способ вырезания, согласно настоящему изобретению, лазерным лучом, по меньшей мере, первого отверстия в первой металлической пластине при наличии второй металлической пластины, расположенной параллельно первой пластине и на незначительном расстоянии от нее, и содержащей второе отверстие, контуры которого расположены напротив контуров вырезаемого отверстия, отличается тем, что в процессе вырезания между двумя пластинами присутствует пластина определенной толщины, образующая защитное средство и содержащая третье отверстие с контурами, смещенными внутрь относительно контуров второго отверстия.
Изобретение позволяет избежать выброса с обратной стороны расплавленного металла, поскольку последний удаляется через отверстия, выполненные в защитной пластине и во второй пластине. Кроме того, приостанавливается распространение луча, а его остаточная энергия поглощается защитным слоем. По завершении процесса вырезания отмечается также отсутствие на стороне выхода луча заусениц. Данный способ позволяет также уменьшить зону термического влияния. Было установлено, что она составляла менее 0,05 мм.
Данный способ применяется, например, при вырезании в пластине, установленной в сборочном узле, в котором первая пластина изготовлена из сплава на основе никеля.
Проблема, в частности, возникает, когда расстояние между двумя пластинами составляет менее 15 мм.
Предпочтительно, чтобы защитная пластина изготавливалась из металла на основе алюминия, а ее толщина составляла 0,5-1,5 мм, в частности 1 мм.
Установлено, что для обеспечения эффективной защиты, в частности, в случае, если отверстия имеют длину около 30 мм, а ширину - 2 мм, смещение контура третьего отверстия на защитной пластине относительно контура второго отверстия на второй пластине должно было быть менее 0,5 мм, предпочтительно в пределах от 0,2 до 0,3 мм, а именно 0,25 мм.
В соответствии с рассматриваемым способом, две пластины представляют собой, в частности, первая - внутреннее кольцо, а вторая - внешнее кольцо, соосно устанавливаемые внутри картера турбинной установки. Более того, отверстия, выполненные в кольцах, образуют места посадки лопаток направляющего соплового аппарата турбины.
Далее будет приведено более детальное описание способа, который в то же время не носит ограничительного характера, согласно изобретению со ссылкой на прилагаемые чертежи, на которых:
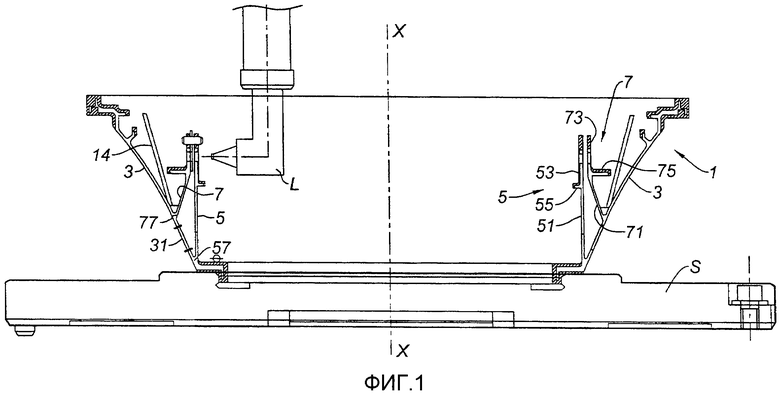
- фиг.1 изображает выполненный по оси разрез картера системы распределения газообразных сред турбинной установки в процессе вырезания отверстий;
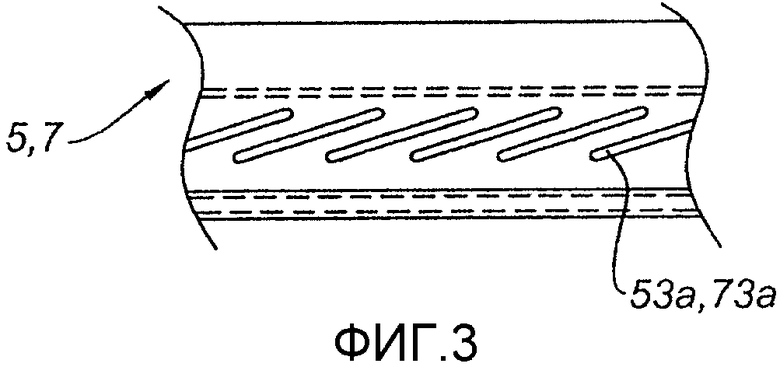
- фиг.2 - детальный вид части фиг.1;
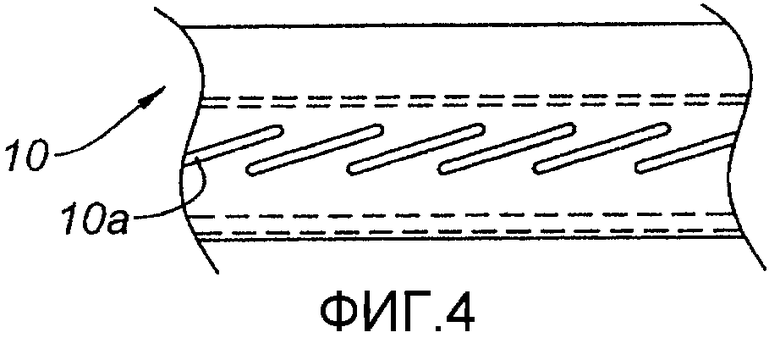
- фиг.3 - частичный вид пластины в одной плоскости с отверстиями;
- фиг.4 - частичный вид защитной пластины.
