Изобретение относится к волноводной и волоконной оптике и может быть использовано для изготовления длиннопериодных волоконных решеток.
Длиннопериодные волоконные решетки используются в волоконной оптике в качестве датчиков температуры, давления, механического напряжения [S.W.James, R.P.Тatam Optical fiber long-period grating sensors: characteristics and application. // Measur. Sci. and TechnoL, V.14, P. R49-R61, 2003], химических сенсоров [S.W.James, R.P.Tatam Optical fiber long-period grating sensors: characteristics and application. // Measur. Sci. and TechnoL, V.14, P. R49-R61, 2003], в качестве широкополосных фильтров [H.J.Patric, A.D.Kersey, F. Bucholtz Analysis of the response of long period fiber gratings to external index of refraction. // J. of Lightwave Technol., V.16, N.9, P.1606-1612,1998], а также в качестве спектральных селекторов в волоконных лазерах [A.M.Vengsarkar, P.J.Lemaire, J.B.Judkins et al Long-period fiber gratings as band-rejection filters. // J. of Lightwave Technol., V.14, N 1, P.58-65, 1996]. Как правило, они представляют собой волокно с продольной гофрированной поверхностью, либо волокно с гладкой поверхностью, но с продольной периодической модуляцией показателя преломления материала волокна. Длиннопериодная волоконная решетка может представлять собой спираль, ось которой совпадает с осью волокна [V.I.Kopp, V.M.Churikov, G. Zhang et al Single - and double-helix chiral fiber sensors. // JOSA B, V.24, N. 10, P. A48-A52, 2007]. У длиннопериодных волоконных решеток период гофра, модуляции показателя преломления, либо период спирали лежат в интервале от 100 мкм до 2 мм. Длиннопериодные волоконные решетки применяются, в основном, для спектрального диапазона 0.8-2 мкм. Для формирования требуемого спектра пропускания длиннопериодные решетки могут изготавливаться с переменным периодом и переменной амплитудой модуляции эффективного показателя преломления, а спиральные длиннопериодные решетки могут изготавливаться в виде участков с противоположным наклоном спирали.
Известен способ изготовления длиннопериодных волоконных решеток, на основе волокна из фоточувствительного стекла, заключающийся в том, что волокно подвергают воздействию ультрафиолетового лазерного излучения [S.W.James, R.P.Tatam Optical fiber long-period grating sensors: characteristics and application. // Measur. Sci. and Technol., V.14, P.R49-R61, 2003]. Причем воздействие производится одновременно двумя лучами лазера. Интерференция лучей в объеме волокна приводит к образованию периодических областей с высокой и низкой интенсивностью излучения. В областях с высокой интенсивностью излучения происходит необратимое изменение показателя преломления волокна и формируется решетка. Вариантом данного способа является способ, в котором воздействие ультрафиолетового лазерного излучения производится через амплитудную маску с периодическими отверстиями [S.W.James, R.P.Tatam Optical fiber long-period grating sensors: characteristics and application. // Measur. Sci. and Technol., V.14, P.R49-R61, 2003]. Облучение волокна ультрафиолетовым излучением производится в течение 10-30 мин.
Недостатками данных способов является сложность и высокая стоимость технологического оборудования - лазерные системы на основе эксимерных лазеров с высокой средней мощностью генерации, а также необходимость использования волокна из фоточувствительного стекла.
Известен способ изготовления длиннопериодных волоконных решеток, заключающийся в том, что участки волокна подвергают воздействию ускоренных ионов, после чего волокно отжигают при высокой температуре [М. Fujimaki, Y. Ohki Fabrication of long-period fiber gratings by use of ion implantation. // Opt. Lett., V.25, P.88-89, 2000]. Ионы диффундируют в материал волокна, что приводит к изменению его показателя преломления.
Недостатком данного способа является сложность и высокая стоимость технологического оборудования - ускорителя ионов, а также необходимость последующего отжига волокна.
Известен способ изготовления длиннопериодных волоконных решеток [С.-Y.Lin, G.-W.Chern, L.A.Wang Periodical corrugated structure for forming sample fiber Bragg grating and long-period fiber grating with tunable coupling strength. // J. of Lightwave Technol., V.19, N. 8, P.1212-1220, 2001], заключающийся в том, что волокно из фоточувствительного стекла подвергают воздействию ультрафиолетового лазерного излучения с пространственно-периодическим распределением интенсивности, после чего волокно подвергают химическому травлению. В результате на поверхности волокна формируется гофр, представляющий собой длиннопериодную решетку.
