Настоящее изобретение относится к области техники выполнения способом, использующим лазерный луч, отверстий в детали, изготовленной из композитного материала с керамической основой, к отверстиям, полученным с использованием указанного способа, к детали (например, лопатке турбины или стенке камеры сгорания), изготовленной из композитного материала с керамической основой, содержащей выполненные вышеуказанным способом отверстия, а также турбореактивному двигателю, содержащему вышеуказанную деталь.
На практике известна технология применения лазера для выполнения отверстий в деталях, а именно отверстий для охлаждения деталей, устанавливаемых в высокотемпературных отсеках турбореактивного двигателя, в частности лопаток турбины, стенки или опорного кожуха камеры сгорания.
Известно, что при вырезании при помощи лазера отверстия используются два типа технологических процессов, а именно ударное сверление и кольцевое сверление.
Суть процесса ударного сверления заключается в применении импульсного направленного лазерного пучка для проникновения в глубь материала. В результате образуется отверстие, диаметр которого определяется диаметром лазерного пучка и мощностью лазерного генератора.
Процесс кольцевого сверления состоит в вырезании контура отверстия путем перемещения лазерного пучка по круговой траектории. В результате образуется отверстие, диаметр которого больше диаметра лазерного пучка.
Известно также, что можно комбинировать два типа технологических процессов: вначале в процессе ударного сверления выполняется исходное отверстие с диаметром, практически равным диаметру используемого лазерного пучка, а затем осуществляется кольцевое сверление вокруг данного исходного отверстия, увеличивается сечение вырезаемого в материале отверстия с целью выполнения второго отверстия, диаметр которого больше диаметра используемого лазерного пучка.
Специалисты при сверлении отверстий на этапе кольцевого сверления сталкиваются с проблемой технического порядка, поскольку на стенках отверстия и (или) на выходе из получаемого отверстия, как правило, содержатся окалины. Отрицательным моментом образования таких окалин является невозможность гарантировать геометрию отверстия. Другими словами, отсутствует возможность надежно обеспечить идентичность диаметра отверстий, получаемых в результате технологического процесса кольцевого сверления. Вследствие этого не представляется возможным обеспечить прохождение через выполненные таким образом отверстия гарантированного количества воздуха, что может привести к негативным последствиям при использовании указанных отверстий для охлаждения детали.
В патенте US 5837964 приводится описание способа выполнения при помощи лазера отверстий в детали, изготовленной из суперсплава, в котором применяются технологические процессы ударного сверления и кольцевого сверления. В случае, если по завершении процесса кольцевого сверления в выполненных отверстиях присутствует окалина, предлагается повторить операции ударного сверления, а затем кольцевого сверления; при этом эти процессы следует повторять до тех пор, пока не будут обеспечены заданный диаметр отверстий и их равномерное расположение на всю глубину изготовленного из суперсплава материала, в котором они выполняются.
В последнее время при производстве деталей отдавалось предпочтение деталям из композитных материалов с керамической основой (КМКО) перед деталями из жаропрочных металлических сплавов. Преимуществом КМКО является то, что они легче металла. Композитные материалы с керамической основой представляют собой материалы, содержащие термическую структуру, т.е. они обладают хорошими механическими свойствами и возможностью их сохранения в условиях повышенных температур. Данные материалы содержат волокнистые элементы упрочения, образованные жаропрочными волокнами (как правило, углеродными или керамическими) и спрессованные холодным способом с керамической основой или смешанной углеродно-керамической основой.
В случае использования композитных материалов с керамической основой для производства деталей, предназначенных для установки в высокотемпературных отсеках турбореактивных двигателей, необходимо предусмотреть отверстия для прохождения охлаждающего воздуха, аналогичные отверстиям, просверливаемым в деталях, которые изготавливаются из жаропрочного металлического сплава.
