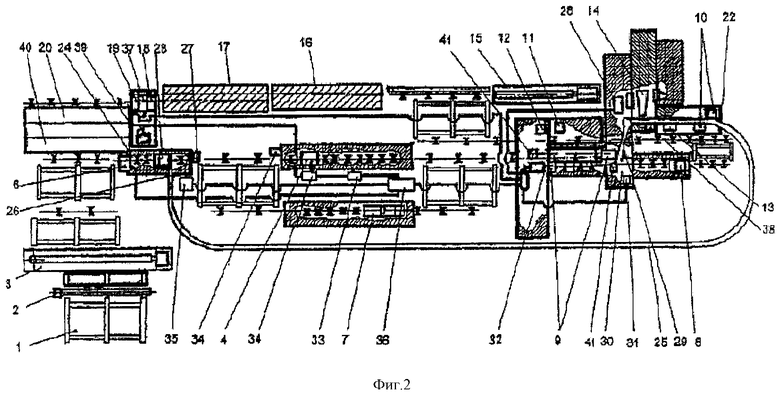
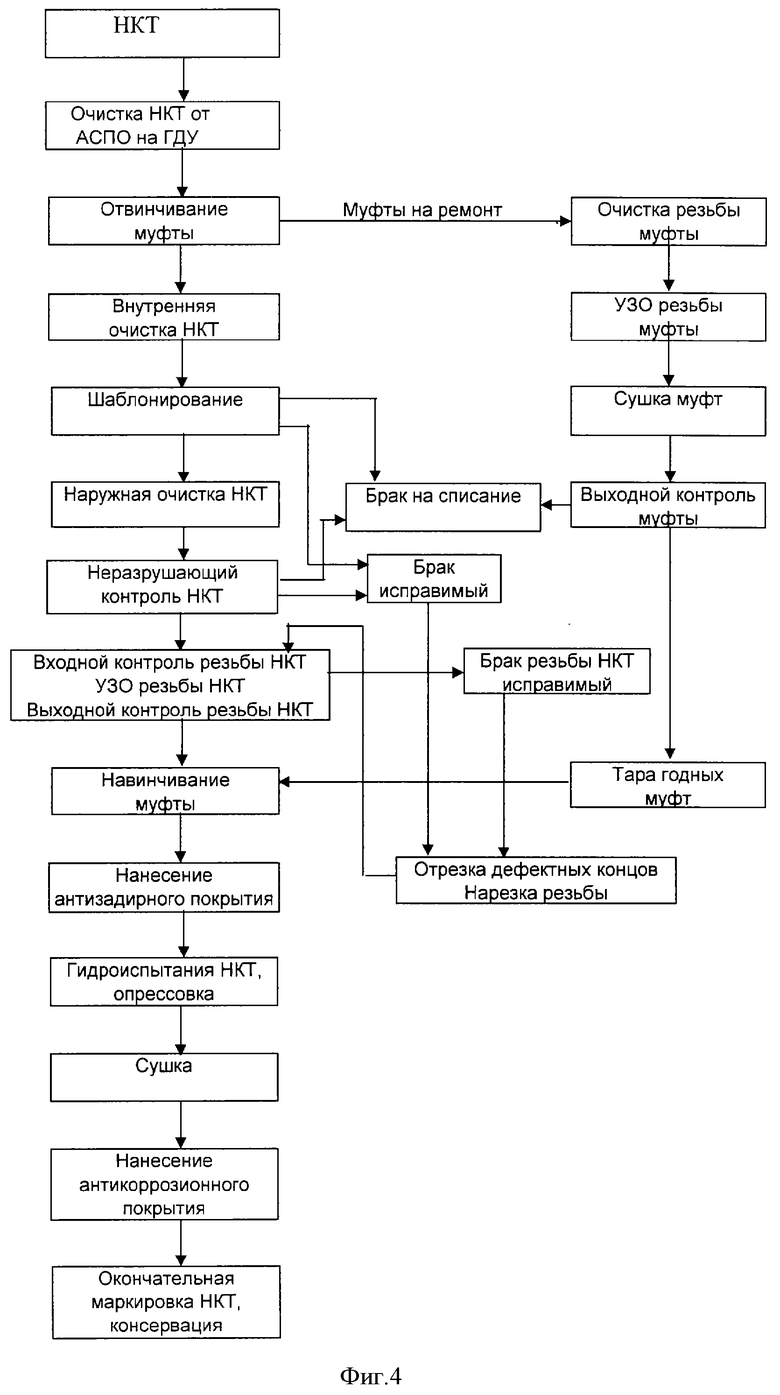
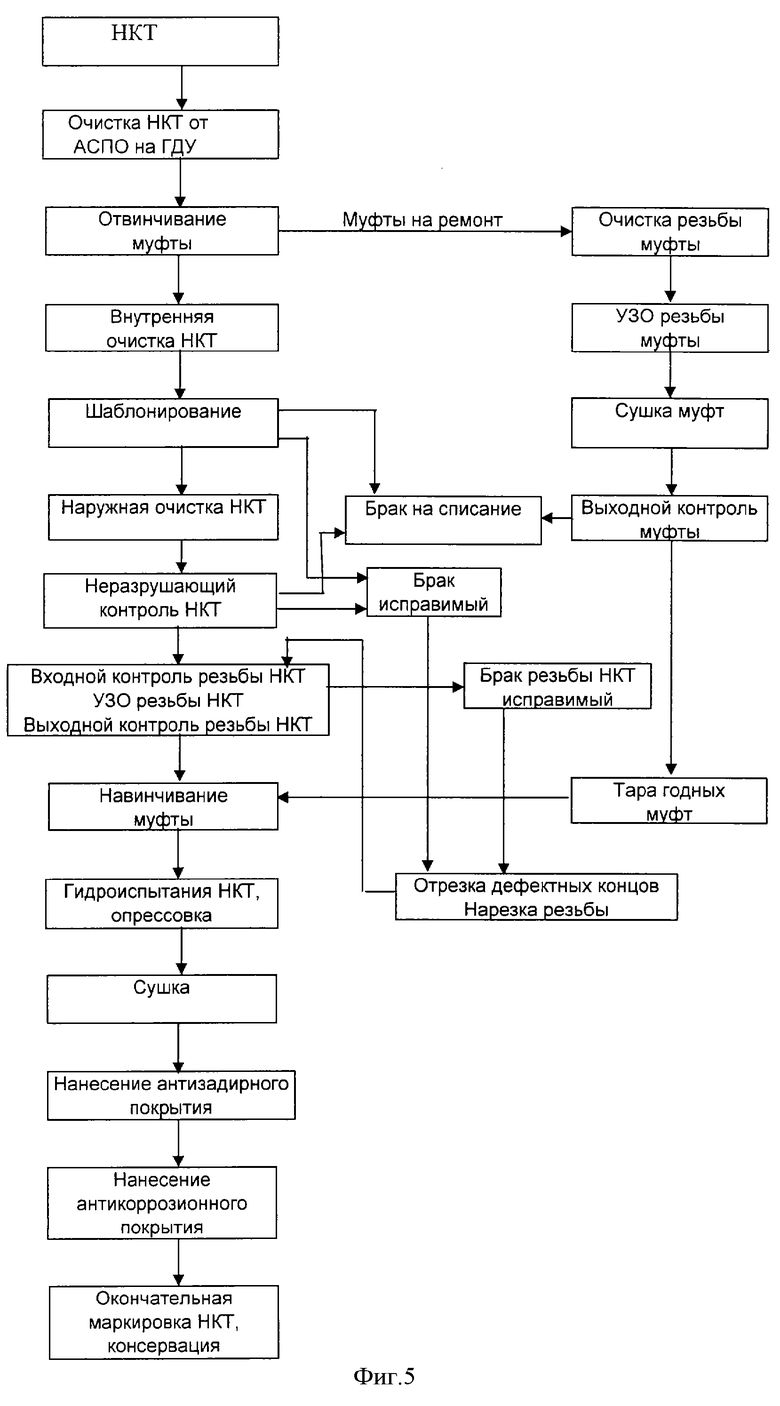
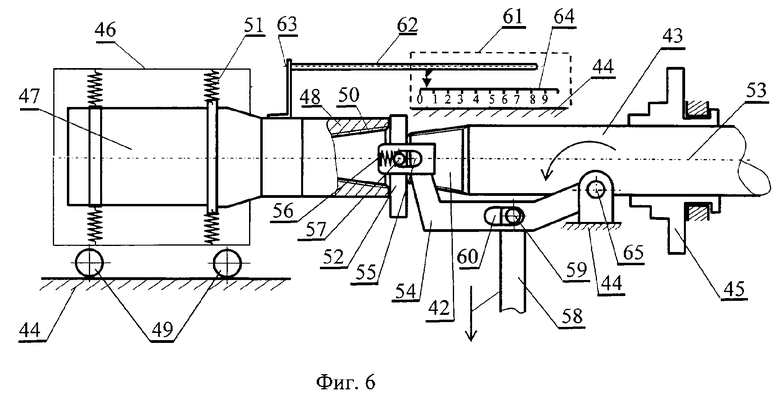
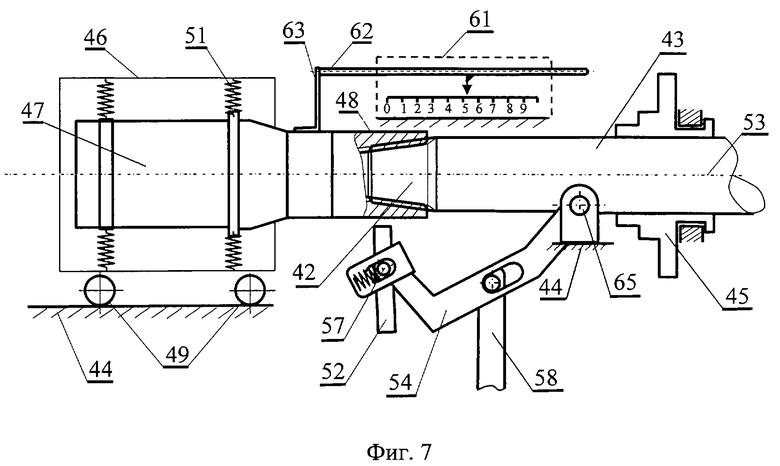
1. Способ подготовки к эксплуатации нарезных нефтегазопромысловых труб, в котором в едином технологическом потоке труб в сборе с муфтами проводят очистку труб от загрязнений, далее все технологические операции осуществляют при помощи автоматической системы управления (АСУ), используемой в качестве экспертной и/или управляющей системы, а именно осуществляют входной линейный контроль, диагностику и классификацию тела трубы и муфты, входной контроль по комплексным показателям "натяг гладкого калибра", "натяг резьбового калибра" и параметру "рабочая высота профиля" резьбовых участков трубы и муфты, дополнительную технологическую маркировку труб и муфт, при этом перед входным контролем производят развинчивание закрытого резьбового соединения муфты с трубой, производят наружную очистку и внутреннюю очистку трубы и муфты, осуществляют шаблонирование тела трубы и входной многопараметровый контроль качества резьбовых участков трубы и муфты, в том числе бывшей в закрытом соединении труба-муфта, диагностику участков тела трубы и муфты под резьбой, бывшей закрытой, где толщина стенок близка к минимальной, итоги входного контроля, в том числе группу прочности материала трубы и муфты заносят в оперативную базу данных АСУ и в соответствии с техническими условиями задаваемыми посредством АСУ разбраковывают трубы по параметрам тела трубы и резьбы на потенциально ремонтопригодные для получения определенного класса труб и распределяют для дальнейшей обработки по технологическим потокам с индивидуально заданными режимами обработки и составом операций после чего производят ультразвуковую обработку или ультразвуковую и/или механическую с последующей ультразвуковой обработку резьбовых участков нефтепромысловых труб и муфт, свинчивание муфт после их выхода с технологического потока обработки муфт и после многопараметрового контроля с трубами при помощи муфтодоверточного станка, нанесение антизадирного покрытия на резьбу, нанесение антикоррозионного покрытия на внутреннюю поверхность труб, гидроиспытание трубы в сборе с муфтой, совмещенное с акусто-эмиссионным контролем, сушка, выходной многопараметровый контроль трубной резьбы, в том числе контроль резьбовых участков труб по комплексным показателям "натяг гладкого калибра", "натяг резьбового калибра" и параметру "рабочая высота профиля", автоматическая маркировка труб посредством АСУ и в соответствии с ней сведения о классе и параметрах трубы, а так же о комплексе операций проведенных над трубой и муфтой, заносят в базу данных АСУ, отличающийся тем, что входной и выходной контроль по комплексным показателям "натяг гладкого калибра", "натяг резьбового калибра" резьбовых участков осуществляют на стадии ультразвуковой обработки резьбового участка изделия путем использования в качестве измерительного калибра ультразвукового резьбового рабочего инструмента, а о величине параметра "рабочая высота профиля" судят по разности комплексных показателей "натяг гладкого калибра", "натяг резьбового калибра" и по величине полученного параметра судят о ремонтопригодности данного резьбового участка по параметру "высота головки профиля" и в случае признания резьбового участка ремонтопригодным проводят ультразвуковую обработку, осуществляя тем самым коррекцию профиля резьбы и ее упрочнение.2. Способ по п.1, отличающийся тем, что резьбовой участок единообразно устанавливают в зоне обработки относительно узла зажима и вращения изделия в котором осуществляют зажим детали, перемещают инструмент в сторону резьбового участка до момента поджатия его по вершинам резьбы к его торцу, с усилием осевого прижима от внешнего источника или под собственным весом, осуществляют вращение инструмента в сторону развинчивания, контролируют начальную координату положения поджатого инструмента относительно узла зажима и вращения с резьбовым участком по шкале датчика, сравнивают с предварительно определенным значением начальной координаты эталонного резьбового участка или контрольного нормативногодного резьбового участка, фиксируют результат сравнения и по соотношению судят о величине показателя "натяг гладкого калибра", далее сообщают детали вращение в сторону свинчивания с инструментом, останавливают свинчивание при заданной величине крутящего момента, контролируют координату положения навинченного инструмента относительно узла зажима и вращения и/или координаты положения детали по шкале датчика, сравнивают с предварительно определенным значением координаты определенной применительно к свинчиванию инструмента для эталонного резьбового участка или контрольного нормативногодного резьбового участка, фиксируют результат сравнения и по соотношению между ними судят о величине показателя "натяг резьбового калибра", затем определяют контрольную разность между координатами положений поджатого и свинченного инструмента и сравнивают с предварительно определенным значением разности координат для эталонного резьбового участка или контрольного нормативногодного резьбового участка, фиксируют результат сравнения и по соотношению между ними судят о ремонтопригодности данного резьбового участка детали по параметру "высота головки профиля".3. Способ по п.2, отличающийся тем, что единообразную установку резьбового участка осуществляют тем, что на пути движения резьбового участка помещают убирающийся упор-фиксатор, подают резьбовой участок до контакта его торца с упором-фиксатором и фиксируют изделие в узле зажима и вращения, убирают упор-фиксатор из зоны обработки, перемещают инструмент в сторону резьбового участка до момента поджатия по вершинам резьбы инструмента к торцу резьбового участка, осуществляют вращение инструмента в сторону развинчивания, в поджатом состоянии с помощью датчика линейных перемещений измеряют координату положения инструмента относительно узла зажима и вращения, сравнивают с предварительно определенным значением координаты положения для эталонного резьбового участка или для контрольного нормативногодного резьбового участка, фиксируют результат сравнения и по соотношению судят о величине показателя "натяг гладкого калибра", производят свинчивание инструмента и резьбового участка изделия до достижения заданной величины крутящего момента и измеряют координату положения навинченного инструмента относительно узла зажима и вращения, сравнивают ее с предварительно определенным значением координаты определенной применительно к свинчиванию инструмента