Изобретение используется при монтаже элементов картера направляющего соплового аппарата высокого давления газотурбинного двигателя. Речь идет об элементе статора, расположенном после камеры сгорания двигателя и содержащем кольцевой канал, в который поступают исходящие из камеры сгорания топочные газы, и который обеспечивает их подачу на рабочее колесо турбины высокого давления, установленное соосно сзади ступени лопаток направляющего соплового аппарата, расположенных в его концевой части. Как это показано на фиг.1, в процессе изготовления картер 1 крепится на основании S таким образом, чтобы обеспечить возможность выполнения различных операций по обработке и сборке.
Картер содержит часть 3, имеющую в целом форму усеченного конуса и расположенную относительно оси ХХ. К ней привариваются или на ней изготавливаются различные элементы, которые образуют в целом узел статора турбинной установки. Картер, в частности, включает в себя два соосно расположенных кольца 5 и 7, между которыми образуется размещенный относительно оси ХХ кольцевой канал, в который поступают выходящие из камеры сгорания топочные газы. Одним концом кольцевой канал соединен с отверстиями 31, выполненными в стенке части 3, имеющей форму усеченного конуса. На определенном участке своей длины, в частности между отрезками 51 и 71 двух колец, канал сужается, а затем на отрезках 53 и 73 приобретает форму цилиндра. Данная последняя часть ограничена двумя отрезками цилиндрической формы 53 и 73. Два кольца содержат поперечные ребра жесткости, соответственно 55 и 75. Свободные края 53L и 73L двух имеющих цилиндрическую форму отрезков 53 и 73 располагаются в одной плоскости, перпендикулярной оси ХХ. Рабочее колесо турбины высокого давления двигателя располагается напротив канала и получает циркулирующие в нем топочные газы. Лопатки направляющего соплового аппарата турбины устанавливаются радиально между двумя отрезками 53 и 73, имеющими цилиндрическую форму, при этом они имеют радиальное расположение, размещаются попарно между отверстиями, выполненными в поверхности двух отрезков 53 и 73.
Согласно рассматриваемому варианту осуществления изобретения, отверстия 53а и 73а (фиг.3) имеют, по существу, прямоугольную форму, при этом длинные прямые стороны кромок наклонены относительно оси ХХ и соединяются между собой закругленными кромками.
При этом кольца приварены к внутренней поверхности части, имеющей форму усеченного конуса, соответственно на участках 57 и 77.
Процесс сборки картера включает в себя следующие этапы. Вначале внешнее кольцо 7 устанавливается на картере и приваривается к нему на участке 77. Затем, как это показано на фиг.3, посредством аппарата вырезания, использующего лазерный луч (в данном случае речь идет о СО2 лазере, однако допускается возможность применения и других типов лазера), вырезаются отверстия 73а. Лазерная режущая головка L изображена на фиг.1 и 2. Она удерживается и управляется приспособлениями, которые в данном примере не показаны, но известны специалистам в данной области техники. По завершении данной первой операции на картере по линии 57 монтируется, а затем приваривается кольцо 5. Относительное положение двух колец определяется дополнительно в зависимости от требований создателей двигателя.
В соответствии с рассматриваемым вариантом осуществления изобретения, разница радиусов двух колец в точках 53 и 73 составляет менее 15 мм, а на практике - 4-5 мм. При вырезании отверстий 53а режущая головка L управляется аналогичным образом.
