Предлагаемое изобретение относится к технологии пищевых производств и может быть использовано для непрерывного разогрева, или выпечки, или сушки, или обжаривания, или поджаривания, или запекания пищевых полуфабрикатов, т.е. для их термической обработки. В том числе - до полного приготовления из них готового пищевого продукта. Способ может быть использован для приготовления из полуфабрикатов: бифштексов, стейков, котлет, фрикаделек, для выпечки хлебов, булок, печений и пряников, для разогрева первых и вторых блюд в емкостях, для сушки сухарей, круп, трав, ягод, грибов и т.п.
Способ может быть использован и для непрерывной термической обработки строительных, машиностроительных, приборостроительных, биотехнологических полуфабрикатов и термопластичных материалов в формах.
1. Уровень техники
Известен способ нагрева штучных пищевых полуфабрикатов на конвейере, в котором конвейер размещают внутри футерованного корпуса (внутри пода) туннельной печи, в котором создают загрузочное окно для загрузки штучных полуфабрикатов на конвейер. Внутри корпуса (пода) непрерывно сжигают газообразное топливо, поддерживая заданную высокую температуру внутри корпуса (пода), одновременно удаляя продукты сгорания топлива (посредством дымогарных труб). В процессе нагрева полуфабрикатов сверху корпуса (пода) внутрь периодически подают перегретый пар от парогенератора с целью увлажнения полуфабрикатов, теряющих влагу [1, 2].
Недостатками данного способа являются сложность реализации операций, огромная материалоемкость, высокая энергоемкость операций, загрязнение окружающей среды продуктами сгорания топлива и ее тепловое загрязнение. Аналогичными недостатками обладают и подобные способы, изложенные в источниках [3-12]. Еще более сложным является способ по заявке RU [13], в котором для нагрева используется дополнительно (к операции сжигания топлива) операция нагрева электронагревателями (ТЭНами).
Известны аналогичные способы нагрева полуфабрикатов, в которых высокую температуру внутри корпуса (внутри пода) туннельной печи создают и поддерживают электрическими нагревателями (ТЭНами) [14-16]. Эти способы не загрязняют окружающую среду продуктами сгорания топлива и исключают тепловое загрязнение среды. Их недостатками являются сложность реализации операций, огромная материалоемкость и высокая энергоемкость операций из-за малой наружной поверхности ТЭНов и длительным временем разогрева воздуха (из-за малой его теплопроводности) внутри корпуса (пода) печи.
2. Наиболее близким техническим решением (прототипом) является способ нагрева штучных технических изделий в туннельной печи, движущихся прямолинейно в составе конвейера, изложенный в [17, 18] (комбинированный прототип).
В этом способе конвейер выполняют из отдельных, сцепленных между собой тележек, перемещающихся прямолинейно вдоль футерованного корпуса (пода) печи, внутри него по рельсам, а нагрев воздуха внутри корпуса (пода) осуществляют электронагревателями (ТЭНами) или излучающими трубками, которые неподвижно размещают рядами и над нагреваемыми изделиями и под тележками.
В основные цели предлагаемого изобретения (по сравнению с прототипом) входит получение следующих технических результатов.
1) Упрощение реализации способа нагрева пищевых штучных полуфабрикатов, движущихся прямолинейно на конвейере;
2) Уменьшение материалоемкости структурных элементов способа;
3) Уменьшение затрат электрической энергии на нагрев.
3. Причины, препятствующие получению технических результатов.
Наиболее существенными недостатками данного способа (прототипа) являются сложность реализации операций, огромная материалоемкость и высокая энергоемкость операций.
3.1. Сложность реализации способа заключается в необходимости создавать футерованный корпус (под) туннельной (или любой другой печи из известных способов нагрева штучных изделий) печи, создавать конвейер, движущийся внутри этого корпуса (пода) в условиях высоких температур, создавать тележки, прокладывать для них рельсы, создавать фундамент для рельсов, обеспечивать смазку колес тележек, работающих в условиях высоких температур, а также - необходимость создавать и обслуживать парогенератор и паропровод для подачи пара внутрь корпуса (в под) печи для увлажнения и т.п. Этот же недостаток присущ и для люлечных конвейеров в аналогах [1, 2].
