Изобретение относится к области судостроения, касается технологии изготовления трехслойных панелей из полимерного композиционного материала (ПКМ) со средним слоем из пенопласта, армированного трапециевидными ребрами жесткости, и может быть использовано при изготовлении палуб, переборок, выгородок, стенок рубок и надстроек судов из ПКМ.
Известен способ изготовления панелей трехслойной конструкции, когда к наружному слою обшивки приформовываются армирующие ребра жесткости, а затем с помощью распыляющего пистолета промежутки между ребрами жесткости заполняются пенопластом типа пенополиуретана (ППУ). Затвердевший ППУ механическим способом зачищают до уровня верхних кромок ребра, в результате чего получается поверхность, на которую наформовывают верхний несущий слой, (A.M.Ваганов, А.П.Калмычков, М.А.Фрид «Проектирование корпусных конструкций из стеклопластика», изд. «Судостроение», Ленинград, 1972 г., стр.84-85).
Известен также способ изготовления панелей трехслойной конструкции, когда ребра жесткости трапециевидной формы объединены в единый гофрированный элемент (ГЭ) из ПКМ, изготавливаемый отдельно, а затем с помощью заливочной машины промежутки между ребрами жесткости заполняются ППУ. Затвердевший ППУ механическим способом зачищают до уровня полок ГЭ с обеих сторон, в результате чего получается панель среднего слоя, на которую сначала наформовывают один несущий слой из ПКМ, а затем после его переворачивания - второй слой из этого же материала (Булкин В.А., Комашко А.Н., Таратонов Ю.Н. и др. Способ изготовления трехслойных панелей из полимерного композиционного материала со средним слоем из пенопласта, армированного ребрами жесткости (заявка №2006131614/11(034371) от 01.09.2006 г., БИ №7, 2008 г.) - прототип.
Недостатками указанного технического решения являются:
- необходимость изготовления оснастки для формования ГЭ и высокая трудоемкость его формования;
- необходимость использования дорогостоящего оборудования (заливочной машины, прессового оборудования и т.п.) и дополнительной оснастки для проведения заливки;
- необходимость механической обработки ППУ после полимеризации, что также увеличивает трудоемкость изготовления трехслойных панелей;
- невозможность применения жестких пенопластов типа поливинилхлоридного (ПВХ) пенопласта, которые имеют более высокие механические характеристики по сравнению с заливочными пенопластами типа ППУ при равной плотности.
Задачей предлагаемого изобретения является снижение трудоемкости изготовления трехслойных панелей, сокращение временных и материальных затрат на их изготовление, улучшение условий труда, а также повышение прочности и жесткости этих панелей.
Указанный технический результат достигается тем, что в способе изготовления трехслойных панелей из полимерного композиционного материала со средним слоем из пенопласта, армированного ребрами жесткости, включающем изготовление ребер жесткости, объединенных в единый гофрированный элемент из полимерного композиционного материала, заполняемый с двух сторон пенопластом до уровня полок гофрированного элемента, и наформовку на поверхности среднего слоя, с обеих сторон, несущих слоев, по изобретению изготовление гофрированного элемента производят за один процесс, одновременно с изготовлением среднего слоя, осуществляемым путем укладки «сухого» стеклоармирующего материала, преимущественно стеклоткани, и брусков из жесткого поливинилхлоридного пенопласта заданной формы поперечного сечения в жесткую матрицу с внутренним поперечным сечением, аналогичным поперечному сечению панели среднего слоя, изготовленную в размер этой панели. После чего жесткую матрицу накрывают жестким пуансоном, механически соединяемым с ней, к которому подключают вакуумный насос и установку подачи связующего из емкости со связующим, и затем, создавая вакуум в рабочей полости жесткой матрицы, подают в нее связующее для пропитки им панели среднего слоя. Причем протекание связующего через стеклоармирующий материал упомянутой панели и его распределение по ее поверхности для качественной пропитки указанного материала связующим обеспечивают путем заполнения последним продольных каналов, предусмотренных в основании жестких поливинилхлоридных пенопластовых брусков. После чего производят выдержку панели среднего слоя в жесткой матрице под вакуумом для предварительной полимеризации связующего, и после окончания процесса полимеризации отключают вакуумный насос и снимают жесткий пуансон с жесткой матрицы, а выемку панели среднего слоя из жесткой матрицы осуществляют после достижения ею температуры окружающей среды
Кроме того, при необходимости увеличения скорости пропитки, перед укладкой «сухого» стеклоармирующего материала и брусков из жесткого поливинилхлоридного пенопласта, на поверхность жесткой матрицы укладывают дренажный слой из одного слоя стекломата поверхностной плотностью не более 250 г/м2, а перед накрытием жесткой матрицы жестким пуансоном на поверхность панели среднего слоя также укладывают аналогичный дренажный слой.