Недостатком вырезания при помощи лазера отверстий в композитном материале с керамической основой является открытие внутренней структурной составляющей данных материалов. Существует также опасность, что соприкосновение атмосферного кислорода с данной внутренней структурой способно привести к окислению поверхности керамической основы. Данный недостаток удалось устранить за счет применения так называемых «самовосстанавливающихся» КМКО, т.е. материалов, способных при температуре материала в процессе эксплуатации перейти в вязкое состояние, обладающее достаточной степенью текучести и позволяющее перекрыть поступление атмосферного кислорода. Таким образом, образуется защитный слой, например, состоящий из SiC/Si-B-C.
Способ выполнения при помощи лазера отверстий по патенту US 5837964 не мог бы применяться при сверлении детали, изготовленной из КМКО, даже если речь идет о «самовосстанавливающемся» композитном материале с керамической основой. Действительно, повторное выполнение технологических процессов ударного и кольцевого сверления могло бы привести к значительному нагреванию композитного материала с керамической основой и его разрушению в результате расслоения.
В патенте US 6441341 приводится описание способа выполнения отверстий в предназначенных для установки в высокотемпературных отсеках турбореактивных двигателей деталях, которые изготовлены из композитных материалов с керамической основой; при этом КМКО содержит, по меньшей мере, один окисляемый компонент. Этот способ заключается в выполнении отверстий при помощи лазера, нагревающего материал основной структурной составляющей с целью его окисления и образования двуокиси кремния. Данная двуокись кремния подвергается обработке при соответствующих температурах, в результате чего она нагревается и плавится. После этого она быстро затвердевает до того момента, пока не попала внутрь отверстий. Такое быстрое и контролируемое затвердевание двуокиси кремния позволяет получить отверстия с гладкими стенками и без окалин, а также создать барьер на пути окисления, ограничивающий возможность окисления в любом виде в процессе последующей эксплуатации турбореактивного двигателя. Преимуществом данного способа вырезания отверстий при помощи лазера является то, что не образуются окалины. Вместе с тем он обладает недостатком, который заключается в том, что его применение ограничено композитным материалом с керамической основой, содержащей, по меньшей мере, один окисляемый компонент.
В патенте ЕР 0826457 приводится описание способа выполнения при помощи лазера отверстия в лопатке турбины, которая содержит суперсплав в качестве основы, слой связующего вещества и тепловой барьер в виде керамического покрытия. Первое отверстие выполняется методом ударного сверления путем фокусировки лазерного пучка на поверхности детали. Затем лазерный пучок меняет фокус, удаляясь от детали для того, чтобы просверлить второе отверстие методом импульсного ударного сверления, при этом данное второе отверстие располагается соосно с первым отверстием, но имеет больший диаметр и меньшую глубину. Наличие первого отверстия меньшего диаметра позволяет удалять расплавляемые в процессе вырезания второго отверстия материалы. Способ, описание которого приведено в данном патенте, не позволяет выполнять отверстия в детали, полностью изготовленной из композитного материала с керамической основой. Задачей настоящего изобретения является устранение вышеупомянутых недостатков. В нем предлагается способ выполнения при помощи лазера отверстий в деталях, изготовленных из КМКО (композитных материалов с керамической основой), предназначенных, в частности, для установки в высокотемпературных отсеках турбореактивных двигателей, включающий в себя технологические процессы ударного сверления и кольцевого сверления, а также операции, позволяющие удалить окалины, образующиеся в процессе кольцевого сверления.
Первый объект предлагаемого изобретения относится к способу выполнения отверстий при помощи лазерного пучка в детали, изготовленной из композитного материала с керамической основой, который включает в себя:
- первый этап ударного сверления, на котором путем фокусировки лазерного пучка вглубь детали, в которой будет вырезаться отверстие, выполняют исходное отверстие, имеющее начальный диаметр и ось отверстия;
- второй этап кольцевого сверления, на котором путем смещения лазерного пучка и вращения его вокруг оси отверстия выполняют промежуточное отверстие, соосное исходному отверстию, но имеющее больший, чем исходное отверстие, диаметр;
- третий этап, на котором фокус лазерного пучка смещают вдоль оси отверстия, после выполняют окончательное отверстие с помощью импульсного лазерного луча.
Предпочтительно, чтобы перемещение фокуса лазерного пучка осуществлялось путем его удаления от положения, которое он занимал на первом и втором этапах. Предпочтительно также, чтобы перемещение фокуса лазерного пучка осуществлялось путем его приближения к положению, которое он занимал на первом и втором этапах.
