ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления заготовки оптического волокна большого размера, способной подавлять растрескивание, расслаивание и скользящую дислокацию стекла.
Описание предшествующего уровня техники
В качестве обычного способа изготовления заготовки оптического волокна, например, можно использовать нижеприведенный способ. Сначала изготавливают стеклянный стержень, имеющий определенную структуру. Структура стеклянного стержня соответствует сердцевине оптического волокна или сердцевине и оболочке, образованной на сердцевине оптического волокна. Затем заготовку из пористого стекла образуют осаждением массы пористого кварцевого стекла (ультрадисперсного порошка) на периферии стеклянного стержня. Посредством термообработки стеклянной заготовки, по меньшей мере, годную часть массы пористого кварцевого стекла превращают в прозрачное стекло. Как правило, годную часть заготовки вытягивают до оптического волокна.
В качестве способа осаждения массы пористого кварцевого стекла можно использовать так называемый способ внешнего осаждения из паровой фазы. При способе внешнего осаждения из паровой фазы тонкодисперсные частицы кварцевого стекла синтезируются из газообразного источника посредством использования горелки. При вращении стеклянного стержня и перемещении стеклянного стержня относительно горелки вдоль центральной оси стеклянного стержня синтезированные тонкодисперсные частицы стекла наносятся распылением на периферию стеклянного стержня. Таким образом, тонкодисперсные частицы стекла осаждаются в виде слоя на стеклянном стержне.
Масса пористого кварцевого стекла может быть превращена в стекло, например, посредством нагрева заготовки из пористого стекла при одновременном перемещении стеклянной заготовки через зону нагрева в нагревательной печи. При данном процессе нагретая часть изменяет свое положение от одного конца до другого конца массы пористого кварцевого стекла.
Обычно в заготовке из пористого стекла, подлежащей остекловыванию в вышеописанном способе изготовления, концевые части массы пористого кварцевого стекла на стеклянном стержне имеют конусообразную форму, так что диаметр массы пористого стекла постепенно уменьшается по направлению к ее концу вблизи конца стеклянной заготовки. Массе пористого кварцевого стекла придают данную форму с конусообразными концами для предотвращения ее растрескивания во время процесса остекловывания.
Конусообразные части заготовки из пористого стекла, сужающиеся вдоль центральной оси заготовки, называют дефектными частями. Часть, расположенную между дефектными частями, называют годной частью. Как правило, годную часть перерабатывают в оптическое волокно. Дефектные части используют в качестве опорных частей, которые служат опорой для годной части во время процесса изготовления заготовки оптического волокна и во время процесса изготовления оптического волокна.
Тем не менее, состояние массы пористого кварцевого стекла в центральной части вдоль центральной оси годной части отличается от ее состояния в дефектной части. Следовательно, существует возможность возникновения проблематичных явлений. Например, во время процесса остекловывания растрескивание или деформация могут возникнуть в годной части и/или в дефектной части. Кроме того, масса пористого кварцевого стекла или стеклованного кварцевого стекла может отслоиться от стеклянного стержня.
Предложены различные способы решения вышеописанных проблем. Например, в публикации №Н6-239640 заявки на патент Японии раскрыт способ сдерживания начала образования трещин от дефектной части посредством уменьшения угла конусности конусообразной части массы пористого кварцевого стекла, в результате чего происходит «рассеяние» напряжения, действующего на конусообразную часть.
В способе, раскрытом в публикации №2006-193370 заявки на патент Японии, два конца основного стеклянного стержня, который образует годную часть, присоединены методом сплавления к стеклянным стержням, подготовленным в виде затравочных стержней, при этом каждый из затравочных стержней имеет диаметр, который меньше диаметра основного стеклянного стержня, и образуется масса пористого кварцевого стекла с конусообразными частями на перифериях затравочных стержней.
В публикации №2000-159533 заявки на патент Японии раскрыт способ сдерживания начала образования трещин от дефектной части. В данном способе масса пористого кварцевого стекла на дефектной части подвергается особенно сильному спеканию для увеличения плотности конусообразной части, в результате чего улучшается адгезионное сцепление подвергнутого остекловыванию кварцевого стекла со стеклянным стержнем.
Однако в способе, раскрытом в первой указанной публикации, конусообразная часть удлиняется за счет уменьшения угла конусности. В результате было невозможно применить данный способ для изготовления оптического волокна большого размера без увеличения затрат на производство и процента брака. В последнее время существует тенденция увеличения размера заготовки оптического волокна, в особенности диаметра заготовки оптического волокна для уменьшения затрат на производство оптического волокна. Однако, когда заготовка оптического волокна имеет большой диаметр, необходимо увеличивать длину годной части в соответствии с увеличенной длиной конусообразной части. Следовательно, необходимо, чтобы устройство для изготовления имело большой размер, что приводит к увеличенным затратам. Кроме того, при увеличении длины конусообразной части допустимое соотношение однородных и меняющихся напряжений в дефектной части ограничено узким интервалом значений. В результате процент брака повышается.
В случае простого удлинения заготовки оптического волокна без увеличения ее диаметра также требуется устройство большого размера.
Со способом, описанным во второй указанной публикации, связана проблема, заключающаяся в том, что затравочные стержни легко деформировались, когда заготовка оптического волокна имела большой диаметр. Для увеличения диаметра заготовки оптического волокна необходимо увеличить диаметр стеклянного стержня. С другой стороны, в качестве затравочного стержня обычно используются стеклянные стержни малых диаметров. Поскольку масса композиции из пористого кварцевого стекла, осаждаемой на стеклянном стержне, во много раз больше массы стеклянного стержня, затравочные стержни иногда не могут обеспечить опору для большой массы.
В способе, описанном в третьей указанной публикации, возникали разные проблемы, когда размер заготовки оптического волокна увеличивался. Например, растрескивание может происходить в годной части. Кроме того, было невозможно воспрепятствовать отслаиванию подвергнутого остекловыванию кварцевого стекла от стеклянного стержня и/или дислокации подвергнутого остекловыванию кварцевого стекла. В том случае когда заготовка оптического волокна имеет увеличенный размер, усадочное напряжение массы пористого кварцевого стекла во время процесса остекловывания больше, чем в обычном случае. Даже в данном случае образованию трещин, начинающихся от дефектной части, можно воспрепятствовать посредством сильного спекания конусообразной части. Тем не менее, годная часть стремится деформироваться, если адгезионное сцепление стеклянного стержня и затвердевшего кварцевого стекла сравнительно небольшое.
Известен также способ изготовления заготовки оптического волокна большого размера, содержащий изготовление стеклянной заготовки, имеющей годную часть, подлежащую вытягиванию до получения оптического волокна, и дефектные части, расположенные у обоих концов годной части, посредством осаждения массы пористого кварцевого стекла на периферии стеклянного стержня, и выполнение остекловывания массы пористого кварцевого стекла посредством термической обработки стеклянной заготовки (см. патент США 7213416 В2 от 08.05.2007 г.)
Данный способ не устраняет вышеуказанных недостатков известных способов.
Таким образом отсутствует эффективный способ, обеспечивающий стабильное изготовление заготовок большого размера для оптического волокна при одновременном предотвращении растрескивания, расслаивания, дислокации или тому подобным процессам, происходящим со стеклом заготовки.
Целью настоящего изобретения является создание способа изготовления заготовки оптического волокна большого размера способом внешнего осаждения, таким как способ внешнего осаждения из паровой фазы, который обеспечивает возможность остекловывания массы пористого кварцевого стекла при одновременном предотвращении растрескивания, расслаивания, дислокации или тому подобных процессов, происходящих со стеклом в годной части.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно изобретению создан способ изготовления заготовки оптического волокна большого размера, содержащий изготовление стеклянной заготовки, имеющей годную часть, подлежащую вытягиванию до получения оптического волокна, и дефектные части, расположенные у обоих концов годной части, посредством осаждения массы пористого кварцевого стекла на периферии стеклянного стержня, и выполнение остекловывания массы пористого кварцевого стекла посредством термической обработки стеклянной заготовки, при этом во время остекловывания, по меньшей мере, часть массы пористого кварцевого стекла в дефектной части, по меньшей мере, одного конца смещается относительно стеклянного стержня вдоль аксиального направления стеклянного стержня так, что происходит релаксация напряжения между стеклянным стержнем и массой пористого кварцевого стекла.
Смещение массы пористого кварцевого стекла, подлежащей остекловыванию, можно выполнять посредством регулирования режима осаждения массы пористого кварцевого стекла и/или режима остекловывания для превращения массы пористого кварцевого стекла в прозрачное стекло.
Способ может содержать термическую обработку стеклянной заготовки во время остекловывания посредством использования печи с зональным нагревом, оснащенной нагревателем, и перемещение стеклянной заготовки в ее аксиальном направлении относительно нагревателя, при этом в начале термической обработки суженный концевой участок дефектной части со стороны направления перемещения стеклянной заготовки размещают на расстоянии, составляющем 25% или менее от длины нагревателя, от центра нагревателя вдоль направления перемещения.
Способ может содержать термическую обработку стеклянной заготовки во время остекловывания посредством использования печи с зональным нагревом, оснащенной нагревателем, и перемещения стеклянной заготовки в ее аксиальном направлении относительно нагревателя, при этом в начале термической обработки концевой участок дефектной части, по меньшей мере, одного конца размещают на расстоянии, составляющем более 0 см и не более 5 см, от конца нагревателя вдоль аксиального направления стеклянного стержня.
При осуществлении способа можно обеспечить меньшее адгезионное сцепление между массой пористого кварцевого стекла и стеклянным стержнем на границе их раздела в дефектной части, по меньшей мере, одного конца по сравнению с адгезионным сцеплением между массой пористого кварцевого стекла и стеклянным стержнем на границе их раздела в годной части. Массу пористого кварцевого стекла можно образовать посредством формирования множества слоев ультрадисперсного порошка, и обеспечивают меньшее адгезионное сцепление между массой пористого кварцевого стекла и стеклянным стержнем на границе их раздела в дефектной части, по меньшей мере, одного конца по сравнению с межслойным адгезионным сцеплением слоев ультрадисперсного порошка. Массу пористого кварцевого стекла можно образовать так, чтобы иметь нормальную часть, имеющую заданное адгезионное сцепление со стеклянным стержнем, и, по меньшей мере, часть со слабым адгезионным сцеплением, в которой адгезионное сцепление массы пористого кварцевого стекла со стеклянным стержнем меньше адгезионного сцепления в нормальной части, посредством снижения температуры осаждения массы пористого кварцевого стекла в части со слабым адгезионным сцеплением. Разность температуры осаждения части со слабым адгезионным сцеплением и температуры осаждения нормальной части можно регулировать в диапазоне от -5 до -50°С.
Масса пористого кварцевого стекла может иметь конусообразную форму в дефектной части, по меньшей мере, одного конца, так что наружный диаметр массы пористого кварцевого стекла постепенно уменьшается вдоль аксиального направления по направлению к суженному концу массы пористого кварцевого стекла.
Масса пористого кварцевого стекла может иметь конусообразную форму в дефектной части, по меньшей мере, одного конца, так что наружный диаметр массы пористого кварцевого стекла постепенно уменьшается вдоль аксиального направления по направлению к суженному концу массы пористого кварцевого стекла.
Масса пористого кварцевого стекла может иметь конусообразную форму в дефектной части, по меньшей мере, одного конца, так что наружный диаметр массы пористого кварцевого стекла постепенно уменьшается вдоль аксиального направления по направлению к суженному концу массы пористого кварцевого стекла.
Размер «с» смещения массы пористого кварцевого стекла, подлежащей остекловыванию, в дефектной части можно регулировать в интервале, определяемом формулой 0,5b/a≤c≤5b/a, где а - длина конусообразной части вдоль аксиального направления и b - диаметр стеклянного стержня в годной части.
Размер «с» смещения массы пористого кварцевого стекла, подлежащей остекловыванию, в дефектной части можно регулировать в интервале, определяемом формулой 0,5b/a≤c≤5b/a, где а - длина конусообразной части вдоль аксиального направления и b - диаметр стеклянного стержня в годной части.
Размер «с» смещения массы пористого кварцевого стекла, подлежащей остекловыванию, в дефектной части можно регулировать в интервале, определяемом формулой 0,5b/a≤c≤5b/a, где а - длина конусообразной части вдоль аксиального направления и b - диаметр стеклянного стержня в годной части.
Диаметр годной части стеклянной заготовки может составлять от 130 до 163 мм.
Настоящее изобретение предназначено для изготовления заготовок большого размера для оптического волокна посредством способа внешнего осаждения, такого как способ внешнего осаждения из паровой фазы. В данном изобретении обеспечена возможность остекловывания массы пористого кварцевого стекла, не вызывая растрескивания, расслаивания, дислокации или аналогичных процессов, происходящих со стеклом в годной части. Кроме того, существует возможность изготовления заготовок большого размера для оптического волокна стабильным образом посредством использования обычного оборудования. Следовательно, существует возможность получения недорогих оптических волокон высокого качества.