Изготовление гофрированного элемента за один процесс, одновременно с изготовлением среднего слоя, осуществляемым путем укладки «сухого» стеклоармирующего материала, преимущественно стеклоткани, и брусков из жесткого поливинилхлоридного пенопласта заданной формы поперечного сечения в жесткую матрицу с внутренним поперечным сечением, аналогичным поперечному сечению панели среднего слоя, которую изготавливают в размер этой панели, позволяет уменьшить трудоемкость изготовления панелей среднего слоя и улучшить условия труда.
Пропитка связующим стеклоармирующего материала панели среднего слоя под вакуумом позволяет осуществить прочное и надежное соединение брусков жесткого поливинилхлоридного пенопласта и гофрированного элемента в единую конструкцию и обеспечить высокое качество изготовления панели среднего слоя - без пустот, расслоений и т.п.
Протяжка связующего через материал панели среднего слоя осуществляется за счет создания вакуума не ниже 0,6-0,9 кПа. Применяемое связующее должно иметь время гелеобразования 20-30 минут и низкую динамическую вязкость не более 300 мПа.
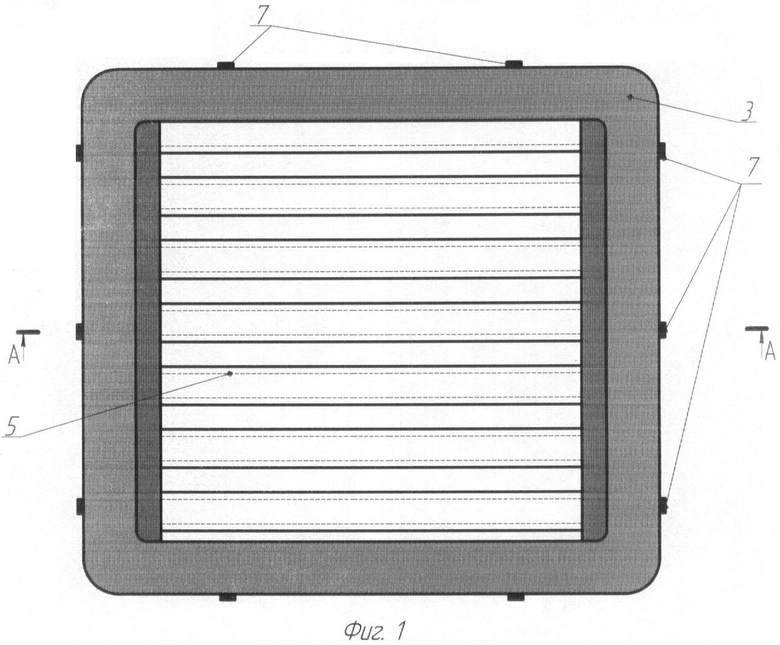
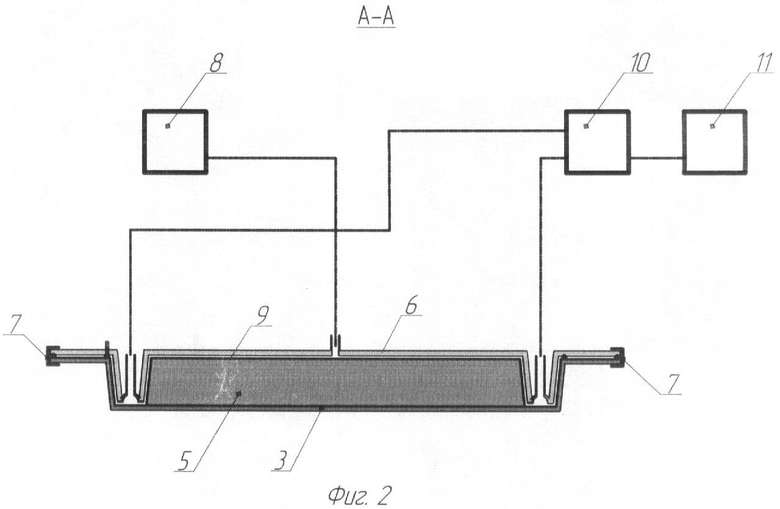
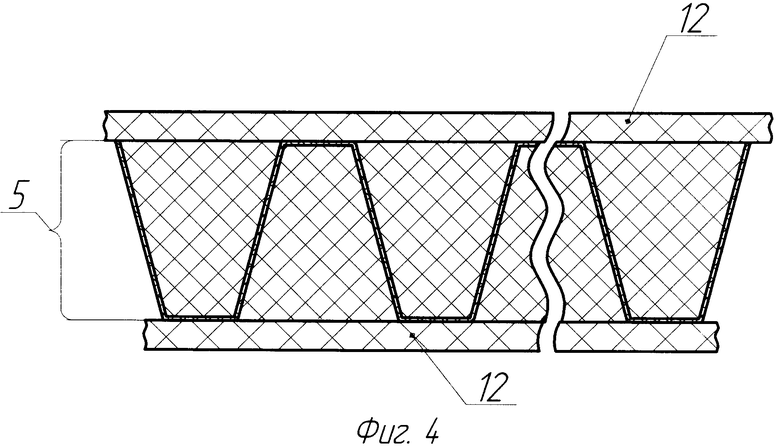
Сущность предлагаемого изобретения - способа поясняется: на фиг.1 показан вид сверху на жесткую матрицу с панелью среднего слоя (без жесткого пуансона), на фиг.2 - сечение жесткой матрицы с панелью среднего слоя (сечение А-А на фиг.1), накрытой жестким пуансоном, на фиг.3 - поперечное сечение панели среднего слоя с дренажными слоями из стекломата, расположенными между изготавливаемой панелью, жесткими матрицей и пуансоном; на фиг.4 показано поперечное сечение трехслойной панели, состоящей из панели среднего слоя и наружных несущих слоев.