для эталонного резьбового участка или контрольного нормативногодного резьбового участка, фиксируют результат сравнения и по соотношению между ними судят о величине показателя "натяг резьбового калибра", осуществляют контроль за соответствием реального натяга резьбового участка изделия допустимым значениям, затем определяют контрольную разность между координатами положений поджатого и свинченного инструмента и по ее значению судят о величине параметра "рабочая высота профиля" сравнивают полученное значение параметра с аналогичным параметром, полученным в отношении эталонного резьбового участка или контрольного нормативногодного участка, занесенным в базу данных АСУ, затем проводят ультразвуковую обработку признанного ремонтопригодным резьбового участка, осуществляя тем самым коррекцию профиля резьбы и ее упрочнение.4. Способ по п.3, отличающийся тем, что в случае признания резьбового участка неремонтопригодным по параметру "рабочая высота профиля", резьбовой участок трубного изделия отправляют на механическую обработку а затем возвращают на стадию ультразвуковой обработки, а резьбовой участок муфты отправляют в брак.5. Способ по п.3, отличающийся тем, что в процессе ультразвуковой обработки проводят контроль по комплексным показателям "натяг гладкого калибра", "натяг резьбового калибра" и параметру "рабочая высота профиля" обрабатываемой резьбы путем измерения положений инструмента, свинчиваемого с резьбовым участком изделия, и если параметр "рабочая высота профиля" достигает предельно допустимых значений, то ультразвуковую обработку прекращают.6. Способ по п.1, отличающийся тем, что между ультразвуковой обработкой резьбы и нанесением антизадирного покрытия выдерживают время, меньшее периода релаксации tp обработанного ультразвуком металла.7. Способ по п.1, отличающийся тем, что АСУ подбирает закрытое резьбовое соединение по группе прочности и параметрам геометрии пары резьб, преимущественно бывших в закрытом резьбовом соединении друг с другом.8. Способ по п.7, отличающийся тем, что затем производят комплектацию труб заданного типа.9. Способ по п.1, отличающийся тем, что ультразвуковая обработка резьб нефтепромысловых труб заключается в их одновременной обработке поверхностным пластическим деформированием и потоком ультразвуковых колебаний, интенсивность которого в точках контакта инструмента с обрабатываемой поверхностью регулируют пропорционально усилиям поверхностной пластической деформации.10. Способ по п.9, отличающийся тем, что поверхностное пластическое деформирование осуществляют однократно или многократно "напроход" и в упор инструментом в виде резьбового элемента, ответного обрабатываемой резьбе, установленного на выходном участке волновода, подводящего поток ультразвуковых колебаний, при переменной угловой скорости в ходе окончания свинчивания и/или начала развинчивания, при этом перед началом развинчивания, по крайней мере перед раскреплением и/или после окончания свинчивания, по крайней мере однажды после докрепления, обработку потоком ультразвуковых колебаний проводят в течение интервала времени Т, определяемого параметрами ультразвуковых колебаний, а так же материалом трубы.11. Способ по одному из пп.1, 9 и 10, отличающийся тем, что амплитуду ультразвуковых колебаний регулируют в пределах от 1 до 40 мкм.12. Способ по п.11, отличающийся тем, что ультразвуковые колебания подводят через муфту, свинченную с трубой, при этом частоту ультразвуковых колебаний регулируют в соответствии с основным тоном продольных собственных колебаний муфты.13. Способ по п.10, отличающийся тем, что свинчивание резьбовых элементов прерывают при достижении нормированной величины крутящего момента сопротивления, переходят к развинчиванию, которое прерывают не ранее, чем после 1-2 оборотов, затем вновь переходят к свинчиванию, повторяя процесс "свинчивания-развинчивания" до достижения соответствующей аттестации обрабатываемого элемента.14. Способ по одному из пп.9 и 10, отличающийся тем, что при осуществлении ультразвуковой обработки в зону контакта резьбовых участков дополнительно вводят низкочастотные колебания, амплитуда которых составляет от 0,5 до 1000 z, где z - величина нормативного зазора для обрабатываемой резьбы.15. Способ по п.14, отличающийся тем, что низкочастотные колебания в зону контакта резьбовых участков вводят под углом более 30° к направлению ультразвуковых колебаний.16. Способ по одному из пп.9 и 10, отличающийся тем, что в процессе ультразвуковой обработки резьб нефтепромысловых труб и муфт при завершении посадки резьбовых участков инструмента и трубы или муфты по вершинам резьбы измеряют глубину их посадки, относительное винтовое перемещение резьбовых участков выполняют с фронтальным или с тыльным прижимом их поверхностей, который осуществляют в продольном направлении относительно оси резьбового участка обрабатываемой детали, а при достижении заданного значения крутящего момента определяют величину разности между глубиной посадки резьбовых участков по навинчиванию и глубиной их посадки по вершинам резьбы, при этом ультразвуковое воздействие начинают осуществлять после завершения 1-3 оборотов вращения, следующих за посадкой резьбовых участков по вершинам их резьбы, а заканчивают после одновременного достижения предварительно заданных значений рабочего крутящего момента, глубины посадки навинчиванием и/или величины разности между глубиной посадки резьбовых участков навинчиванием и глубиной их посадки по вершинам резьбы.17. Способ по п.16, отличающийся тем, что переход от фронтального прижима к тыльному, или от тыльного прижима к фронтальному выполняют, по меньшей мере, один раз.18. Способ по п.16, отличающийся тем, что переход от фронтального прижима к тыльному, или от тыльного прижима к фронтальному выполняют по завершению, по меньшей мере, одного полного оборота вращения.19. Способ по одному из пп.17 или 18, отличающийся тем, что прижим выполняют, по меньшей мере, один раз, а его длительность устанавливают равной, по меньшей мере, одному полному периоду вращения.20. Способ по п.19, отличающийся тем, что прижим выполняют с усилием 0,1-10000 Н.21. Способ по п.20, отличающийся тем, что прижим выполняют с постоянным усилием.22. Способ по п.20, отличающийся тем, что прижим выполняют с изменяющимся усилием.23. Способ по п.22, отличающийся тем, что величину усилия прижима изменяют на 25-50%.24. Способ по п.23, отличающийся тем, что величину усилия прижима изменяют монотонно.25. Способ по п.16, отличающийся тем, что фронтальный или тыльный прижим начинают осуществлять не ранее завершения, по меньшей мере, одного оборота