3.2. Огромная материалоемкость обусловлена массивностью футерованного корпуса (пода) печи, элементов конвейера и элементов парового увлажнения.
3.3. Высокая энергоемкость операций обусловлена большим расходом электрической энергии на нагрев и на привод, учитывая массивность подвижных частей конвейера и большие потери энергии на трение в этих подвижных частях (в звеньях).
На самом деле необходимо нагревать только полуфабрикаты, тогда как в прототипе лишь малая часть тепловой (первично - электрической) энергии электрических нагревателей расходуется на нагрев изделий.
Электронагреватели поз.2 (фиг.1) в прототипе [18] размещены не над изделиями с минимальным зазором с ними, а в верхней части внутренней полости корпуса (пода). Эти нагреватели (ТЭНы или излучающие трубки) обладают тем свойством, что нагревают окружающий их воздух, создавая его конвекцию, при соприкосновении воздуха с нагретой поверхностью нагревателя, и нагретый воздух поднимается вверх. Размещение электрических нагревателей поз.2 (в прототипе) приводит к нагреву воздуха конвекцией только под потолком корпуса (пода) печи. Эти нагреватели (ТЭНы или излучающие трубки) обладают тем свойством, что они создают тепловое (электромагнитное) излучение. Но ТЭНы или излучающие трубки из-за малой температуры наружной поверхности (700-900°C) создают излучение с довольно большой длиной волны ≈3,2 мкм и с довольно малой удельной мощностью излучения ≈5·105 Вт/см2 [19, с.29, рис.2-5]. Тогда как известные источники направленного инфракрасного излучения (инфракрасные зеркальные электролампы накаливания с зеркальным отражателем внутри колбы, который и создает направленное излучение) типа ИКЗ (инфракрасные зеркальные) [20], с номинальной температурой спирали 2350K создают удельную мощность направленного инфракрасного излучения ≈2·107 Вт/см2 (19, с.29, рис.2-5), т.е. ≈ в 40 раз мощнее при одних и тех же затратах электроэнергии. Электронагреватели (ТЭНы или излучающие трубки) создают равномерно рассеянное тепловое (частично инфракрасное) излучение цилиндрической поверхности. Оно частично нагревает потолок корпуса (пода) печи, частично окружающий воздух и лишь частично изделие (полуфабрикат).
Известно также, что энергию электромагнитного излучения в инфракрасном спектре лучше всего поглощают (нагреваются) углерод и кремний [21], а из металлов - хром [22].
Электронагреватели поз.3 (фиг.1) в прототипе [18] размещены под массивными тележками и аналогично электронагревателям 2) нагревают окружающий их воздух частично конвекцией и частично излучением. На нагрев воздуха расходуется часть энергии излучения. Другие части этой энергии расходуются на нагрев тележек 4 снизу и на нагрев массивного фундамента (основания) вместе с рельсами (с направляющими 6). Таким образом, лишь мизерная часть электроэнергии (тепловой энергии электронагревателей - ТЭНов или излучающих трубок) расходуется на нагрев непосредственно самих полуфабрикатов (изделий).
С другой стороны, большие массы футерованного корпуса, деталей конвейера, люлек или тележек, фундамента (основания) создают большую инерционность процесса нагрева. Нагрев полуфабрикатов (изделий) может начаться только после того, как прогреется воздух и тележки (люльки - в аналогах). На разогрев всего того, что не является полуфабрикатом, по времени расходуется значительно больше энергии, чем нужно для поддержания нужных температур полуфабрикатов.
4. Признаки прототипа, совпадающие с заявляемым предлагаемым изобретением.
Частичный нагрев полуфабрикатов при их прямолинейном движении на конвейере тепловым, частично инфракрасным, инфракрасным излучением.
5. Задачами предлагаемого изобретения являются следующие технические результаты.
5.1. Упрощение реализации способа нагрева пищевых штучных полуфабрикатов, движущихся прямолинейно на конвейере.
5.2. Уменьшение материалоемкости структурных элементов способа.