КРАТКОЕ РАЗЪЯСНЕНИЕ ЧЕРТЕЖЕЙ
Фиг.1 представляет собой схематическое вертикальное сечение, показывающее вариант стеклянной заготовки.
Фиг.2А представляет собой схематическое вертикальное сечение заготовки оптического волокна с поверхностью раздела, полученной из стеклянной заготовки, в которой адгезионное сцепление на границе раздела в дефектной части меньше адгезионного сцепления на границе раздела в годной части.
Фиг.2В представляет собой схематическое вертикальное сечение заготовки оптического волокна с поверхностью раздела, полученной из стеклянной заготовки, в которой адгезионное сцепление на границе раздела в дефектной части такое же или больше адгезионного сцепления на границе раздела в годной части.
Фиг.3А представляет собой схематическое вертикальное сечение, показывающее пример расположения стеклянной заготовки в печи с зональным нагревом в момент начала термической обработки при остекловывании в соответствии с настоящим изобретением, и показывает состояние, при котором суженный конец второй дефектной части расположен выше места расположения центра нагревателя, на расстоянии от него, составляющем 25% от длины нагревателя.
Фиг.3В представляет собой схематическое вертикальное сечение, показывающее пример расположения стеклянной заготовки в печи с зональным нагревом в начале термической обработки при остекловывании в соответствии с настоящим изобретением, и показывает состояние, при котором суженный конец второй дефектной части расположен выше места расположения центра нагревателя, на расстоянии от него, превышающем 25% от длины нагревателя.
Фиг.3С представляет собой схематическое вертикальное сечение, показывающее пример термической обработки при остекловывании в соответствии с настоящим изобретением, и показывает состояние, при котором суженный конец второй дефектной части расположен ниже места расположения центра нагревателя, на расстоянии от него, превышающем 25% длины нагревателя.
Фиг.4 представляет собой схематическое вертикальное сечение, показывающее другой пример расположения стеклянной заготовки в печи с зональным нагревом по настоящему изобретению в начале термической обработки.
Фиг.5А представляет собой схематическое вертикальное сечение, показывающее пример размещения стеклянной заготовки в печи с равномерным нагревом в начале термической обработки при остекловывании в соответствии с настоящим изобретением, и показывает состояние, при котором концевой участок второй дефектной части выступает от конца нагревателя на длину, составляющую больше 0.
Фиг.5В представляет собой схематическое вертикальное сечение, показывающее пример размещения стеклянной заготовки в печи с равномерным нагревом в момент начала термической обработки при остекловывании в соответствии с настоящим изобретением, и показывает состояние, при котором концевой участок второй дефектной части расположен выше нижнего конца нагревателя.
Фиг.5С представляет собой схематическое вертикальное сечение, показывающее пример размещения стеклянной заготовки в печи с равномерным нагревом в момент начала термической обработки при остекловывании в соответствии с настоящим изобретением, и показывает состояние, при котором концевой участок второй дефектной части выступает от нижнего конца нагревателя на длину, превышающую 5 см.
Фиг.6 представляет собой схематическое вертикальное сечение, показывающее другой пример размещения стеклянной заготовки в печи с равномерным нагревом по настоящему изобретению в начале термической обработки.
Фиг.7 представляет собой схематическое вертикальное сечение, показывающее еще один пример размещения стеклянной заготовки в печи с равномерным нагревом по настоящему изобретению в начале термической обработки.
ПРЕДПОЧТИТЕЛЬНЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
В дальнейшем настоящее изобретение разъясняется подробно со ссылкой на чертежи.
Способ изготовления заготовки оптического волокна большого размера в соответствии с настоящим изобретением содержит изготовление стеклянной заготовки (заготовки из пористого стекла), имеющей годную часть, подлежащую обработке до получения оптического волокна, и дефектные части, примыкающие к обоим концам годной части, посредством осаждения массы пористого кварцевого стекла на периферии стеклянного стержня, и остекловывание массы пористого кварцевого стекла посредством термической обработки стеклянной заготовки, при этом во время остекловывания, по меньшей мере, часть массы пористого кварцевого стекла, подлежащей остекловыванию, в дефектной части, по меньшей мере, одного конца смещается относительно стеклянного стержня вдоль аксиального направления стеклянного стержня так, что происходит релаксация (уменьшение) напряжения между стеклянным стержнем и массой пористого кварцевого стекла.
Масса пористого кварцевого стекла, подлежащая остекловыванию, является стеклянной массой в любом состоянии от пористого состояния до прозрачного состояния во время процесса остекловывания за счет термической обработки. В описании настоящего изобретения в тех случаях, когда это не определено особо, масса пористого кварцевого стекла, находящаяся в процессе остекловывания, также названа массой пористого кварцевого стекла.
В тех случаях когда это не определено особо, стеклянный стержень, находящийся в процессе превращения пористого кварцевого стекла в стекло, также назван стеклянным стержнем.
Изменение местоположения (дислокация) обозначает изменение (смещение) положения массы пористого кварцевого стекла, находящейся в процессе остекловывания, относительно стеклянного стержня на границе их раздела. В тех случаях когда это специально не определено, положение заданной части массы пористого кварцевого стекла относительно стеклянного стержня изменяется вдоль аксиального направления стеклянного стержня.
В настоящем изобретении стеклянный стержень используется в качестве сердцевинного элемента, на котором масса пористого кварцевого стекла должна быть осаждена посредством способа внешнего осаждения, такого как обычный способ внешнего осаждения из паровой фазы. При изготовлении заготовки оптического волокна основное тело стеклянного стержня образовано из стеклянного стержня, имеющего структуру, которая соответствует сердцевине оптического волокна или структуре оптического волокна с сердцевиной и оболочкой, в которой оболочка образована на периферии сердцевины. Существует возможность использования общеизвестного стеклянного стержня. Стеклянный стержень может быть изготовлен известным способом, таким как способ осевого осаждения из паровой фазы, способ химического осаждения из паровой фазы или способ внешнего осаждения из паровой фазы.
Вышеописанный стеклянный стержень, имеющий структуру, соответствующую оптическому волокну, может быть подвергнут осаждению массы пористого кварцевого стекла на его периферии. Альтернативно, существует возможность использования стеклянного стержня, содержащего основное тело стеклянного стержня (первый стеклянный стержень), имеющее структуру, соответствующую оптическому волокну, и второй и третий стеклянные стержни, присоединенные методом сплавления в виде затравочных стержней к обоим концам основного тела стеклянного стержня. Стеклянный стержень, используемый в качестве затравочного стержня, может быть выбран из стеклянных стержней, обычно используемых при изготовлении оптического волокна. Диаметр затравочного стержня регулируют в зависимости от размера заданной заготовки оптического волокна для обеспечения достаточной прочности. Посредством использования вышеописанного стеклянного стержня, включающего в себя затравочные стержни, бóльшая часть основного тела стеклянного стержня, соединенного методом сплавления с затравочными стержнями, может быть использована для образования годной части. В настоящем изобретении стеклянный стержень включает в себя подобный стеклянный стержень, имеющий затравочные стержни, присоединенные способом сплавления к основному телу стеклянного стержня.
В качестве способа обеспечения вышеописанного смещения (например, скольжения, сдвигания) основной массы кварцевого стекла, например, можно применить способ А или способ В, описанные ниже.
В способе А осуществляется регулирование режима осаждения массы пористого кварцевого стекла во время изготовления стеклянной заготовки.
В способе В осуществляется регулирование режима остекловывания массы пористого кварцевого стекла во время остекловывания стеклянной заготовки.
Посредством применения вышеописанных способов можно изготовить заготовку оптического волокна посредством использования обычного производственного оборудования без внедрения дополнительного специального технологического процесса.
Следовательно, заданная заготовка оптического волокна, подлежащая обработке до получения оптического волокна с отличными оптическими свойствами, может быть изготовлена легко и с низкими затратами. Вышеописанные способ А и способ В могут быть применены независимо друг от друга или могут быть применены в сочетании.
Во время остекловывания масса пористого кварцевого стекла имеет большое усадочное напряжение, поскольку существует тенденция уменьшения объема массы пористого кварцевого стекла за счет остекловывания. С другой стороны, усадочное напряжение в стеклянном стержне является небольшим. Другими словами, стеклянный стержень может иметь напряжение, обусловленное расширением при нагреве. Напряжение, обусловленное разностью усадочных напряжений, создается между массой пористого кварцевого стекла, подлежащей остекловыванию, и стеклянным стержнем. Однако, как описано выше, за счет смещения положения происходит релаксация, по меньшей мере частичная, созданного напряжения в части, где масса пористого стекла смещается от стеклянного стержня. В результате растрескивание и деформация стеклянной заготовки могут быть подавлены в годной части, а также в дефектных частях. Кроме того, существует возможность предотвращения отслаивания стеклянного слоя, образованного остеклованной массой пористого кварцевого стекла, от стеклянного стержня. Следовательно, можно изготавливать заготовку оптического волокна стабильным образом.
В дальнейшем отдельные операции по настоящему изобретению разъясняются более подробно.
Общеизвестный способ может быть применен для изготовления стеклянной заготовки. Например, стеклянная заготовка может быть изготовлена посредством установки стеклянного стержня в устройстве для осаждения массы пористого кварцевого стекла, синтеза тонкодисперсных частиц стекла из газообразного источника посредством использования горелки и осаждения тонкодисперсных частиц стекла на периферии стеклянного стержня. В качестве способа осаждения тонкодисперсных частиц стекла можно использовать способ осаждения ультрадисперсного порошка, такой как способ аксиального осаждения из паровой фазы, способ внешнего осаждения из паровой фазы или тому подобное. Схематическое вертикальное сечение подготовленной таким образом заготовки из пористого стекла показано на фиг.1.
В стеклянной заготовке 1, показанной на фиг.1, первый затравочный стержень 3 (второй стеклянный стержень), имеющий диаметр D3, присоединен способом сплавления к одному концу стеклянного стержня 2 (первому стеклянному стержню: основному телу стеклянного стержня), имеющего диаметр D2, и второй затравочный стержень 4 (третий стеклянный стержень) присоединен способом сплавления к другому концу стеклянного стержня 2. Массу 5 пористого кварцевого стекла непрерывно осаждают на всей периферии стеклянного стержня 2 и на перифериях первого затравочного стержня 3 и второго затравочного стержня 4, по меньшей мере, вблизи стеклянного стержня 2.
Вдоль аксиального направления стеклянного стержня 2 от периферии места соединения (первого места соединения) стеклянного стержня и первого затравочного стержня 3 по направлению к концу 30 первого затравочного стержня 3 масса 5 пористого кварцевого стекла образуется так, что она имеет конусообразную форму с диаметром, который постепенно уменьшается по направлению к концу 30. Аналогичным образом, от периферии места 24 соединения (второго места соединения) стеклянного стержня 2 и второго затравочного стержня 4 по направлению к концу 40 второго затравочного стержня 4 масса 5 пористого кварцевого стекла образуется так, что она имеет конусообразную форму с диаметром, постепенно уменьшающимся по направлению к концу 40. Способ образования конусообразной части массы 5 пористого кварцевого стекла не ограничен, и существует возможность использования известного способа. Предпочтительно вышеописанные две конусообразные части образуют с аналогичными формами. На периферии стеклянного стержня 2 масса 5 пористого кварцевого стекла имеет по существу постоянный диаметр вдоль аксиального направления стеклянного стержня 2. Масса 5 пористого кварцевого стекла имеет длину Н вдоль аксиального направления стеклянного стержня.
Предпочтительно стеклянный стержень 2, первый затравочный стержень 3, второй затравочный стержень 4 и масса 5 пористого кварцевого стекла расположены концентрически.
Часть стеклянной заготовки 1, имеющая массу 5 пористого кварцевого стекла, сужающуюся вдоль аксиального направления на периферии первого затравочного стержня 3, представляет собой первую дефектную часть 11. Часть стеклянной заготовки 1, имеющая массу 5 пористого кварцевого стекла, сужающуюся вдоль аксиального направления на периферии второго затравочного стержня 4, представляет собой вторую дефектную часть 12. На фиг.1 Н представляет собой заданную длину массы 5 пористого кварцевого стекла вдоль аксиального направления, Н11 представляет собой заданную длину первой дефектной части 11 вдоль аксиального направления, и Н12 представляет собой заданную длину второй дефектной части 12 вдоль аксиального направления. В стеклянной заготовке 1 часть между первой дефектной частью 11 и второй дефектной частью 12 представляет собой годную часть 10, имеющую диаметр D10. Годная часть 10 представляет собой часть, которую обрабатывают до получения заготовки оптического волокна и впоследствии вытягивают в оптическое волокно.