вращения в направлении навинчивания, следующего за посадкой резьбовых участков по вершинам резьбы.26. Способ по одному из пп.9 и 10, отличающийся тем, что в процессе ультразвуковой обработки резьб нефтепромысловых труб при завершении посадки резьбовых участков инструмента и трубы по вершинам резьбы, проведение операций с относительным вращением резьбовых участков в направлениях навинчивания и развинчивания, преимущественно, с выстоем между ними, сопровождающимися поджимом резьб фронтальными резьбовыми поверхностями, а также последующее разъединение резьбовых участков, при осуществлении которого контролируют крутящий момент и глубину посадки резьбовых участков, а ультразвуковое воздействие начинают во время первой операции с навинчиванием, продолжают при операции с выстоем и завершают его до заключительного разъединения резьбовых участков при этом резьбовой участок обрабатываемой трубы подвергают дополнительному ультразвуковому воздействию, которое осуществляют до начала проведения первой операции с навинчиванием и/или после окончания развинчивания перед заключительным разъединением резьбовых участков или после него.27. Способ по п.26, отличающийся тем, что при дополнительном ультразвуковом воздействии колебания вводят преимущественно в зоны контакта закруглений вершин ниток резьбы со стороны вставной фронтальной грани резьбовой поверхности обрабатываемого резьбового участка.28. Способ по п.27, отличающийся тем, что при дополнительном ультразвуковом воздействии осуществляют поджим участков фронтальными резьбовыми поверхностями в ходе относительного вращательного движения резьбовых участков в направлении развинчивания со скачкообразным перемещением инструмента к детали на расстояние порядка шага резьбы.29. Способ по п.26, отличающийся тем, что дополнительное ультразвуковое воздействие осуществляют при вращательном движении, по меньшей мере, одного из резьбовых участков.30. Способ по п.28, отличающийся тем, что относительное вращение резьбовых участков осуществляют до изменения глубины посадки, по меньшей мере, на один шаг резьбы.31. Способ по п.26, отличающийся тем, что ультразвуковые колебания в зону обработки при осуществлении основного и дополнительного ультразвуковых воздействий вводят, преимущественно, одними и теми же техническими средствами и методами.32. Способ по п.26, отличающийся тем, что основное и дополнительное ультразвуковое воздействия осуществляют с амплитудой 1,0-30 мкм на частоте в диапазоне 16-80 кГц.33. Способ по п.32, отличающийся тем, что основное и дополнительное ультразвуковое воздействия осуществляют с одинаковыми или с разными амплитудами колебаний.34. Способ по п.27, отличающийся тем, что суммарную продолжительность, амплитуду и частоту основных и дополнительных ультразвуковых воздействий задают в связи с маркой материала детали или группой прочности трубы и температурой окружающей среды, устанавливают обеспечивающей создание в контактных зонах, в том числе на закруглениях вершин обрабатываемой резьбы со стороны ее фронтальной грани упрочненного слоя с микротвердостью 2000-6500 Н/мм2 и с глубиной в диапазоне 10-40 мкм.35. Способ по п.33, отличающийся тем, что основное и/или дополнительные ультразвуковые воздействия до начала навинчивания и после окончания развинчивания осуществляют с одинаковыми или с разными амплитудами колебаний.36. Способ по п.26, отличающийся тем, что основное и/или дополнительное ультразвуковое воздействие до начала навинчивания начинают осуществлять не ранее чем по истечению одного периода вращения, следующего после первичного соприкосновения обрабатываемой резьбы и рабочего инструмента.37. Способ по п.26, отличающийся тем, что основное и/или дополнительное ультразвуковое воздействие после окончания развинчивания выполняют, разъединяя резьбовые участки обрабатываемого изделия и рабочего инструмента, а затем вновь вводя их в соприкосновение и осуществляя посадку по вершинам резьбы.38. Способ по п.1, отличающийся тем, что очистку резьбовых участков трубы производят путем придания трубе вращения вокруг продольной оси и подачи на наружную поверхность резьбового участка трубы абразивно-воздушной струи.39. Способ по п.38, отличающийся тем, что абразивно-воздушной струе придают в поперечном сечении прямоугольную форму.40. Способ по п.39, отличающийся тем, что, широкую сторону абразивно-воздушной струи располагают вдоль оси трубы.41. Способ по п.40, отличающийся тем, что абразивно-воздушную струю подают вдоль резьбовых канавок и направляют так, чтобы ее центральная плоскость была параллельна поверхности резьбы и находилась на участке между вершинами и впадинами профиля резьбы.42. Способ по п.41, отличающийся тем, что абразивно-воздушную струю подают под углом наклона к плоскости поперечного сечения трубы, равным углу подъема нитки резьбы.43. Способ по одному из пп.38-42, отличающийся тем, что толщина абразивно-воздушной струи в зоне обработки составляет не меньше высоты профиля обрабатываемой резьбы.44. Способ по п.1, отличающийся тем, что очистку труб от загрязнений производят путем тепловой очистки.45. Способ по п.44, отличающийся тем, что тепловую очистку труб от загрязнений производят с применением газотурбинных двигателей.46. Способ по п.1, отличающийся тем, что антизадирное покрытие на резьбовой участок труб наносят путем придания трубе вращения вокруг продольной оси и нанесения покрытия на поверхность резьбового участка трубы.47. Способ по п.46, отличающийся тем, что антизадирное покрытие наносят по меньшей мере двумя воздушно-порошковыми струями.48. Способ по п.47, отличающийся тем, что поперечным сечениям воздушно-порошковых струй придают прямоугольную форму.49. Способ по п.47, отличающийся тем, что воздушно-порошковые струи направляют так, чтобы ось каждой струи находилась в плоскости, проходящей через ось трубы и была наклонена по отношению к ней на угол, равный 30-40°.50. Способ по п.47, отличающийся тем, что воздушно-порошковые струи располагают вдоль оси трубы и наклоняют по отношению к оси трубы в противоположные стороны.51. Способ по п.50, отличающийся тем, что угол между проекциями осей струй на плоскость поперечного сечения трубы выбирают в интервале от 30 до 180°.52. Способ по п.48, отличающийся тем, что широкие стороны воздушно-порошковых струй формируют с длиной, составляющей 30-100% от длины резьбового участка.53. Способ по одному из пп.46-52, отличающийся тем, что на фронтальные и тыльные поверхности резьбы наносят одинаковые по составу покрытия.54. Способ по одному из пп.46-52, отличающийся тем, что на фронтальные и тыльные поверхности резьбы наносят разные по составу