5.3. Уменьшение затрат электрической энергии на нагрев.
6. Эти технические результаты в заявляемом способе нагрева пищевых полуфабрикатов, движущихся прямолинейно на конвейере, достигаются тем, что их нагревают направленным инфракрасным излучением, перпендикулярным траектории перемещения полуфабрикатов, сверху, размещая излучатели этого излучения над полуфабрикатами, равномерно относительно них по длине и ширине, с минимальным регулируемым зазором между излучателями и полуфабрикатами, а конвейер выполняют в форме бесконечной тонкой транспортерной плоской ленты, которую нагревают, на длине располагаемых полуфабрикатов, направленным инфракрасным излучением, перпендикулярным плоскости ленты, размещая излучатели этого излучения под лентой равномерно по длине и ширине относительно ее плоской поверхности, с минимальным регулируемым зазором между излучателями и лентой, при этом полуфабрикаты нагревают дополнительно проникающим сквозь ленту этим же излучением, а мощность излучения и его плотность вблизи полуфабрикатов регулируют.
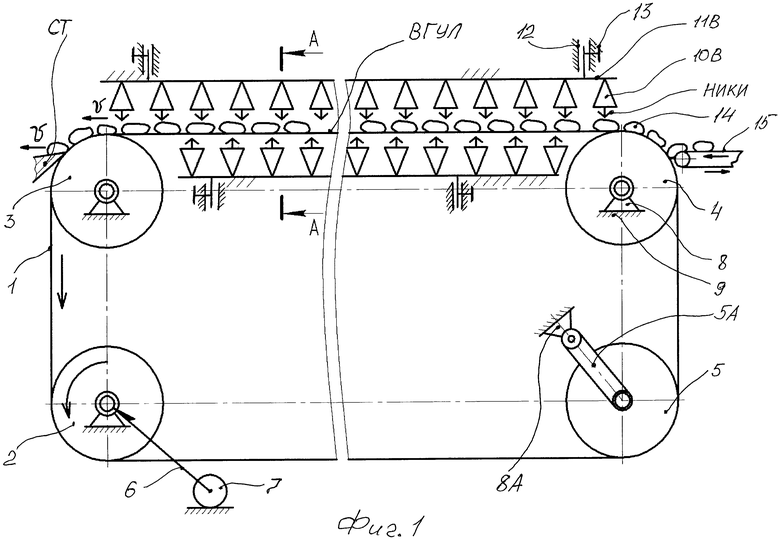
7. Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 представлена технологическая схема, реализующая заявляемый способ (вид в плане);
на фиг.2 показана область нагрева полуфабрикатов в поперечном разрезе технологической схемы;
на фиг.3 представлена схема электрического питания излучателей направленного инфракрасного излучения.
Буквенные обозначения на фиг.1-3 соответствуют следующему:
ВГУЛ - верхний горизонтальный участок ленты;
СТ - неподвижный стол;
НИКИ - направленное инфракрасное излучение;
ПИКИ - проникающее инфракрасное излучение;
ν - линейная скорость;
UСЕТИ - электрическое напряжение промышленной сети.
7.1. Технологическая схема, реализующая заявляемый способ, включает в себя следующие конструктивные элементы.
Позиции с 1 по 9 (фиг.1) - кинематическая передача гибкой, бесконечной, плоской и тонкой транспортерной лентой, в том числе 1 - гибкая, бесконечная, плоская, тонкая транспортерная лента, выполненная из проволочной сетки нержавеющей стали 1А (фиг.2) с содержанием хрома не менее 17% (например, 12Х181Н10Т), толщиной менее 1 мм, или из перфорированной полосы такой стали той же толщины, или из углеволоконной ткани 1Б (фиг.2) той же толщины.
Лента 1 (фиг.1) охватывает с натягом приводной цилиндр 2, поддерживающие цилиндры 3 и 4, а также натяжной цилиндр 5. Приводной цилиндр 2 кинематической связью 6 (например, клиноременной передачей) кинематически соединен с управляемым приводом 7 (блок управления привода 7 на чертежах - не показан).