Под понятием «расфокусировка» понимаются действия по перемещению фокальной точки лазерного пучка вдоль оси отверстия.
С технической точки зрения, импульсный лазерный пучок, расфокусированный по оси отверстия на третьем этапе, обеспечивает удаления окалин, которые могли образоваться в процессе кольцевого сверления.
Второй объект предлагаемого изобретения относится к отверстию, выполняемому способом согласно первому объекту в детали, изготовленной из композитного материала с керамической основой. В соответствии с одним вариантом осуществления отверстие ориентировано вдоль оси, перпендикулярной поверхности данной детали. Согласно другому варианту реализации отверстие ориентировано вдоль оси, расположенной под углом относительно поверхности данной детали.
Третий объект предлагаемого изобретения относится к детали, изготовленной из композитного материала с керамической основой, отличающейся тем, что она содержит, по меньшей мере, одно отверстие, выполненное способом согласно первому объекту. В соответствии с одним вариантом осуществления данная деталь является стенкой камеры сгорания. Согласно другому варианту осуществления изобретения данная деталь является лопаткой турбины.
Четвертый объект предлагаемого изобретения относится к турбореактивному двигателю, содержащему, по меньшей мере, одну деталь согласно третьему объекту.
Преимуществом способа согласно настоящему изобретению является то, что он может применяться в композитных материалах с керамической основой, не содержащих окисляемых компонентов.
Другое преимущество способа согласно настоящему изобретению заключается в том, что несколько расфокусированных импульсов практически не могут привести к разрушению композитного материала с керамической основой в результате расслоения или других причин теплового воздействия.
Изобретение станет более понятным после изучения прилагаемого детального описания варианта его осуществления, который представлен в качестве примера и не носит ограничительного характера, со ссылкой на прилагаемые фигуры чертежей, в числе которых:
