Предлагаемое изобретение относится к области теплотехники и к технологии пищевых производств и может быть использовано для разогрева, или выпечки, или сушки, или обжаривания, или поджаривания, или запекания пищевых полуфабрикатов в формах или без форм, т.е. для их термической обработки. В том числе - до полного приготовления из них готового пищевого продукта.
Способ может быть использован для приготовления из полуфабрикатов бифштексов, стейков, котлет, фрикаделек, для выпечки хлебов, булок, печений и пряников, для разогрева первых и вторых блюд в емкостях, для сушки сухарей, круп, трав, ягод, грибов и т.п.
Способ может быть использован и для непрерывной термической обработки строительных, машиностроительных, приборостроительных, биологических, полимерных и химических полуфабрикатов и термопластичных материалов в формах и без форм.
1. Уровень техники
Известен способ нагрева штучных пищевых полуфабрикатов на конвейере, в котором конвейер размещают внутри футерованного корпуса (внутри пода) туннельной печи, в котором создают загрузочное окно для загрузки штучных полуфабрикатов на конвейер. Внутри корпуса (пода) непрерывно сжигают газообразное топливо, поддерживая заданную высокую температуру внутри корпуса (пода), одновременно удаляя продукты сгорания топлива (посредством дымогарных труб). В процессе нагрева полуфабрикатов, сверху корпуса (пода) внутрь периодически подают перегретый пар от парогенератора с целью увлажнения полуфабрикатов, теряющих влагу [1, 2].
Недостатками данного способа являются сложность реализации операций, огромная материалоемкость, высокая энергоемкость операций, загрязнение окружающей среды и продуктами сгорания топлива и ее тепловое загрязнение. Аналогичными недостатками обладают и подобные способы, изложенные в источниках [3-12]. Еще более сложным, является способ по заявке RU [13], в котором для нагрева используется дополнительно (к операции сжигания топлива) операция нагрева электронагревателями (ТЭНами).
Известны аналогичные способы нагрева полуфабрикатов, в которых высокую температуру внутри корпуса (внутри пода) туннельной печи создают и поддерживают электрическими нагревателями (тэнами) [14-16]. Эти способы не загрязняют окружающую среду продуктами сгорания топлива и исключают тепловое загрязнение среды. Их недостатками являются сложность реализации операций, огромная материалоемкость и высокая энергоемкость операций из-за малой наружной поверхности ТЭНов и длительным временем разогрева воздуха (из-за малой его теплопроводности) внутри корпуса (пода) печи.
Известен способ нагрева штучных технических изделий в туннельной печи, движущихся прямолинейно в составе конвейера, изложенный в [17, 18], в котором конвейер выполняют из отдельных, сцепленных между собой тележек, перемещающихся прямолинейно вдоль футерованного корпуса (тоннеля) печи.
Тележки перемещают внутри тоннеля по рельсам, а нагрев воздуха внутри него осуществляют электронагревателями (ТЭНами) или излучающими трубками, которые неподвижно размещают рядами и над нагреваемыми изделиями и под тележками.
Наиболее существенными недостатками данного способа являются сложность реализации операций, огромная материалоемкость и высокая энергоемкость операций.
Сложность реализации способа заключается в необходимости создавать футерованный корпус туннельной (или любой другой печи из известных способов нагрева штучных изделий) печи, создавать конвейер, движущийся внутри этого тоннеля в условиях высоких температур, создавать тележки, прокладывать для них рельсы, создавать фундамент для рельсов, обеспечивать смазку колес тележек работающих в условиях высоких температур, а также - необходимость создавать и обслуживать парогенератор и паропровод для подачи пара внутрь тоннеля печи для увлажнения и т.п. Этот же недостаток присущ и для люлечных конвейеров в аналогах [1, 2].
Огромная материалоемкость обусловлена массивностью футерованного корпуса-тоннеля печи, элементов конвейера и элементов парового увлажнения.
Высокая энергоемкость операций обусловлена большим расходом электрической энергии на нагрев и на привод, учитывая массивность подвижных частей конвейера и большие потери энергии на трение в этих подвижных частях (в звеньях).
На самом деле необходимо нагревать только полуфабрикаты, тогда как в прототипе лишь малая часть тепловой (первично - электрической) энергии электрических нагревателей расходуется на нагрев изделий.
Электронагреватели поз. 2 (фиг. 1) в аналоге [18] размещены не над изделиями с минимальным зазором с ними, а в верхней части внутренней полости тоннеля. Эти нагреватели (тэны или излучающие трубки) обладают тем свойством, что нагревают окружающий их воздух, создавая его конвекцию, при соприкосновении воздуха с нагретой поверхностью нагревателя и нагретый воздух поднимается вверх. Размещение электрических нагревателей поз. 2 (в этом аналоге) приводит к нагреву воздуха конвекцией только под потолком корпуса (пода) печи. Эти нагреватели (тэны или излучающие трубки) обладают тем свойством, что они создают тепловое (электромагнитное) излучение. Но тэны или излучающие трубки из-за малой температуры наружной поверхности (700-900°C) создают излучение с довольно большой длинной волны ≈3,2 мкм и с довольно малой удельной мощностью излучения ≈5*105 Вт/см2 [19, с. 29, рис. 2-5]. Тогда как известные источники направленного инфракрасного излучения (инфракрасные зеркальные электролампы накаливания, с зеркальным отражателем внутри колбы, который и создает направленное излучение) типа ИКЗ (инфракрасные зеркальные) [20], с номинальной температурой спирали 2350°K создают удельную мощность направленного инфракрасного излучения ≈2*107 Вт/см2 [19, с. 29, рис. 2-5], т.е. ≈ в 40 раз мощнее при одних и тех же затратах электроэнергии. Электронагреватели (тэны или излучающие трубки) создают равномерно рассеянное тепловое (частично инфракрасное) излучение цилиндрической поверхности. Оно частично нагревает потолок корпуса (пода) печи, частично - окружающий воздух и лишь частично - изделие (полуфабрикат).
Известно также, что энергия направленного электромагнитного излучения в инфракрасном спектре частично поглощается поверхностью (нагревает поверхность), частично отражается от поверхности (рассеивается) и частично проникает сквозь стенку с поверхностью. Известно при этом, что лучше всего из металлов поглощает энергию ИК-спектра хром и железо, а мощность проникающего излучения уменьшается при увеличении толщины облучаемой стенки [21].
Электронагреватели поз. 3 (фиг. 1) в аналоге [18] размещены под массивными тележками и аналогично электронагревателям 2) нагревают окружающий их воздух частично конвекцией и частично излучением. На нагрев воздуха расходуется часть энергии излучения. Другие части этой энергии расходуются на нагрев тележек 4 снизу и на нагрев массивного фундамента (основания) вместе с рельсами (с направляющими 6). Таким образом, лишь мизерная часть электроэнергии (тепловой энергии электронагревателей - ТЭНов или излучающих трубок) расходуется на нагрев непосредственно самих полуфабрикатов (изделий).
С другой стороны, большие массы футерованного корпуса, деталей конвейера, люлек или тележек, фундамента (основания) создают большую инерционность процесса нагрева. Нагрев полуфабрикатов (изделий) может начаться только после того, как прогреется воздух и тележки. На разогрев всего того, что не является полуфабрикатом, по времени расходуется значительно больше энергии, чем нужно для поддержания нужных температур полуфабрикатов.
Низкие показатели надежности, долговечности и ремонтопригодности обусловлены, также, тем, что нагревающие устройства, движущиеся элементы трения конвейера (подвижные соединения) и элементы привода конвейера располагают внутри туннельной печи, т.е. в условиях высоких температур и влажности. Это вызывает ускоренный износ, коррозию и невозможность замены нагревателей при их отказе, без остановки всего процесса работы туннельной печи.
Известен способ нагрева (в том числе и выпечки) пищевых штучных полуфабрикатов, движущихся прямолинейно на конвейере [22].