Цилиндры 2-4 размещены в неподвижных корпусах 8 собственных подшипников, а корпуса 8 неподвижно закреплены на неподвижной раме (условно обозначена поз.9).
Собственные подшипники натяжного цилиндра 5, с обеих сторон цилиндра 5, смонтированы на концах свободно качающихся рычагов 5А, противоположные концы которых посредством цилиндрических шарниров смонтированы в неподвижных опорах 8А, неподвижно закрепленных на той же раме 9, с возможностью натяжения ленты 1 собственным весом цилиндра 5.
Цилиндры 2-5 размещены на раме 9 параллельно друг другу, горизонтально, образуя вытянутый вдоль горизонтали прямоугольник, в углах которого расположены геометрически параллельные оси вращения цилиндров 2-5. При этом лента 1, охватывающая цилиндры 2-5, имеет один верхний горизонтальный участок ленты - ВГУЛ (ведущий горизонтальный участок кинематической передачи гибкой лентой 1) кинематически натянутой ленты 1 и один горизонтальный участок снизу (на фиг.1 - не обозначен).
Над ВГУЛ, параллельно ленте 1 и с равномерным зазором относительно нее, на длине межосевого расстояния цилиндров 3 и 4, равномерно по длине этого расстояния и по ширине ленты 1, неподвижно установлены излучатели 10В (верхние относительно ВГУЛ излучатели) направленного на ленту 1 инфракрасного излучения НИКИ (на фиг.1 стрелками показано направление НИКИ, а на фиг.2 стрелками показана форма потока НИКИ из излучателей 10В). Излучатели 10В (например, инфракрасные зеркальные электролампы ИК3175, или ИК3250, или ИК3500 [20], в зависимости от нужной максимальной мощности нагрева полуфабрикатов 14 посредством электрических патронов ЭП (фиг.2) неподвижно присоединены к диэлектрической (например, из текстолита) пластине 11В (верхняя относительно ленты 1 диэлектрическая пластина), которая соответствует по длине межосевому расстоянию между цилиндрами 3 и 4 (фиг.1), а по длине - ширине ленты 1 (фиг.2). Пластина 11В установлена в вертикальных неподвижных направляющих 12 с возможностью вертикального плоскопараллельного перемещения пластины 11В относительно ВГУЛ ленты 1 с последующей ее фиксацией в направляющих 12 посредством, например, условно обозначенных винтов 13. Неподвижные вертикальные направляющие 12 также неподвижно закреплены на общей раме 9 (на фиг.1 и 2 обозначена условно).
Под ВГУЛ параллельно ленте 1 и с равномерным зазором относительно нее на длине между цилиндрами 3 и 4 равномерно по длине этого расстояния и по ширине ленты 1 с зазором относительно цилиндров 3 и 4 неподвижно установлены излучатели 10Н (нижние относительно ВГУЛ излучатели) направленного на ленту 1 инфракрасного излучения НИКИ (на фиг.1 стрелками показано направление НИКИ, а на фиг.2, стрелками, показана форма потока НИКИ из излучателей 10В). Излучатели 10Н смонтированы аналогично излучателям 10В посредством электрических патронов ЭП на диэлектрической пластине 11Н (нижней относительно ВГУЛ), которая соответствует по длине расстоянию между цилиндрами 3 и 4 (фиг.1), а по длине - ширине ленты 1 (фиг.2). Пластина 11Н смонтирована аналогично пластине 11В.
На прямолинейном участке ВГУЛ ленты 1 (фиг.1) или 1А (1Б) (фиг.2) равномерно или неравномерно по длине и ширине этого участка размещены штучные пищевые полуфабрикаты 14, которые, например, непрерывно подаются (в начало, по ходу движения ленты 1, участка ВГУЛ) на ВГУЛ ленты 1 транспортером 15 (показан условно на фиг.1). В конце, по ходу движения ленты 1, участка ВГУЛ вдоль образующей цилиндра 3 с минимальным зазором относительно ленты 1, охватывающей цилиндр 3, размещена кромка неподвижного плоского стола СТ (например, неподвижно прикрепленного к неподвижной раме 8 (фиг.1) так, что его верхняя плоскость наклонена к горизонтали под острым углом.