Процесс изготовления трехслойной панели по предлагаемому способу заключается в следующем.
Предварительно изготавливают панель среднего слоя следующим образом (фиг.1, 2, 3, 4):
- из плиточного пенопласта типа ПВХ нарезают бруски 1 заданной формы поперечного сечения с продольным проводящим связующее каналом 2 в основании бруска;
- в жесткой матрице 3 собирают пакет из стеклоармирующего материала, преимущественно из стеклоткани 4, и пенопластовых брусков 1, формирующие панель среднего слоя 5. Излишки стеклоармирующего материала подрезают по габариту рабочей полости матрицы 3;
- жесткую матрицу 3 накрывают жестким пуансоном 6 (фиг.2, 3);
- фиксируют пуансон 6 на жесткой матрице 3 с помощью механического соединения 7 (фиг.2);
- к пуансону 6 подсоединяют вакуумный насос 8;
- включают вакуумный насос 8 и отбирают вакуум из рабочей полости 9 панели 5;
- подсоединяют к жесткому пуансону 6 установку подачи связующего 10 с емкостью со связующим 11;
- включают установку подачи связующего 10 в материал панели 5 и при достижении его заданного количества установку 10 отключают;
- жесткую матрицу 3 с панелью среднего слоя 5 оставляют под вакуумом, контролируя температуру поверхности жесткого пуансона 6, и после прохождения максимума температуры реакции отверждения отключают вакуумный насос 8, снимают пуансон 6 с жесткой матрицы 3, оставляя панель среднего слоя 5 в жесткой матрице 3;
- после достижения температуры готовой панели среднего слоя 5 уровня температуры в помещении, извлекают панель среднего слоя 5 из жесткой матрицы 3 и укладывают на плоскую поверхность;
- выдерживают панель среднего слоя 5 при комнатной температуре в течение порядка 24 часов.