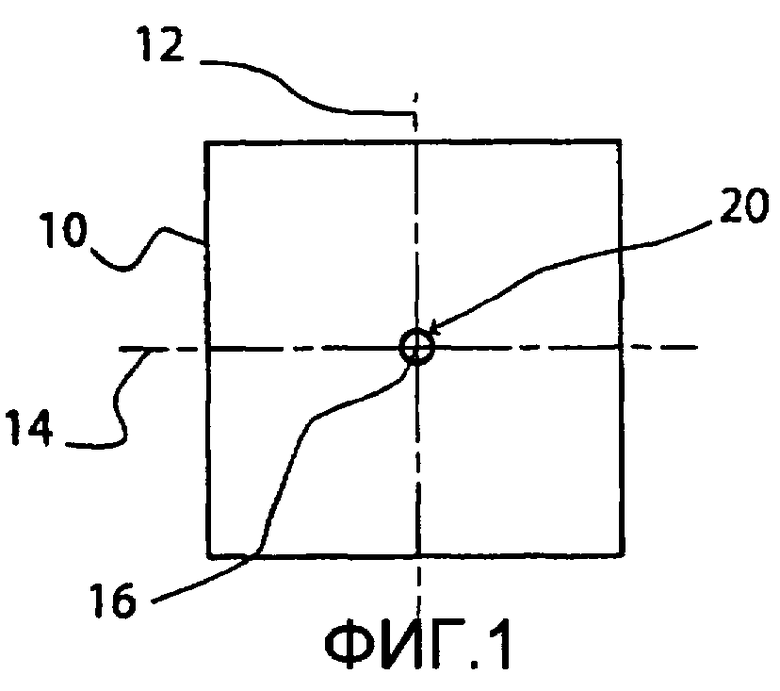
Фиг.1 изображает в схематичном виде первый технологический процесс реализации способа и полученное в результате этого исходное отверстие;
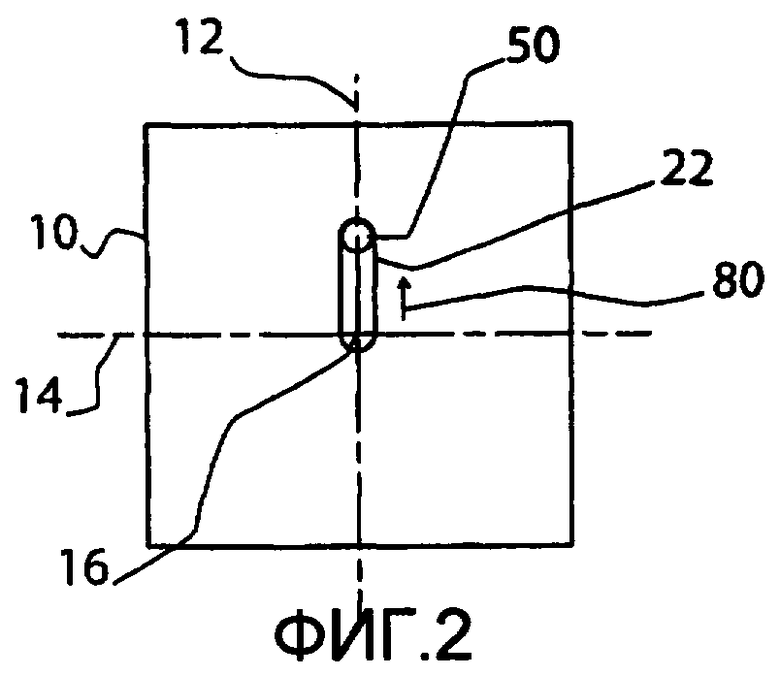
Фиг.2 - в схематичном виде этап второго технологического процесса реализации способа и первое промежуточное отверстие;
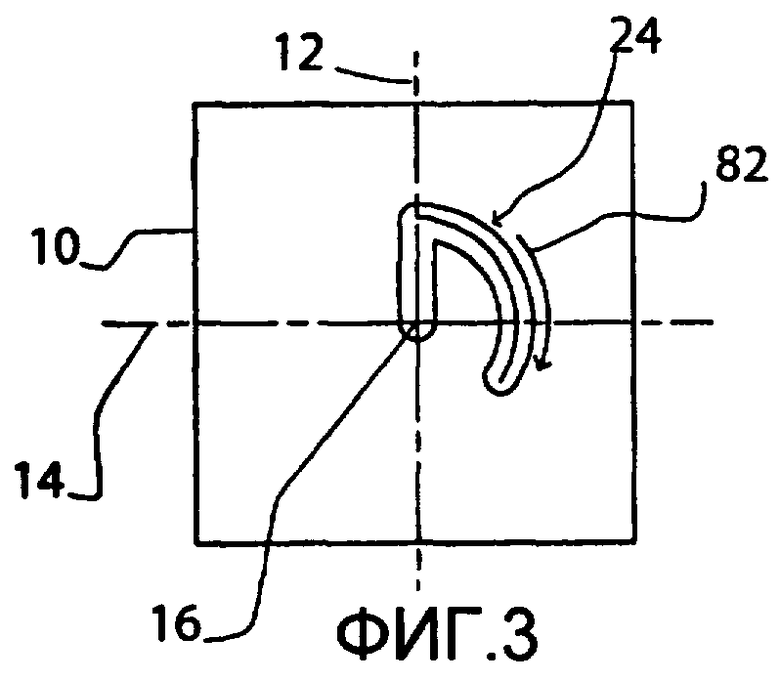
Фиг.3 - в схематичном виде другой этап второго технологического процесса реализации способа и второе промежуточное отверстие;
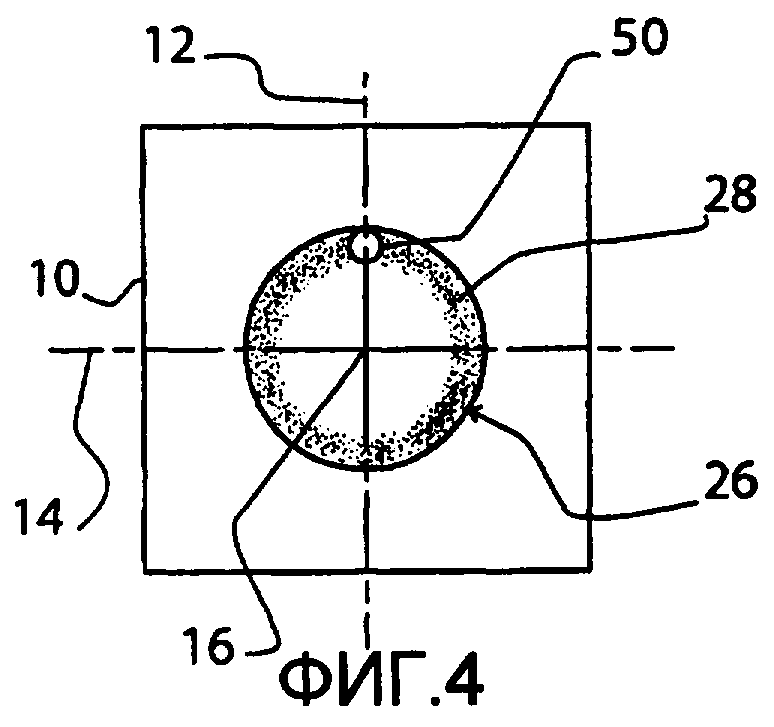
Фиг.4 - в схематичном виде третье промежуточное отверстие, получаемое по завершении второго технологического процесса реализации способа;
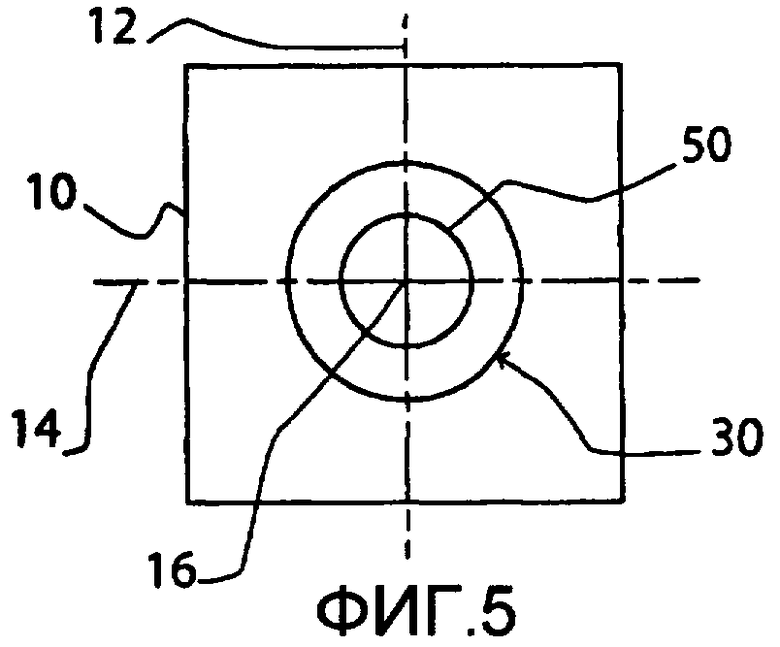
Фиг.5 - в схематичном виде окончательное отверстие, получаемое по завершении третьего технологического процесса реализации способа;
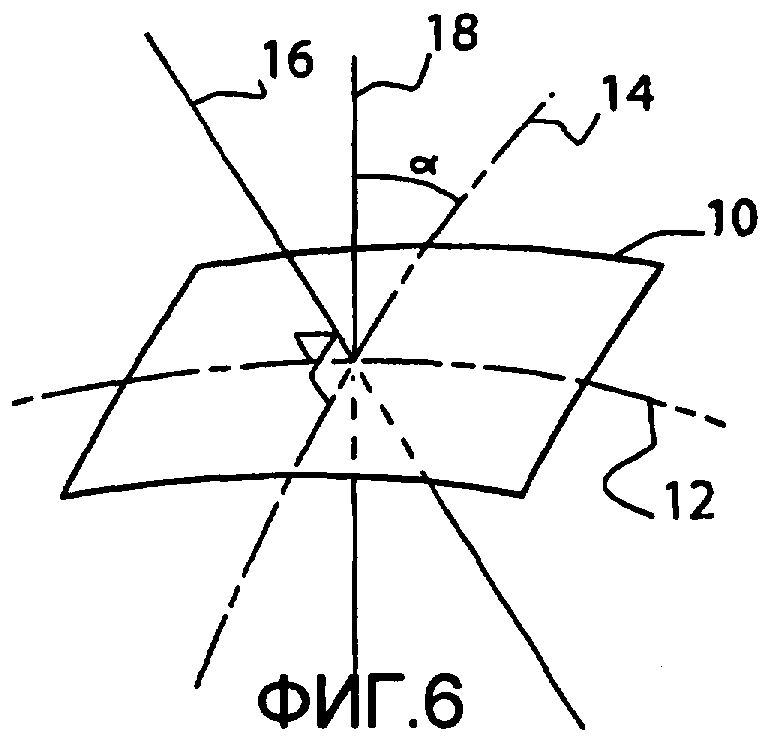
Фиг.6 - схематичный вид в изометрии возможных направлений расположения отверстий, получаемых таким способом.