В этом способе нагрева полуфабрикаты движутся прямолинейно на конвейере и их нагревают, перемещая вместе с конвейером. При этом полуфабрикаты нагревают направленным на них сверху перпендикулярно траектории их движения инфракрасным излучением, размещая излучатели этого излучения над полуфабрикатами равномерно относительно них по длине и ширине с минимальным зазором между излучателями и с регулируемым зазором между излучателями и полуфабрикатами. Конвейер выполнен в виде бесконечной тонкой транспортерной плоской ленты, движущейся прямолинейно. Ее участок, вместе с полуфабрикатами, нагревают направленным на ленту снизу, перпендикулярно траектории ее движения, инфракрасным излучением, размещая излучатели этого излучения под лентой, равномерно по ее длине и ширине, с минимальным зазором между излучателями и с регулируемым зазором между излучателями и лентой. Кроме этого, полуфабрикаты нагревают дополнительно проникающим сквозь ленту этим же излучением, а мощность направленного инфракрасного излучения и его плотность вблизи полуфабрикатов - регулируют.
Данный способ позволяет существенно уменьшить расход энергии на нагрев полуфабрикатов, упростить конструкцию устройства для его осуществления, монтаж, наладки, настройки и обслуживание.
Наиболее существенным его недостатком является невозможность использования для выпечки хлебобулочных, кондитерских изделий, баранок (сушек) и пряников. Этот способ реализуем с достижением конечной цели (выпечки готового изделия) только для тонкослойных полуфабрикатов типа блинов, оладий или блинчиков. Этот способ обладает слишком ограниченными функциональными возможностями.
На самом деле ([22], фиг. 1 и 2), рассматривая способ (технологию) нагрева полуфабрикатов 14 (фиг. 2) в поперечном сечении транспортерной ленты 1А или 1Б видно, что лучевой нагрев полуфабрикатов 14 осуществляется, в основном, сверху и, частично, снизу. Снизу частично, потому что поток направленно-фокусированного (отражателем ламп ИКЗ) излучения нижними рядами ламп 10Н почти полностью поглощается и отражается материалом сплошной транспортерной ленты 1А или 1Б. Лишь 10% энергии излучения проникает сквозь материал ленты 1А (1Б) нагревая полуфабрикаты непосредственно излучением. Поэтому снизу полуфабрикаты нагреваются в основном (90%) теплопроводностью от нагретой излучением поверхности ленты. Тогда как сверху эти полуфабрикаты нагреваются исключительно излучением.
Отличие теплообмена теплопроводностью и излучением заключается в том, что при конвекции и теплопроводности перенос энергии приблизительно пропорционален разности температур в первой степени. При теплообмене излучением перенос энергии тоже пропорционален разности температур, но абсолютных, и каждая из них возводится в 4-ю или 5-ю степень [23]. Из приведенных сведений понятно, что для одинакового температурного воздействия (равномерный прогрев) на полуфабрикаты по стороны нагревателей (излучателей) необходимо, чтобы мощность нижних излучателей была бы, по меньшей мере, в 5 раз больше, чем верхних. Однако известные в мировой практике номинальные мощности излучателей типа ламп ИКЗ составляют: минимальные - 175 Вт (ИКЗ-175), максимальные - 500 Вт (ИКЗ-500) [20]. Т.е. если верхними излучателями будут лампы ИКЗ-175, а нижними - ИКЗ-500, то соотношение мощностей нижних излучателей к верхним - составит всего (500/175 ≈2,86). Из этого следует, что если верхними излучателями поставить лампы ИКЗ-175, то на каждую лампу ИКЗ-175 сверху - снизу нужно две лампы ИКЗ-500.
Однако разные по мощности лампы имеют и разные диаметры колб (габариты). Например, диаметр колбы ИКЗ-175 равен 113 мм, а ИКЗ-500 - 137 мм [20]. Поэтому, при наличии, например, 4-ех ламп ИКЗ-175 сверху их суммарный размер (длина поперек транспортерной ленты) составит 452 мм, а 8 ламп ИКЗ-500 снизу составит 1096 мм, т.е. в 2 раза больше. При расположении полуфабрикатов на длине ширины 450 мм (поперек ленты, на длине колб 4-ех ламп ИКЗ-175) сверху, лишь средние 4 лампы ИКЗ-500 снизу будут излучать на полуфабрикаты (нагревать их). При расположении полуфабрикатов на длине 1000 мм (поперек ленты, на длине колб 8-ми ламп ИКЗ-500) - сверху полуфабрикаты будут нагреваться только посередине 4-мя лампами ИКЗ-175.
С другой стороны, хлебобулочные и кондитерские изделия имеющие длину, ширину и высоту, выпекаются в формах имеющих толщину стенки, массу, длину, ширину и высоту. Для выпечки этих изделий необходимо нагревать формы не только снизу и сверху, но и с боков. Рассмотренный выше способ не позволяет осуществить нагрев форм (или самих полуфабрикатов) с боков (в направлении излучения перпендикулярного направлению движения сетки в ее плоскости). Поэтому возможно, что тонкие и плоские полуфабрикаты (для блинов, оладий и блинчиков) будут пропекаться (выпекаться) до готовности. Таким образом, выпечка хлебобулочных изделий в формах этим способом известными техническими средствами - не осуществима.
Известным также является и способ нагрева пищевых штучных полуфабрикатов на конвейере внутри тоннельной печи [24], в котором тоннель печи выполняют в форме тонкостенной прямоугольной, в сечении, трубы. Длина этой трубы больше, чем размеры поперечника. Ее размещают горизонтально и неподвижно, а конвейер выполняют в форме бесконечной, тонкой и термостойкой, плоской транспортерной лены с приводом. Прямолинейно движущийся участок ленты, вместе с полуфабрикатами, направляют внутри трубы параллельно ей с небольшим зазором относительно ее внутренней нижней поверхности и с равномерными зазорами относительно внутренних боковых поверхностей. При этом полуфабрикаты нагревают разогретым окружающим их внутри трубы воздухом, разогретой внутри трубы транспортерной лентой и проникающим сквозь стенку трубы направленным инфракрасным излучением - одновременно. Поверхность трубы нагревают снаружи, снизу и с боков, вдоль ее длины, направленным на нее перпендикулярно инфракрасным излучением, одновременно измеряя в процессе нагрева температуру внутри трубы и поддерживая ее, автоматически, в заданных пределах, при этом наружную поверхность трубы сверху покрывают слоем термостойкой теплоизоляции.
Данное техническое решение позволяет аккумулировать тепловую энергию и выровнять температуру внутри туннеля, но требует избыточной материалоемкости.
Известными техническими решениями являются и способы нагрева штучных изделий в туннельной печи, движущихся прямолинейно на конвейере, изложенные в [22, 24]. В этих способах выпечки, хлебобулочные изделия в формах перемещают прямолинейно на конвейера внутри туннеля, накрытого сверху теплоизоляцией, туннельной печи, причем изделия перемещают на ведущей ветви движущегося конвейера нагревая туннель, изделия, нагревая эту ветвь и формы посредством направленно-фокусированного излучения в ближней инфракрасной области (посредством НИКИ). К числу их недостатков относятся высокая энергоемкость операций, избыточная материалоемкость, сложность реализации.
Высокая энергоемкость операций обусловлена большим расходом электрической энергии на нагрев массы туннеля. В этих способах инфракрасным излучением от ламп типа ИКЗ нагревается в основном корпус туннеля (снизу и с боков) изделия, например в формах и ведущая ветвь плоской ленты нагреваются лишь тепловым излучением внутренней поверхности туннеля снизу и с боков, температура которой сравнительно меньше (до 723°K), чем температура спиралей ламп (2350±100°K). Согласно закону Стефана-Больцмана [21] плотность энергии излучения (Вт/м2) пропорциональна абсолютной температуре (Т) тела в 4-ой степени (Т/100)4. Поэтому плотность излучения (723/100)4 внутренней поверхностью туннеля будет равно 7,234 ≈2732 Вт/м2 (а для спирали лампы 23,54 ≈304980 Вт/м2) в 111 раз меньше, чем лампой. Нагрев лампами туннеля в 111 раз уменьшает плотность излучения от ламп увеличивая расход электрической энергии на нагрев выпекаемых изделий (на поддержание заданной температуры внутри туннеля). Кроме этого сплошная в поперечном сечении транспортерная лента, также является преградой излучению от нагретой нижней грани туннеля. Повышенный расход энергии на нагрев обусловлен и открытыми концами туннеля. При нагреве туннеля, воздух внутри него нагревается, его давление возрастает и он непрерывно вытекает из туннеля, а взамен - внутрь туннеля непрерывно поступает холодный воздух из окружающего туннель пространства. Такая принудительная вентиляции туннеля понижает температуру внутри него и требует увеличения мощности (повышения напряжения питания) излучателей для поддержания заданной температуры внутри туннеля.