покрытия.55. Способ по одному из пп.46-52, отличающийся тем, что воздушно-порошковые струи подают под одинаковыми углами наклона к оси трубы.56. Способ по одному из пп.46-52, отличающийся тем, что воздушно-порошковые струи подают под разными углами наклона к оси трубы.57. Способ по п.1, отличающийся тем, что многопараметровый контроль качества резьбы производят оптическим методом.58. Способ по п.1, отличающийся тем, что многопараметровый контроль качества резьбы производят автоматическим методом.59. Способ по п.1, отличающийся тем, что свинчивание муфт с трубами после ультразвуковой обработки трубной резьбы производят через ограниченный периодом релаксации tp обработанного ультразвуком металла временной интервал.60. Способ по п.1, отличающийся тем, что автоматическую маркировку труб производят при помощи лазера.61. Способ по п.1, отличающийся тем, что автоматическую маркировку труб производят механическим способом.62. Способ по п.1, отличающийся тем, что после развинчивания закрытого резьбового соединения муфты с трубой, сперва проводят внутреннюю очистку трубы и муфты, затем проводят наружную очистку и затем осуществляют шаблонирование тела трубы и входной многопараметровый контроль качества резьбы.63. Способ по одному из пп.1 и 62, отличающийся тем, что шаблонирование тела трубы осуществляют между наружной и внутренней очисткой тела трубы.64. Способ по п.63, отличающийся тем, что перед входным многопараметровым контролем качества резьбы производят дополнительную стадию нагрева тела трубы.65. Способ по п.1, отличающийся тем, что после свинчивания муфт с трубами сперва проводят гидроиспытания трубы в сборе с муфтой с последующей сушкой, а затем наносят антизадирное покрытие на резьбу.66. Комплекс оборудования для подготовки к эксплуатации нарезных нефтегазопромысловых труб, который содержит оборудование, установленное по ходу единого технологического процесса с потоком одинаково ориентированных муфтой труб, смонтированное в функциональных модульных блоках, перемещаемых в сборе и связанное между собой компьютерной сетью АСУ и транспортными механизмами, включающее входной раскаточный стеллаж с устройством контроля кривизны трубы, установку очистки трубы от асфальтосмолопарафиновых загрязнений, в том числе оборудование для внутренней и внешней очистки трубы и муфты, установку диагностики и неразрушающего контроля тела трубы, устройство входного контроля по комплексным показателям "натяг гладкого калибра", "натяг резьбового калибра" и по параметру "рабочая высота профиля" качества резьбовых участков трубы и муфты, устройство дополнительной технологической маркировки труб, оборудование для ремонта резьбовых элементов путем механической обработки, в том числе муфтодоверточный станок, оборудование для ультразвуковой обработки резьбовых элементов нефтепромысловых труб и муфт, установку гидроиспытаний труб, установку акусто-эмиссионного контроля в ходе гидроиспытаний, установку сушки труб, оборудование для нанесения антизадирного покрытия на резьбу, установку нанесения антикоррозионного покрытия на внутреннюю поверхность труб, установку окончательной маркировки, сортировочный стеллаж и устройство ввода информации о маркированных трубах в базу данных АСУ, отличающийся тем, что оборудование для ультразвуковой обработки резьбовых участков нефтепромысловых труб снабжено встроенным устройством контроля качества резьбовых элементов по комплексным показателям "натяг гладкого калибра", "натяг резьбового калибра" и по параметру "рабочая высота профиля", в котором в качестве контролирующего калибра используют ультразвуковой резьбовой рабочий инструмент.67. Комплекс оборудования по п.66, отличающийся тем, что оборудование для ультразвуковой обработки резьбовых участков нефтепромысловых труб и муфт включает станину, узел зажима изделия и его вращения вокруг продольной оси, узел сменного инструмента, содержащий ультразвуковой рабочий инструмент, резьбовой участок которого выполнен ответным обрабатываемому резьбовому участку, обращенный к узлу зажима и вращения, выполненный с возможностью навинчивания на обрабатываемый резьбовой участок, узел позиционирования заготовки в продольном направлении и узел контроля качества резьбовых участков по комплексным показателям "натяг гладкого калибра", "натяг резьбового калибра" и по параметру "рабочая высота профиля", который включает ультразвуковой рабочий инструмент который используют в качестве контролирующего (измерительного) калибра, датчик линейных перемещений контролирующий положение инструмента в рабочей зоне в направлении оси обрабатываемого резьбового участка, а узел зажима изделия и его вращения вокруг продольной оси или узел зажима изделия и его вращения вокруг продольной оси и/или узел позиционирования заготовки в продольном направлении содержат контролирующее устройство единообразного позиционирования изделия, выполненное в виде упора-фиксатора или включает станину, узел зажима изделия и его вращения вокруг продольной оси, узел сменного инструмента, содержащий ультразвуковой рабочий инструмент, резьбовой участок которого выполнен ответным обрабатываемому резьбовому участку, обращенный к узлу зажима и вращения, выполненный с возможностью навинчивания на обрабатываемый резьбовой участок, узел позиционирования заготовки в продольном направлении, датчик линейных перемещений контролирующий положение инструмента в рабочей зоне в направлении оси обрабатываемого резьбового участка и снабжено узлом контроля качества резьбовых участков по комплексным показателям "натяг гладкого калибра", "натяг резьбового калибра" и по параметру "рабочая высота профиля", который включает ультразвуковой рабочий инструмент, используемый в качестве контролирующего (измерительного) калибра и установленный между ультразвуковым рабочим инструментом и торцом резьбового участка изделия разделительный элемент, выполненный по меньшей мере с двумя измерительными плоскопараллельными поверхностями и средством перемещения разделительного элемента, обеспечивающим возможность его установки в рабочей зоне между обращенными друг к другу торцами рабочего инструмента и обрабатываемого резьбового участка и удаления его из этой зоны.68. Комплекс оборудования по п.67, отличающийся тем, что узел сменного инструмента содержит ультразвуковую колебательную систему, включающую электроакустический преобразователь, трансформатор колебательной скорости, волновод и инструмент, размещенный на его выходном участке, причем волновод выполнен сменным, трубчатым, в виде сплошного цилиндра или совмещенным с рабочим инструментом, а рабочий инструмент расположен на