В связи с небольшим расстоянием между двумя кольцами возникают вышеупомянутые проблемы. Ограничения по габаритам: расплавленный металл, образованный в результате воздействия газа, используемого для разрезания, не успевает остыть, луч не имеет достаточного пространства для того, чтобы отклониться и потерять плотность энерговыделения; ограничения, относящиеся к области металлургии, а также связанные с сортом, агрегатным состоянием, толщиной разрезаемого материала, вынуждают применять фокусирующую линзу (7,5 дюймов), фокус которой располагается на выходе из материала, в результате чего сохраняются значительная плотность энерговыделения и недостаточное отклонение луча, возникает эффект воздействия лазерного излучения в условиях отсутствия какой-либо защиты.
Согласно настоящему изобретению, между двумя кольцами 5 и 7 располагается защитное средство 10. Данное средство может иметь форму кольца или пластины в зависимости от того, являются ли элементы 5 и 7 кольцами или пластинами.
Как следует из настоящего примера, разница диаметров двух колец составляет 4,1 мм. Толщина защитного средства 10 составляет 1 мм, при этом оно располагается сзади первого кольца на расстоянии 2,6 мм.
Защитное средство 10 предназначено для поглощения остаточной энергии луча на выходе из разрезанного внутреннего кольца для защиты отверстия внешнего кольца 7, а также не допускания выброса с обратной стороны расплавленного металла на внутреннее кольцо. Это достигается в результате вырезания отверстий 10а, располагаемых на одной линии с имеющимися на момент вырезания отверстиями 73а, а также отверстиями 53а, которые предстоит вырезать. Изображенные на фиг.4 отверстия 10а отличаются тем, что они несколько меньше отверстий 53а и 73а, представленных на фиг.3. В связи с этим их контур смещен внутрь относительно контура отверстия 73а и прикрывает его. Например, для отверстий 53а и 73а, длина которых составляет 27,9 мм, а ширина - 2 мм, в защитном средстве выполняются отверстия, имеющие длину 27,4 мм и ширину 1,5 мм. Контур отверстий в защитном средстве смещен на 0,25 мм +/- 0,05 мм.
Защитное средство удерживается между двумя кольцами посредством заклепок, например трех, устанавливаемых, если речь идет о кольце, с промежутком, равным 120°.
Данный способ позволяет удалять расплавленный металл через отверстия 10а защитного средства 10 и отверстия 73а внешнего кольца 7. Защитный экран 14, предназначенный для защиты картера, располагается сзади второго кольца.
После разрезания отмечается отсутствие эффекта воздействия лазерного излучения. Профиль отверстий, выполненных в защитном средстве, обеспечивает защиту отверстий второго кольца (отсутствие слоя расплавленного металла по краям или следов оплавления в результате воздействия луча) и поглощение остаточной энергии луча. Кроме того, соблюдаются техническая спецификация, принятая в металлургии. Зона термического влияния составляет менее 0,05 мм. При этом не ощущается никаких заусениц.