Избыточная материалоемкость обусловлена массивностью туннеля, стенка которого в поперечном сечении выполнена сплошной, а также сплошным телом транспортерной ленты.
Сложность реализации способа заключается в трудоемкости размещения транспортера внутри туннеля, его монтажа, демонтажа и ремонта. Сложным является и монтаж боковых нагревателей с откидывающимися влево и вправо полками для замены испорченных излучателей. Сложным является и то, что туннель выполнен сплошным по длине. В этом случае, при вынужденной остановке транспортера, нет возможности доставать выпекаемые изделия из внутренней полости туннеля, учитывая, что длина туннеля составляет не менее 2-х метров.
Дополнительную сложность реализации процесса выпечки обеспечивает и устройство для увлажнения выпекаемых изделий. В прототипе устройство (и операция) увлажнения необходимы по следующим причинам. При открытых концах туннеля (как показано выше в п. 3.1) внутри туннеля, вдоль него, при нагреве возникает непрерывный поток воздуха, вызванный конвекцией. Этот поток непрерывной уносит пары испаряющейся с поверхности теста влаги и, после выхода изделий из туннеля (после выпечки) они становятся пересушенными, если их не увлажнять дополнительно в процессе выпечки.
2. Наиболее близким прототипом является известный [30] способ выпечки хлебобулочных изделий в формах, движущихся прямолинейно на конвейере внутри туннеля туннельной печи.
В этом способе выпечки хлебобулочных изделий в формах, прямолинейно двигают конвейер внутри туннеля, накрытого сверху теплоизоляцией, туннельной печи. Им, изделия перемещают на ведущей ветви нагревая туннель, изделия, ветвь и формы посредством направленно-фокусированного излучения в ближней инфракрасной области поддерживая заданную температуру внутри туннеля автоматически.
Формы нагревают этим излучением снизу и с боков, а изделия нагревают сверху этим излучением, отраженным от внутренней поверхности туннеля, который выполняют в форме изогнутого по дуге окружности корыта, выгнутого вверх, из алюминиевого сплава.
При этом транспортирующий формы конвейер выполняют из сетки из нержавеющей стали содержащей хром и размерами ячейки не менее 10×10 мм.
Ведущую ветвь сетки располагаю горизонтально вдоль туннеля на уровне его открытых свободных краев с одинаковыми зазорами между сеткой и этими краями туннеля слева и справа, а эти зазоры по ширине туннеля в поперечном сечении на 10 мм превышают диаметр колбы излучателей.
В качестве излучателей используют одинаковые инфракрасные зеркальные лампы ИКЗ-500, располагая их вертикально колбами вверх вдоль туннеля под ведущей ветвью сетки равномерными рядами с равномерными зазорами в ряду на одном уровне так, что под сеткой размещают по меньшей мере два ряда ламп, а в зазорах между сеткой и краями туннеля устанавливают, по меньшей мере, по одному ряду ламп, выдерживая минимальный зазор между сеткой и колбами ламп.
Внутреннюю поверхность туннеля полируют до зеркального блеска, а лампы делят по длине туннеля на три группы с одинаковой электрической мощностью, подключая электрически каждую группу к управляемому выходу трехфазного авторегулятора «напряжение-температура», управляющий вход которого электрически соединяют с измерителем температуры внутри туннеля.
Формы снаружи покрывают слоем кремнийорганической термостойкой краски черного цвета, а концы туннеля закрывают упруго деформируемыми занавесями.
По сравнению с аналогами, техническое решение в прототипе позволяет уменьшить затраты электрической энергии на выпечку, уменьшить материалоемкость структурных элементов устройства, реализующего выпечку, упростить реализацию выпечки хлебобулочных изделий в формах и повысить надежность осуществления операций.
Отдельно известно, что инфракрасные зеркальные лампы моделей ИКЗ, ЗК, ЗД и т.д. имеют (создают) разный тип светового потока (потока излучения). В источниках информации [33, 34] тип потока излучения называют концентрированным, широким или косинусным. В научно-технической работе [29] типы излучаемых потоков (световое распределение ламп) называются более правильно: узкое, широкое и среднее (смешанное) [29, с. 31-33], как показано в Приложении 1 к данному тексту. На территории РФ производятся три типа-размера ламп серии ИКЗ [20]: ИКЗ-500 (500 Вт с широким светораспределением, Приложение 1 рис. 2-2), ИКЗ-250 (250 Вт с узким светораспределением, Приложение 1 рис. 2-3) и ИКЗ-175 (175 Вт и среднее светораспределение).
В прототипе [30, фиг. 2] в инфракрасном нагревателе используются лампы ИКЗ-500 и широкое светораспределение этих крайних ламп (в поперечном сечении туннеля) не обеспечивает максимальную плотность излучения в туннель 11 вдоль оси крайних (относительно сетки 5.1) ламп. Поэтому излучение этих крайних ламп не достигает внутренней поверхности туннеля 11 и не отражается от нее сверху на формы с тестом ХВ.
В результате выпечки хлебобулочных изделий по технологии прототипа, хлебные буханки получаются с массивной хлебной коркой снизу и с боков, но непропеченные сверху.
Кроме недостаточной мощности вдоль оси ламп ИКЗ-500, их колбы имеют максимальный диаметр (⌀ 134 мм) из всех ламп мод. ИКЗ [35, 36, 37]. Из-за этого нужен увеличенный зазор по краям сетки 5.1 в прототипе [30, фиг. 2] между сеткой 5.1 и краями туннеля 11 в поперечном сечении (фиг. 2). Это увеличивает габаритные размеры туннеля за счет избыточной его ширины, но не увеличивает его полезную площадь (площадь выпечки), в размерах которой на формы с тестом воздействует направленно-фокусированное излучение в ближней инфракрасной области (НИКИ).
В основные цели предполагаемого изобретения (по сравнению с прототипом) входит получение следующих технических результатов:
1. Существенное уменьшение производственной площади для осуществления операций способа.
2. Существенное повышение производительности.
3. Существенное упрощение операций и устройства, реализующего способ.
3. Причины, препятствующие получению технических результатов.
3.1. Первая причина избыточной производственной площади (длина туннеля) при выпечке в прототипе - это сам способ непрерывной выпечки, в котором формы с тестовыми заготовками движутся внутри нагретого туннеля. Движутся или не движутся заготовки в формах (при постоянной температуре нагрева ≈250°C) - время выпечки постоянно и составляет ≈30 мин. Для того чтобы сохранить это время (не уменьшить) нужно обеспечить длину туннеля не менее 3-х метров, а скорость транспортерной сетки 5 (фиг. 1, 2, 5, 6 в прототипе), с ее ведущей 5.1 и ведомой 5.2 ветвями должна быть не более 10 см/мин. При этой постоянной скорости (10 сантиметров за 1 минуту) каждая из форм (в прототипе - ХФ) с тестом будет находиться внутри нагретого туннеля 30 мин и пропекаться. Это очень маленькая скорость.
Здесь возникает другой недостаток - неудобство обслуживания. При этой скорости, каждая из больших форм Л-7, с длиной 215 мм (21,5 см) будет выходить из туннеля через каждые 2,15 мин. Для этого обслуживающий персонал должен непрерывно каждые ≈2 мин снимать формы с сетки транспортера.