Верхние (относительно ВГУЛ) излучатели 10В (электролампы ИК3) электрически параллельно через тиристорный регулятор напряжения 16 с ручным управляющим потенциометром (на фиг.3 не показан) электрически подключены к переменному электрическому напряжению U силовой промышленной электросети. Управляющий лимб (на оси потенциометра) на фиг.3 обозначен поз.17. Аналогично излучателям 10В к промышленной электрической сети с напряжением U электрически подключены нижние (относительно ВГУЛ) излучатели 10Н (фиг.3).
7.2. Заявляемый как изобретение способ нагрева реализуется следующим образом.
Прежде чем запустить технологическую схему (фиг.1, 2, 3) в работу, т.е. прежде чем начать непрерывный (поточный) нагрев пищевых штучных полуфабрикатов 14, движущихся прямолинейно на участке ВГУЛ транспортерной ленты 1, под излучателями НИКИ 10В, технологическую схему (элементы ее устройства) настраивают на заданный режим нагрева. В этом плане излучатели 10Н под ВГУЛ посредством плоскопараллельного перемещения пластины 11Н в направляющих 12 устанавливают с минимальным зазором относительно ленты 1, например, в 5 мм, после чего их положение фиксируется зажимом винтов 13. Учитывая габариты полуфабрикатов 14, излучатели 10В над полуфабрикатами 14 посредством плоскопараллельного перемещения пластины 11В в направляющих 12 устанавливают с минимальным зазором относительно полуфабрикатов 14, например в 10 мм. Далее, подают электропитание UСЕТИ через регуляторы 16 в излучатели 10В и 10Н одновременно. Излучатели 10В создают НИКИ, направленное сверху вниз над участком ВГУЛ ленты 1, равномерно по длине и ширине ленты 1 на этом участке, а излучатели 10Н создают НИКИ, направленное снизу вверх на ленту 1 (участок ВГУЛ) между цилиндрами 3 и 4 равномерно по длине и ширине ленты 1 на этом участке.
После этого одновременно включают управляемый электропривод 7 ленточного транспортера (поз.2-8) и привод подающего транспортера 15, загружая на последний подготовленные к нагреву пищевые полуфабрикаты 14. С транспортера 15 подготовленные к нагреву пищевые полуфабрикаты 14 поступают в область нагрева ВГУЛ ленты 1 под направленное на них сверху НИКИ, создаваемое излучателями 10В, на разогретую посредством НИКИ излучателями 10Н наружную поверхность ленты 1 на участке ВГУЛ, а также под направленное на них снизу проникающее инфракрасное излучение ПИКИ, создаваемое излучателями 10Н. Движущиеся прямолинейно на транспортерной ленте 1, на ее участке ВГУЛ, полуфабрикаты 14 нагреваются посредством НИКИ сверху, а снизу теплопередачей от нагретой ленты 1 снизу и проникающим инфракрасным излучением ПИКИ. Температура нагрева полуфабрикатов 14 возрастает по мере их движения вместе с лентой 1 со скоростью ν. Обработанные нагревом полуфабрикаты поступают с ленты 1 (из ее прямолинейного участка ВГУЛ) на неподвижный стол СТ (фиг.1).
В зависимости от требований к готовым штучным пищевым изделиям из полуфабрикатов, например разогрев, или выпечка, или сушка, или обжаривание, или поджаривание, или запекание, при настройке технологической схемы (фиг.1, 2, 3) опытным путем (блоком управления, не показанным на чертежах, управляемого электропривода 7) подбирают скорость ν движения полуфабрикатов 14 в зоне нагрева - ВГУЛ (время пребывания полуфабрикатов 14 в этой зоне). Ручкой 17 потенциометра на регуляторах 16 (фиг.3) изменяют напряжение электропитания излучателей НИКИ 10В и 10Н (мощность НИКИ и ПИКИ, т.е. интенсивность лучевого нагрева полуфабрикатов 14 на участке ВГУЛ). Плоскопараллельным вертикальным перемещением пластин 11В и 11Н с излучателями, соответственно 10В и 10Н, в направляющих 12, с последующей их фиксацией винтами 13, изменяют зазор между излучателями 10В и полуфабрикатами 14 сверху, а между излучателями 10Н и лентой 1 - снизу (изменяют плотность НИКИ на поверхности полуфабрикатов сверху и плотность НИКИ на поверхности ленты 1 снизу на участке ВГУЛ, а тем самым интенсивность нагрева полуфабрикатов).
