Изобретение относится к промышленности строительных материалов, в частности к производству полнотелого керамического кирпича (ПКК) методом пластического формования на шнековых прессах.
Известен способ производства пустотелого керамического кирпича с применением комплекта кернов [1, с.135]. Данный способ улучшает теплоизоляционные свойства готового изделия, требует меньше времени для его термической обработки и сокращает количество брака в виде образования в кирпиче свилей, трещин и др. Недостатком этого способа является получение заниженных, по сравнению с полнотелым, прочностных характеристик кирпича и невозможность применения его при возведении несущих строительных конструкций.
Наиболее близким к заявляемому изобретению является способ пластического формования керамического кирпича, включающий перемещение глиняной массы в полости формующего устройства и выдавливание ее через прессующий мундштук с кернами с образованием глиняного бруса, имеющего сквозные продольные каналы, в котором выдавливание массы осуществляют через прессующий мундштук с сужающимися кернами с образованием каналов в глиняном брусе, суммарное сечение которых составляет 1-7% площади сечения глиняного бруса [2] - прототип.
Данный способ обеспечивает улучшенные технологические свойства сырого кирпича, требует меньшего, по сравнению с производством полнотелого кирпича, времени на его термообработку, за счет чего последний дешевле в производстве и реализации. Но, как и предыдущий, этот способ снижает прочностные характеристики готового изделия и, кроме того, формирует практически непреодолимый психологический барьер по убеждению потребителя приобрести более дешевый кирпич, с предположительно такими же, как у полнотелого кирпича, эксплуатационными показателями, но со сквозными отверстиями, который справедливо ассоциируются потребителем по этому признаку как всегда менее прочный и ограниченный в применении материал. Поэтому указанный способ не пригоден для производства полнотелого кирпича, не допускающего в своей конструкции сквозных каналов в готовом изделии.
Задача, на решение которой направлено предлагаемое изобретение, заключается в создании малозатратного способа производства ПКК, который сможет обеспечить существенное снижение трудоемкости и энергоресурсов на его изготовление, повысить эффективность работы технологического оборудования и теплоизоляционные свойства полнотелого кирпича.
Задача решается тем, что в способе малозатратного производства ПКК, включающем пластическое формование глиняного бруса с образованием в нем продольных каналов, согласно изобретению, каналы выполняют временно сквозными на период сушки и обжига, в течение которого постепенно уменьшают объем каналов и перекрывают их частично или закрывают полностью к окончанию термообработки, для чего последние формуют с минимально возможной площадью поперечного сечения, например 7,0 мм2 и с максимально возможным количеством каналов на одно изделие, например 30 и более штук.
Сущность изобретения заключается в том, что для создания малозатратного производства ПКК предлагается каналы выполнять временно сквозными на период сушки и обжига, в течение которого постепенно уменьшать объем каналов и перекрывать их частично или закрывать полностью к окончанию термообработки, для чего последние формовать с минимально возможной площадью поперечного сечения, например 7,0 мм2 и с максимально возможным количеством каналов на одно изделие, например 30 и более штук.
По традиционным технологиям производства ПКК время, затрачиваемое на удаление влаги из сырого кирпича во время сушки, как и на собственно сам этап обжига кирпича, составляет подавляющую часть производственного цикла, на что расходуется и большая часть энергетических ресурсов.
Известно, что сушка основана на подводе агента сушки в сушильные камеры с кирпичом, температура которого выше как температуры наружных поверхностей кирпича, так и его сердцевины. Быстрый, на начальной стадии сушки, отвод влаги с поверхности кирпича приводит к нарушению перепада влагосодержания на поверхностях и в середине кирпича, а также к постепенному выравниванию температур в этих же зонах, что уменьшает поступление влаги к поверхностям кирпича и способствует образованию на них прочного слоя в виде корки, которая в дальнейшем затрудняет и уменьшает эффективное испарение влаги. На промежуточной и заключительной стадиях сушки перенос влаги от середины к поверхности кирпича происходит диффузно через поры и капилляры под действием малого температурного градиента, а весь процесс сушки, например при суточной производительности одной туннельной печи 50 тыс.шт.кирпича, растягивается на 80 и более часов. Операция обжига, включающая нагревание сырца и охлаждение готового изделия, в среднем требует не менее 30 часов. Отсюда повышенное внимание к экономии главных составляющих производства ПКК.
Предлагаемый способ осуществляется следующим образом.