Недостатками данного способа являются сложность и высокая стоимость технологического процесса и технологического оборудования. Для изготовления гофрированного волокна требуются лазерные системы на основе эксимерных лазеров с высокой средней мощностью генерации, необходимость использования волокна из фоточувствительного стекла, а также необходимость последующего химического травления стекла.
Наиболее близким техническим решением к предлагаемому является способ изготовления спиральных длиннопериодных волоконных решеток [О.V.Ivanov Fabrication of long-period gratings by twisting a standard single-mode fiber. // Opt. Lett., V.30, P.3290-3292, 2005], заключающийся в том, что волокно из стекла нагревают до температуры размягчения стекла, скручивают его вдоль оси, затем охлаждают. В результате волокно приобретает продольную спиральную структуру.
Недостатком способа является необходимость использования высоких температур (для волокна из кварцевого стекла - 1400…1500°С, для силикатных стекол - 550-1000°С), невозможность получения периода менее 100 мкм и малое значение толщины формируемого спирального гофра - менее 0.5 мкм. Вторым недостатком способа является ограниченный выбор материалов для решетки, что ограничивает их функциональные возможности. Третьим недостатком способа является невозможность изготовления спиральных решеток сложной геометрии, например решеток с изменяющимся периодом, решеток с разным углом наклона «штрихов», решеток со сложным профилем гофра.
Изобретение решает задачу упрощения технологии изготовления и расширение номенклатуры используемых материалов, а также расширение геометрических и оптических характеристик получаемых спиральных длиннопериодных волоконных решеток.
Сущность заявляемого способа заключается в следующем.
1. На заготовку оптического волокна из стекла или полимера наматывают виток к витку полимерное волокно и фиксируют концы наматываемого волокна.
2. На соседних участках оптического волокна намотку полимерного волокна производят в противоположных направлениях.
3. Производят намотку полимерного волокна с переменным диаметром.
4. Оптическое волокно предварительно покрывают жидким слоем раствора или расплава полимера или смеси мономера с полимеризатором, причем показатель преломления полимера после его затвердевания не равен показателю преломления полимерного волокна.
При намотке на оптическое волокно спирали из полимерного волокна она образует спиральный гофр. Механическая намотка полимерного волокна может производиться на сердечник из стекла или полимера с различным составом и показателем преломления. В местах контакта спирали с сердечником (оптическим волокном) происходит изменение эффективного показателя преломления сердечника, причем продольная модуляция эффективного показателя преломления сердечника имеет форму спирали с периодом, равным диаметру полимерного волокна, то есть формируется спиральная длиннопериодная волоконная решетка. Амплитуда модуляции эффективного показателя преломления сердечника зависит от показателя преломления полимерного волокна и может варьироваться путем подбора материала полимерного волокна. При намотке участков полимерного волокна с противоположным направлением намотки формируются участки спиральной длиннопериодной решетки с противоположным наклоном. При намотке на сердечник полимерного волокна с переменным диаметром формируется спиральная решетка с переменным периодом, например с периодом, изменяющимся по синусоидальному закону. При намотке полимерного волокна на сердечник, покрытый жидким слоем раствора, расплава полимера или смеси мономера с полимеризатором, после затвердевания слоя полимера формируется спиральная длиннопериодная решетка, в которой зазоры между сердечником и полимерной спиралью заполнены полимером с иным показателем преломления. Благодаря этому формируется спиральная длиннопериодная решетка с периодически чередующимися областями, эффективный показатель преломления которых определяется показателем преломления затвердевшего полимера и полимерного волокна. Это позволяет расширить диапазон варьирования модуляции эффективного показателя преломления путем подбора показателей преломления полимерного волокна и полимера, заполняющего зазоры. Это позволяет также увеличить механическую прочность длиннопериодной решетки.
Таким образом, предлагаемый способ позволяет упростить технологию изготовления и расширить номенклатуру материалов, а также геометрических и оптических характеристик спиральных длиннопериодных волоконных решеток.
Изобретение иллюстрируется следующими чертежами.