После изготовления панели среднего слоя изготовление трехслойной панели производят так:
- готовую панель среднего слоя 5 с обеих сторон зашкуривают и обезжиривают;
- на эту панель 5 наформовывают один несущий слой 12 из ПКМ, а после ее переворачивания - другой несущий слой 12 из этого же материала (фиг.4).
При необходимости увеличения скорости пропитки связующим, перед укладкой «сухого» стеклоармирующего материала и брусков из жесткого поливинилхлоридного пенопласта на рабочую поверхность жесткой матрицы 3 укладывают нижний дренажный слой 13 из одного слоя стекломата поверхностной плотностью не более 250 г/м2. После укладки в жесткую матрицу 3 пакета из стеклоармирующего материала 4 и пенопластовых брусков 1 на поверхность пакета укладывают верхний дренажный слой 13 из одного слоя того же стекломата и накрывают жестким пуансоном 6 (фиг.3).
Предлагаемый способ изготовления трехслойных панелей из полимерного композиционного материала со средним слоем из пенопласта, армированного ребрами жесткости, позволяет снизить трудоемкость изготовления таких панелей, сократить временные и материальные затраты на их изготовление, улучшить условия труда и повысить прочность и жесткость трехслойных панелей, что его выгодно отличает от прототипа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТРЕХСЛОЙНОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА (ТСПКМ) | 2012 |
|
RU2507071C1 |
| ПАНЕЛЬ СРЕДНЕГО СЛОЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2012 |
|
RU2507352C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СРЕДНЕГО СЛОЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2010 |
|
RU2445228C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕКЦИЙ ИЗ ТРЕХСЛОЙНОЙ КОНСТРУКЦИИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2333131C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕКЦИЙ ТРЕХСЛОЙНОЙ КОНСТРУКЦИИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2653459C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТРЁХСЛОЙНОЙ КОНСТРУКЦИИ ИНТЕГРАЛЬНОГО ТИПА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2669499C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СРЕДНЕГО СЛОЯ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С ПОЛИМЕРНЫМ СВЯЗУЮЩИМ | 2008 |
|
RU2381132C1 |
| КОРПУС СУДНА ТРЕХСЛОЙНОЙ КОНСТРУКЦИИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2458814C2 |
| Способ изготовления многослойного изделия из композиционного материала | 2016 |
|
RU2634016C2 |
| КОРПУС И ЭЛЕМЕНТЫ КОНСТРУКЦИИ ТРАНСПОРТНЫХ СРЕДСТВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2403167C1 |
Изобретение относится к области судостроения и может быть использовано при изготовлении палуб, переборок, выгородок, стенок рубок и надстроек. Способ включает изготовление ребер жесткости, объединенных в единый гофрированный элемент из полимерного композиционного материала, заполняемый с двух сторон пенопластом до уровня полок гофрированного элемента, и наформовку на поверхности среднего слоя, с обеих сторон, несущих слоев. Изготовление гофрированного элемента производят за один процесс, одновременно с изготовлением среднего слоя, осуществляемым путем укладки «сухого» стеклоармирующего материала, преимущественно стеклоткани и брусков из жесткого поливинилхлоридного пенопласта заданной формы поперечного сечения, в жесткую матрицу с внутренним поперечным сечением, аналогичным поперечному сечению панели среднего слоя, изготовленную