После настройки требуемых технологических режимов нагрева полуфабрикатов 14, сохраняя эти режимы (скорость ν, напряжение питания излучателей 10В и 10Н и зазоры между излучателями 10В и полуфабрикатами 14 сверху, а также между излучателями 10Н и лентой 1 на участке ВГУЛ), запускают технологическую линию (схему) (фиг.1, 2, 3) в поточное непрерывное производство готовых пищевых изделий из полуфабрикатов 14.
7.3. Положительные результаты.
Первый положительный результат предлагаемого изобретения, а именно существенное упрощение реализации способа нагрева пищевых штучных полуфабрикатов, движущихся прямолинейно на конвейере, обеспечивается за счет того, что не требуется создавать футерованный корпус (под) туннельной (или любой другой печи из известных способов нагрева штучных изделий) печи, создавать конвейер, движущийся внутри этого корпуса (пода) в условиях высоких температур, создавать тележки, прокладывать для них рельсы, создавать фундамент для рельсов, обеспечивать смазку колес тележек, работающих в условиях высоких температур, а также необходимость создавать и обслуживать парогенератор и паропровод для подачи пара внутрь корпуса (в под) печи для увлажнения. По мере нагрева пищевых полуфабрикатов 14 на участке ВГУЛ (фиг.1, 2) они частично теряют влагу, ее содержание уменьшается по сравнению с влажностью окружающего воздуха. В отличие от прототипа и аналогов влажность окружающего воздуха при нагреве НИКИ не меняется, поскольку воздух этим излучением почти не нагревается. Кроме этого НИКИ не препятствует движению потоков воздуха, и полуфабрикаты 14, теряя влагу при нагреве, частично впитывают ее из окружающего воздуха беспрепятственно. Второй положительный результат предлагаемого изобретения, а именно - существенное уменьшение материалоемкости структурных элементов способа обеспечивается за счет отсутствия массивного футерованного корпуса (пода) печи, элементов конвейера, элементов парового увлажнения, тележек или люлек, конвейерных цепей, рельсов и т.д.
Третий положительный результат предлагаемого изобретения, а именно уменьшение затрат электрической энергии на нагрев, обеспечивается за счет того, что вся энергия НИКИ расходуется только на нагрев пищевых полуфабрикатов. Сверху они нагреваются НИКИ (за счет поглощения его энергии поверхностью) от излучателей 10В, а снизу - от нагретой ленты 1 (на участке ВГУЛ) за счет поглощения лентой 1 (содержащей хром или углерод) энергии НИКИ от излучателей 10Н и проникающим ПИКИ сквозь ленту 1 из-за малой ее толщины (менее 1 мм). Посредством управляемого электропривода 7 регуляторов напряжения 16 и возможности плоскопараллельного перемещения пластин 11В и 11Н с последующей их фиксацией задаются оптимальные (минимальные по затратам энергии) режимы: скорости перемещения полуфабрикатов 14, мощности НИКИ от излучателей 10В и 10Н и плотности НИКИ на поверхности полуфабрикатов 14. Дополнительные положительные результаты (ДПР) ДПР1. Более высокая, чем в аналогах и прототипе, надежность и долговечность, обусловленные тем, что элементы привода, передач, подшипниковые узлы и зона обслуживания устройства (технологического процесса), реализующего способ, расположены вне зоны нагрева полуфабрикатов 14. Этим самым достигается и второй дополнительный положительный результат, а именно:
ДПР2. Упрощение и облегчение обслуживания способа в ходе его реализации, а также существенное повышение безопасности обслуживания (зона обслуживания - вне зоны возможного термического поражения).
8. Источники информации
1. Остриков А.Н. и др. Практикум по курсу «Технологическое оборудование». - Воронеж: Воронежская государственная технологическая академия, 1999. С.309.