На фиг.1, А показан участок длиннопериодной спиральной решетки. 1 - сердечник, 2 - спираль из полимерного волокна.
На фиг.1, В показан участок длиннопериодной спиральной решетки со спиралями, имеющими противоположный наклон. Пунктиром показан наклон спиралей.
На фиг.1, С схематично показана длиннопериодная спиральная решетка с переменным периодом.
На фиг.1, D схематично показана длиннопериодная спиральная решетка с полным заполнением зазоров спирали полимером.
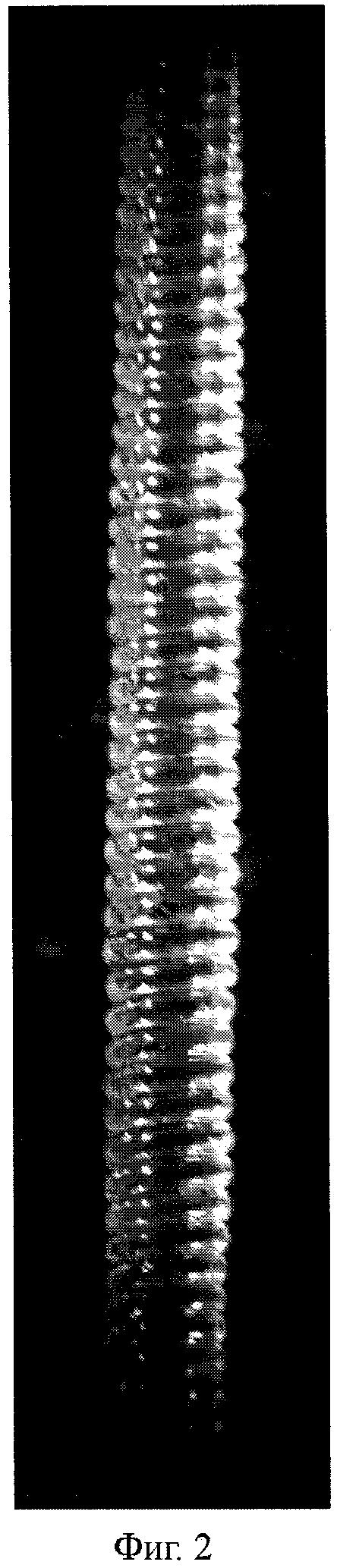
На фиг.2 приведена фотография участка длиннопериодной спиральной решетки с сердечником из кварцевого стекла диаметром 150 мкм и спиралью из полимерного волокна диаметром 60 мкм.
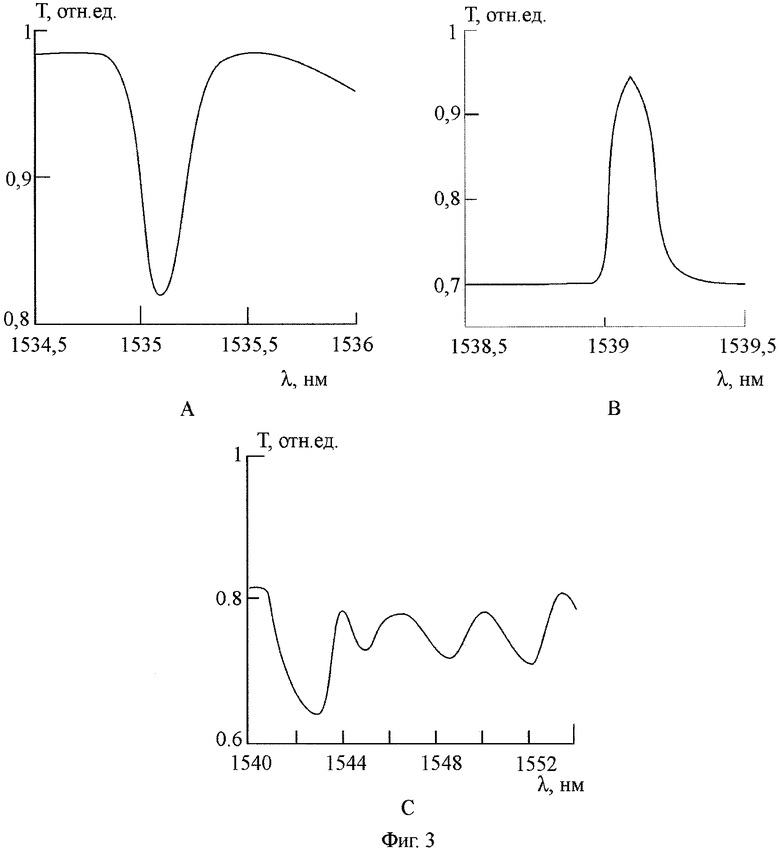
На фиг.3, А показан спектр пропускания спиральной волоконной решетки с сердечником из кварцевого стекла диаметром 150 мкм и спиралью из полимерного волокна диаметром 60 мкм в спектральном интервале вторичного резонанса мод сердечника.