четвертьволновом его участке и выполнен резьбовым, ответным обрабатываемому резьбовому участку трубы или муфты, со спиральными пазами, расположенными на его рабочей поверхности симметрично относительно витка, соответствующего по исходным размерам витку в центре зоны наиболее интенсивного изнашивания резьбы.69. Комплекс оборудования по п.68, отличающийся тем, что волновод выполнен с охватывающим резьбовым участком, имеющим спиральные пазы левого винтового направления.70. Комплекс оборудования по п.68, отличающийся тем, что волновод выполнен с охватываемым резьбовым участком, имеющим спиральные пазы правого винтового направления.71. Комплекс оборудования по п.68, отличающийся тем, что на поверхности резьбового участка, ответного обрабатываемому, нанесен слой износостойкого материала, толщина которого выполнена переменной по рабочей длине резьбы в соответствии по локализации зоны экстремума со среднестатистической кривой эксплуатационного износа по среднему диаметру резьбовых участков, ответных обрабатываемому.72. Комплекс оборудования по п.67, отличающийся тем, что узел установки сменного инструмента выполнен в виде подвижной в продольном направлении каретки с механическими приводами, обеспечивающими соприкосновение, навинчивание, развинчивание и разъединение инструмента с обрабатываемым резьбовым участком, в корпусе которой размещены ультразвуковая головка с электроакустическим преобразователем, механизм подвески ультразвуковой головки и механизм фиксации осевого положения ультразвуковой головки, при этом сменный инструмент скреплен с торцом волновода электроакустического преобразователя с помощью резьбового или фланцевого соединения или поджат к нему с помощью подпружиненной в осевом направлении гильзы, фланец которой взаимодействует с торцом сменного инструмента.73. Комплекс оборудования по п.72, отличающийся тем, что механизм подвески ультразвуковой головки содержит, по крайней мере, два гибких элемента, один конец каждого из которых закреплен на ультразвуковой головке, а второй - подпружинен относительно корпуса каретки.74. Комплекс оборудования по п.73, отличающийся тем, что в качестве гибкого элемента использован канат.75. Комплекс оборудования по п.72, отличающийся тем, что механизм фиксации осевого положения ультразвуковой головки содержит две закрепленные на корпусе каретки направляющие скалки с осевыми упорами и две подвижные втулки, установленные на скалках, подпружиненные к упомянутым осевым упорам и имеющие выступы для взаимодействия с закрепленным на ультразвуковой головке рычагом.76. Комплекс оборудования по п.72, отличающийся тем, что узел установки сменного инструмента снабжен гидро- или пневмоцилиндром, встроенным в ультразвуковую головку и предназначенным для воздействия на подпружиненную гильзу в направлении от вибратора для замены сменного инструмента.77. Комплекс оборудования по п.72, отличающийся тем, что узел установки сменного инструмента дополнительно снабжен, по меньшей мере, одним источником низкочастотных колебаний, который связан с ультразвуковой колебательной системой.78. Комплекс оборудования по п.77, отличающийся тем, что источник низкочастотных колебаний соединен с рабочим инструментом, преимущественно, в узловом его сечении.79. Комплекс оборудования по п.72, отличающийся тем, что узел установки сменного инструмента дополнительно снабжен упором-фиксатором продольного положения торца детали в зоне обработки, средством измерения глубины посадки резьбовых участков и датчиками-регуляторами фронтального и тыльного прижима, соединенными с цепью управления механическими приводами, и установленными, преимущественно, в каретке и связанными, преимущественно с ультразвуковой колебательной системой.80. Комплекс оборудования по п.79, отличающийся тем, что средство измерения глубины посадки резьбовых участков установлено с возможностью попеременного взаимодействия с упором-фиксатором и рабочим инструментом или с одним из элементов узла его крепления.81. Комплекс оборудования по п.79, отличающийся тем, что приводной механизм продольного движения рабочего инструмента выполнен в виде двух силовых цилиндров, один из которых установлен на станине и связан с кареткой, а второй установлен в каретке и связан с одним из элементов механизма подвески ультразвуковой колебательной системы.82. Комплекс оборудования по п.72, отличающийся тем, что узел установки сменного инструмента дополнительно снабжен датчиком-индикатором механического соприкосновения рабочего ультразвукового инструмента и обрабатываемой резьбы.83. Комплекс оборудования по п.82, отличающийся тем, что датчик-индикатор механического соприкосновения рабочего ультразвукового инструмента и обрабатываемой резьбы выполнен в виде регистратора электрического или акустического замыкания цепи инструмент - резьба, подключенным к цепи управления механическими приводами.84. Комплекс оборудования по п.67, отличающийся тем, что ультразвуковой рабочий инструмент, резьбовой участок которого является ответным обрабатываемому резьбовому участку выполнен с, по меньшей мере, одним пазом, пересекающим нитки резьбы рабочей поверхности, причем кромки паза, соответствующие профилю резьбы рабочей поверхности в ее пересечении с плоскостями сторон паза, целиком, либо по участкам, выполнены притупленными.85. Комплекс оборудования по п.84, отличающийся тем, что рабочие кромки паза выполнены притупленными на участках закругленных вершин профиля.86. Комплекс оборудования по п.84, отличающийся тем, что рабочие кромки паза выполнены притупленными на прямолинейных участках профиля.87. Комплекс оборудования по п.84, отличающийся тем, что рабочая кромка паза, расположенная при заходах в нитки резьбы для свинчивания инструмента, выполнена острой, а кромка у противоположной стороны паза выполнена притупленной.88. Комплекс оборудования по п.84, отличающийся тем, что рабочая кромка паза, расположенная при заходах в нитки резьбы для свинчивания инструмента, выполнена притупленной, а кромка у противоположной стороны паза выполнена острой.89. Комплекс оборудования по п.67, отличающийся тем, что резьбовой участок ультразвукового рабочего инструмента выполнен соответствующим нормативам конусности, среднего диаметра в основной плоскости, угла профиля и шага для обрабатываемой резьбы, причем он содержит расположенный на нормативном от основной плоскости расстоянии виток, соответствующий нормативному заходному витку по параметру внутреннего диаметра резьбы в плоскости торца трубы, при этом со стороны витка, соответствующего нормативному заходному выполнен дополнительный резьбовой участок, длина которого