При этой скорости каждая из малых форм Л-11 с длиной 145 мм (14,5 см) будет выходить из туннеля через каждые полторы минуты, что также увеличивает нагрузку ручного труда. Размеры форм приведены в источниках [31, 32].
Кроме этого, такие же тяжелые условия обслуживания создаются и при загрузке форм с тестом на сетку транспортера на входе в туннель. Вторая причина избыточной производственной площади (длина всей туннельной печи) при выпечке в прототипе - это необходимость установки (размещения) и монтажа привода сетки 5 (в прототипе) в виде приводного 3 и натяжного 4 цилиндров. Они не могут быть размещены внутри туннеля, а длина сетки с этими цилиндрами (за пределами туннеля с обеих сторон) должна быть не менее, длина двух форм, т.е. по 0,5 м от туннеля с каждой его стороны.
Таким образом, чтобы осуществлять выпечку способом, изложенным в прототипе, длина печи должна быть не менее 4 метров, а туннель - не менее 3 м.
3.2. Малая производительность обусловлена самой малой скоростью перемещения сетки транспортера 5 (в прототипе). Ее можно, например, увеличить вдвое, т.е. задать не 10 см/мин, а 20 см/мин. Но для этого нужно вдвое увеличивать и длину туннеля, что обеспечить полную выпечку хлебобулочных изделий, т.е. существенно увеличить габариты устройства реализующего способ выпечки, а это противоречит первому техническому результату данного технического решения.
3.3. Сложность операций и устройства, реализующего способ, заключается в наличии в нем операций транспортирования форм с тестом вместе с транспортерной сеткой внутри туннеля. Для малых скоростей движения и для задания этих скоростей нужен электропривод с редуктором, кинематические цепи, блок управления (задания и контроля скорости) электроприводом (БУЭП - в прототипе). Нужны приводной и натяжной цилиндры привода сеточного транспортера с подшипниковыми узлами.
Дополнительным существенным недостатком прототипа является дополнительный расход электроэнергии на нагрев внутренней полости туннеля 11 с упруго эластичными занавесями 13Л и 13П на концах туннеля (фиг. 5, 6, 7 прототипа). Сам туннель 11 выполнен в форме изогнутого по дуге окружности корыта и установлен вдоль транспортерной сетки выпуклостью вверх. Снизу - его поверхность не замкнута и воздух снизу может поступать в область нагрева внутрь туннеля. В случае, когда занавеси 13Л и13П расположены вертикально - они закрывают торцы туннеля 11. При нагреве лампами 9.5 (фиг. 2 прототипа) нагревается и воздух внутри туннеля 11. Его давление возрастает (по сравнению с окружающим печь воздухом) и это давление препятствует проникновению более холодного воздуха снизу внутрь туннеля. Другая картина наблюдается в процессе движения сетки 5 (5.1 и 5.2) (фиг. 5 прототипа). На входе в туннель формы ХФ отодвигают занавеси 13Л внутрь туннеля, а на выходе из туннеля формы ХФ отодвигают занавеси 13П от туннеля. Канал туннеля 11 остается постоянно приоткрытым и нагретый в нем воздух (из-за избыточного давления) выходит из туннеля. При этом, внутрь туннеля поступает холодный воздух снизу, непрерывно снижая температуру внутри туннеля. Это снижение регистрируется датчиком ТП температуры АРНТ (фиг. 1, 2 прототипа) и АРНТ, для увеличения температуры, увеличивает напряжение питания ламп ИКЗ-500.
При работе печи по способу прототипа, в процессе выпечки и выгрузки выпеченного, внутри туннеля создается обычная вентиляция внутренней полости туннеля по всей его длине. Это требует увеличения температур нагрева и, соответственно, дополнительного расхода энергии.
4. Признаки прототипа, совпадающие с заявляемым предполагаемым изобретением.
Способ выпечки хлебобулочных изделий в формах или без форм на сетке внутри туннельной печи, в котором выпекаемые изделия в формах или без форм размещают на сетке и вместе с сеткой - внутри и вдоль неподвижного туннеля в форме выгнутого по дуге корыта, открытого снизу, смонтированного на каркасе печи и накрытого сверху теплоизоляцией, нагревая туннель, изделия, формы и сетку направленно-фокусированным излучением в ближней инфракрасной области, направляя его снизу вверх, так, что большую его часть направляют на сетку, а меньшую задают двумя одинаковыми частями, которые направляют внутрь туннеля справа и слева от сетки размещая неподвижно три идентичных модуля инфракрасного нагревателя под сеткой вдоль нее один за другим и поддерживая заданную температуру внутри туннеля автоматически трехфазным авторегулятором «напряжение-температура».
5. Задачами предлагаемого изобретения являются следующие технические результаты:
5.1. Существенное уменьшение производственной площади для осуществления операций способа.
5.2. Существенное повышение производительности.
5.3. Существенное упрощение операций и устройства, реализующего способ.
6. Эти технические результаты в заявляемом способе выпечки хлебобулочных изделий в формах на сетке внутри туннельной печи достигаются тем, что три идентичных туннеля размещают неподвижно, параллельно друг другу и один под другим горизонтально, а под каждым из туннелей неподвижно устанавливают по одному, идентичному друг другу, модулю инфракрасного нагревателя, при этом три, параллельные друг другу, горизонтальные и идентичных сетки с формами или с материалом, задвигают в туннели над инфракрасными нагревателями, плотно закрывая торцы туннелей, задают температуру в туннелях и время выпечки, по достижении которого сетки с формами выпечки выдвигают из туннелей, при этом, первоначально туннели выполняют с одним заглушенным концом, каждый туннель укрывают теплоизоляцией снаружи, датчик температуры устанавливают в нижнем туннеле, а в качестве излучателей направленно-фокусированного инфракрасного излучения используют электролампы с узким световым распределением ИКЗ-250.
7. Сущность предполагаемого изобретения поясняется чертежами, где схематически представлено устройство для реализации заявляемого способа в виде туннельной печи с лучевым нагревом.
В нижеследующем тексте использованы буквенные сокращения:
ИКН - трехфазный инфракрасный нагреватель, состоящий из трех одинаковых по мощности модулей так же, как и в прототипе [30].
АРНТ - трехфазный авторегулятор «напряжение-температура» такой же, как и в прототипе [30].
ДТ - датчик температуры такой же, как и в прототипе [30].
На фиг. 1 показан продольный разрез устройства.
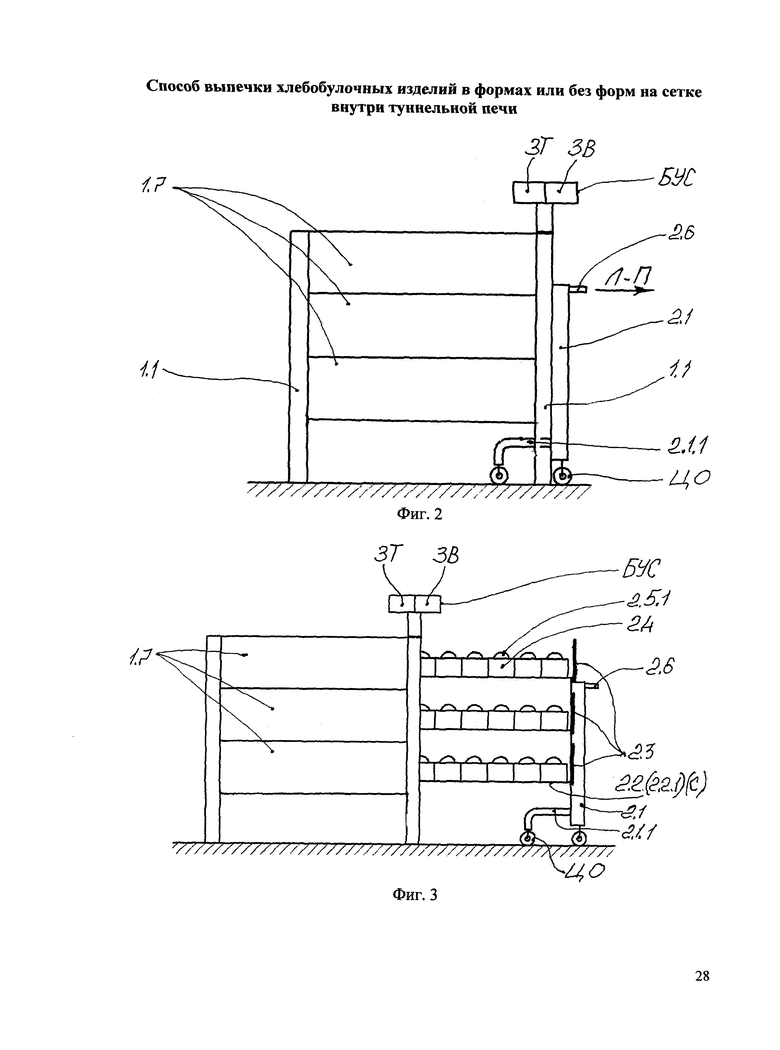
На фиг. 2 и 3 показана схема перемещений подвижной части печи (устройства) относительно неподвижной части.