На фиг.3, В показан спектр пропускания спиральной волоконной решетки с сердечником из кварцевого стекла диаметром 150 мкм и спиралью из полимерного волокна диаметром 60 мкм в спектральном интервале вторичного резонанса мод оболочки.
На фиг.3, С показан спектр пропускания спиральной волоконной решетки с сердечником из кварцевого стекла диаметром 220 мкм и спиралью из полимерного волокна диаметром 150 мкм с зазорами, заполненными оптическим эпоксидным компаундом (на стадии заполнения зазоров - смесью эпоксидного мономера с полимеризатором) в спектральном интервале вторичного резонанса мод сердечника.
В качестве примеров конкретной реализации и поясняющих сущность заявляемых изобретений предлагаются следующие.
Пример 1
Для изготовления спиральной длиннопериодной волоконной решетки по предлагаемому способу в качестве сердечника используют оптическое волокно из кварцевого стекла диаметром 150-250 мкм или из полимера (например, полиамида или полиметилметакрилата) диаметром 200-250 мкм. Для изготовления спирали используют волокно из полиэтилена диаметром 50-250 мкм или полиамида диаметром 50-100 мкм. Начало волокна спирали закрепляют на сердечнике с помощью капли расплава полиэтилена, после чего производят намотку волокна на сердечник путем вращения сердечника вокруг его оси. После намотки спирали конец волокна спирали закрепляют на сердечнике с помощью капли расплава полиэтилена. Схематично участок спиральной длиннопериодной волоконной решетки показан на фиг.1, А. Фотография участка спиральной длиннопериодной волоконной решетки показана на фиг.2.
В местах контакта спирали с сердечником (оптическим волокном) происходит изменение эффективного показателя преломления сердечника, причем продольная модуляция эффективного показателя преломления сердечника имеет форму спирали с периодом, равным диаметру полимерного волокна, то есть формируется спиральная длиннопериодная волоконная решетка. Амплитуда модуляции эффективного показателя преломления сердечника зависит от показателя преломления полимерного волокна и может варьироваться путем подбора материала полимерного волокна. В длиннопериодной решетке данного типа могут возникать три типа резонансов, приводящих к изменению ее коэффициента пропускания в узких спектральных интервалах: резонансы мод сердечника, резонансы мод оболочки (спирали) и резонансы мод петлевых резонаторов, образованных витками спирали. В последнем случае из-за малого радиуса кривизны витков спирали моды имеют высокие потери. На фиг.3, А и В показаны экспериментально измеренные спектральные зависимости коэффициента пропускания спиральной длиннопериодной волоконной решетки в спектральном интервале вторичного резонанса мод сердечника (А) и вторичного резонанса мод оболочки (В). Сердечник изготовлен из кварцевого стекла диаметром 150 мкм, спираль из полиэтиленового волокна диаметром 60 мкм. Полная длина спирали равна 30 мм. Спектральная ширина резонансов по полувысоте не превышает 0.3 нм.
Для изготовления участков спиральной длиннопериодной волоконной решетки с противоположным наклоном спирали на участок сердечника производят намотку полимерного волокна путем вращения сердечника в одну сторону, затем производят намотку полимерного волокна на другой участок сердечника путем вращения сердечника в противоположную сторону. Схематично такая спиральная длиннопериодная волоконная решетка показана на фиг.1, В. Подобные решетки обладают ярко выраженными резонансными свойствами за счет связи LP01 и LP11 мод [K.S.Lee, Т. Erdogan Mode coupling in spiral fiber gratings. // Electron. Lett. 2001. V.37. №3. P.156; K.S.Lee Coupling analysis of spiral fiber gratings. // Opt. Comm. 2001. V.198. P.317].