в размер трехслойной панели. Матрицу накрывают жестким пуансоном, механически соединяемым с ней, к которому подключают вакуумный насос и установку подачи связующего из емкости. Создают вакуум в рабочей полости жесткой матрицы, подают в нее связующее для пропитки им панели среднего слоя. Производят выдержку панели среднего слоя в жесткой матрице под вакуумом для предварительной полимеризации связующего, затем отключают вакуумный насос и снимают пуансон с жесткой матрицы. Выемку панели среднего слоя из жесткой матрицы осуществляют после достижения ею температуры окружающей среды. Повышается прочность и жесткость трехслойных панелей, снижается трудоемкость изготовления. 1 з.п. ф-лы, 4 ил.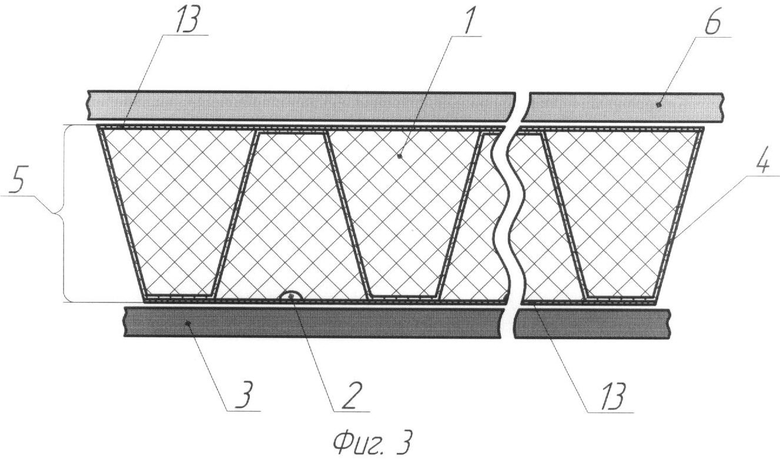
1. Способ изготовления трехслойных панелей из полимерного композиционного материала со средним слоем из пенопласта, армированного ребрами жесткости, включающий изготовление ребер жесткости, объединенных в единый гофрированный элемент из полимерного композиционного материала, заполняемый с двух сторон пенопластом до уровня полок гофрированного элемента, и наформовку на поверхности среднего слоя с обеих сторон несущих слоев, отличающийся тем, что изготовление гофрированного элемента производят за один процесс, одновременно с изготовлением среднего слоя, осуществляемым путем укладки «сухого» стеклоармирующего материала, преимущественно стеклоткани, и брусков из жесткого поливинилхлоридного пенопласта заданной формы поперечного сечения в жесткую матрицу с внутренним поперечным сечением, аналогичным поперечному сечению панели среднего слоя, изготовленную в размер этой панели, после чего жесткую матрицу накрывают жестким пуансоном, механически соединяемым с ней, к которому подключают вакуумный насос и установку подачи связующего из емкости со связующим, затем, создавая вакуум в рабочей полости жесткой матрицы, подают в нее связующее для пропитки им панели среднего слоя, причем протекание связующего через стеклоармирующий материал панели и его распределение по ее поверхности обеспечивают путем заполнения связующим продольных каналов, предусмотренных в основании жестких поливинилхлоридных пенопластовых брусков, после чего производят выдержку панели среднего слоя в жесткой матрице под вакуумом для предварительной полимеризации связующего, и после окончания процесса полимеризации отключают вакуумный насос и снимают жесткий пуансон с жесткой матрицы, а выемку панели среднего слоя из жесткой матрицы осуществляют после достижения ею температуры окружающей среды.
2. Способ изготовления трехслойных панелей из полимерного композиционного материала со средним слоем из пенопласта по п.1, отличающийся тем, что перед укладкой «сухого» стеклоармирующего материала и брусков из жесткого поливинилхлоридного пенопласта на поверхность жесткой матрицы укладывают дренажный слой из одного слоя стекломата поверхностной плотностью не более 250 г/м2, а перед накрытием жесткой матрицы жестким пуансоном на поверхность панели среднего слоя также укладывают аналогичный дренажный слой.
| RU 2006131614 А, 10.03.2008 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕКЦИЙ ИЗ ТРЕХСЛОЙНОЙ КОНСТРУКЦИИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2333131C1 |
| Трехслойная панель | 1974 |
|
SU561688A1 |
| US 5036789 A, 06.08.1991 | |||
| Способ получения 1,5-дифенил-4-(арил-/дифенилметокси/метилиден)-тетрагидропиррол-2,3-дионов | 1983 |
|
SU1121258A1 |