Исходное сырье, например включающее кремнезем - SiO2(65…69%), оксид алюминия и титана - Al2O3+TiO2 (13…16%), оксид кальция и магния- CaO+MgO (3,7…5,8%) и оксид железа - FeO+Fe2O3 (4,7…5,8%),проходит все в традиционной последовательности операции подготовки и обработки, а отформованные изделия сушат и обжигают. Выполнение каналов в глиняном брусе осуществляют на шнековом прессе за счет установки в полости мундштука комплекта кернов.
В качестве рекомендуемых параметров предлагается выполнять каналы с минимально возможной площадью их поперечного сечения, например 7 мм2, что позволит на каждом из этапов термообработки постепенно уменьшать их объем, а к окончанию термообработки (обжига) частично перекрыть или полностью закрыть каналы, обеспечив отсутствие сквозных каналов в готовом изделии.
Количество каналов на один кирпич рекомендуется максимально возможное, но не в ущерб выходным характеристикам ПКК по ГОСТу 530-2007. Чем больше будет каналов, тем равномернее, полнее и быстрее будет происходить испарение и отвод влаги. Тем больше вероятность достижения желаемого нулевого порога влажности сырца перед отправкой его на обжиг, среднее значение которого, в настоящее время, колеблется в пределах 2%…8%. Определяется оптимальное количество каналов экспериментальным путем исходя из состава и свойств используемого глинистого сырья, а также технических возможностей изготовления технологической оснастки (кернового комплекта). Оно может быть равным, например 30 каналам, а может достигать и нескольких сотен.
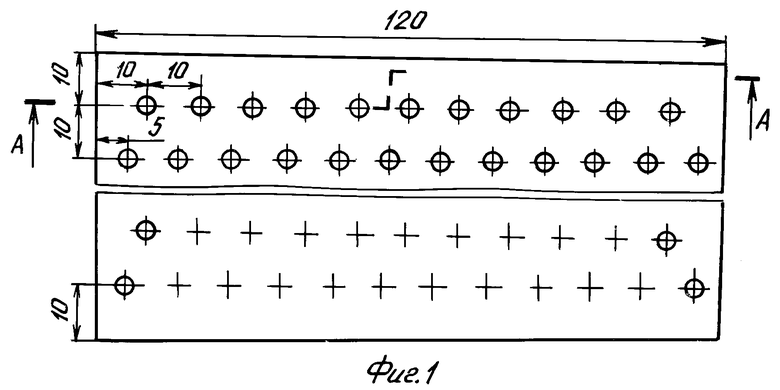
Вариант размещения 276 каналов на постели кирпича размером 250×120×65 мм приведен на фиг.1 эскиза. Каналы имеют форму поперечного сечения в виде окружности. Отступление осей каналов от обоих краев тычковой стороны - по 10 мм; осевое расстояние между каналами - 10 мм. Количество размещаемых рядов каналов на постели - 24 ряда с 23-мя промежутками между ними [250-(10 мм × 2)]: 10 мм. Ряды расположены параллельно тычковой стороне и через один ряд смещены относительно друг друга на 5 мм, поэтому в 24 рядах будет 12 рядов по 11 каналов и 12 рядов по 12 каналов, что в совокупности будет равно 276 каналам [(12 рядов ×11 каналов)+(12 рядов × 12 каналов)].
Выходящий из мундштука глиняный брус разрезается на отдельные кирпичи и если после разрезки каналы сырого кирпича (СК) остаются сквозными (не закупориваются глинистой пленкой), то далее следует стандартная технологическая цепочка производства ПКК без изменений.
При закупорке выходных отверстий каналов глинистой пленкой избавиться от нее, превратив каналы в сквозные сразу после разрезки, можно, например способом, при котором кирпичи, находящиеся на вагонетке для сушки, перед тем как попасть в сушильную камеру помещают в специальное помещение, где воздействуют на их наружные поверхности средой воздуха под определенным давлением и в течение времени, достаточного для разрыва глиняной пленки.
Для удаления пленки можно применить другой способ, при котором кирпичи, находящиеся на вагонетке для сушки, перед размещением их в сушильную камеру проходят кратковременную операцию подсушивания глиняной пленки. Далее вагонетку помещают в камеру, где кирпичи выдерживают в среде воздуха под давлением, который проникает внутрь закупоренных каналов через микропоры в пленке. При резком сбрасывании давления снаружи кирпича давление воздуха изнутри канала разрывает пленку (патент RU №2038030, С1 A23N 5/00, 1995.06.27), а канал превращается из закрытого в сквозной. Далее следуют операции сушки и обжига в стандартном исполнении.