Изобретение относится к способу вырезания посредством лазерного луча, по меньшей мере, первого отверстия (53а) в первой металлической пластине (5) с учетом наличия второй металлической пластины (7) со вторым отверстием (73а). Пластину (7) располагают параллельно первой пластине (5) и на незначительном расстоянии от нее так, что контур отверстия (73а) расположен напротив контура вырезаемого отверстия (53а). Между двумя пластинами (5 и 7) размещают защитное средство (10) в виде пластины определенной толщины с третьим отверстием (10а) и с контуром, смещенным внутрь относительно контура второго отверстия (73а). Затем осуществляют вырезку первого отверстия. Изобретение позволяет предотвратить попадание расплавленного металла на второе отверстие, отклонение лазерного луча при резке и потери плотности его энерговыделения. 6 з.п. ф-лы, 4 ил.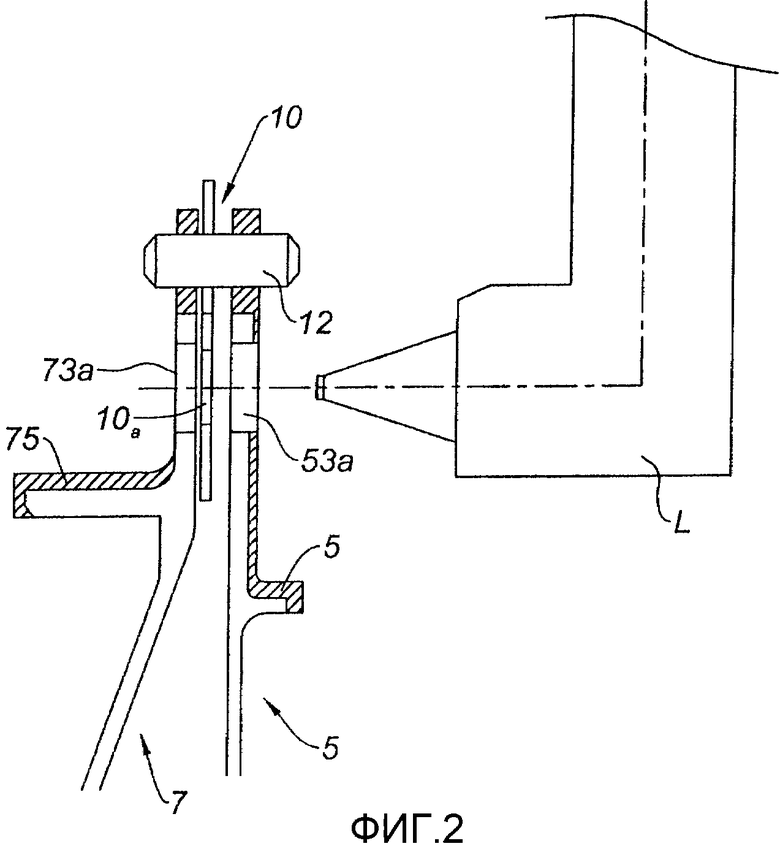
1. Способ вырезания лазерным лучом, по меньшей мере, первого отверстия в первой металлической пластине при наличии второй металлической пластины, расположенной параллельно первой пластине и на незначительном расстоянии от первой пластины и содержащей второе отверстие, контуры которого расположены напротив контуров вырезаемого отверстия, отличающийся тем, что в процессе вырезания между двумя пластинами размещают защитное средство в виде пластины заданной толщины и содержащей третье отверстие с контурами, смещенными внутрь относительно контуров второго отверстия.
2. Способ по п.1, отличающийся тем, что первая пластина изготовлена из сплава на основе никеля.
3. Способ по п.1, отличающийся тем, что расстояние между двумя пластинами составляет менее 15 мм.
4. Способ по п.1, отличающийся тем, что пластину, образующую защитное средство, изготавливают из металла на основе алюминия, и она имеет толщину в пределах от 0,5 до 1,5 мм.
5. Способ по п.1, отличающийся тем, что смещение контура третьего отверстия, выполненного в защитном средстве, относительно контура второго отверстия, выполненного во второй пластине, составляет менее 0,5 мм, предпочтительно, в пределах от 0,2 до 0,3 мм, а именно 0,25 мм.
6. Способ по п.1, отличающийся тем, что две пластины выполнены в виде внутреннего кольца и внешнего кольца, которые располагают соосно внутри картера турбинного двигателя.
7. Способ по любому из предыдущих пунктов, отличающийся тем, что отверстия, выполненные в кольцах, образуют места посадки лопаток направляющего соплового аппарата турбины.
| SU 15084468 A1, 20.01.1995 | |||
| СПОСОБ ЛАЗЕРНОЙ ПРОБИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1718487A1 |
| СПОСОБ ВЫПОЛНЕНИЯ МАРКИРОВКИ НА АЛМАЗЕ, СПОСОБ ИЗГОТОВЛЕНИЯ ВКЛАДЫША ПРЕСС-ФОРМЫ, СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ БРИЛЛИАНТОВ, ПРЕСС-ФОРМА ДЛЯ ЭКСТРУДИРОВАНИЯ ВОЛОКОН, ПРОВОЛОК, НИТЕЙ И ПОДОБНЫХ ИЗДЕЛИЙ И СПОСОБ ВЫПОЛНЕНИЯ МАРКИРОВКИ НА ЖЕМЧУГЕ, ДРАГОЦЕННОМ ИЛИ ПОЛУДРАГОЦЕННОМ КАМНЕ | 1991 |
|
RU2102231C1 |
| US 2002148815 A1, 17.10.2002 | |||
| US 3742182 A, 26.06.1973 | |||
| JP 2004050287 A, 19.02.2004 | |||
| JP 2002273589 A, 25.09.2002. | |||