Как описано выше, участки стеклянной заготовки 1 вблизи обоих концов массы 5 пористого кварцевого стекла представляют собой первую дефектную часть 11 и вторую дефектную часть 12, в каждой из которой масса пористого кварцевого стекла имеет конусообразную форму. Несмотря на то что конусообразная форма не является обязательным требованием для дефектной части, дефектная часть предпочтительно имеет конусообразную форму. В том случае когда наружная форма представляет собой конусообразную форму, можно обеспечить высокую эффективность подавления растрескивания стеклянной заготовки 1. Масса 5 пористого кварцевого стекла может иметь конусообразную форму на некотором участке дефектной части. Предпочтительно масса 5 пористого кварцевого стекла является конусообразной на всей дефектной части. Только одна из двух дефектных частей (первая дефектная часть 11 или вторая дефектная часть 12) может иметь конусообразную форму. Предпочтительно обе дефектные части (первая дефектная часть 11 и вторая дефектная часть 12) имеют конусообразные формы.
На фиг.1 показаны граница 105 раздела (граница раздела годной части) между массой 5 пористого кварцевого стекла и стеклянным стержнем 2 в годной части 10, граница 115 раздела (граница раздела первой дефектной части) между массой 5 пористого кварцевого стекла и первым затравочным стержнем 3, граница 125 раздела (граница раздела второй дефектной части) между массой 5 пористого кварцевого стекла и вторым затравочным стержнем 4.
Способ А: Регулирование режима осаждения массы пористого кварцевого стекла
Как описано выше, посредством применения способа А и регулирования режима осаждения массы пористого кварцевого стекла в процессе изготовления стеклянной заготовки, существует возможность дислокации (смещения) заданной части массы пористого кварцевого стекла относительно стеклянного стержня в процессе остекловывания в качестве последующей технологической операции. Например, в качестве способа А существует возможность использования способа, в котором обеспечивают более слабое адгезионное сцепление между массой пористого кварцевого стекла и стеклянным стержнем в дефектной части одного конца (стороны) или обоих концов по сравнению с адгезионным сцеплением между массой пористого кварцевого стекла и стеклянным стержнем в годной части.
Более точно, в одной или обеих из дефектных частей, выбранных из первой дефектной части 115 и второй дефектной части 125, обеспечивается более слабое адгезионное сцепление на границе раздела между массой пористого кварцевого стекла и стеклянным стержнем (адгезионное сцепление на границе раздела в дефектной части) по сравнению с адгезионным сцеплением на границе 105 раздела годной части (адгезионным сцеплением на границе раздела в годной части).
Как описано выше, стеклянный стержень 2, первый затравочный стержень 3 и второй затравочный стержень 4 имеют малое усадочное напряжение, в то время как масса 5 пористого кварцевого стекла имеет большое усадочное напряжение. Следовательно, посредством обеспечения меньшего адгезионного сцепления на границе раздела в дефектной части по сравнению с адгезионным сцеплением на границе раздела в годной части, можно обеспечить дислокацию, по меньшей мере, некоторой части массы 5 пористого кварцевого стекла относительно стеклянного стержня 2 в дефектной части во время выполнения остекловывания.
Фиг.2А и 2В представляют собой вертикальные схематические сечения, показывающие в виде примера заготовки оптического волокна. Фиг.2А показывает заготовку оптического волокна, полученную из стеклянной заготовки, в которой адгезионное сцепление на границе раздела в дефектной части меньше адгезионного сцепления на границе раздела в годной части. Фиг.2В показывает заготовку оптического волокна, полученную из стеклянной заготовки, в которой адгезионное сцепление на границе раздела в дефектной части такое же или больше, чем адгезионное сцепление на границе раздела в годной части.
На каждой из фиг.2А и 2В показано прозрачное стекло 50, полученное путем термической обработки массы 5 пористого кварцевого стекла.
Фиг.2А показывает пример заготовки 91 оптического волокна, которую получают при обеспечении меньшего адгезионного сцепления на границе раздела как в первой дефектной части 11, так и во второй дефектной части 12, по сравнению с адгезионным сцеплением на границе раздела в годной части 10. В первой дефектной части 11 прозрачное стекло 50 смещено с длиной ΔХ1 сдвига относительно первого затравочного стержня 3. Во второй дефектной части 12 прозрачное стекло 50 смещено с длиной ΔХ2 сдвига относительно второго затравочного стержня 4.
За счет указанного смещения обеспечивается релаксация напряжения на границе раздела между прозрачным стеклом 50 и стеклянным стержнем 2 и предотвращаются растрескивание, расслаивание, дислокация и тому подобное в годной части.
С другой стороны, в заготовке оптического волокна, которую получают, когда обеспечивается адгезионное сцепление на границе раздела как в первой дефектной части 11, так и во второй дефектной части 12, равное или большее, чем адгезионное сцепление на границе раздела в годной части 10, не происходит релаксации напряжения. Следовательно, в заготовке 92 оптического волокна, показанной на фиг.2В в качестве примера, растрескивание, расслаивание, дислокация или тому подобные процессы, происходящие со стеклом, могут возникнуть не только в дефектной части, но также в годной части 10. Например, спиральная дислокация 29 может происходить в стеклянном стержне 2. Подобные растрескивание, расслаивание, дислокация или тому подобное могут происходить в разных частях у разных стеклянных заготовок. Следовательно, их возникновение имеет большое влияние на производительность при изготовлении заготовок оптического волокна и иногда приводит к выходу годных, составляющему 50% или менее.
Обычно массу 5 пористого кварцевого стекла образуют посредством образования множества слоев пористого кварцевого стекла (слоев ультрадисперсного порошка). В способе А более предпочтительно, чтобы было обеспечено меньшее адгезионное сцепление между массой пористого кварцевого стекла и стеклянным стержнем на их поверхности раздела по сравнению с межслойным адгезионным сцеплением слоев пористого кварцевого стекла в массе пористого кварцевого стекла в одной или обеих дефектных частях. Предпочтительно обеспечивают меньшее адгезионное сцепление между массой пористого кварцевого стекла и стеклянным стержнем на границе их раздела по сравнению с межслойным адгезионным сцеплением слоев пористого кварцевого стекла в радиальном сечении стеклянной заготовки.
В частности, обеспечивают меньшее адгезионное сцепление на границе раздела в одной или обеих из первой дефектной части 11 и второй дефектной части 12 по сравнению с межслойным адгезионным сцеплением слоев пористого кварцевого стекла. Подобное адгезионное сцепление предпочтительно обеспечивают в радиальном сечении стеклянной заготовки 1.
За счет вышеописанного регулирования адгезионного сцепления усадочное напряжение в дефектной части концентрируется на границе раздела между массой пористого кварцевого стекла и стеклянным стержнем. Следовательно, растрескивание, расслаивание, дислокация или тому подобные процессы, происходящие со стеклом, подавляются в годной части, а также в дефектной части.
Может быть обеспечено меньше адгезионное сцепление на границе раздела в дефектной части по сравнению с адгезионным сцеплением на границе раздела в годной части только в одной дефектной части, выбранной из первой дефектной части 11 и второй дефектной части 12. Для получения заготовки оптического волокна с более удовлетворительными свойствами вышеописанное регулирование адгезионного сцепления предпочтительно выполняют в обеих дефектных частях.
Также предпочтительно, чтобы можно было обеспечить меньшее адгезионное сцепление на границе раздела в дефектной части по сравнению с межслойным адгезионным сцеплением слоев пористого кварцевого стекла в дефектной части как в первой дефектной части 11, так и во второй дефектной части 12.
Регулирование адгезионного сцепления может быть выполнено посредством регулирования режима образования массы 5 пористого кварцевого стекла на периферии стеклянного стержня 2, первого затравочного стержня 3 и второго затравочного стержня 4.
Например, вышеописанный режим образования можно регулировать путем регулирования условий осаждения массы пористого кварцевого стекла. Например, условия осаждения можно регулировать удовлетворительным образом посредством регулирования скорости перемещения горелки (непоказанной), частоты вращения стеклянного стержня 2 или тому подобного. Тем не менее, согласно вышеописанным случаям может потребоваться регулирование узла с горелкой. Следовательно, более предпочтительно регулировать условия образования массы 5 пористого кварцевого стекла посредством регулирования температуры осаждения массы 5 пористого кварцевого стекла. В данном случае существует возможность образования массы пористого кварцевого стекла с помощью простого технологического процесса. Посредством упрощения регулирования можно обеспечить регулирование адгезионного сцепления на границе раздела в дефектной части.
Следовательно, посредством регулирования температуры осаждения можно получить стеклянную заготовку 1 с дополнительными отличными свойствами. Температуру осаждения можно регулировать путем регулирования скоростей потока газообразного кислорода (О2) и газообразного водорода (Н2).
Предпочтительно при вышеописанном изготовлении стеклянной заготовки массу пористого кварцевого стекла образуют так, чтобы она имела нормальную часть, имеющую заданное адгезионное сцепление со стеклянным стержнем, и, по меньшей мере, часть со слабым адгезионным сцеплением, в которой адгезионное сцепление со стеклянным стержнем меньше, чем адгезионное сцепление в нормальной части, посредством снижения температуры осаждения массы пористого кварцевого стекла в части со слабым адгезионным сцеплением. В данном случае предпочтительно регулировать разность температуры осаждения в части со слабым адгезионным сцеплением и температуры осаждения в нормальной части так, чтобы она составляла от -5 до -50°С. То есть предпочтительно осаждать часть со слабым адгезионным сцеплением при температуре, которая на 5-50°С ниже температуры осаждения нормальной части. Посредством использования подобного диапазона можно обеспечить регулирование адгезионного сцепления на границе раздела дефектной части. В том случае когда вышеописанная разность температур составляет менее -5°С, имеет место ситуация, при которой невозможно обеспечить эффективное подавление растрескивания, расслаивания, дислокации или подобных процессов, происходящих со стеклом в дефектной части или в годной части. В том случае когда вышеописанная разность температур превышает -50°С, имеет место ситуация, при которой плотность, зависящая от температуры осаждения, в значительной степени уменьшается, и может происходить растрескивание в массе 5 пористого кварцевого стекла.
Процесс остекловывания
Стеклянную заготовку (заготовку из пористого стекла), полученную путем изготовления стеклянной заготовки, подвергают термической обработке для остекловывания осажденной массы пористого кварцевого стекла до прозрачного стекла. Термическую обработку стеклянной заготовки можно выполнять посредством размещения стеклянной заготовки в нагревательной печи в заданном положении относительно нагревателя и перемещения стеклянной заготовки в аксиальном направлении стеклянного стержня. Существует возможность применения общеизвестного способа термической обработки для вышеописанной обработки.
В процессе остекловывания осажденная масса пористого кварцевого стекла постепенно превращается в прозрачное стекло. В настоящем изобретении во время остекловывания, по меньшей мере, некоторый участок дефектной части массы пористого кварцевого стекла, находящейся в процессе остекловывания, смещается относительно стеклянного стержня вдоль аксиального направления стеклянного стержня.
Вышеописанное смещение может быть выполнено на одной из двух дефектных частей (на фиг.1 - первой дефектной части 11 и второй дефектной части 12) или на обеих дефектных частях. Во время остекловывания масса пористого кварцевого стекла может быть смещена на всей дефектной части или на некотором участке дефектной части.
Способ В: Регулирование размещения стеклянной заготовки в процессе остекловывания
Как описано выше, посредством применения способа В в процессе остекловывания можно обеспечить смещение заданной части массы пористого кварцевого стекла относительно стеклянного стержня.
В частности, в качестве примера способа В можно использовать способ размещения дефектной части стеклянной заготовки в заданном положении относительно нагревателя, используемого при нагреве, в начале нагрева.
Обычно нагреватель имеет максимальную температуру в его центральной части, и температура нагревателя постепенно уменьшается в зонах, все более удаляющихся от центральной части. В нагревательной печи, снабженной теплоизоляционным элементом, температура нагрева демонстрирует в большей или меньшей степени переменное распределение в зависимости от формы теплоизоляционного элемента. Тем не менее, в пределах расстояния, составляющего 25% или менее от длины нагревателя, от центра нагревателя разность температур составляет не более 20%. Следовательно, вышеописанную зону можно рассматривать по существу как зону с состоянием, соответствующим максимальной температуре, в нагревательной печи. С другой стороны, степень остекловывания можно выразить следующей функцией: температура нагрева × продолжительность нагрева × величина, отражающая состояние массы пористого кварцевого стекла (например, наружный диаметр и плотность). Например, когда температура нагрева является низкой, потребуется нагрев в течение длительного времени для остекловывания массы пористого кварцевого стекла. Когда температура нагрева является высокой, остекловывание массы пористого кварцевого стекла происходит при короткой продолжительности нагрева. Следовательно, в реальной нагревательной печи на степень остекловывания стеклянной заготовки влияет распределение температур нагревателя и время прохода через зону нагрева.