Сушка сырого кирпича происходит в туннельных сушилах при температуре агента сушки 50-60°С. Обжигают сырец в туннельных печах согласно температурным и аэродинамическим кривым процессам обжига, где сначала в течение 12 часов идет нагревание сырца до достижения температуры Т=880-900°С при давлении Р=-4,5 кгс/м2, далее, в течение 8 часов, идет собственно обжиг с нарастанием температуры до Т=980-1020°С при давлении Р=-6,0 кгс/м2, а затем в течение 12-ти часов кирпич охлаждают до температуры Т~250°С на выходе из печи.
Обеспечение равномерного высыхания кирпича без значительных перепадов влажности по всему объему кирпича - основная задача процесса сушки (ПС), предусматривающая не просто удаление влаги, а применение таких режимов, при которых удаление влаги обеспечивало бы сохранение его целостности, что возможно только тогда, когда удаление влаги происходит в полном соответствии с усадочными свойствами сырья, т.е с уменьшением его объема по мере высыхания. При этом желательно, чтобы весь объем СК, в каждой его точке, имел возможность подвергаться сушке в одинаковой среде, чего практически никогда не бывает [1, с.253], как не существует на практике идеального варианта ПС, позволяющего удалять всю влагу из СК.
Предлагаемый способ близок к требованиям идеальной сушки и предполагает возможность удалять всю влагу одновременно из всего объема кирпича, а не только с его поверхностей.
Это обеспечивается за счет формирования в СК конструктивных элементов временного существования, на период сушки и обжига, в виде сквозных цилиндрических каналов, расположенных перпендикулярно плоскостям постелей, выходящих с обеих сторон в окружающую среду как дополнительные поверхности внутренних частей кирпича, открытые для прямого смывания их агентом сушки, суммарная площадь которых превосходит более чем в 1,5 раза суммарную плошадь 6-ти сторон кирпича. Так, при формовании в кирпиче 276 каналов площадью 7 мм2 каждый их суммарная поверхность равна 1690 см2 (276 × 6,12 см2, где 6,12 см2 - поверхность одного канала, вычисленная по формуле πdl=3,14 ×3 мм × 65 мм), что более чем в 1,5 раза превышает суммарную поверхность всех сторон кирпича, равную 1081 см2 (250 мм × 120 мм × 2 стороны постелей; 250 мм × 65 мм × 2 ложковые стороны; 120 мм × 65 мм × 2 тычковые стороны).
Уменьшает объем каналов (сужает каналы) постепенно на всех этапах сушки - агент сушки, представляющий собой газообразную среду с температурой 50-60°С, например в виде дымового газа, отбираемого из зон охлаждения обжиговой печи, которая при соприкосновении с высушиваемым материалом температурой 35-45°С передает ему тепло, тем самым вызывает испарение из кирпича влаги и одновременно, воспринимая пары удаляемой из него влаги, отводит их в окружающую среду, за счет чего происходит усадка СК, проявляемая как сближение частиц сырья до максимального возможного сужения каналов или до соприкосновение частиц друг с другом в разной степени плотности, что является началом процесса частичного или полного перекрытия каналов в зависимости от состава сырья и чувствительности глины.
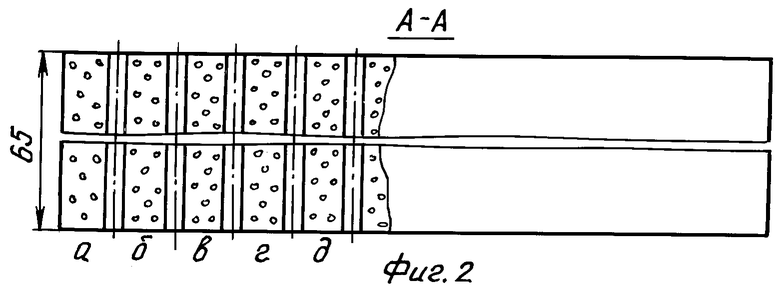
Перекрывает каналы частично или полностью окончательно - многочасовое воздействие на поверхности каналов кирпича (сырца) высокой температуры туннельной печи, доходящей в середине процесса обжига до 1020°С, осуществляя максимально возможное сужение и перекрытие каналов, возможные варианты которых приведены на фиг.2а, б, в, г, д эскиза, а также полное удаление влаги, если таковая была в сырце перед обжигом. Как при сушке, так и во время обжига перекрытие каналов происходит под действием нагретого воздуха.
По окончании термообработки, когда каналы исчезнут (сомкнутся) полностью или частично в разных местах по длине канала, образуя замкнутые перегородки в направлении, перпендикулярном его оси, кирпич трансформируется в пористую структуру глиняной массы с монолитным пространственным каркасом, объединяющим шесть поверхностей кирпича и множество опор-связок, представляющих собой оплавленные образующие каналов, каждая из которых будет прочно связана с запекшимися корками обеих поверхностей постелей кирпича, что будет способствовать обеспечению прочностных характеристик кирпича согласно требованиям ГОСТа 530-2007.