На всех фигурах чертежа представлен участок 10 поверхности детали, изготовленной из композитного материала с керамической основой, а также две оси 12, 14, располагаемые перпендикулярно к плоскости данного участка 10. Способ согласно предлагаемому изобретению направлен на выполнение окончательного отверстия, центрированного по оси 16, которая перпендикулярна двум осям 12 и 14. Элементы 10, 12, 14, 16 являются едиными для фиг.1-5.
При реализации способа согласно изобретению используется обычная лазерная система, снабженная лазерным генератором, формирующим лазерный пучок.
На фиг.1 изображено исходное отверстие 20, получаемое по завершении технологического процесса ударного сверления, осуществляемого при помощи лазерного пучка. Лазерный пучок фокусируется в глубь детали, в которой выполняется отверстие таким образом, чтобы диаметр этого исходного отверстия 20 был фактически равен диаметру лазерного пучка. При этом исходное отверстие 20 центрировано по оси 16.
На фиг.2 изображено первое промежуточное отверстие 22, получаемое по завершении первого этапа технологического процесса кольцевого сверления, осуществляемого при помощи лазерного пучка. Лазерный пучок был перемещен в плоскости, фактически перпендикулярной к плоскости отверстия, по прямой линии, обозначенной на фиг.2 стрелкой 80. В результате лазерный пучок оказался в положении, обозначенном цифрой 50. Первое промежуточное отверстие имеет вытянутую форму, при этом ее длина фактически равна расстоянию перемещения лазерного пучка, а ширина - диаметру лазерного пучка.
На фиг.3 показано второе промежуточное отверстие 24, получаемое по завершении второго этапа технологического процесса кольцевого сверления при помощи лазерного пучка. Лазерный пучок перемещается в той же, как и в предыдущем случае, плоскости по круговой траектории, обозначенной на фиг.3 стрелкой 82. На данном этапе пройденное расстояние соответствует отрезку круга.
На фиг.4 изображено третье промежуточное кольцо 26, полученное по завершении технологического процесса кольцевого сверления, выполненного при помощи лазерного пучка. Лазерный пучок перемещался по круговой траектории, которая обозначена на фиг.3 стрелкой 82, до момента замыкания всего круга. При этом лазерный пучок оказывается в положении, обозначенном цифрой 50. Диаметр третьего промежуточного отверстия 26 фактически равен диаметру круга, который был описан лазерным пучком. На практике для получения заданного диаметра третьего промежуточного отверстия 26 проводится регулировка длины вытянутой траектории 80, представленной на фиг.2.
Вместе с тем отмечается наличие окалин 28, которые задерживаются на стенках и (или) на выходе из получаемого таким образом отверстия 26 в результате технологического процесса кольцевого сверления. Окалины нарушают точность диаметра отверстия 26, в результате чего не представляется возможным точно определить количество воздуха, проходящего через данное отверстие. В некоторых случаях желательно точно знать количество проходящего через данное отверстие воздуха, которое было бы одинаковым для всех отверстий. В связи с этим возникает необходимость в удалении окалины с целью получения окончательных отверстий, диаметр которых можно было контролировать. Это позволит добиться одинакового эффективного сечения для всех располагаемых рядом друг с другом отверстий и одинаковой пропускной способности всех в совокупности выполненных отверстий.