Исходя из учета вышеописанного протекания остекловывания, в соответствии с настоящей заявкой в начале термической обработки суженный конец дефектной части со стороны направления перемещения стеклянной заготовки предпочтительно размещают вдоль направления перемещения на расстоянии, составляющем 25% или менее от длины нагревателя, от центра (середины длины) нагревателя. Положение суженного конца дефектной части по существу аналогично положению конца массы пористого кварцевого стекла в дефектной части. Пример подобного расположения показан на фиг.3А, 3В и 3С. Фиг.3А, 3В и 3С представляют собой схематические сечения, показывающие расположение стеклянной заготовки 1 в печи 6 с зональным нагревом в начале нагрева в процессе остекловывания. «Печь с зональным нагревом» является печью, в которой материал, подлежащий нагреву, подвергается термической обработке посредством пропускания его через зону нагрева, расположенную в частичной зоне в нагревательной печи.
Как показано на фиг.3А, нагреватель 60 окружает заданную зону в печи 6 с зональным нагревом. Печь 6 с зональным нагревом образована так, что стеклянная заготовка 1 может перемещаться вдоль центральной оси стеклянного стержня 2 в направлении вниз (направлении, показанном стрелкой) в зоне (основной зоне нагрева) 600, окруженной нагревателем 60. Нагреватель 60 имеет длину L1 вдоль направления перемещения стеклянной заготовки 1. Нагреватель 60 имеет центральную часть (601). Суженный конец 120 второй дефектной части 12 предпочтительно устанавливают в таком месте вдоль направления перемещения, которое находится выше местоположения центральной части 601 нагревателя на расстоянии от нее, составляющем не более 0,25L1. На фиг.3А в качестве примера подобного расположения суженный конец 120 размещен на расстоянии, составляющем 0,25L1, от центральной части 601 нагревателя выше нее, то есть в месте с наибольшей высотой в предпочтительном интервале.
В этом состоянии начинается нагрев стеклянной заготовки 1, и стеклянная заготовка 1 перемещается ниже (опускается). Во время данного процесса масса 5 пористого кварцевого стекла во второй дефектной части 12 будет первой нагреваться до наибольшей температуры. Масса 5 пористого кварцевого стекла, нагреваемая от ее поверхности, постепенно подвергается остекловыванию от поверхности стеклянной заготовки в направлении радиально внутрь. Суженный конец 120 вытягивают из основной зоны 600 нагрева до завершения остекловывания самой внутренней в радиальном направлении части (граничной части между вторым затравочным стержнем и массой 5 пористого кварцевого стекла) массы 5 пористого кварцевого стекла во второй дефектной части.
При вышеописанном регулировании остекловывания, по меньшей мере, часть массы 5 пористого кварцевого стекла во второй дефектной части 12 может быть смещена относительно второго затравочного стержня 4 за счет действия усадочного напряжения во время остекловывания массы 5 пористого кварцевого стекла. В результате подвергнутый остекловыванию слой смещается, и происходит релаксация напряжения.
Когда первая дефектная часть 11 перемещается в основную зону 600 нагрева, масса 5 пористого кварцевого стекла в первой дефектной части 11 нагревается главным образом от ее поверхности, как и во второй дефектной части 12, и постепенно подвергается остекловыванию от поверхности внутрь. В результате, по меньшей мере, часть массы 5 пористого кварцевого стекла смещается относительно первого затравочного стержня 3, и за счет дислокации (смещения) происходит релаксация напряжения.
Посредством обеспечения релаксации напряжения подобным образом можно подавлять растрескивание, расслаивание, дислокацию и тому подобные процессы, происходящие со стеклом, в годной части 10. В том случае когда суженный конец 120 второй дефектной части 12 расположен над центральной частью 601 нагревателя на расстоянии от нее, превышающем 0,25L1, вдоль направления перемещения, как показано на фиг.3В, во время процесса перемещения стеклянной заготовки 1 в направлении вниз, масса 5 пористого кварцевого стекла во второй дефектной части нагревается не только от ее поверхности, но также от суженного конца 120. В данном случае не происходит постепенного остекловывания массы 5 пористого кварцевого стекла до прозрачного стекла от ее поверхности в направлении радиально внутрь. В данном случае самая внутренняя часть вблизи границы между вторым затравочным стержнем 4 и массой 5 пористого кварцевого стекла подвергается остекловыванию на ранней стадии после начала нагрева и иногда на первой стадии после этого. В данном случае трудно обеспечить смещение массы 5 пористого кварцевого стекла относительно положения второго затравочного стержня 4. Когда смещение не происходит, не возникает релаксации напряжения. Следовательно, растрескивание, расслаивание, дислокация стекла могут происходить не только во второй дефектной части, но также в годной части 10.
В том случае когда суженный конец 120 второй дефектной части 12 расположен ниже центральной части 601 нагревателя на расстоянии от нее, превышающем 0,25L1, вдоль направления перемещения, как показано на фиг.3С, во время процесса перемещения стеклянной заготовки 1 вниз масса 5 пористого кварцевого стекла может быть не вполне остеклована не только во второй дефектной части 12, но также в годной части 10. Подобная ситуация нежелательна, поскольку выход годных заготовок оптического волокна тем самым снижается.
В вышеприведенном описании было описано перемещение (опускание) стеклянной заготовки 1 вниз со ссылкой на фиг.3А, 3В и 3С. В случае перемещения (подъема) стеклянной заготовки 1 в направлении вверх релаксация напряжения также может быть обеспечена аналогичным образом. Фиг.4 представляет собой схематические сечения, показывающие пример расположения стеклянной заготовки в печи 6 с зональным нагревом для последнего случая.
В случае нагрева стеклянной заготовки при одновременном перемещении стеклянной заготовки 1 в направлении вверх предпочтительно разместить суженный конец 110 ниже, чем место расположения центра 601 нагревателя, на расстоянии от него, составляющем 0,25L1 или менее. На фиг.4А в качестве примера подобного расположения суженный конец 110 размещен ниже места расположения центральной части 601 нагревателя на расстоянии от него, составляющем 0,25L1, то есть в самом нижнем положении в предпочтительном диапазоне.
Когда нагрев стеклянной заготовки 1 начинают при данном состоянии, во время процесса перемещения стеклянной заготовки в направлении вверх масса 5 пористого кварцевого стекла нагревается главным образом от ее поверхности и подвергается постепенному остекловыванию до прозрачного стекла от поверхности в направлении радиально внутрь.
В первой дефектной части перед завершением остекловывания самой внутренней в радиальном направлении части массы 5 пористого кварцевого стекла вблизи границы между первым затравочным стержнем 3 и массой 5 пористого кварцевого стекла суженный конец 110 «отделяют» от основной зоны 600 нагрева. Посредством регулирования таким образом процесса остекловывания, за счет влияния усадочного напряжения в массе 5 пористого кварцевого стекла, находящейся в процессе остекловывания, можно обеспечить смещение, по меньшей мере, части массы 5 пористого кварцевого стекла относительно первого затравочного стержня 3 в первой дефектной части 11. За счет этого происходит релаксация напряжений.
Во время процесса перемещения второй дефектной части 12 в основной зоне 600 нагрева масса пористого кварцевого стекла нагревается от ее поверхности во второй дефектной части 12. За счет нагрева от ее поверхности масса 5 пористого кварцевого стекла подвергается постепенному остекловыванию до прозрачного стекла от ее поверхности в направлении радиально внутрь. Следовательно, во второй дефектной части 12, по меньшей мере, часть массы 5 пористого кварцевого стекла смещается относительно второго затравочного стержня 4, и за счет данного смещения происходит релаксация напряжений.
Таким образом, посредством обеспечения релаксации напряжений существует возможность подавления растрескивания, расслаивания, дислокации и тому подобных процессов, происходящих со стеклом, в годной части 10.
С другой стороны, когда суженный конец 110 первой дефектной части 11 расположен ниже центральной части 601 нагревателя на расстоянии от нее, превышающем 0,25L1, вдоль направления перемещения (не показано), во время процесса перемещения стеклянной заготовки 1 вверх масса 5 пористого кварцевого стекла в первой дефектной части 11 нагревается не только от ее поверхности, но также от суженного конца 110. В данном случае самая внутренняя часть вблизи границы между первым затравочным стержнем 4 и массой 5 пористого кварцевого стекла подвергается остекловыванию на ранней стадии после начала нагрева и иногда на первой стадии после этого. В данном случае, как разъяснено со ссылкой на фиг.3В, трудно обеспечить смещение массы 5 пористого кварцевого стекла относительно положения первого затравочного стержня 3 в первой дефектной части 11.
В том случае когда суженный конец 110 первой дефектной части 11 расположен выше центральной части 601 нагревателя на расстоянии от нее, превышающем 0,25L1, вдоль направления перемещения, во время процесса перемещения стеклянной заготовки 1 вверх масса 5 пористого кварцевого стекла может быть не вполне остеклована не только в первой дефектной части 11, но также в годной части 10. Подобная ситуация нежелательна, поскольку выход годных заготовок для оптического волокна тем самым снижается.
В настоящем изобретении предпочтительно регулировать скорость перемещения дефектной части в основной зоне 600 нагрева так, чтобы она составляла от 100 до 300 мм/мин независимо от направления перемещения стеклянной заготовки 1. Посредством регулирования скорости перемещения так, чтобы она находилась в пределах вышеописанного диапазона, можно получить в большей степени повышенный эффект подавления растрескивания, расслаивания, дислокации и тому подобного в годной части 10.
В вышеприведенном описании способ В был описан для случая, в котором положение стеклянной заготовки и нагревателя друг относительно друга в начале нагрева регулировали посредством использования печи с зональным нагревом. В данном изобретении обеспечена возможность использования печи с равномерным нагревом для выполнения термической обработки и регулирования размещения стеклянной заготовки в печи с равномерным нагревом, при этом печь с равномерным нагревом может обеспечить нагрев всего объекта, без его перемещения.
В данном варианте осуществления предпочтительно разместить суженный конец дефектной части на расстоянии, превышающем 0 см и составляющем не более 5 см, вдоль аксиального направления стеклянного стержня от конца нагревателя в начале нагрева стеклянной заготовки. В том случае когда указанное расстояние находится по существу в пределах вышеописанного диапазона, существует возможность получения достаточного эффекта для обычно используемой стеклянной заготовки. Кроме того, предпочтительно регулировать указанное расстояние в соответствии с длиной дефектной части вдоль аксиального направления дефектной части. Предпочтительно регулировать вышеописанное расстояние так, чтобы оно составляло от 0 до 30% длины дефектной части. Фиг.5 показывает пример подобного расположения и представляет собой схематическое сечение, показывающее расположение стеклянной заготовки в печи 7 с равномерным нагревом в начале нагрева.
Нагреватель 70 расположен в печи с равномерным нагревом так, что он окружает заданную зону, и зона, окруженная нагревателем 70, образует основную зону 700 нагрева, нагреватель 70 имеет длину L2 вдоль аксиального направления стеклянного стержня 2. Стеклянная заготовка 1 расположена в основной зоне 700 нагрева. Н обозначает длину массы 5 пористого кварцевого стекла стеклянной заготовки вдоль ее аксиального направления.
В настоящем изобретении предпочтительно разместить суженный конец 120 второй дефектной части 12 на расстоянии, составляющем более 0 см и не более 5 см, вдоль аксиального направления стеклянного стержня 2 от нижнего конца 70b нагревателя 70. В качестве примера подобного расположения фиг.5А показывает случай, в котором указанное расстояние расположения части суженного конца 120 не равно 0 (например, больше 0 и не больше 0,3Н12).
Когда нагрев стеклянного стержня 1 начинают в данном состоянии, масса пористого кварцевого стекла во второй дефектной части нагревается главным образом от ее поверхности и подвергается постепенному остекловыванию до прозрачного стекла от поверхности в радиальном направлении внутрь. Основная зона 700 нагрева, нагреваемая нагревателем 70, имеет такое распределение температур вдоль аксиального направления стеклянного стержня 2, что температура уменьшается с увеличением расстоянии от ее центральной части 701. Когда суженный конец 120 выступает от нижнего конца 70b нагревателя 70, суженный конец 120 занимает положение вне основной зоны 700 нагрева. Следовательно, вторая дефектная часть 12 полностью подвергается остекловыванию до прозрачного стекла после годной части 10. Следовательно, как и в случае использования печи с зональным нагревом, по меньшей мере, часть массы 5 пористого кварцевого стекла смещается относительно положения второго затравочного стержня во второй дефектной части. За счет данного смещения происходит релаксация напряжения.