Для изготовления спиральной длиннопериодной волоконной решетки с переменным периодом для намотки спирали используют волокно с переменным диаметром. Один из вариантов такой решетки схематично показан на фиг.1, С. Задавая закон изменения периода вдоль решетки, можно формировать решетку с требуемыми спектральными характеристиками [Т. Erdogan Fiber grating spectra.// J. Lightwave Techn. 1997. V.15. №8. P.1277].
Пример 2
Для изготовления спиральной длиннопериодной волоконной решетки в качестве сердечника используют оптическое волокно из кварцевого стекла диаметром 150-250 мкм или из полимера (например, полиамида или полиметилметакрилата) диаметром 200-250 мкм. Для изготовления спирали используют волокно из полиэтилена диаметром 50-250 мкм или полиамида диаметром 50-100 мкм. Начало волокна спирали закрепляют на сердечнике с помощью капли расплава полиэтилена. Сердечник покрывают жидким слоем раствора или расплава полимера, или смеси мономера с полимеризатором. Показатель преломления полимера после его затвердевания не должен быть равен показателю преломления полимерного волокна. После этого производят намотку полимерного волокна на участок сердечника, покрытый вышеуказанным жидким слоем путем вращения сердечника вокруг его оси. После намотки спирали конец волокна спирали закрепляют на сердечнике с помощью капли расплава полиэтилена. Затем производят отверждение слоя полимера. Схематично участок спиральной длиннопериодной волоконной решетки показан на фиг.1, D для случая полного заполнения зазоров спирали полимером. При намотке полимерного волокна на сердечник, покрытый жидким слоем раствора, расплава полимера или смеси мономера с полимеризатором, после затвердевания слоя полимера формируется спиральная длиннопериодная решетка, в которой зазоры между сердечником и полимерной спиралью заполнены полимером с иным показателем преломления. Благодаря этому формируется спиральная длиннопериодная решетка с периодически чередующимися областями, эффективный показатель преломления которых определяется показателем преломления затвердевшего полимера и полимерного волокна. Это позволяет расширить диапазон варьирования модуляции эффективного показателя преломления путем подбора показателей преломления полимерного волокна и полимера, заполняющего зазоры. Это позволяет также увеличить механическую прочность спиральной длиннопериодной решетки. Данным способом могут быть изготовлены спиральные длиннопериодные решетки с геометрией, описанной в примере 1.
На фиг.3, С показана экспериментально измеренная спектральная зависимость коэффициента пропускания спиральной длиннопериодной волоконной решетки с полным заполнением зазоров спирали оптическим эпоксидным компаундом (на стадии заполнения зазоров - смесью эпоксидного мономера с полимеризатором) в спектральном интервале вторичного резонанса мод сердечника. Сердечник изготовлен из кварцевого стекла диаметром 220 мкм, спираль из полиэтиленового волокна диаметром 150 мкм. Полная длина спирали равна 25 мм. Спектральная ширина резонанса на длине волны 1542.5 по полувысоте не превышает 2 нм.
Таким образом, предлагаемый способ позволяет упростить технологию изготовления и расширить номенклатуру используемых материалов, а также геометрических и оптических характеристик получаемых спиральных длиннопериодных волоконных решеток.
Для изготовления спиральных длиннопериодных решеток по предлагаемому способу не требуется применения сложного и дорогостоящего технологического оборудования.
Способ изготовления спиральных длиннопериодных волоконных решеток по настоящему изобретению предназначен для изготовления чувствительных элементов волоконно-оптических датчиков и волоконных спектральных фильтров.
Спиральные длиннопериодные волоконные решетки, изготовленные предлагаемым способом, могут, в качестве чувствительных элементов, входить в состав волоконно-оптических датчиков температуры, давления, механических напряжений и показателя преломления окружающей среды. Применение чувствительных элементов, изготовленных по предлагаемому способу, позволит уменьшить себестоимость, повысить чувствительность и расширить функциональные возможности волоконно-оптических датчиков - могут использоваться в качестве спектральных фильтров в волоконных системах передачи и обработки информации. Изготовление спектральных фильтров по предлагаемому способу позволит уменьшить их себестоимость и расширить функциональные возможности.