В процессе третьего технологического процесса реализации способа согласно изобретению производится удаление окалин 28 (фиг.5).
На первом этапе данного третьего технологического процесса лазерный пучок возвращается в свое первоначальное положение (на фиг.1 обозначено цифрой 50). Данное положение центрировано относительно оси 16.
На втором этапе выполнения третьего технологического процесса фокус лазерного пучка перемещают вдоль оси отверстия, т.е. вдоль оси 16. Согласно предпочтительному варианту осуществления изобретения фокальная точка несколько удаляется от участка поверхности 10. Согласно другому варианту осуществления изобретения фокальная точка несколько приближается к участку поверхности 10. Следствием данного перемещения фокальной точки является незначительное изменение, точнее, определенное увеличение диаметра лазерного пучка на уровне участка поверхности 10. После перемещения фокальной точки вдоль оси 16 лазерный пучок занимает положение, обозначенное на фиг.5 цифрой 50. На третьем этапе выполнения третьего технологического процесса генерируется несколько (предпочтительно, 1-5) импульсов лазера. Следствием данного третьего этапа является разрушение имеющихся внутри третьего промежуточного отверстия 26 окалин 28 путем фокусировки лазерного пучка в глубь детали, в которой выполняется отверстие, и получение окончательного отверстия 30 с очищенными стенками. Как это показано на фиг.5, диаметр окончательного отверстия 30 имеет соответствующий и контролируемый размер. Оно обладает постоянным размером на всю глубину просверленной детали.
Для реализации третьего технологического процесса способа нет необходимости, чтобы энергия лазерного пучка была больше энергии лазерного пучка, использованного в ходе предыдущих первого и второго технологических процессов, поскольку собственно отверстие уже вырезано, и энергии должно быть достаточно только для удаления окалин 28 из третьего промежуточного отверстия 26.
Со ссылкой на фиг.1-4 был описан способ, позволяющий выполнить окончательные отверстия 30, ось 16 которых перпендикулярна участку поверхности 10 детали, в которой выполняется отверстие 30. Способ также применим при изготовлении отверстий 30, ось 18 которых, как это показано на фиг.6, располагается не перпендикулярно, а под углом α к данному участку поверхности 10. Для реализации способа согласно изобретению лазерная система устанавливается таким образом, чтобы лазерный пучок был направлен не в направлении 16, а в направлении 18, при этом данное направление 18 имеет заданный угол наклона относительно участка поверхности 10. Согласно предпочтительным вариантам осуществления угол α равен 20-40, в частности 30.
Способ, описание которого со ссылкой на фиг.1-6 приведено выше, наиболее эффективен, когда желательно выполнить отверстия, диаметр которых больше диаметра используемого лазерного пучка. Например, при помощи данного способа, используя лазерный пучок с начальным диаметром 0,7 мм, можно вырезать окончательные отверстия диаметром 0,8 мм, или 0,9 мм, или 1,0 мм.
Ниже приводятся технические характеристики лазера типа LASER SLAB YAG 1064 nm марки MLS P1000, продаваемого компанией Munich Laser System:
- диаметр лазерного пучка - 0,5 мм
Первый технологический процесс: ударное сверление
- продолжительность импульсов - 2 мсек
- частота импульсов - 12 Гц
- мощность импульсов - 17 Дж
- количество импульсов - 5
Второй технологический процесс:
- прямолинейное перемещение - 0,8 мм
- продолжительность импульса - 1,5 мсек
- частота импульсов - 14,8 Гц
- мощность импульсов - 14 Дж
- скорость очистки - 15 мм/мин
Третий технологический процесс:
- удаленность фокальной точки - 3 мм
- продолжительность импульса - 2 мсек
- частота импульсов - 12 Гц
- мощность импульсов - 17 Дж
- количество импульсов - 5.