За счет обеспечения таким образом релаксации напряжения можно регулировать растрескивание, расслаивание, дислокацию или подобные процессы, происходящие со стеклом, в дефектной части.
С другой стороны, когда суженный конец 120 второй дефектной части 12 размещен выше нижнего конца 70b нагревателя, как показано на фиг.5В, масса 5 пористого кварцевого стекла может нагреваться не только от ее поверхности, но также от суженного конца 120. Кроме того, время от завершения полного остекловывания годной части 10 до завершения полного остекловывания второй дефектной части 12 уменьшается. Следовательно, как и в случае использования печи с зональным нагревом, трудно обеспечить смещение массы пористого кварцевого стекла относительно второго затравочного стержня 4 во второй дефектной части 12.
Когда, как показано на фиг.5С, суженный конец 120 второй дефектной части расположен на расстоянии, превышающем 5 см (например, 0,3H12), от нижнего конца 70b нагревателя, существует возможность неполного остекловывания массы 5 пористого кварцевого стекла до прозрачного стекла не только во второй дефектной части 12, но также в годной части 10.
Несмотря на то что случай регулирования размещения суженного конца 120 второй дефектной части 12 был разъяснен выше со ссылкой на фиг.5, релаксация напряжений может быть обеспечена в соответствии с аналогичным способом посредством регулирования расположения суженного конца 110 первой дефектной части 11, как показано на фиг.6.
Фиг.6 представляет собой схематическое сечение, которое показывает в качестве примера расположение стеклянной заготовки 1 в печи 7 с равномерным нагревом.
При регулировании расположения суженного конца 110 предпочтительно его разместить на расстоянии от верхнего конца 70а нагревателя, составляющем более 0 и не более 5 см, вдоль аксиального направления стеклянного стержня 2. В качестве примера подобного расположения фиг.6 показывает состояние, в котором указанное расстояние не равно 0 (например, случай, в котором расстояние больше 0 и составляет не более 0,3Н11).
Когда нагрев стеклянной заготовки 1 начинают из данного состояния, масса 5 пористого кварцевого стекла нагревается главным образом от ее поверхности в первой дефектной части 11. В результате масса 5 пористого кварцевого стекла подвергается постепенному остекловыванию до прозрачного стекла от ее поверхности в радиальном направлении внутрь. Аналогично тому, как было разъяснено в вышеописанном случае, остекловывание первой дефектной части 11 завершается после завершения остекловывания годной части вследствие температурного градиента основной зоны 700 нагрева, нагреваемой нагревателем 70, или за счет расположения суженного конца части 11, при котором он выступает с удалением от основной зоны 700 нагрева.
В результате, как и в случае второй дефектной части 12, место расположения, по меньшей мере, части массы 5 пористого кварцевого стекла смещается относительно первого затравочного стержня 3 в первой дефектной части 11, и происходит релаксация напряжения.
С другой стороны, когда суженный конец 110 первой дефектной части 11 расположен ниже, чем верхний конец 70а нагревателя 70 (не показано на фигуре), масса 5 пористого кварцевого стекла может нагреваться от ее суженного конца 110, а не только от ее поверхности. Кроме того, сокращается промежуток времени от завершения остекловывания всей годной части 10 до завершения остекловывания всей дефектной части 11. Следовательно, как и в случае второй дефектной части 12, трудно обеспечить смещение места расположения массы 5 пористого кварцевого стекла относительно места расположения первого затравочного стержня 3 в первой дефектной части.
В том случае когда суженный конец 110 первой дефектной части 11 расположен на расстоянии от верхнего конца 70а нагревателя 70, составляющем 5 см (например, 0,3Н11), существует возможность неполного остекловывания массы 5 пористого кварцевого стекла до прозрачного стекла не только в первой дефектной части 11, но также в годной части 10.
В данном варианте осуществления только один суженный конец стеклянной заготовки, выбранный из суженного конца 110 и суженного конца 120, может быть расположен так, как описано выше. Для получения более удовлетворительной заготовки оптического волокна предпочтительно регулировать места расположения как суженного конца 110, так и суженного конца 120, как описано выше. В качестве примера подобного расположения фиг.7 показывает состояние, в котором суженный конец 110 расположен на той же высоте, что и верхний конец 70а нагревателя 70, и суженный конец 120 расположен на той же высоте, что и нижний конец 70b нагревателя 70.
В настоящем изобретении стеклянная заготовка, подлежащая подверганию термической обработке, в особенности термической обработке посредством использования печи с равномерным нагревом, предпочтительно имеет описанные ниже размеры. Масса 5 пористого кварцевого стекла, показанная на фиг.1, предпочтительно имеет длину Н, составляющую 1900 мм или менее, вдоль ее аксиального направления. Каждая из длины Н11 первой дефектной части 11 и длины Н12 второй дефектной части 12 вдоль аксиального направления предпочтительно составляет 250 мм или менее. Длина Н10 годной части вдоль того же направления предпочтительно составляет 1400 мм или менее. Диаметр D10 годной части 10 предпочтительно составляет от 200 до 400 мм. Диаметр D2 стеклянного стержня 2 предпочтительно составляет от 30 до 50 мм.
В способе А, а также в способе В по настоящему изобретению предпочтительно регулировать размер с смещения (дислокации) массы пористого кварцевого стекла в первой дефектной части и/или во второй дефектной части так, чтобы он находился в интервале, определяемом выражением 0,5b/а≤с≤5b/а, где а - длина (длина конуса) конусообразной части вдоль аксиального направления и b - диаметр стеклянного стержня в годной части. Например, стеклянная заготовка 1 и заготовка 91 оптического волокна, приведенные в качестве примера на фиг.1 и фиг.2, предпочтительно удовлетворяют соотношению, определяемому следующим образом: 0,5D2/H11≤ΔX1≤5D2/H11 и 0,5D2/H12≤ΔX1≤5D2/H11. Когда размер смещения в дефектной части находится в вышеописанном диапазоне, адгезионное сцепление легко регулировать в способе А. Кроме того, в способе А и в способе В существует возможность релаксации напряжений более эффективным образом без снижения производительности заготовок оптического волокна.
Настоящее изобретение было реализовано за счет того, что было установлено, что растрескивание, расслаивание, дислокация или подобные процессы, происходящие со стеклом, в годной части могут быть подавлены посредством изменения положения массы пористого кварцевого стекла и стеклянного стержня друг относительно друга на границе их раздела в дефектной части. Кроме того, настоящее изобретение было полностью реализовано посредством нахождения предпочтительных условий изменения относительного положения, подобных описанным выше. В результате, в соответствии с настоящим изобретением обеспечена возможность получения заготовки высокого качества для производства оптического волокна. Кроме того, настоящее изобретение может быть применено для изготовления заготовки большого размера для производства оптического волокна. Поскольку обычное технологическое оборудование может быть использовано для способа по настоящему изобретению, настоящее изобретение, может быть широко применено. Следовательно, существует возможность получения заготовки высокого качества для производства оптического волокна недорогим образом. Настоящее изобретение может быть использовано в областях оптической связи, оптических волокон, оптических усилителей или тому подобного.
Примеры
Настоящее изобретение разъясняется более подробно со ссылкой на конкретные примеры. Несмотря на это, следует отметить, что настоящее изобретение не ограничено нижеописанными примерами.
Пример 1
Сначала был изготовлен стеклянный стержень для сердцевины годной части.
Легированная германием заготовка для сердцевины (заготовка для сердцевины, изготовленная из легированного германием кварцевого стекла) была изготовлена в соответствии со способом аксиального осаждения из паровой фазы. Заготовка сердцевины была образована так, что она имела сердцевинную часть и тонкую оболочечную часть, имеющую показатель преломления, эквивалентный показателю преломления чистого кварцевого стекла. Разность показателей преломления сердцевинной части и оболочки составляла Δ 0,33%, и заготовке сердцевины был придан ступенчатый профиль распределения показателя преломления. Заготовка сердцевины была подвергнута вытягиванию до стеклянного стержня с целью получения сердцевины, имеющей длину 1200 мм вдоль аксиального направления и диаметр 35 мм.
Два затравочных стержня, имеющих диаметр 42 мм, были присоединены способом сплавления к обоим концам стеклянного стержня для сердцевины. Полученный таким образом стеклянный стержень назван в дальнейшем стеклянным стержнем.
Тонкодисперсные частицы стекла (ультрадисперсный порошок) были осаждены на периферии стеклянного стержня для образования заготовки из пористого стекла. Тонкодисперсные частицы стекла были образованы посредством гидролиза и окисления газообразного SiCl4 путем использования кислородно-водородной пламенной горелки. Часть, расположенная между двумя полученными посредством соединения способом сплавления границами стеклянного стержня, предназначенного для образования сердцевины и затравочных стержней, была образована в виде годной части. Дефектные части были образованы так, что они имели массу пористого кварцевого стекла, конусообразно сужающуюся от границы, образованной путем соединения сплавлением, по направлению к концу затравочного стержня. Длина конусообразной части составляла приблизительно 100 мм в каждой из дефектных частей. Диаметр годной части составлял 280 мм.
Полученную таким образом стеклянную заготовку подвергли термической обработке в печи с зональным нагревом, как показано на фиг.3А, при этом нагреватель имел длину 200 мм вдоль направления перемещения стеклянной заготовки. В этом случае стеклянную заготовку размещали так, что место расположения суженного конца второй дефектной части совпадало с местоположением центра (местом, соответствующим половине длины) нагревателя, и нагрев начинался из данного состояния. Впоследствии вся масса пористого кварцевого стекла была подвергнута остекловыванию до прозрачного стекла посредством опускания стеклянной заготовки. Скорость второй дефектной части, проходящей через основную зону нагрева, регулировали так, чтобы она составляла 200 мм/мин. Полученная таким образом заготовка оптического волокна имела диаметр годной части, составляющий 130 мм. Эффективная длина волокна составляла около 1300 кмс (км сердцевины).
В настоящем примере масса пористого кварцевого стекла подвергалась остекловыванию от ее поверхности во второй дефектной части. Перед остекловыванием самой внутренней в радиальном направлении части (вблизи границы раздела с затравочным стержнем) массы пористого кварцевого стекла конец массы пористого кварцевого стекла в дефектной части был смещен на 2 см вдоль аксиального направления стеклянной заготовки относительно затравочного стержня. В результате растрескивание, расслаивание, дислокация или тому подобное не возникали в годной части.
Пример 2
Стеклянный стержень для сердцевины был изготовлен посредством использования легированной германием заготовки сердцевины, как показано в примере 1, и вытягивания заготовки сердцевины так, чтобы она имела размер 1100 мм по длине в аксиальном направлении и диаметр 40 мм. Затравочные стержни с диаметром 45 мм были присоединены способом сплавления к обоим концам стеклянного стержня для сердцевины. Тонкодисперсные частицы стекла (ультрадисперсный порошок) были осаждены посредством использования способа внешнего осаждения из паровой фазы для образования заготовки из пористого стекла, имеющей массу пористого стекла, подлежащую преобразованию в слой оболочки. Масса пористого стекла была образована посредством осаждения множества слоев ультрадисперсного порошка. Тонкодисперсные частицы стекла были образованы посредством гидролиза и окисления газообразного SiCl4 путем использования кислородно-водородной пламенной горелки. Часть, расположенная между двумя полученными посредством соединения способом сплавления границами стеклянного стержня, предназначенного для образования сердцевины и затравочных стержней, была образована в виде годной части. Дефектные части были образованы так, что они имели массу пористого кварцевого стекла, конусообразно сужающуюся от границы, образованной путем соединения сплавлением, по направлению к концу затравочного стержня. Длина конусообразной части составляла приблизительно 150 мм в каждой из дефектных частей. Диаметр годной части составлял 300 мм. В дефектных частях только первый слой ультрадисперсного порошка был осажден при температуре, которая на 10°С ниже, чем температура осаждения для годной части. После этого другие слои ультрадисперсного порошка были осаждены при обычной температуре.
Полученную таким образом стеклянную заготовку подвергали термической обработке в печи с зональным нагревом, использованной в примере 1. В этом случае, как показано на фиг.4, стеклянную заготовку сначала размещали так, что место расположения конца первой дефектной части находилось на 50 мм (0,25 × длина нагревателя, составляющая 200 мм) выше, чем центр нагревателя, вдоль направления перемещения стеклянной заготовки, и нагрев начинали из этого состояния. После этого посредством нагрева стеклянной заготовки при одновременном подъеме стеклянной заготовки вся масса пористого кварцевого стекла была подвергнута остекловыванию до прозрачного стекла. На этот раз скорость первой дефектной части, проходящей через основную зону нагрева, составляла 150 мм/мин. Диаметр полученной таким образом заготовки оптического волокна составлял 150 мм, и эффективная длина волокна составляла 170 кмс.