Введение в материал сырого кирпича временно сквозных цилиндрических каналов, за счет которых
- образуются дополнительные открытые площади для испарения влаги, в 1,5 раза превышающие площадь всех 6-ти поверхностей кирпича, что в целом увеличит общую открытую поверхность для испарения влаги из кирпича в 2,5 раза;
- создадутся условия для равномерного и одновременного отвода влаги из всего объема материала кирпича в более короткие сроки;
- улучшатся технологические свойства кирпича на всех стадиях термообработки;
- создадутся условия для снижения брака в виде коробления, трещин, свилеватости;
- уменьшится количество влаги в сырце до минимального (практически нулевого) порога,
дает основания ожидать технический результат в виде реального снижения трудоемкости процессов сушки и обжига кирпича, а следовательно, экономии энергоресурсов, повышение эффективности работы технологического оборудования (за счет использования сокращенного времени на сушку и обжиг для производства дополнительной продукции), при этом образование в готовом кирпиче незатянувшихся по всему объему каналов пустот улучшит его теплозащитные свойства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ КЕРАМИЧЕСКОГО КИРПИЧА | 1993 |
|
RU2041063C1 |
| Способ устранения сульфатных высолов на поверхности керамического кирпича | 2002 |
|
RU2223245C1 |
| Способ устранения сульфатных высолов на поверхности керамического кирпича | 2002 |
|
RU2223928C1 |
| КЕРАМИЧЕСКИЙ КИРПИЧ И МУНДШТУК ЛЕНТОЧНОГО ПРЕССА ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2339508C2 |
| СПОСОБ ПРОИЗВОДСТВА КИРПИЧА | 2018 |
|
RU2700126C1 |
| КИРПИЧ | 2007 |
|
RU2345031C1 |
| КИРПИЧ | 2007 |
|
RU2345012C1 |
| КИРПИЧ | 2007 |
|
RU2345024C1 |
| КИРПИЧ | 2007 |
|
RU2345013C1 |
| КИРПИЧ | 2007 |
|
RU2345015C1 |
Изобретение относится к промышленности строительных материалов, в частности к производству полнотелого керамического кирпича методом пластического формования на шнековых прессах. Техническим результатом изобретения является снижение трудоемкости и энергоресурсов на изготовление кирпича, повышение теплоизоляционных свойств кирпича. Способ производства малозатратного полнотелого керамического кирпича включает пластическое формование глиняного бруса с образованием в нем продольных каналов, термообработку, включающую сушку и обжиг. При этом каналы выполняют временно сквозными с минимальной площадью их поперечного сечения, например 7,0 мм2, и максимальным количеством каналов на одно изделие, например 276 штук, определяемыми исходя из частичного или полного их закрытия к окончанию термообработки, образованного замкнутыми перегородками в направлении, перпендикулярном оси канала. 2 ил.
Способ производства малозатратного полнотелого керамического кирпича, включающий пластическое формование глиняного бруса с образованием в нем продольных каналов, термообработку, включающую сушку и обжиг, отличающийся тем, что каналы выполняют временно сквозными с минимальной площадью их поперечного сечения, например 7,0 мм2, и максимальным количеством каналов на одно изделие, например 276 штук, определяемыми исходя из частичного или полного их закрытия к окончанию термообработки, образованного замкнутыми перегородками в направлении, перпендикулярном оси канала.
| СПОСОБ ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ КЕРАМИЧЕСКОГО КИРПИЧА | 1993 |
|
RU2041063C1 |
| СПОСОБ ТЕРМООБРАБОТКИ КЕРАМИЧЕСКИХ СТЕНОВЫХ ИЗДЕЛИЙ В ВЕРТИКАЛЬНОЙ ПЕЧИ | 1994 |
|
RU2098384C1 |
| КИРПИЧ | 2007 |
|
RU2345023C1 |
| УНИВЕРСАЛЬНЫЙ СПОСОБ ПРОИЗВОДСТВА КРУПНОРАЗМЕРНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, ТАКИХ КАК ДОМА ИЛИ ПОМЕЩЕНИЯ ИЗ ГЛИНЫ, КРУПНОРАЗМЕРНЫЕ БЛОКИ, КИРПИЧИ, ПЛИТЫ ПЕРЕКРЫТИЯ (ВАРИАНТЫ) | 2006 |
|
RU2355662C2 |
| РУЛЕВОЙ ПРИВОД | 2001 |
|
RU2210681C2 |