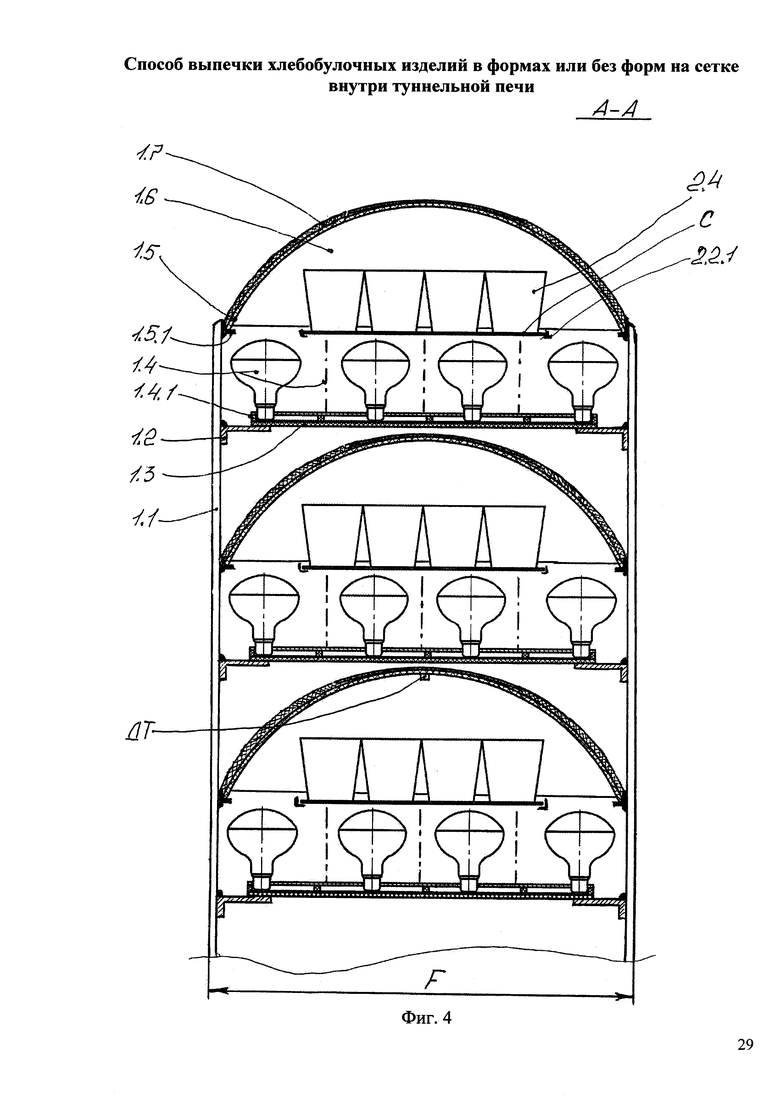
На фиг. 4 показан поперечный разрез неподвижной части печи.
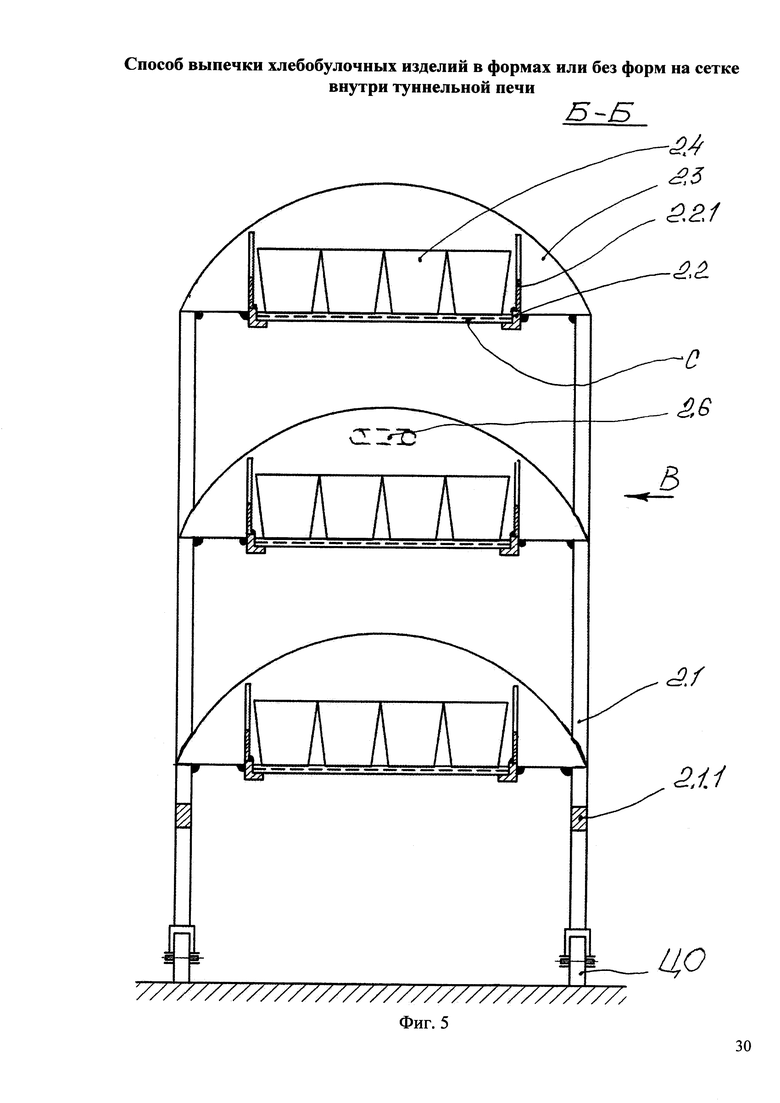
На фиг. 5 показан поперечный разрез подвижной части печи.