Изобретение относится к способу выполнения отверстий при помощи лазерного пучка в детали, изготовленной из композитного материала с керамической основой. Способ включает в себя следующие этапы. Первый этап ударного сверления, на котором выполняют исходное отверстие, имеющее начальный диаметр и ось отверстия. Второй этап кольцевого сверления, на котором путем смещения лазерного пучка и вращения его вокруг оси отверстия выполняют промежуточное отверстие, соосное исходному отверстию, но имеющее больший, чем исходное отверстие, диаметр. Третий этап, на котором фокус лазерного пучка смещают вдоль оси отверстия, после чего выполняют окончательное отверстие с использованием импульсного лазерного пучка. Способ предназначен для выполнения отверстий в стенке камеры сгорания, изготовленной из композитного материала с керамической основой, или лопатке турбины турбореактивного двигателя. 10 з.п. ф-лы, 6 ил.
1. Способ выполнения отверстий (30) при помощи лазерного пучка в детали, изготовленной из композитного материала с керамической основой, отличающийся тем, что включает в себя: первый этап ударного сверления, на котором путем фокусировки лазерного пучка в глубь детали, в которой будет вырезаться отверстие, выполняют исходное отверстие (20), имеющее начальный диаметр и ось отверстия (16, 18); второй этап кольцевого сверления, на котором путем смещения лазерного пучка и вращения его вокруг оси (16, 18) отверстия выполняют промежуточное отверстие (26), соосное исходному отверстию (20), и имеющее больший, чем исходное отверстие (20) диаметр;
третий этап, на котором фокус лазерного пучка смещают вдоль оси (16, 18) отверстия, после чего выполняют окончательное отверстие (30) с использованием импульсного лазерного пучка.
2. Способ по п.1, отличающийся тем, что количество импульсов составляет от 1 до 5.
3. Способ по п.1, отличающийся тем, что перемещение фокуса лазерного пучка осуществляют путем его удаления от положения, которое он занимал во время первого и второго этапов выполнения отверстий.
4. Способ по п.2, отличающийся тем, что перемещение фокуса лазерного пучка осуществляют путем его удаления от положения, которое он занимал во время первого и второго этапов выполнения отверстий.
5. Способ по п.1, отличающийся тем, что перемещение фокуса лазерного пучка осуществляют путем его приближения к положению, которое он занимал на первом и втором этапах выполнения отверстий.
6. Способ по п.2, отличающийся тем, что перемещение фокуса лазерного пучка осуществляют путем его приближения к положению, которое он занимал на первом и втором этапах выполнения отверстий.
7. Способ по п.1, отличающийся тем, что отверстие ориентируют вдоль оси (16), перпендикулярной к поверхности (10) данной детали.
8. Способ по п.1, отличающийся тем, что отверстие ориентируют вдоль оси (18), расположенной под углом к поверхности (10) данной детали.
9. Способ по п.6, отличающийся тем, что отверстие располагают под углом (α), равным 20-40°, к поверхности (10) данной детали.
10. Способ по п.7, отличающийся тем, что отверстие располагают под углом (α), фактически равным 30°, к поверхности (10) данной детали.
11. Способ по п.1, отличающийся тем, что отверстия выполняют в детали, изготовленной из композитного материала с керамической основой, турбореактивного двигателя, например в стенке камеры сгорания или лопатке турбины.
| Короткозамыкатель | 1979 |
|
SU826457A1 |
| US 5837964 A, 17.11.1998 | |||
| US 6441341 B1, 27.08.2002 | |||
| JP 2005088045 A, 07.04.2005 | |||
| JP 4327389 A, 16.11.1992 | |||
| СПОСОБ ПРОШИВКИ ПРЕЦИЗИОННЫХ ОТВЕРСТИЙ ЛАЗЕРНЫМ ИЗЛУЧЕНИЕМ | 2000 |
|
RU2192341C2 |
| ПРОЦЕССЫ ЛАЗЕРНОГО СВЕРЛЕНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ УСТРОЙСТВ ФОРМИРОВАНИЯ МАТЕРИАЛА И ПЛЕНКИ | 1996 |
|
RU2151036C1 |