В настоящем примере после остекловывания поверхности массы пористого кварцевого стекла в первой дефектной части и перед остекловыванием самой внутренней в радиальном направлении части (части вблизи границы раздела массы пористого кварцевого стекла и затравочного стержня) массы пористого кварцевого стекла суженный конец массы пористого кварцевого стекла в дефектной части был смещен на длину сдвига, составляющую 3 см, вдоль аксиального направления относительно затравочного стержня. В результате растрескивание, расслаивание, дислокация или тому подобное не возникали в годной части.
Пример 3
Стеклянный стержень для сердцевины был изготовлен посредством использования легированной германием заготовки сердцевины, как показано в примере 1, и вытягивания заготовки сердцевины так, чтобы она имела длину в аксиальном направлении, составляющую 1000 мм, и диаметр 44 мм. Полученную таким образом стеклянную заготовку использовали в качестве стеклянного стержня для сердцевины в годной части. Два затравочных стержня, каждый из которых имел диаметр 50 мм, были соответственно присоединены способом сплавления к обоим концам стеклянного стержня для сердцевины. Заготовка из пористого стекла была образована посредством осаждения массы пористого кварцевого стекла, образованной из тонкодисперсных частиц стекла (ультрадисперсного порошка), на периферии полученного таким образом стеклянного стержня посредством использования способа внешнего осаждения из паровой фазы. Масса пористого стекла была образована посредством осаждения множества слоев ультрадисперсного порошка. Тонкодисперсные частицы стекла были образованы посредством гидролиза и окисления газообразного SiCl4 путем использования кислородно-водородной пламенной горелки. Часть, расположенная между двумя полученными посредством соединения способом сплавления границами стеклянного стержня, предназначенного для образования сердцевины и затравочных стержней, была образована в виде годной части. Дефектные части были образованы так, что они имели массу пористого кварцевого стекла, конусообразно сужающуюся от границы, образованной путем соединения сплавлением, по направлению к концу затравочного стержня. Длина конусообразной части составляла приблизительно 200 мм в каждой из дефектных частей. Диаметр годной части составлял 330 мм. В дефектных частях только первый слой ультрадисперсного порошка был осажден при температуре, которая на 50°С ниже, чем температура осаждения для годной части. После этого другие слои ультрадисперсного порошка были осаждены при обычной температуре.
Полученную таким образом стеклянную заготовку подвергали термической обработке в печи с равномерным нагревом, подобной показанной на фиг.5А. В этом случае стеклянную заготовку размещали так, что суженный конец второй дефектной части выступал с длиной выступания, составляющей 50 мм, от нижнего конца нагревателя в печи с равномерным нагревом. Вся масса пористого кварцевого стекла была подвергнута остекловыванию посредством нагрева стеклянной заготовки в данном состоянии. Полученная таким образом заготовка оптического волокна имела годную часть с диаметром 163 мм, и эффективная длина волокна составляла приблизительно 2000 кмс.
В данном примере полное остекловывание второй дефектной части происходило после остекловывания годной части. Следовательно, за счет усадочного напряжения в годной части суженный конец массы пористого кварцевого стекла в дефектной части сместился с длиной сдвига, составляющей 5 см, вдоль аксиального направления относительно местоположения затравочного стержня. В результате растрескивание, расслаивание, дислокация или тому подобное не возникали в годной части.
Эксперимент 1
Годная часть каждой из заготовок 1-3 оптического волокна была вытянута до оптического волокна.
В результате диаметр каждого оптического волокна стабильно находился в пределах диапазона 125±0,5 мкм. Данные оптические волокна были подвергнуты измерениям посредством использования оптического рефлектометра временной области в диапазоне 1,55 мкм и диапазоне 1,31 мкм. В результате было подтверждено, что оптическое волокно удовлетворительного качества было получено с высоким выходом годных заготовок без генерирования оптических потерь.
Сравнительный пример 1
Заготовка из пористого стекла была подготовлена аналогично примеру 1. Как показано на фиг.3В, стеклянную заготовку размещали в печи с зональным нагревом так, что суженный конец второй дефектной части был расположен на расстоянии, равном 100 мм (0,5 × длина нагревателя, составляющая 200 мм), над центром нагревателя, вдоль направления перемещения стеклянной заготовки, и нагрев стеклянной заготовки начинали из данного состояния. Другие условия регулировали так, чтобы они были аналогичными условиям по примеру 1. Таким образом была получена заготовка оптического волокна.
В результате во второй дефектной части масса пористого кварцевого стекла подвергалась остекловыванию не только от ее поверхности, но также от ее суженного конца. Не было отмечено существенной дислокации массы пористого кварцевого стекла во второй дефектной части. С другой стороны, спиральная дислокация с длиной около 100 мм образовалась на границе раздела между остеклованным слоем и стеклянным стержнем, образующим сердцевину, за счет воздействия усадочного напряжения.
Сравнительный пример 2
Заготовка из пористого стекла была изготовлена аналогично примеру 2, тогда как регулируемая температура осаждения массы пористого кварцевого стекла и расположение стеклянной заготовки в начале нагрева отличались от температуры и расположения в примере 2. В процессе изготовления стеклянной заготовки осаждение первого слоя ультрадисперсного порошка в дефектной части выполняли при той же температуре осаждения, что и в годной части. В начале нагрева в процессе остекловывания стеклянная заготовка была размещена таким образом, что место расположения конца первой дефектной части находилось на расстоянии, равном 100 мм (0,5 × длина нагревателя, составляющая 200 мм) ниже центра нагревателя, вдоль направления перемещения стеклянной заготовки.