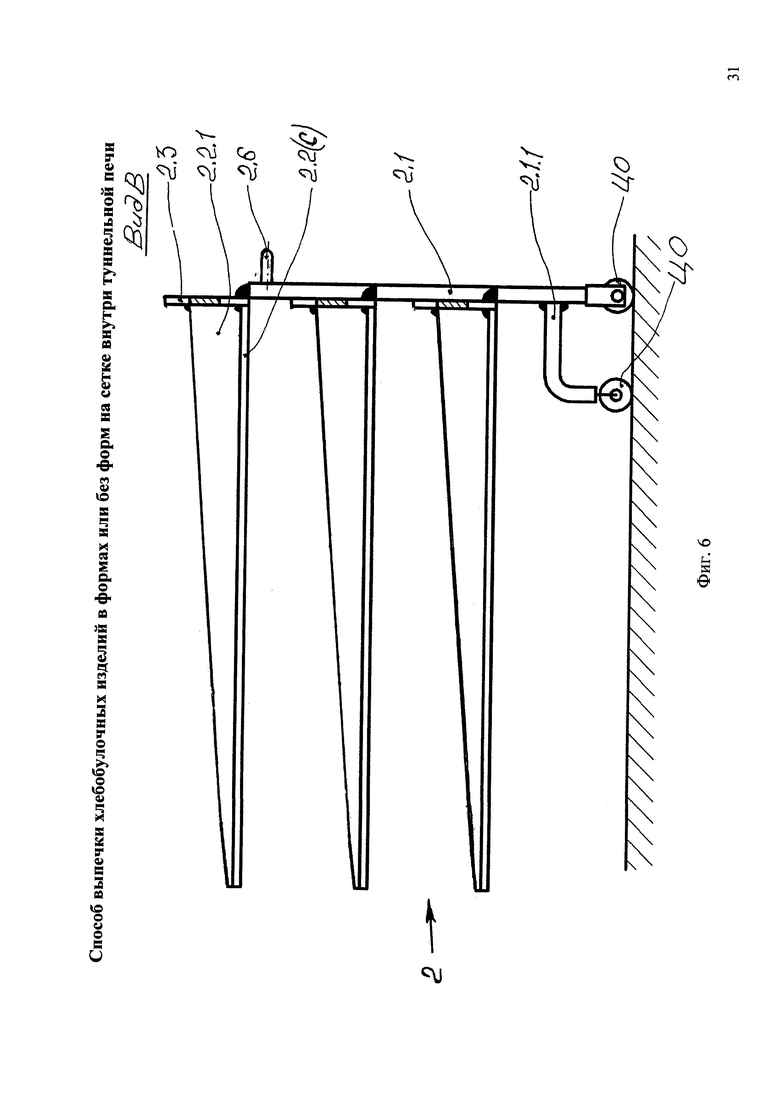
На фиг. 6 представлена общая схема устройства подвижной части печи (вид в плане).
На фигурах проставлены следующие буквенные обозначения функциональных элементов или их взаимодействий.
П-Л (фиг. 1) - направление перемещения подвижной части 2 справа налево.
Л-П (фиг. 2) - направление перемещения подвижной части 2 слева направо.
БУС (фиг. 2 и 3) обозначен блок управления и сигнализации.
ЗТ (фиг. 2 и 3) обозначен задатчик температуры выпечки (элемент АРНТ)
ЗВ (фиг. 2 и 3) обозначен задатчик времени выпечки (например, таймер со звуковой сигнализацией [38, 39]).
С (фиг. 1-6) обозначение жесткой, металлической, сварной сетки с размером ячейки не менее 10×10 мм так же, как и в прототипе [30].
ЦО - цилиндрические опоры качения (колеса), фиг. 1-6.
L, F и H - обозначены габаритные размеры устройства, в том числе L длина, F ширина и H высота. L и H (L*H) определяют величину рабочей площади устройства.
7.1. Устройство для реализации заявляемого способа схематически представлено следующими функциональными элементами, относящимися либо к неподвижной части 1 устройства, либо к его подвижной части 2 (фиг. 1-6).
Неподвижная часть 1 устройства (фиг. 1, 2, 4) представляет собой жесткий неподвижный каркас в форме параллелепипеда, состоящий из сваренных между собой вертикальных опор (стоек) 1.1, продольных уголков 1.2 и 1.5.1 и поперечных уголков (на фигурах не показаны). Каркас собран (соединен, сварен) так, что по три уголка 1.2 (по высоте стоек 1.1) с обеих сторон каркаса (по ширине F) расположены на одном уровне между стойками 1.1 по горизонтали. Таким же образом расположены и уголки 1.5.1 (фиг. 4). По три с каждой из обеих сторон каркаса (по ширине F).
На каждой паре (по горизонтали) уголков 1.2 горизонтально и свободно размещают (устанавливают) диэлектрическое основание 1.3 каждого модуля (из трех) ИКН лампами 1.4 ИКЗ-250 вверх.
На каждой паре (по горизонтали) уголков 1.5.1 (фиг. 4) устанавливают туннели 1.5 один над другим, каждый из которых размещают над модулем ИКН. Каждый туннель 1.5 выполняют в форме изогнутого по дуге окружности корыта, выгнутого вверх (от модулей ИКН), из алюминиевого сплава, так же как и в прототипе. Один торец (внутренняя поверхность) каждого туннеля 1.5 плотно закрыт заглушкой 1.6. Все три туннеля 1.5 установлены в каркасе так, что заглушки 1.6 размещены с противоположной стороны от подвижной части 2 (фиг. 1-4).
Каждый туннель 1.5 укрыт теплозащитой 1.7 (фиг. 1-4), т.е. тепловой изоляцией и туннели 1.5 изолированы друг от друга в тепловом отношении.
Датчик температуры ДТ размещен в нижнем туннеле посередине его длины (фиг. 1, 4).
Подвижная часть 2 устройства (фиг. 1, 3, 5, 6) представляет собой жесткую прочную прямоугольную раму, состоящую из пары вертикальных стоек 2.1 неподвижно и параллельно соединенных между собой тремя поперечными плоскими заглушками 2.3. Контур профиля каждой заглушки 2.3 в плоскости аналогичен внутреннему контуру профиля поперечного сечения туннеля 1.5. Каждая из трех заглушка 2.3 закреплена на стойках 2.1 напротив каждого из трех туннелей 1.5 неподвижной части 1, а стойки 2.1 установлены на цилиндрические опоры качения ЦО (фиг. 1-6) с возможностью плоско-параллельного перемещения (движения). К стойкам 2.1 в нижней их части жестко присоединены (приварены) опорные, изогнутые к низу, ножки 2.1.1, также снабженные ЦО на одном уровне с ЦО стоек 2.1.
К заглушкам 2.3, перпендикулярно им и параллельно друг другу, прочно присоединены уголки 2.2 и косынки 2.2.1 (фиг. 5, 6), а на внутренние полки уголков 2.2 свободно уложены горизонтально идентичные сетки С. Длина сеток С, уголков 2.2 и косынок 2.2.1 не превышает длины туннелей 1.5. На сетках С возможно размещение пекарных форм 2.4 или других изделий без форм. Ширина сеток C с уголками 2.2 и косынками 2.2.1 одинакова с расстоянием между лампами 1.4 в двух крайних рядах модуля ИКН.
Ножки 2.1.1 с ЦО являются дополнительными опорами стойкам 2.1 при общей консольной (в сторону ножек 2.1.1) конструкции подвижной части 2 (фиг. 6). Рама, образованная стойками 2.1 и заглушками 2.3 снабжена ручкой 2.6 для удобства перемещения рамы на ЦО. Эта ручка 2.6 может быть прочно закреплена на стойках 2.3 (фиг. 1, 2, 3, 6) в их верхней части (например, приварена), либо аналогично прикреплена посередине, средней по высоте, заглушки 2.3 (фиг. 5).
Таким образом, неподвижная часть 1 устройства для реализации заявляемого способа представляет собой (практически) неподвижный стеллаж из трех идентичных (один над другим) туннелей 1.5 с теплоизоляцией 1.7, под каждым из которых размещены неподвижно идентичные модули ИКН на лампах ИКЗ-250.
Подвижная часть 2 устройства для реализации заявляемого способа представляет собой (практически) трех ярусную тележку опирающуюся на четыре ЦО. Каждый ярус тележки образуют три идентичные (одна над другой) горизонтальные сетки - С (фиг. 1, 3, 4, 5, 6). Их ширина одинакова с расстоянием между лампами 1.4 в их крайних рядах ИКН (поперек модуля ИКН).
Поз. 2.5 (фиг. 1) обозначены заготовки теста для выпечки в формах 2.4. Поз. 2.5.1 (фиг. 3) обозначены выпеченные внутри туннелей 1.5 в формах 2.4 хлеба.