составляет не менее шага резьбы и не превышает величины сбега, нормативной для обрабатываемой резьбы.90. Комплекс оборудования по п.67, отличающийся тем, что резьбовой участок ультразвукового рабочего инструмента выполнен соответствующим нормативам конусности, среднего диаметра в основной плоскости, угла профиля и шага для обрабатываемой резьбы и имеет высоту профиля, которая превышает нормативную для обрабатываемой резьбы, но менее нормативной высоты исходного остроугольного профиля, уменьшенной на нормативный радиус закругления впадины профиля обрабатываемой резьбы.91. Комплекс оборудования по п.90, отличающийся тем, что радиус закругления вершины профиля резьбовой поверхности выполнен меньше нормативного радиуса закругления впадины обрабатываемой резьбы, но больше его половины.92. Комплекс оборудования по п.68, отличающийся тем, что резьбовой участок ультразвукового рабочего инструмента имеет высоту профиля более нормативной для обрабатываемой резьбы, но менее нормативной высоты исходного остроугольного профиля, уменьшенной на нормативный радиус закругления впадины профиля обрабатываемой резьбы, а радиус закругления вершины профиля не превышает нормативного радиуса закругления впадины профиля обрабатываемой резьбы.93. Комплекс оборудования по п.92, отличающийся тем, что радиус закругления вершины профиля резьбовой поверхности выполнен меньше нормативного радиуса закругления впадины обрабатываемой резьбы, но больше его половины.94. Комплекс оборудования по п.92, отличающийся тем, что крепление корпуса-волновода выполнено резьбовым и/или фланцевым, или пружинным.95. Комплекс оборудования по п.92, отличающийся тем, что резьбовой участок ультразвукового рабочего инструмента имеет, по меньшей мере, один паз, выполненный пересекающим рабочую зону инструмента.96. Комплекс оборудования по п.95, отличающийся тем, что паз выполнен в виде метчика.97. Комплекс оборудования по п.95, отличающийся тем, что паз выполнен в виде плашки.98. Комплекс оборудования по п.68, отличающийся тем, что резьбовой участок ультразвукового рабочего инструмента выполнен с фаской на заходном витке и, по меньшей мере, с одним пазом, пересекающим направление ниток резьбы рабочей поверхности.99. Комплекс оборудования по п.98, отличающийся тем, что, по меньшей мере, один из пазов выполнен с глубиной больше рабочей высоты профиля резьбы.100. Комплекс оборудования по п.99, отличающийся тем, что рабочие кромки паза, соответствующие профилю резьбы рабочей поверхности в ее пересечении с плоскостями сторон паза, целиком либо по участкам выполнены острыми и/или притупленными.101. Комплекс оборудования по п.100, отличающийся тем, что рабочие кромки, по меньшей мере, одного паза выполнены притупленными, по крайней мере, на участках закругленных вершин профиля.102. Комплекс оборудования по п.100, отличающийся тем, что рабочие кромки, по меньшей мере, одного паза выполнены притупленными на прямолинейных участках профиля.103. Комплекс оборудования по п.100, отличающийся тем, что рабочая кромка, по меньшей мере, одного паза, расположенная при заходах в нитки резьбы для свинчивания инструмента с деталью, выполнена острой, а вторая кромка паза выполнена притупленной.104. Комплекс оборудования по п.100, отличающийся тем, что рабочая кромка, по меньшей мере, одного паза, расположенная при заходах в нитки резьбы для свинчивания инструмента с деталью, выполнена притупленной, а вторая кромка паза выполнена острой.105. Комплекс оборудования по п.98, отличающийся тем, что, по меньшей мере, один паз выполнен между фаской и основанием конуса резьбовой поверхности.106. Комплекс оборудования по п.98, отличающийся тем, что, по меньшей мере, один паз выполнен пересекающим фаску инструмента.107. Комплекс оборудования по п.105, отличающийся тем, что, по меньшей мере, один паз на участке между фаской и основанием конуса резьбовой поверхности имеет, по крайней мере, одно сквозное отверстие.108. Комплекс оборудования по п.98, отличающийся тем, что крепление корпуса-волновода выполнено резьбовым и/или фланцевым.109. Комплекс оборудования по п.98, отличающийся тем, что ультразвуковой рабочий инструмент выполнен в виде метчика, а, по меньшей мере, один паз выполнен параллельно оси инструмента или под углом к оси в правовинтовом направлении.110. Комплекс оборудования по п.98, отличающийся тем, что ультразвуковой рабочий инструмент выполнен в виде плашки, а, по меньшей мере, один паз выполнен параллельно оси инструмента или под углом к оси в левовинтовом направлении.111. Комплекс оборудования по п.98, отличающийся тем, что резьбовой участок ультразвукового рабочего инструмента выполнен с различным сочетанием исполнений пазов и их рабочих кромок, а количество пазов составляет от одного до девяти.112. Комплекс оборудования по п.68, отличающийся тем, что резьбовой участок ультразвукового рабочего инструмента снабжен дополнительным резьбовым участком, расположенным со стороны заходного витка резьбовой поверхности, длина дополнительного участка не менее шага резьбы, но не более величины сбега, нормативной для обрабатываемой резьбы.113. Комплекс оборудования по п.112, отличающийся тем, что крепление корпуса-волновода выполнено резьбовым и/или фланцевым.114. Комплекс оборудования по п.112, отличающийся тем, что резьбовой участок ультразвукового рабочего инструмента имеет, по меньшей мере, один паз, выполненный пересекающим рабочую зону.115. Комплекс оборудования по п.112, отличающийся тем, что ультразвуковой рабочий инструмент выполнен в виде метчика.116. Комплекс оборудования по п.112, отличающийся тем, что ультразвуковой рабочий инструмент выполнен в виде плашки.117. Комплекс оборудования по п.98, отличающийся тем, что резьбовой участок ультразвукового рабочего инструмента выполнен с нанесенным на рабочую поверхность упрочняющим износостойким покрытием, причем покрытие нанесено полосами вдоль пазов на передние и/или задние контактные поверхности резьбы, на ее вершины и/или впадины, шириной не менее 2 мм, при этом полоса покрытия выполнена, по крайней мере, с одной стороны каждого паза, соответствующей расположению заходов в нитки резьбы при свинчивании инструмента с ответной резьбовой поверхностью, а толщина покрытия задана зависимостью:
где параметры конической резьбы
Р - шаг резьбы;
ϕ - угол уклона;
l* - длина конической резьбы от торца до основной плоскости определены стандартом,
n - число пазов;
δm - величина износа резьбы по среднему диаметру, статистически средняя для конических резьб, подлежащих к восстановлению;
l - текущая координата вдоль образующей резьбы с началом отсчета в середине образующей.