В результате во второй дефектной части масса пористого кварцевого стекла подвергалась остекловыванию не только от ее поверхности, но также от ее суженного конца. Не было отмечено существенной дислокации массы пористого кварцевого стекла во второй дефектной части. С другой стороны, спиральная дислокация с длиной около 200 мм образовалась на границе раздела между остеклованным слоем и стеклянным стержнем, образующим сердцевину, за счет воздействия усадочного напряжения.
Сравнительный пример 3
Заготовка из пористого стекла была изготовлена аналогично примеру 3, тогда как регулируемая температура осаждения массы пористого кварцевого стекла и расположение стеклянной заготовки в начале нагрева отличались от температуры и расположения в примере 3.
В процессе изготовления стеклянной заготовки осаждение первого слоя ультрадисперсного порошка в дефектной части выполняли при той же температуре осаждения, что и в годной части. В начале нагрева в процессе остекловывания стеклянная заготовка была размещена таким образом, что место расположения суженного конца первой дефектной части находилось ниже верхнего конца нагревателя и место расположения суженного конца второй дефектной части находилось выше нижнего конца нагревателя.
В результате во второй дефектной части масса пористого кварцевого стекла подвергалась остекловыванию не только от ее поверхности, но также от ее суженного конца. Не было отмечено существенной дислокации массы пористого кварцевого стекла во второй дефектной части. С другой стороны, отслаивание остеклованного слоя с длиной 50 мм возникло на границе раздела между остеклованным слоем и стеклянным стержнем, образующим сердцевину, за счет воздействия усадочного напряжения.
Эксперимент 2
В качестве альтернативы заготовкам оптического волокна, полученным в примерах 1-3, годные части заготовок оптического волокна, полученные в сравнительных примерах 1-3, были преобразованы в оптические волокна аналогично тому, как это было выполнено в эксперименте 1. Заданное значение диаметра каждого оптического волокна составляло 125 мкм.
В результате в каждом оптическом волокне была отмечена локальная игольчатая аномальная морфология, превышающая диапазон 125±0,5 мкм, в части, соответствующей части с дислокацией или расслаиванием в годной части заготовки оптического волокна. В частности, когда заготовку оптического волокна по сравнительному примеру 3 использовали для вытягивания оптического волокна, вытягивание было прервано вследствие разрыва волокна. Следовательно, потребовалось удалить аномальную часть, чтобы получить оптическое волокно удовлетворительного качества. В результате выход годного оптического волокна был снижен. В результате анализа методом рефлектометрии оптической временной области игольчатой части наблюдали оптические потери, превышающие 0,1 дБ.
Несмотря на то что предпочтительные варианты осуществления изобретения были описаны и проиллюстрированы выше, следует понимать, что они представляют собой примеры реализации изобретения и не должны рассматриваться как ограничивающие. Добавления, исключения, замены и другие модификации могут быть выполнены без отхода от сущности или объема настоящего изобретения. Соответственно, изобретение не следует рассматривать как ограниченное вышеприведенным описанием, и изобретение ограничено только объемом притязаний приложенной формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГОТОВКА ОПТИЧЕСКОГО ВОЛОКНА, СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ОПТИЧЕСКОГО ВОЛОКНА И СТЕКЛЯННЫЙ СТЕРЖЕНЬ ДЛЯ ПОЛУЧЕНИЯ ЗАГОТОВКИ ОПТИЧЕСКОГО ВОЛОКНА | 2009 |
|
RU2407710C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ОПТИЧЕСКОГО ВОЛОКНА | 2009 |
|
RU2397151C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ДЛЯ ОПТИЧЕСКОГО ВОЛОКНА | 2005 |
|
RU2389696C2 |
| ТРУБА БОЛЬШИХ РАЗМЕРОВ ИЗ КВАРЦЕВОГО СТЕКЛА, ЗАГОТОВКА БОЛЬШИХ РАЗМЕРОВ ИЗ КВАРЦЕВОГО СТЕКЛА, ПРОЦЕСС ИХ ИЗГОТОВЛЕНИЯ И ОПТИЧЕСКОЕ ВОЛОКНО ИЗ КВАРЦЕВОГО СТЕКЛА | 1993 |
|
RU2096355C1 |
| ОДНОМОДОВОЕ ОПТИЧЕСКОЕ ВОЛОКНО (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2002 |
|
RU2239210C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКОГО ВОЛОКНА | 2016 |
|
RU2716668C2 |
| ЛЕГИРОВАННОЕ БРОМОМ ОПТИЧЕСКОЕ ВОЛОКНО | 2016 |
|
RU2736023C2 |
| СПОСОБ ЭФФЕКТИВНОГО ПОЛУЧЕНИЯ ЛЕГИРОВАННОЙ ОПТОВОЛОКОННОЙ ЗАГОТОВКИ И ЛЕГИРОВАННАЯ ЗАГОТОВКА ОПТИЧЕСКОГО ВОЛОКНА | 2016 |
|
RU2712906C1 |
| ЗАГОТОВКА ВОЛОКОННОГО СВЕТОВОДА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1995 |
|
RU2105733C1 |
| Способ изготовления радиационно-стойких волоконных световодов | 2021 |
|
RU2764038C1 |

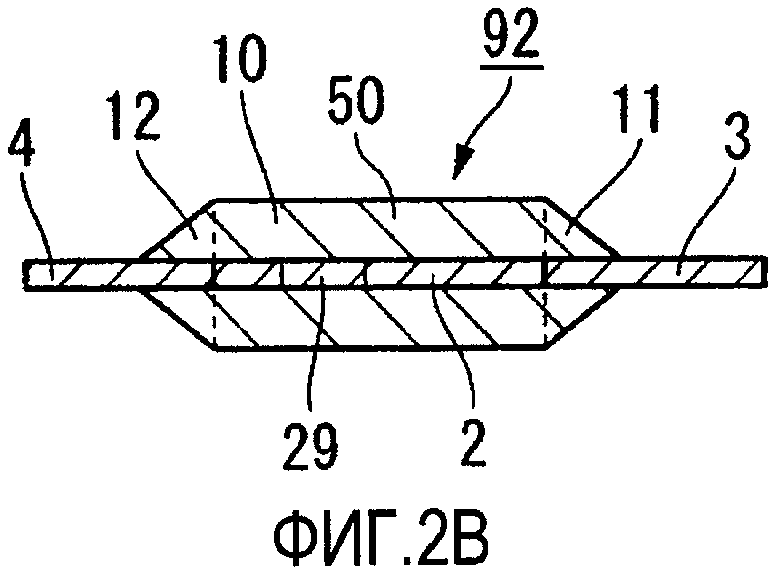
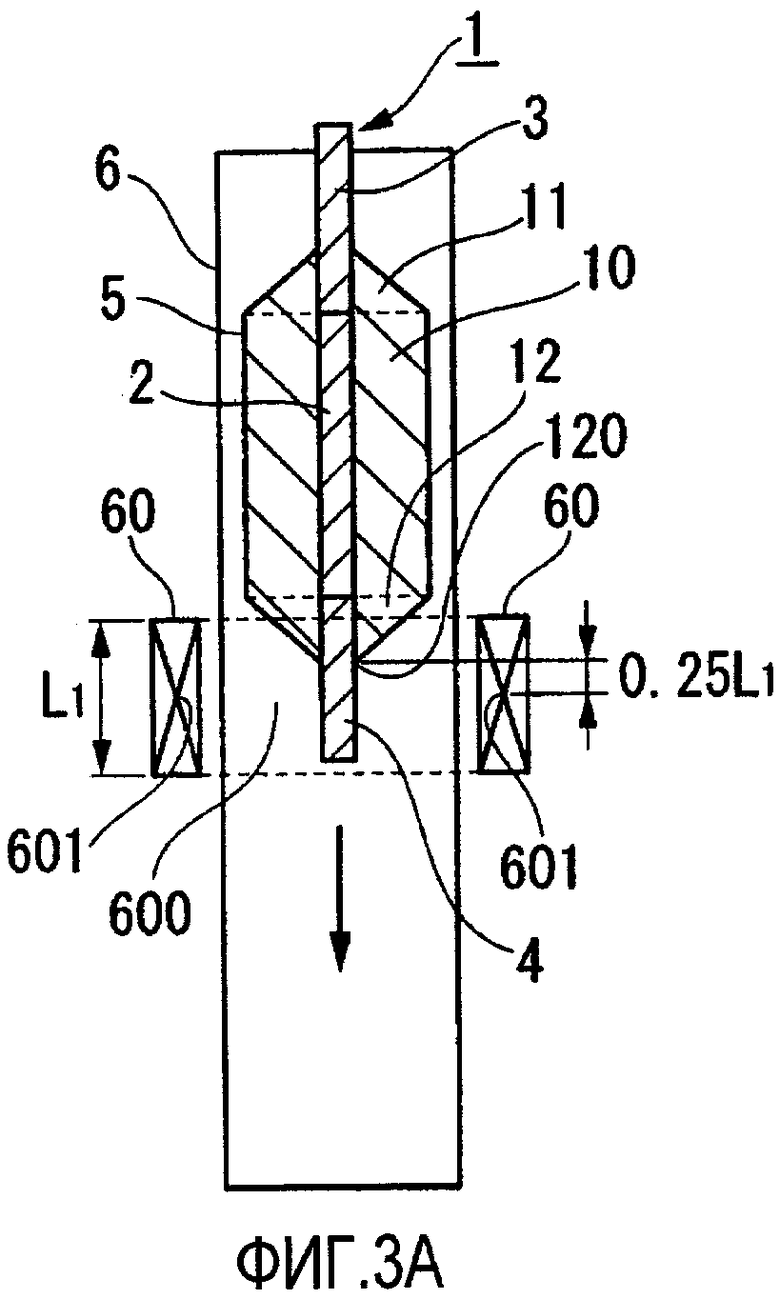

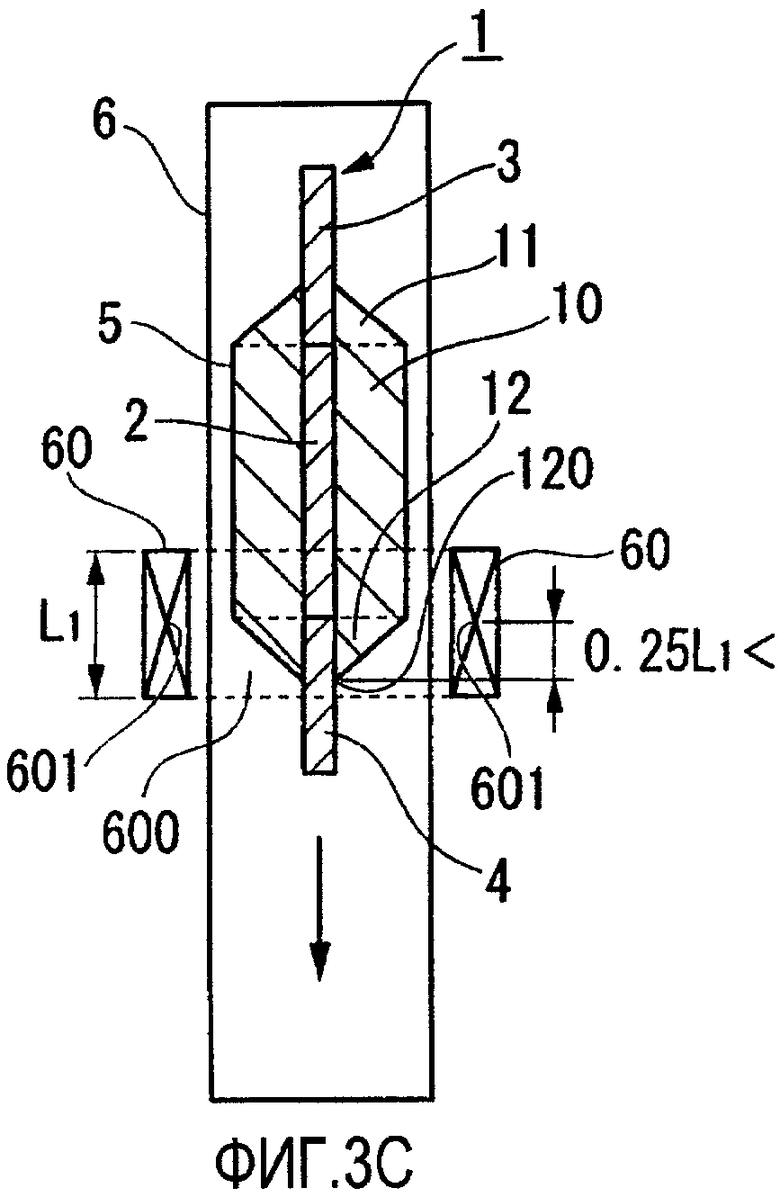
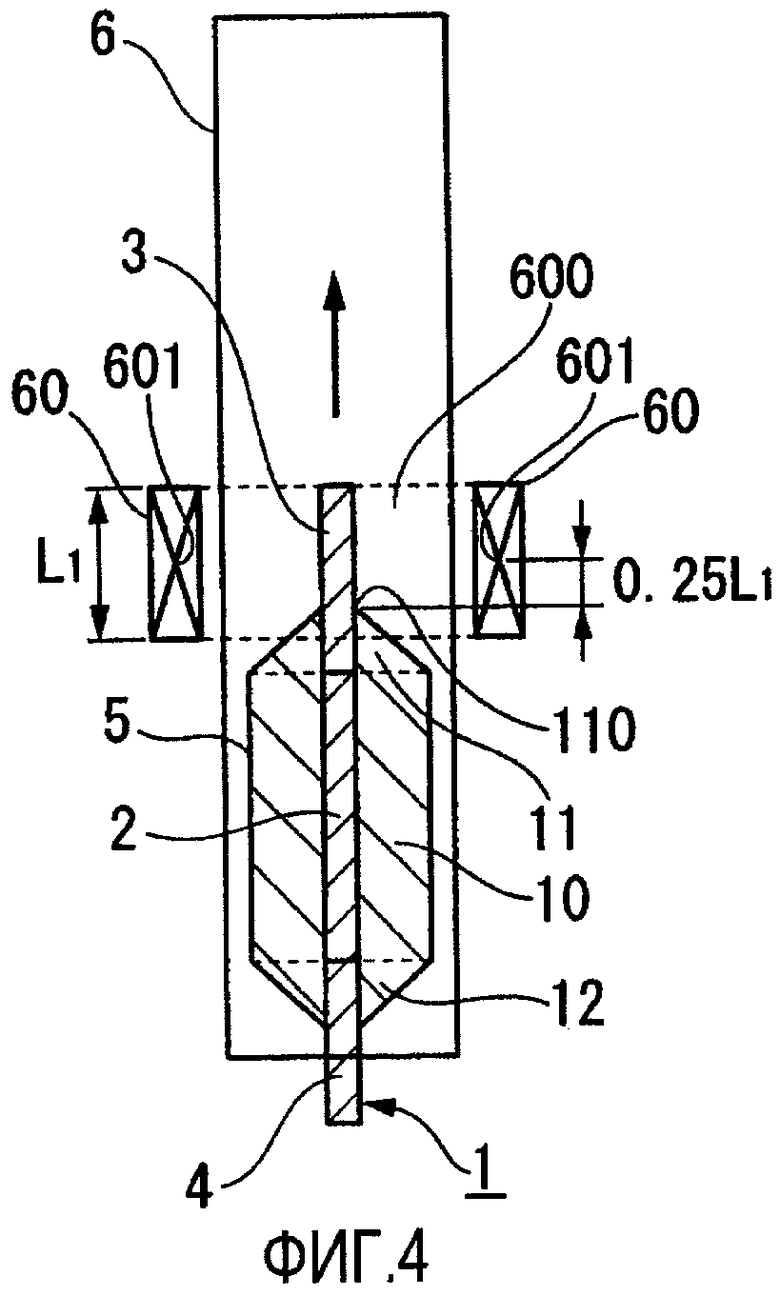
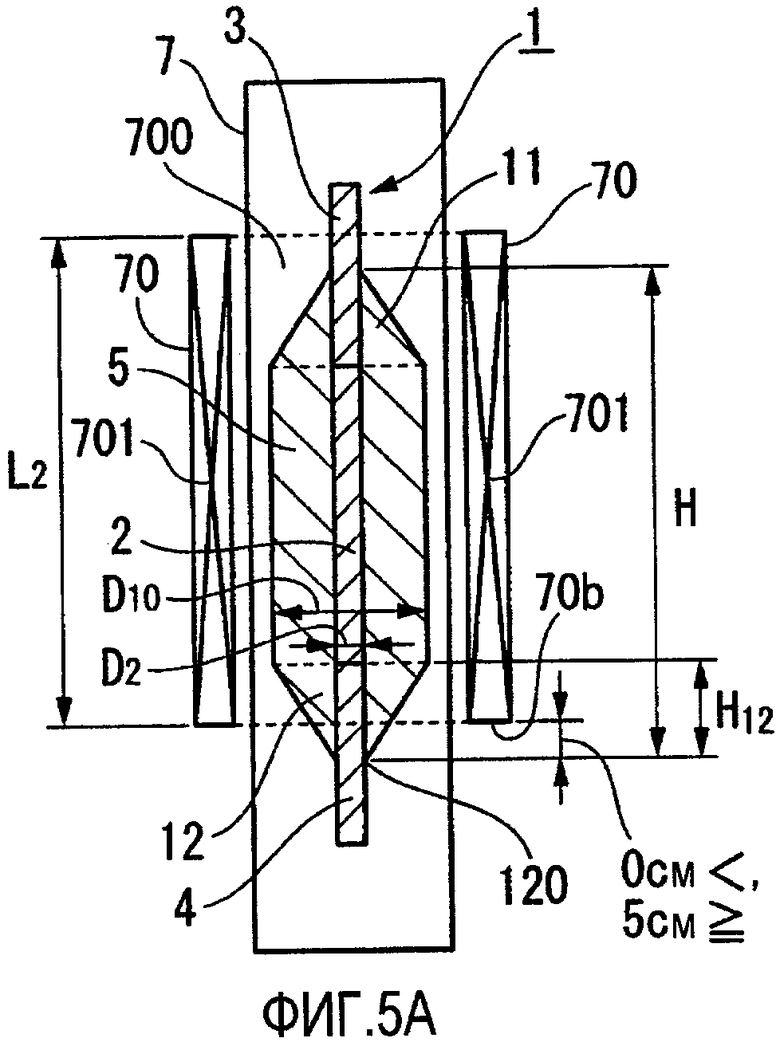

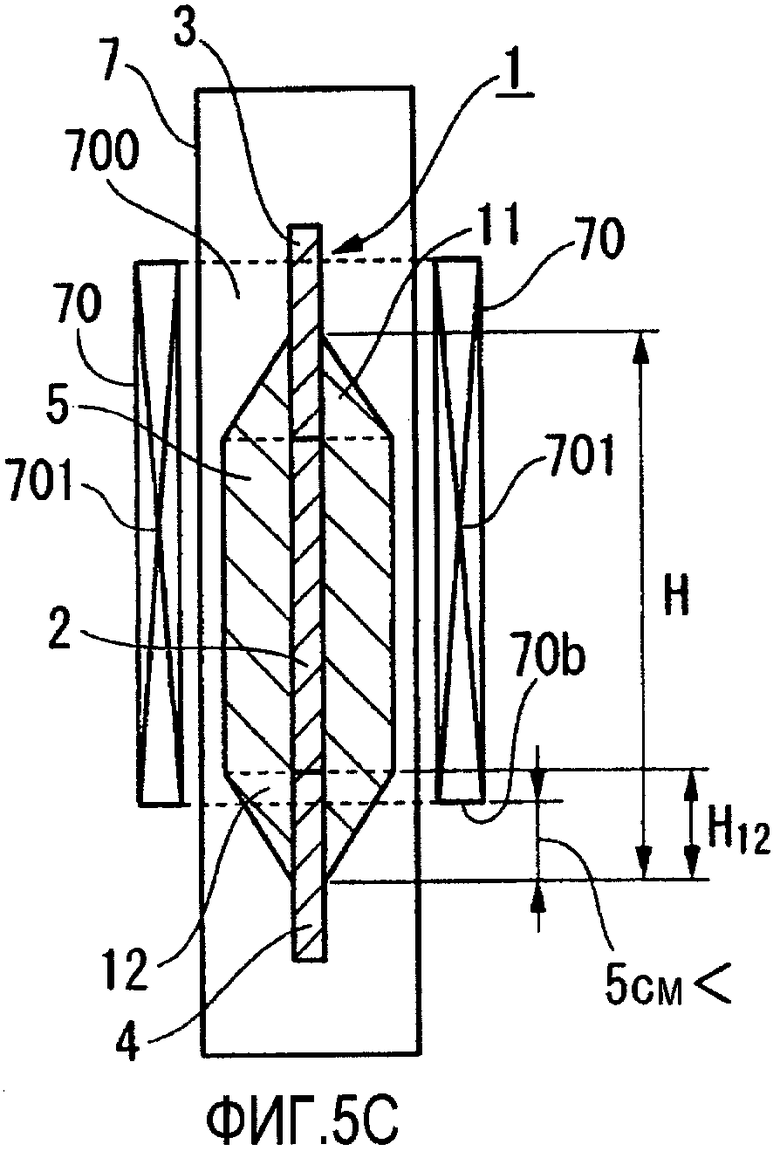
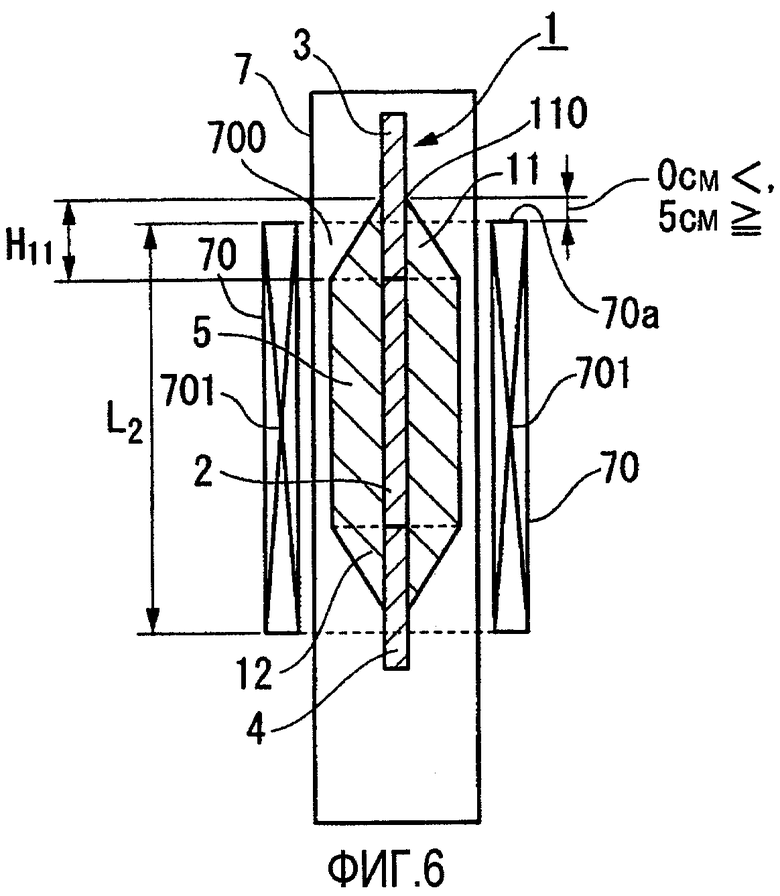

Согласно способу изготавливают заготовку оптического волокна посредством осаждения массы пористого кварцевого стекла на периферии стеклянного стержня. Массу пористого кварцевого стекла остекловывают посредством термической обработки стеклянной заготовки. Заготовка имеет годную часть, подлежащую вытягиванию до получения оптического волокна, и дефектные части, расположенные у обоих концов годной части. Во время остекловывания часть массы пористого кварцевого стекла в дефектной части смещается вдоль аксиального направления стеклянного стержня. При смещении массы пористого кварцевого стекла происходит релаксация напряжения между стеклянным стержнем и массой пористого кварцевого стекла. Технический результат - изготовление заготовки большого размера и обеспечение возможности остекловывания массы пористого кварцевого стекла при одновременном предотвращении растрескивания, расслаивания, дислокации. 14 з.п. ф-лы, 12 ил.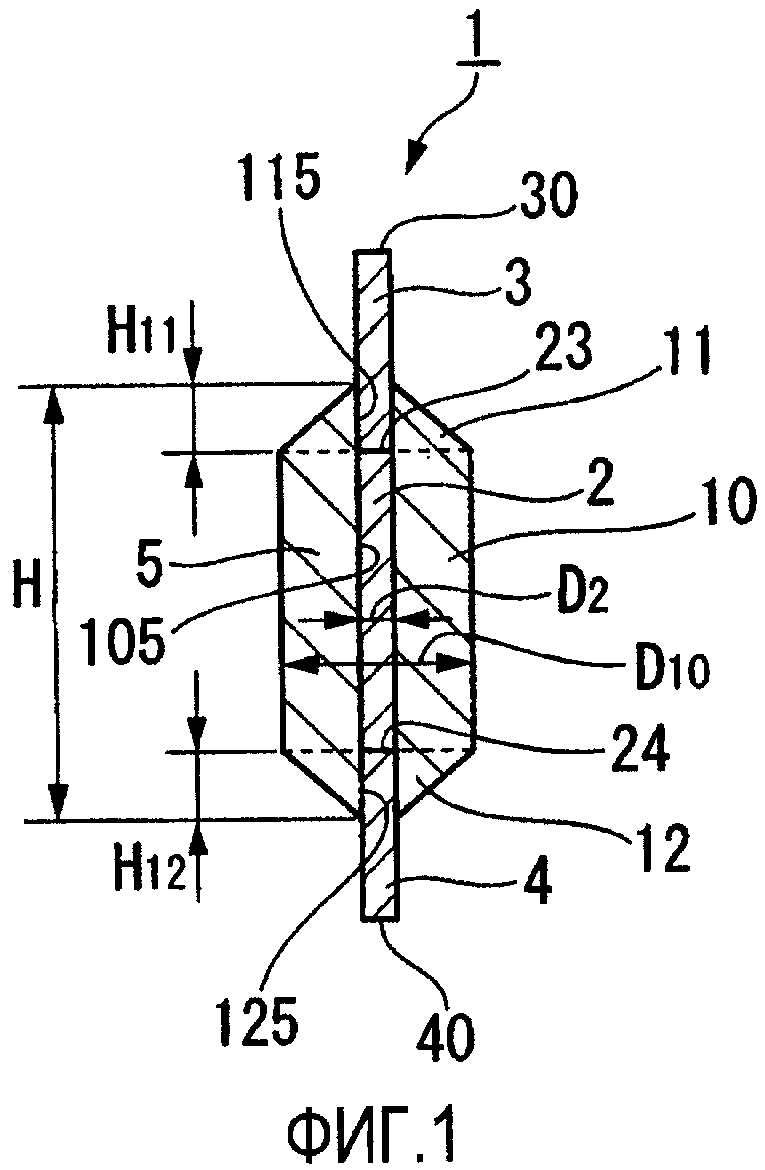