7.2. Заявляемый способ реализуется следующим образом (работа устройства). Формы 2.4 заполняются тестом 2.5 и устанавливаются на сетки С подвижной части 2. Подвижную часть 2 за ручку 2.6 перемещают в неподвижную часть 1 до упора по направлению П-Л (фиг. 1) так, что сетки С располагаются над нагревающими ее снизу рядами ламп 1.4 (ИКЗ-250), а крайние ряды ламп 1.4
ИКЗ-250 располагаются в одинаковых зазорах (справа и слева от сеток С) между сетками С и краями туннелей 1.5. При этом заглушки 2.3 плотно запирают концы туннелей 1.5 со стороны, противоположной заглушкам 1.6. Устройство находится в положении показанном на фиг. 2.
После этого задатчиком температуры ЗТ устанавливают заданную температуру выпечки (например, 250°С), а задатчиком времени ЗВ (таймером с сигнализацией) устанавливают время выпечки (например, 20 мин), запуская процесс выпечки. Три модуля ИКН в устройстве работают так же, как и в прототипе [30]. Лампы 1.4 ИКЗ-250, расположенные в крайних рядах модулей ИКН создают потоки узкого светового распределения (и более плотного по мощности, чем лампы ИКЗ-500), направленного внутрь туннелей 1.5, а лампы 1.4 между этими рядами излучают на сетку С (с формами 2.4 или без форм) снизу. Процесс нагрева излучением сеток С, форм 2.4 и внутреннего пространства в туннелях 1.5 осуществляется так же, как и в прототипе [30, фиг. 2].
По достижении времени выпечки ЗВ (фиг. 2, 3) подает сигнал (например, звуковой) и подвижную часть 2 за ручку 2.6 выдвигают из неподвижной части 1 в направлении Л-П (фиг. 2, 3). При этом выдвигаются из зон выпечки (туннели 1.5) и три сетки С с размещенными на них формами 2.4, в которых расположены выпеченные хлеба 2.5.1 (фиг. 3) или другие изделия без форм. Формы 2.4 легко (свободно) снимаются с сеток С, поскольку при выдвинутой подвижной части 2 из неподвижной 1 доступ к сеткам С ничем не затруднен.
В случае выпечки (нагрева, разогрева или сушки) изделий на сетках С без форм - сетки С легко снимаются с подвижной части 2 поскольку они (сетки С) свободно опираются на полки уголков 2.2 (фиг. 5, 6). Косынки 2.2.1 (фиг. 5, 6) существенно повышают изгибную жесткость консолей (вылетов) узла (2.2 и 2.2.1) размещения сеток С.
Как показали испытания, полная выпечка хлебов из ржаной муки в больших формах Л7, при установленной в туннелях 1.5 температуре 250°С (работа АРНТ), осуществляется не за 30 мин (как в прототипе), а за 20 мин. Т.е. на 10 мин быстрее за счет большей проникающей способности инфракрасного излучения при узком его световом распределении (лампы ИКЗ-250).
Тот факт, что в процессе выпечки (внутри туннелей 1.5 температура 250°С) торцы туннелей 1.5 плотно закрыты с одной стороны заглушками 1.6, а с другой заглушками 2.3 обуславливает быстрый разогрев туннелей до заданной температуры: до 250°С за 1 мин.
На загрузку форм 2.4 с тестом 2.5 (подвижной части 2) в неподвижную часть 1 вместе с запуском процесса выпечки расходуется 1 мин времени. Столько же требуется времени на выгрузку из зоны выпечки (из неподвижной части 1) форм 2.4 с хлебами 2.5.1. При этом, перед повторной загрузкой нагрев внутри туннелей 1.5 не отключается.
На один цикл выпечки (например, ржаного хлеба в формах Л7) в среднем затрачивается времени: 20 мин на выпечку и 3 мин на загрузку, выгрузку и на разогрев. Всего 23 мин или 23/60=0,38 часа. Всего за рабочую смену в 8 часов (480 мин) можно осуществить 480/23=20,87 двадцать полных циклов выпечки.
7.3. Технические задачи предлагаемого изобретения (цели) решаются следующим образом.
7.3.1. Существенное уменьшение производственной площади для осуществления операций способа обеспечивается размещением трех туннелей 1.5 с тремя модулями нагревателей ИКН один над другим на одной и той же площади. При одной и той же рабочей ширине F устройства с прототипом [30], его рабочая длина в 3 раза меньше. Во столько же раз уменьшается и производственная площадь, занятая заявляемыми операциями способа.
7.3.2. Существенное повышение производительности.
Выше при обсуждении недостатков прототипа [30] было показано, что одним из них является вынужденно низкая скорость транспортерной сетки в процессе выпечки. Ее увеличение (увеличение скорости) приводит к необходимости увеличивать длину выпечного туннеля. Было показано, что при скорости сетки 10 см/мин минимальная длина туннеля должна быть не менее 3 м (300 см), чтобы выдержать нужное время выпечки.
В подвижной части 2 устройства данного заявляемого способа на каждой неподвижной сетке С можно разместить (размеры форм Л7 по верху 215 мм × 105 мм) 5 форм Л7 в длину (на длине сетки С - 1,075 м) и 6 форм Л7 в ширину (на ширине сетки С 0,63 м). На фиг. 4 условно показаны четыре формы 2.4 на ширине каждой сетки С. На каждой сетке С размещается 30 форм Л7, а всего на трех сетках - 90 форм. Каждый цикл выпечки занимает по времени, как показано выше, в п. 7.2) - 23 мин. Одновременно выпекается 90 хлебов в формах. Средняя производительность выпечки составляет 90/23=3,91 ≈4 буханки хлеба в мин. В прототипе, при размещении 6 форм Л7 (длиной 21,5 см) по ширине сетки эти шесть форм (при скорости сетки 10 см/мин) непрерывно выходят из туннеля за 2,15 мин или 6/2,15=2,79 ≈3 буханки хлеба в мин. Производительность в прототипе, несмотря на непрерывность процесса выпечки, на 33% меньше 7.3.3. Существенное упрощение операций и устройства, реализующего способ, обеспечивается отсутствием электропривода, кинематических передач, приводных и натяжных цилиндров для сетки и блока управления электроприводом.
Дополнительным существенным преимуществом заявляемого способа является существенное сокращение затрат ручного труда по сравнению с прототипом. В заявляемом способе, как показано выше, затраты ручного труда (загрузить подвижную часть 2, задвинуть ее в неподвижную часть 1 и выдвинуть из нее после выпечки) составляют 3 мин за цикл выпечки в 23 мин. В прототипе ручной труд используется при выпечке непрерывно с одной стороны для загрузки на сетку форм с тестом каждые 2,15 мин (в начале туннельной печи) и с другой стороны для съема выпеченной продукции каждые 2,15 мин (в конце, на выпуске, туннельной печи).
8. Источники информации
1. Остриков А.Н. и др. Практикум по курсу «Технологическое оборудование». - Воронеж: Воронежская государственная технологическая академия, 1999. - 309 с.
2. Хромеенков В.М. Технологическое оборудование хлебозаводов и макаронных фабрик. - СПб: ГИОРД, 2003. - 496 с.
3. Патент RU №2441187, МПК F27B 9/00, опубл. 27.01.2012.
4. Патент GB №1281504 А, 12.07.1972.
5. Заявка на изобретение RU №20091688 C1, 27.09.1997.
6. Патент SU №832284 A1, 23.05.1981.
7. Патент SU №992976 A1, 30.01.1983.
8. Патент SU №679779 A1, 18.08.1979.
9. Патент SU №1725949 A1, 07.04.1992.
10. Патент US №4568279 А, 04.02.1986.
11. Патент US №4573909 А, 04.03.1986.
12. Патент RU №2313746 C1, МПК F27B 9/00, опубл. 27. 12.2007.
13. Заявка на изобретение RU №2008121359 А, МПК C03B 19/08, опубл. 27.12.2009.
14. Патент RU №2146033 C1, 27.02.2000.
15. Патент SU №906828 А, 28.02.1982.
16. Патент SU №309881 А, 26.12.1971.
17. Патент RU №2417960, МПК C03B 25/08, опубл. 10.05.2011.
18. Патент RU №2310616 С2, МПК C03B 19/08, опубл. 20.11.2007.
19. Джемисон P. X. Физика и техника инфракрасного излучения. - М.: Изд. Советское радио, 1965. - 535 с.