118. Комплекс оборудования по п.117, отличающийся тем, что покрытие передних контактных поверхностей резьбы выполнено из материала с максимально выраженными антифрикционными свойствами и стойкостью к абразивному износу, а покрытие задних контактных поверхностей резьбы, ее вершин и впадин выполнено из износостойкого материала с наименее выраженной склонностью к образованию адгезионного и диффузионного схватывания с обрабатываемым материалом.119. Комплекс оборудования по п.117, отличающийся тем, что покрытие дополнительно нанесено полосами шириной не менее высоты профиля резьбы на плоскости пазов, примыкающие к нанесенному на резьбу покрытию, при этом покрытие пазов выполнено из материала с меньшей износостойкостью, чем покрытие контактных поверхностей резьбы, ее вершин и впадин.120. Комплекс оборудования по одному из пп.67-119, отличающийся тем, что узел единообразного позиционирования заготовки в продольном направлении выполнен в виде упора, в частности, установленном на станине.121. Комплекс оборудования по п.120, отличающийся тем, что упор выполнен в виде разделительного элемента.122. Комплекс оборудования по одному из пп.67-119 и 121, отличающийся тем, что разделительный элемент выполнен в виде плоскопараллельной пластины.123. Комплекс оборудования по п.122, отличающийся тем, что ширина измерительной поверхности пластины в своих значениях составляет не менее 10% от величины диаметра контролируемого резьбового участка.124. Комплекс оборудования по п.123, отличающийся тем, что на разделительном элементе установлены центраторы-ограничители со стороны торца инструмента и со стороны торца обрабатываемого резьбового участка.125. Комплекс оборудования по п.122, отличающийся тем, что разделительный элемент установлен в держателе выше или ниже продольной оси с возможностью смещения вдоль нее.126. Комплекс оборудования по п.125, отличающийся тем, что держатель разделительного элемента выполнен в виде кронштейна, имеющего продольные пазы, в которых установлен палец, смонтированный на упомянутом фиксаторе и подпружиненный пружиной, ориентирующей опорные плоскости по оси пальца в угловое положение, обеспечивающее беспрепятственное базирование по торцам резьбового участка и инструмента.127. Комплекс оборудования по п.126, отличающийся тем, что центр тяжести разделительного элемента смещен от оси подпружиненного пальца на величину, обеспечивающую самопроизвольный поворот фиксатора вокруг упомянутой оси под действием силы тяжести при ее горизонтальном расположении.128. Комплекс оборудования по п.126, отличающийся тем, что кронштейн выполнен поворотным вокруг оси, смещенной от оси обрабатываемого резьбового участка в сторону поворота кронштейна при его удалении из рабочей зоны.129. Комплекс оборудования по одному из пп.126-128, отличающийся тем, что средство перемещения разделительного элемента включает силовой шток, при этом кронштейн соединен со штоком посредством оси, установленной в концевой части штока и проходящей через паз кронштейна.130. Комплекс оборудования по п.129, отличающийся тем, что участок кронштейна, в котором выполнен паз, помещен в прорезь концевой части штока, выполненной перпендикулярно крепящей оси, причем паз имеет длину, а прорезь глубину, достаточные для поворота кронштейна в рабочем диапазоне.131. Комплекс оборудования по п.67, отличающийся тем, что оборудование для ультразвуковой обработки резьб нефтепромысловых труб снабжено дополнительной рабочей площадкой, которая взаимосвязана со средством для размещения контролируемого изделия или с контролирующим калибром.132. Комплекс оборудования по п.66, отличающийся тем, что комплекс дополнительно снабжен участком обработки муфт и муфтодоверточным станком, установками входного и выходного многопараметрового контроля качества резьбовых участков труб и муфт, установку автоматической маркировки труб, при этом на входе комплекса до установки неразрушающего контроля и диагностики тела трубы, образуя разветвление процесса на технологические потоки обработки труб и муфт, установлен один из муфтодоверточных станков в позиции, соответствующей развинчиванию заводского соединения муфты с освобождением бывшего закрытым трубного резьбового элемента, другой муфтодоверточный станок расположен между установкой ультразвуковой обработки трубной резьбы и установкой гидроиспытаний труб, причем расположение станка соответствует докреплению соединения бывших закрытыми резьбовых участков муфты и трубы, а участок обработки муфт связан посредством транспортера муфт с первым муфтодоверточным станком и расположен на стыке технологических потоков обработки труб и муфт перед другим муфтодоверточным станком, при этом установка многопараметрового контроля качества трубных резьбовых участков, расположена после установки неразрушающего контроля и диагностики тела трубы и связана с АСУ посредством блока виртуальной дополнительной маркировки трубы и блока экспертной обработки данных контроля, а выходной контроль трубной резьбы через блок считывания виртуального номера трубы связан с базой данных АСУ и установкой автоматической маркировки труб.133. Комплекс оборудования по п.132, отличающийся тем, что многопараметровый контроль качества резьбы производят на оборудовании для оптического контроля качества резьбы.134. Комплекс оборудования по п.133, отличающийся тем, что многопараметровый контроль качества резьбы производят на оборудовании для автоматического контроля качества резьбы.135. Комплекс оборудования по п.134, отличающийся тем, что установки входного и выходного многопараметрового контроля качества резьбы включают устройства контроля качества резьбы как минимум по одному из параметров "натяг резьбового калибра", по "натяг гладкого калибра" и "рабочая высота профиля".136. Комплекс оборудования по п.132, отличающийся тем, что автоматическую маркировку труб производят при помощи лазера.137. Комплекс оборудования по п.132, отличающийся тем, что автоматическую маркировку труб производят на оборудовании для механической маркировки труб.138. Комплекс оборудования по п.66, отличающийся тем, что оборудование для очистки резьбовых участков труб включает герметичную рабочую камеру, выполненную с отверстием для ввода и вывода трубы, и средство формирования воздушно-абразивной смеси в виде полого корпуса, снабженного диффузором и посредством трубопроводов сообщенного с питателем-дозатором абразива и с источником сжатого воздуха и средство для отвода абразива из рабочей камеры.139. Комплекс оборудования по п.138, отличающийся тем, что полый корпус расположен внутри рабочей камеры и дополнительно снабжен плоским сверхзвуковым соплом, которое установлено в его полости с зазором и образовано основанием выполненным в виде половины полого цилиндра, и двумя присоединенными к основанию профилированными пластинами.140. Комплекс оборудования по п.138, отличающийся тем, что диффузор соединен с полым корпусом, расположен напротив рабочего проема плоского сопла и образован двумя плоскими пластинами, образующими прямоугольное проходное сечение, при этом полый корпус сообщен с питателем-дозатором абразива, а плоское сопло - с источником сжатого воздуха.141. Комплекс оборудования по одному из пп.138-140, отличающийся тем, что отношение площади критического сечения сопла к площади его выходного сечения может быть выбрано из интервала 0,24-0,60, диффузор установлен от сопла на расстоянии, величина которого равна 0,5-2,0 высоты выходного сечения сопла, а площадь его входного сечения составляет 1,1-1,4 площади выходного сечения сопла.142. Комплекс оборудования по п.139, отличающийся тем, что профилированные пластины присоединены к основанию плоского сопла с возможностью изменения расстояния между ними.143. Комплекс оборудования по п.140, отличающийся тем, что каждая из пластин, образующих диффузор, в поперечном сечении имеет Г-образную форму.144. Комплекс оборудования по п.138, отличающийся тем, что средство для отвода абразива из рабочей камеры выполнено в виде бункера, расположенного в нижней части рабочей камеры, снизу к бункеру присоединен питатель-дозатор абразива.145. Комплекс оборудования по п.66, отличающийся тем, что оборудование для очистки резьбовых участков муфт включает рабочий стол, бункер-питатель с абразивом, средства подачи сжатого воздуха и абразива, абразивно-струйный обрабатывающий инструмент, соединенный со средствами подачи сжатого воздуха и абразива, и имеющий камеру смешения абразива и воздуха, пылеулавливающий агрегат с вытяжным устройством.146. Комплекс оборудования по п.145, отличающийся тем, что абразивно-струйный обрабатывающий инструмент выполнен в виде сверхзвукового газоабразивного эжектора, содержащего барокамеру с соосно размещенными в ней выходным участком сопла Лаваля, соединенного со средством подачи сжатого воздуха, и входным участком сверхзвукового диффузора и сообщенную со средством подачи абразива из бункера-питателя.147. Комплекс оборудования по п.146, отличающийся тем, что сверхзвуковой диффузор одновременно является камерой смешения абразива и высокоскоростного потока воздуха и тангенциально присоединен своим выходным участком к кольцевой вихревой камере, выполненной с возможностью герметичной состыковки ее с верхним торцом очищаемой муфты с образованием цилиндрической рабочей камеры, открытой с нижнего торца очищаемой муфты, причем нижний торец ее, предпочтительно, установлен на рабочем столе в опорно-кольцевом гнезде, сообщенным с полостью бункера-питателя, а пылеулавливающий агрегат с вытяжным устройством, предпочтительно, соединен с бункером-питателем.148. Комплекс оборудования по п.147, отличающийся тем, что возможность герметичной состыковки вихревой камеры с верхним торцом очищаемой муфты выполнена с помощью стойки с пневматическим приводом, установленными на рабочем столе.149. Комплекс оборудования по п.148, отличающийся тем, что, где рабочий стол является верхней крышкой бункера-питателя.150. Комплекс оборудования по одному из пп.145-149, отличающийся тем, что оборудование для очистки резьбовых участков муфт дополнительно снабжено