2. Хромеенков В.М. Технологическое оборудование хлебозаводов и макаронных фабрик. СПб.: ГИОРД, 2003. С.496.
3. Заявка на изобретение RU №2007125862 А, МПК F27B 9/00, опубл. 20.01.2009.
4. Патент №1281504 А, 12.07.1972.
5. Заявка на изобретение RU №20091688 С1, 27.09.1997.
6. Патент SU №832284 А1, 23.05.1981.
7. Патент SU №992976 А1, 30.01.1983.
8. Патент SU №679779 А1, 18.08.1979.
9. Патент SU №1725949 А1, 07.04.1992.
10. Патент US №4568279 A, 04.02.1986.
11. Патент US №4573909 A, 04.03.1986.
12. Патент RU №2313746 С1, МПК F27B 9/00, опубл. 27.12.2007.
13. Заявка на изобретение RU №2008121359 А, МПК C03B 19/08, опубл. 27.12.2009.
14. Патент RU №2146033 С1, 27.02.2000.
15. Патент SU №906828 А, 28.02.1982.
16. Патент SU №309881 А, 26.12.1971.
17. Заявка на изобретение RU №2008136018, МПК C03B 25/08, опубл. 20.03.2010.
18. Патент RU №2310616 C2, МПК C03B 19/08, опубл. 20.11.2007.
19. Джемисон Р.X. Физика и техника инфракрасного излучения. М.: Изд. Советское радио, 1965. С.535.
20. WWW. LISMA-GUPRM. RU.
21. Нащекин В.В. Техническая термодинамика и теплопередача. - М.: Высшая школа, 1980. С.469.
22. Кошкин Н.И. и Ширкевич М.Г. Справочник по элементарной физике. Издание седьмое стереотипное. - М.: Наука, 1976. С.256.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАГРЕВА ПИЩЕВЫХ ШТУЧНЫХ ПОЛУФАБРИКАТОВ НА КОНВЕЙЕРЕ ВНУТРИ ТУННЕЛЬНОЙ ПЕЧИ | 2010 |
|
RU2457680C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ВЫПЕЧКИ ТОНКОСЛОЙНОЙ ПОЛОСЫ ИЛИ ЛЕНТЫ ИЗ МУЧНОГО ТЕСТА | 2014 |
|
RU2567204C2 |
| СПОСОБ ВЫПЕЧКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ В ФОРМАХ, ДВИЖУЩИХСЯ ПРЯМОЛИНЕЙНО НА КОНВЕЙЕРЕ ВНУТРИ ТУННЕЛЬНОЙ ПЕЧИ | 2013 |
|
RU2526396C1 |
| СПОСОБ ВЫПЕЧКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ В ФОРМАХ ИЛИ БЕЗ ФОРМ НА СЕТКЕ ВНУТРИ ТУННЕЛЬНОЙ ПЕЧИ | 2015 |
|
RU2605351C1 |
| Способ термообработки сыпучих материалов | 2021 |
|
RU2763601C1 |
| СПОСОБ НАГРЕВА СНАРУЖИ ПОВЕРХНОСТИ КРУГЛОГО ПЛОСКОГО ДНИЩА НЕПОДВИЖНОЙ ТОНКОСТЕННОЙ ЦИЛИНДРИЧЕСКОЙ ЕМКОСТИ, УСТАНОВЛЕННОЙ ВЕРТИКАЛЬНО | 2010 |
|
RU2411699C1 |
| СПОСОБ НАГРЕВА ЖИДКОСТИ В ВЕРТИКАЛЬНО УСТАНОВЛЕННОЙ НЕПОДВИЖНОЙ ЕМКОСТИ С ПЛОСКИМ ДНИЩЕМ, ВЫСОТА КОТОРОЙ БОЛЬШЕ РАЗМЕРОВ ДНИЩА | 2010 |
|
RU2442935C1 |
| СПОСОБ СУШКИ СЫПУЧИХ МАТЕРИАЛОВ В ДВИЖУЩЕМСЯ ВНУТРИ ВРАЩАЮЩЕГОСЯ НАКЛОНЕННОГО ЦИЛИНДРА ПОТОКЕ | 2010 |
|
RU2465526C2 |
| СПОСОБ СУШКИ ДИСПЕРСНЫХ (СЫПУЧИХ) МАТЕРИАЛОВ ВНУТРИ ВЕРТИКАЛЬНО УСТАНОВЛЕННОЙ ЦИЛИНДРИЧЕСКОЙ ЁМКОСТИ, ДНИЩЕ КОТОРОЙ НАГРЕВАЮТ СНАРУЖИ НАПРАВЛЕННО-ФОКУСИРОВАННЫМ ИЗЛУЧЕНИЕМ В БЛИЖНЕЙ ИНФРАКРАСНОЙ ОБЛАСТИ | 2013 |
|
RU2549394C1 |
| СПОСОБ НАГРЕВА ВРАЩАЮЩИХСЯ СУШИЛЬНЫХ ТОНКОСТЕННЫХ ЦИЛИНДРОВ ЭЛЕКТРОМАГНИТНЫМ ИЗЛУЧЕНИЕМ ИЗНУТРИ | 2010 |