20. www.lisma-guprm.ru.
21. Нащекин В.В. Техническая термодинамика и теплопередача. - М.: Высшая школа, 1980. - 469 с.
22. Патент RU №2430630 C1, Бюл. №28, 10.10.2011.
23. Зигель Р., Хауэлл Н. Теплообмен излучением. - М.: Изд. Мир, 1975. - 934 с.
24. Патент RU 2457680 С2, A21B 1/48, F27B 9/00, опубл. 10.08.2012.
25. Кошкин Н.И., Ширкевич М.Г. Справочник по элементарной физике. Издание седьмое стереотипное. - М.: Наука, 1976. - 256 с.
26. http://spectr.chb.ru/
27. Патент RU №2431793 C1, МПК F26B 3/34, Бюл. №29 от 20.10.2011.
28. Патент RU №2465526 С2, МПК F26B 3/04, Бюл. №30 от 27.10.2012.
29. Ульмишек Л.Г. Производство электрических ламп накаливания. - Л.: Энергия, 1966. - 640 с.
30. Патент RU №2526396, Бюл. №23, 20.08.2014.
31. http://diamart.su/shop/product_764.html
32. http://diamart.su/shop/product_741.html
33. http://www.adviceskilled.ru/sovet-po-remontu/tipy-lamp-nakalivaniya
34. http://www.elektrosvet.ru/lamp/l_03.php
35. http://www.svetoch34.ru/katalogs/HTML/113822/#st26
36. http://www.energyprom.com/component/k2/lampyi-nakalivaniya-zerkalnyie-infrakrasnyie-ikz
37. http://www.elektrolampa.narod.ru/ikz.html
38. http://lessonradio.ru/radioelektronika/skhemy/tajjmer-so-zvukovojj-signalizaciejj/
39. http://nauchebe.net/2011/07/tajmer-so-zvukovoj-signalizaciej/
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЕЧКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ В ФОРМАХ, ДВИЖУЩИХСЯ ПРЯМОЛИНЕЙНО НА КОНВЕЙЕРЕ ВНУТРИ ТУННЕЛЬНОЙ ПЕЧИ | 2013 |
|
RU2526396C1 |
| СПОСОБ НАГРЕВА ПИЩЕВЫХ ШТУЧНЫХ ПОЛУФАБРИКАТОВ НА КОНВЕЙЕРЕ ВНУТРИ ТУННЕЛЬНОЙ ПЕЧИ | 2010 |
|
RU2457680C2 |
| Способ нагрева сырой ленты для её непрерывной вулканизации на каландре | 2015 |
|
RU2623563C2 |
| Способ непрерывной вулканизации длинномерной ленты из сырой резины или каучука на каландре | 2015 |
|
RU2610863C1 |
| Способ непрерывной вулканизации ленты из сырой резины или каучука | 2016 |
|
RU2641280C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ВЫПЕЧКИ ТОНКОСЛОЙНОЙ ПОЛОСЫ ИЛИ ЛЕНТЫ ИЗ МУЧНОГО ТЕСТА | 2014 |
|
RU2567204C2 |
| СПОСОБ НАГРЕВА ПИЩЕВЫХ ШТУЧНЫХ ПОЛУФАБРИКАТОВ, ДВИЖУЩИХСЯ ПРЯМОЛИНЕЙНО НА КОНВЕЙЕРЕ | 2010 |
|
RU2430630C1 |
| СПОСОБ НЕПРЕРЫВНОЙ СУШКИ ДИСПЕРСНЫХ (СЫПУЧИХ) МАТЕРИАЛОВ ВНУТРИ ВЕРТИКАЛЬНО УСТАНОВЛЕННОЙ ВРАЩАЮЩЕЙСЯ ЁМКОСТИ, НАГРЕВАЕМОЙ СНАРУЖИ ИЗЛУЧЕНИЕМ | 2015 |
|
RU2603212C1 |
| Способ получения горячих растворов в вертикальной ёмкости прямоугольного поперечного сечения, высота которой больше поперечных размеров | 2015 |
|
RU2611522C1 |
| СПОСОБ НЕПРЕРЫВНОЙ СУШКИ ДИСКРЕТНЫХ МЕЛКИХ МАТЕРИАЛОВ ПОСРЕДСТВОМ НАПРАВЛЕННО-ФОКУСИРОВАННОГО ИЗЛУЧЕНИЯ В БЛИЖНЕЙ ИНФРАКРАСНОЙ ОБЛАСТИ | 2014 |
|
RU2568019C1 |

Способ предусматривает размещение выпекаемых изделий на сетке внутри вдоль неподвижных туннелей в форме выгнутых по дуге корыт, открытых снизу, смонтированных на каркасе печи и накрытых сверху теплоизоляцией. Туннели, изделия, формы и сетки нагревают излучением в ближней инфракрасной области, направленным снизу вверх так, что большая его часть направлена на сетку, а меньшая - двумя одинаковыми частями внутрь туннеля справа и слева от сетки. В качестве излучателей используют электролампы с узким световым распределением ИКЗ-250. При этом три идентичных туннеля размещают параллельно друг другу, один под другим, горизонтально. Три параллельные друг другу горизонтальные и идентичные сетки с формами или с материалом, задвигают в туннели над инфракрасными нагревателями, плотно закрывая торцы туннелей. По окончании выпечки сетки с изделиями выдвигают из туннелей. Изобретение обеспечивает повышение производительности. 6 ил.
Способ выпечки хлебобулочных изделий в формах или без форм на сетке внутри туннельной печи, в котором выпекаемые изделия в формах или без форм размещают на сетке и вместе с сеткой - внутри и вдоль неподвижного туннеля в форме выгнутого по дуге корыта, открытого снизу, смонтированного на каркасе печи и накрытого сверху теплоизоляцией, нагревая туннель, изделия, формы и сетку направленно-фокусированным излучением в ближней инфракрасной области, направленным снизу вверх так, что большую его часть направляют на сетку, а меньшую задают двумя одинаковыми частями, которые направляют внутрь туннеля справа и слева от сетки размещая неподвижно три идентичных модуля инфракрасного нагревателя под сеткой вдоль нее один за другим и поддерживая заданную температуру внутри туннеля автоматически трехфазным авторегулятором «напряжение-температура», отличающийся тем, что три идентичных туннеля размещают неподвижно, параллельно друг другу и один под другим горизонтально, а под каждым из туннелей неподвижно устанавливают по одному идентичному друг другу модулю инфракрасного нагревателя, при этом три параллельные друг другу горизонтальные и идентичных сетки с формами или с материалом, задвигают в туннели над инфракрасными нагревателями, плотно закрывая торцы туннелей, задают температуру в туннелях и время выпечки, по достижении которого сетки с формами выпечки выдвигают из туннелей, при этом первоначально туннели выполняют с одним заглушенным концом, каждый туннель укрывают теплоизоляцией снаружи, датчик температуры устанавливают в нижнем туннеле, а в качестве излучателей направленно-фокусированного инфракрасного излучения используют электролампы с узким световым распределением ИКЗ-250.
| СПОСОБ ВЫПЕЧКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ В ФОРМАХ, ДВИЖУЩИХСЯ ПРЯМОЛИНЕЙНО НА КОНВЕЙЕРЕ ВНУТРИ ТУННЕЛЬНОЙ ПЕЧИ | 2013 |
|
RU2526396C1 |
| СПОСОБ НАГРЕВА ПИЩЕВЫХ ШТУЧНЫХ ПОЛУФАБРИКАТОВ НА КОНВЕЙЕРЕ ВНУТРИ ТУННЕЛЬНОЙ ПЕЧИ | 2010 |
|
RU2457680C2 |
| СПОСОБ НАГРЕВА ПИЩЕВЫХ ШТУЧНЫХ ПОЛУФАБРИКАТОВ, ДВИЖУЩИХСЯ ПРЯМОЛИНЕЙНО НА КОНВЕЙЕРЕ | 2010 |
|
RU2430630C1 |