Способ изготовления спиральной длиннопериодной волоконной решетки из заготовки оптического волокна заключается в том, что на заготовку оптического волокна из стекла или полимера наматывают виток к витку полимерное волокно и фиксируют концы наматываемого волокна. Технический результат заключается в упрощении технологии изготовления и расширении номенклатуры материалов, а также геометрических и оптических характеристик получаемых спиральных длиннопериодных волоконных решеток. 3 з.п. ф-лы, 3 ил.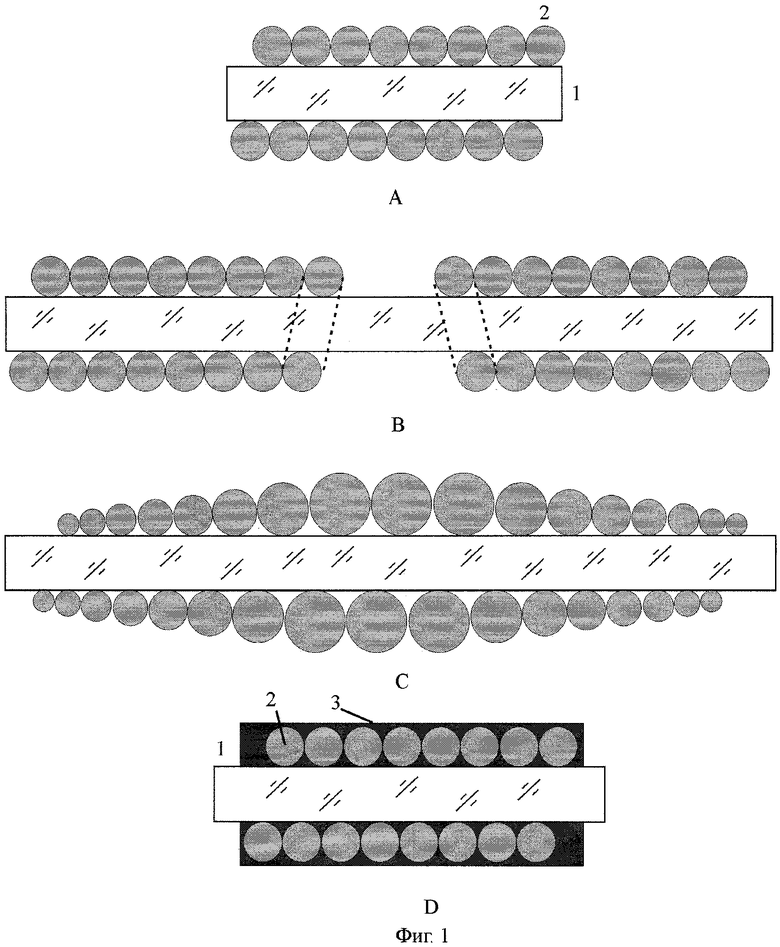
1. Способ изготовления спиральной длиннопериодной волоконной решетки из заготовки оптического волокна, отличающийся тем, что на заготовку оптического волокна из стекла или полимера наматывают виток к витку полимерное волокно и фиксируют концы наматываемого волокна.
2. Способ по п.1, отличающийся тем, что на соседних участках оптического волокна намотку полимерного волокна производят в противоположных направлениях.
3. Способ по п.1, отличающийся тем, что производят намотку полимерного волокна с переменным диаметром.
4. Способ по п.1, отличающийся тем, что оптическое волокно предварительно покрывают жидким слоем раствора или расплава полимера или смеси мономера с полимеризатором, причем показатель преломления полимера после его затвердевания не равен показателю преломления полимерного волокна.
| O.V | |||
| IVANOV "FABRICATION OF LONG-PERIOD GRATINGS BY TWISTING A STANDART SINGLE-MODE FIBER", OPT | |||
| LET., Vol.30, стр 3290-3292, 2005 | |||
| I | |||
| TORRES-GOMEZ "BANDPASS FILTER WITH ADJUSTABLE BANDWITH BASED ON A PRESS-INDUCED LONG-PERIOD TWISTED HOLEY-FIBER GRATING ", OPT | |||
| LET., Vol.32, No.23, 01.12.2007 | |||
| VICTOR I | |||
| KOPP и др | |||
| "SINGLE- AND DOUBLE-HELIX CHIRAL |