|
RU2431793C1 |


Изобретение относится к области пищевых производств. В заявленном способе полуфабрикаты нагревают направленным инфракрасным излучением, перпендикулярным траектории перемещения полуфабрикатов, сверху, размещая излучатели этого излучения над полуфабрикатами, равномерно относительно них по длине и ширине, с минимальным регулируемым зазором между излучателями и полуфабрикатами. Конвейер выполняют в форме бесконечной тонкой транспортерной плоской ленты, которую нагревают на длине располагаемых полуфабрикатов направленным инфракрасным излучением, перпендикулярным плоскости ленты, размещая излучатели этого излучения под лентой равномерно по длине и ширине относительно ее плоской поверхности с минимальным регулируемым зазором между излучателями и лентой, при этом полуфабрикаты нагревают дополнительно проникающим сквозь ленту этим же излучением, а мощность излучения и его плотность вблизи полуфабрикатов регулируют. Изобретение позволяет существенно уменьшить материалоемкость устройств, реализующих его операции, повысить надежность, долговечность, безопасность. 3 ил.
Способ нагрева пищевых штучных полуфабрикатов, движущихся прямолинейно на конвейере, в котором движущиеся полуфабрикаты нагревают, перемещая их вместе с конвейером, отличающийся тем, что полуфабрикаты нагревают направленным на них сверху перпендикулярно траектории их движения инфракрасным излучением, размещая излучатели этого излучения над полуфабрикатами равномерно относительно них по длине и ширине с минимальным зазором между излучателями и с регулируемым зазором между излучателями и полуфабрикатами, а конвейер выполняют в виде бесконечной тонкой транспортерной плоской ленты, прямолинейно движущийся участок которой, вместе с полуфабрикатами, нагревают направленным на ленту снизу, перпендикулярно траектории ее движения, инфракрасным излучением, размещая излучатели этого излучения под лентой, равномерно по ее длине и ширине, с минимальным зазором между излучателями и с регулируемым зазором между излучателями и лентой, при этом полуфабрикаты нагревают дополнительно проникающим сквозь ленту этим же излучением, а мощность направленного инфракрасного излучения и его плотность вблизи полуфабрикатов регулируют.
| УСТАНОВКА СУШИЛЬНАЯ КОНВЕЙЕРНАЯ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2000 |
|
RU2175427C1 |
| СУШИЛКА ИНФРАКРАСНАЯ | 2003 |
|
RU2265169C2 |
| УСТАНОВКА ДЛЯ ТЕРМООБРАБОТКИ ЗЕРНОВОГО СЫРЬЯ | 2004 |
|
RU2264128C1 |
| УСТАНОВКА ДЛЯ ТЕРМООБРАБОТКИ ЗЕРНОВОГО СЫРЬЯ | 1998 |
|
RU2134995C1 |
| US 2007264396 Al, 15.11.2007 | |||
| WO 2005032779 Al, 14.04.2005 | |||
| US 6707014 Bl, 16.03.2004. | |||