дозатором абразива, размещенным в донной части бункера-питателя и соединенным с барокамерой эжектора.151. Комплекс оборудования по одному из пп.145-149, отличающийся тем, что пылеулавливающий агрегат соединен с бункером-питателем посредством гибкого воздуховода, а вытяжное устройство пылеулавливающего агрегата выполнено в виде вентилятора.152. Комплекс оборудования по п.147, отличающийся тем, что камера смешения и вихревая камера выполнены из износостойкого материала.153. Комплекс оборудования по п.152, отличающийся тем, что в качестве износостойкого материала использован карбид бора, карбид кремния или карбид вольфрама.154. Комплекс оборудования по п.138, отличающийся тем, что средство формирования воздушно-абразивной смеси выполнено в виде сверхзвукового газоабразивного эжектора, содержащего барокамеру с соосно размещенными в ней выходным участком сопла Лаваля, соединенного со средством подачи сжатого воздуха, и входным участком сверхзвукового диффузора и сообщенную со средством подачи абразива, причем сверхзвуковой диффузор одновременно является камерой смешения абразива и высокоскоростного потока воздуха и тангенциально присоединен своим выходным участком к кольцевой вихревой камере, выполненной с возможностью герметичной состыковки ее с верхним торцом очищаемой трубы с образованием цилиндрической рабочей камеры, открытой с нижнего торца очищаемой муфты, а нижний торец ее установлен в опорно-кольцевом гнезде.155. Комплекс оборудования по п.154, отличающийся тем, что камера смешения и вихревая камера выполнены из износостойкого материала.156. Комплекс оборудования по п.155, отличающийся тем, что в качестве износостойкого материала использован карбид бора, карбид кремния или карбид вольфрама.157. Комплекс оборудования по одному из пп.144-149 и 152-156, отличающийся тем, что размер абразивных частиц равен 0,1-0,4 мм.158. Комплекс оборудования по п.66, отличающийся тем, что в качестве установки очистки трубы от асфальтосмолопарафиновых загрязнений применяют парогазотурбинную установку, содержащую газогенератор на базе авиационного двигателя, камеру очистки труб и выходной блок.159. Комплекс оборудования по п.158, отличающийся тем, что парогазотурбинная установка снабжена дополнительно газоотводным каналом от авиационного двигателя к выходному блоку, сопловым насадком с коллектором и форсунками для подачи воды на парообразование, коллектором для подачи воды на дождевание отходящих газов на выходе из камеры очистки, при этом камера очистки выполнена в виде плоского теплоизолированного пенала с возможностью укладки труб в один ряд со свободным их обтеканием парогазовым потоком сверху и снизу.160. Комплекс оборудования по п.159, отличающийся тем, что парогазотурбинная установка имеет торцевую загрузку и содержит транспортную систему в виде тележки для труб, тележку для перемещения и емкость для сбора продуктов очистки, при этом камера очистки выполнена в виде герметичного, теплоизолированного пенала с возможностью загрузки труб с торца или со стороны выходного блока, причем тележка для перемещения продуктов очистки установлена последовательно за тележкой для труб.161. Комплекс оборудования по п.66, отличающийся тем, что в качестве установки сушки трубы применяют устройство для подачи воздуха на внутреннюю поверхность полого цилиндрического изделия, включающее средство для обеспечения циркуляции воздуха, основание, расположенную на основании подвижную опору для изделия и закрепленную неподвижно на основании полую воздухонаправляющую рабочую головку.162. Комплекс оборудования по п.161, отличающийся тем, что средство обеспечения циркуляции воздуха выполнено как создающее разрежение в рабочей головке, боковая поверхность рабочей головки выполнена в форме обрабатываемой поверхности, а ее полость посредством отверстия, выполненного в основании, сообщена со средством, создающим разрежение, при этом опора выполнена в виде кольца с выступом и установлена на основании с возможностью вращения, а боковая поверхность рабочей головки выполнена с двумя рядом расположенными продольными углублениями, стенки которых образуют продольный выступ, причем одно из углублений сообщено с полостью рабочей головки посредством окна, выполненного в его стенке, и снабжено двумя уплотнительными козырьками, а отношение площади его окна к площади отверстия основания может быть выбрано из интервала от 0,4 до 0,6.163. Комплекс оборудования по п.162, отличающийся тем, что высота окна составляет 0,85-0,95 высоты головки.164. Комплекс оборудования по одному из пп.162 и 163, отличающийся тем, что опора снабжена кольцевой уплотнительной прокладкой из эластичного материала.165. Комплекс оборудования по п.162, отличающийся тем, что боковая поверхность рабочей головки снабжена ворсинками.166. Комплекс оборудования по п.162, отличающийся тем, что боковая поверхность рабочей головки покрыта слоем мягкого пористого полимерного материала.167. Комплекс оборудования по п.166, отличающийся тем, что в слое материала выполнены кольцевые или винтовые канавки.168. Комплекс оборудования по п.66, отличающийся тем, что оборудование для нанесения антизадирного покрытия на резьбу включает рабочую камеру, установленное в камере средство нанесения покрытия, снабженное соплом.169. Комплекс оборудования по п.168, отличающийся тем, что средство нанесения покрытия выполнено в виде двух аппаратов, которые установлены так, что оси их сопел лежат в одной плоскости, проходящей через продольную ось рабочей камеры, и наклонены по отношению к этой оси в противоположные стороны.170. Комплекс оборудования по п.169, отличающийся тем, что, по меньшей мере, одно сопло выполнено плоским с косым срезом, а торцевые поверхности срезов расположены вдоль оси рабочей камеры.171. Комплекс оборудования по п.169, отличающийся тем, что аппараты установлены по разные стороны от продольной оси рабочей камеры.172. Комплекс оборудования по п.170, отличающийся тем, что величина угла среза сопла может быть выбрана в интервале от 30 до 40°.173. Комплекс оборудования по п.66, отличающийся тем, что оборудование для нанесения антизадирного покрытия на резьбу включает средства продольного перемещения и вращения труб и установленные на общем основании и снабженные упорами-центраторами камеру очистки и камеру напыления, передние стенки которых выполнены с отверстиями для подачи обрабатываемых труб, причем средства продольного перемещения и вращения труб, камера очистки и камера напыления установлены последовательно по одной осевой линии, при этом за средствами продольного перемещения и вращения труб расположена камера очистки, а за ней - камера напыления, причем в задней стенке камеры очистки выполнено отверстие для прохода обрабатываемых труб, снабженное откидным клапаном, а упор-центратор установлен на этом клапане.174. Комплекс оборудования по п.173, отличающийся тем, что оборудование для нанесения антизадирного покрытия на резьбу дополнительно снабжено средством продольного перемещения труб, расположенным по осевой линии агрегата за камерой напыления, в задней стенке камеры напыления выполнено отверстие для прохода обрабатываемых труб, снабженное откидным клапаном, а упор-центратор установлен на этом клапане.175. Комплекс оборудования по одному из пп.173 и 174, отличающийся тем, что оборудование для нанесения антизадирного покрытия на резьбу дополнительно снабжено средством вращения труб, установленным за камерой напыления, а отверстия передних стенок камер очистки и напыления снабжены откидными клапанами и упорами- центраторами, при этом упоры-центраторы установлены на откидных клапанах.176. Комплекс оборудования по п.173, отличающийся тем, что основание, на котором установлены камеры очистки и напыления, выполнено с возможностью вращательного или возвратно-поступательного движения.177. Комплекс оборудования по п.173, отличающийся тем, что средства продольного перемещения труб выполнены в виде рольгангов.178. Комплекс оборудования по п.173, отличающийся тем, что средства вращения труб выполнены в виде зажимно-поворотных механизмов.179. Комплекс оборудования по п.66, отличающийся тем, что комплекс выполнен стационарным.180. Комплекс оборудования по п.66, отличающийся тем, что комплекс выполнен передвижным.181. Комплекс оборудования по п.66, отличающийся тем, что в нем дополнительно присутствует устройство упрочнения концевых участков насосно-компрессорных труб, содержащее корпус, закрепленное на корпусе средство вращения трубы, установленное на корпусе средство продольного передвижения, на котором закреплены с возможностью вращения, по крайней мере, два ролика, выполненные из электропроводного материала, снабженные средствами регулирования их положения, средствами прижима к обрабатываемой трубе и средствами подачи на ролики электрического тока, выполненными с возможностью осуществления перерывов в подаче электрического тока и с возможностью управления продолжительностью времени подачи тока и продолжительностью времени перерывов в его подаче, при этом на средстве продольного передвижения установлены средства ускоренного охлаждения наружной поверхности трубы и вращающийся упор-центратор для концов труб.182. Комплекс оборудования по п.181, отличающийся тем, что средство продольного передвижения выполнено в виде приводной каретки, установленной на направляющих, закрепленных на корпусе.183. Комплекс оборудования по одному из пп.181 и 182, отличающийся тем, что каждое из средств регулирования положения ролика включает шарнирно закрепленный на средстве продольного передвижения рычаг, к свободному концу которого с помощью поворотной клеммы прикреплена ось ролика, при этом ролик опирается на ось посредством прикрепленной к нему втулки из электропроводного материала.184. Комплекс оборудования по п.183, отличающийся тем, что ролики снабжены общим приводом вращения.185. Комплекс оборудования по п.183, отличающийся тем, что, по крайней мере, один из роликов снабжен индивидуальным приводом вращения.186. Комплекс оборудования по п.183, отличающийся тем, что ролики выполнены из медного сплава.