1. Способ изготовления заготовки оптического волокна большого размера, содержащий изготовление стеклянной заготовки, имеющей годную часть, подлежащую вытягиванию до получения оптического волокна, и дефектные части, расположенные у обоих концов годной части, посредством осаждения массы пористого кварцевого стекла на периферии стеклянного стержня, и выполнение остекловывания массы пористого кварцевого стекла посредством термической обработки стеклянной заготовки, при этом во время остекловывания, по меньшей мере, часть массы пористого кварцевого стекла в дефектной части, по меньшей мере, одного конца смещается относительно стеклянного стержня вдоль аксиального направления стеклянного стержня так, что происходит релаксация напряжения между стеклянным стержнем и массой пористого кварцевого стекла.
2. Способ по п.1, в котором смещение массы пористого кварцевого стекла, подлежащей остекловыванию, выполняют посредством регулирования режима осаждения массы пористого кварцевого стекла и/или режима остекловывания для превращения массы пористого кварцевого стекла в прозрачное стекло.
3. Способ по п.2, содержащий термическую обработку стеклянной заготовки во время остекловывания посредством использования печи с зональным нагревом, оснащенной нагревателем, и перемещение стеклянной заготовки в ее аксиальном направлении относительно нагревателя, при этом в начале термической обработки суженный концевой участок дефектной части со стороны направления перемещения стеклянной заготовки размещают на расстоянии, составляющем 25% или менее от длины нагревателя, от центра нагревателя вдоль направления перемещения.
4. Способ по п.2, содержащий термическую обработку стеклянной заготовки во время остекловывания посредством использования печи с зональным нагревом, оснащенной нагревателем, и перемещения стеклянной заготовки в ее аксиальном направлении относительно нагревателя, при этом в начале термической обработки концевой участок дефектной части, по меньшей мере, одного конца размещают на расстоянии, составляющем более 0 см и не более 5 см, от конца нагревателя вдоль аксиального направления стеклянного стержня.
5. Способ по п.2, в котором обеспечивают меньшее адгезионное сцепление между массой пористого кварцевого стекла и стеклянным стержнем на границе их раздела в дефектной части, по меньшей мере, одного конца по сравнению с адгезионным сцеплением между массой пористого кварцевого стекла и стеклянным стержнем на границе их раздела в годной части.
6. Способ по п.5, в котором массу пористого кварцевого стекла образуют посредством формирования множества слоев ультрадисперсного порошка и обеспечивают меньшее адгезионное сцепление между массой пористого кварцевого стекла и стеклянным стержнем на границе их раздела в дефектной части, по меньшей мере, одного конца по сравнению с межслойным адгезионным сцеплением слоев ультрадисперсного порошка.
7. Способ по п.5 или 6, в котором массу пористого кварцевого стекла образуют так, чтобы иметь нормальную часть, имеющую заданное адгезионное сцепление со стеклянным стержнем, и, по меньшей мере, часть со слабым адгезионным сцеплением, в которой адгезионное сцепление массы пористого кварцевого стекла со стеклянным стержнем меньше адгезионного сцепления в нормальной части, посредством снижения температуры осаждения массы пористого кварцевого стекла в части со слабым адгезионным сцеплением.
8. Способ по п.7, в котором разность температуры осаждения части со слабым адгезионным сцеплением и температуры осаждения нормальной части регулируют в диапазоне от -5 до -50°С.
9. Способ по любому из пп.1-6, в котором масса пористого кварцевого стекла имеет конусообразную форму в дефектной части, по меньшей мере, одного конца, так что наружный диаметр массы пористого кварцевого стекла постепенно уменьшается вдоль аксиального направления по направлению к суженному концу массы пористого кварцевого стекла.
10. Способ по п.7, в котором масса пористого кварцевого стекла имеет конусообразную форму в дефектной части, по меньшей мере, одного конца, так что наружный диаметр массы пористого кварцевого стекла постепенно уменьшается вдоль аксиального направления по направлению к суженному концу массы пористого кварцевого стекла.
11. Способ по п.8, в котором масса пористого кварцевого стекла имеет конусообразную форму в дефектной части, по меньшей мере, одного конца, так что наружный диаметр массы пористого кварцевого стекла постепенно уменьшается вдоль аксиального направления по направлению к суженному концу массы пористого кварцевого стекла.
12. Способ по п.9, в котором размер с смещения массы пористого кварцевого стекла, подлежащей остекловыванию, в дефектной части регулируют в интервале, определяемом формулой 0,5b/a≤c≤5b/a, где а длина конусообразной части вдоль аксиального направления и b диаметр стеклянного стержня в годной части.
13. Способ по п.10, в котором размер с смещения массы пористого кварцевого стекла, подлежащей остекловыванию, в дефектной части регулируют в интервале, определяемом формулой 0,5b/a≤c≤5b/a, где а длина конусообразной части вдоль аксиального направления и b диаметр стеклянного стержня в годной части.
14. Способ по п.11, в котором размер с смещения массы пористого кварцевого стекла, подлежащей остекловыванию, в дефектной части регулируют в интервале, определяемом формулой 0,5b/a≤c≤5b/a, где а длина конусообразной части вдоль аксиального направления и b диаметр стеклянного стержня в годной части.
15. Способ по п.1, в котором диаметр годной части стеклянной заготовки составляет от 130 до 163 мм.
| US 7213416 В2, 25.12.2003 | |||
| JP 6239640 А, 30.08.1994 | |||
| US 5769921 А, 23.06.1998 | |||
| JP 2002356342 А, 13.12.2002 | |||
| RU 2003137381 А, 10.06.2005. |

