Инструмент для нарезания резьбы в отверстиях в виде трубчатого метчика и болта самонарезающего могут быть применены в области металлообработки для нарезания внутренних резьб в сквозных и глухих отверстиях различных металлоизделий.
Аналогом резьбонарезающего инструмента в виде трубчатого метчика является резьбонарезающий инструмент с литерами US 2388022, В23 5(06, 1945; и аналогом резьбонарезающего инструмента в виде болта самонарезающего является резьбонарезающий инструмент с литерами SU 731107, F16B 25(00, 1980.
При помощи резьбонарезающего инструмента в виде трубчатого метчика с гораздо меньшими затратами времени и усилий можно нарезать резьбу как при ручной, так и при машинной нарезке, не только в мелких, но и в глубоких сквозных и глухих отверстиях, а также в отверстиях с большой протяженностью нарезки, что достигается тем, что: а) во время нарезки резьбы не нужно время от времени выворачивать инструмент для удаления стружки, образующейся при нарезке, б) легко можно к зоне резания подвести смазку или СОЖ. Также при использовании данного инструмента повышается точность параметров и чистота нарезаемой резьбы, т.к. скручивающий момент при нарезке у данного инструмента незначителен и заглаживание резьбы производится в двух направлениях - при нарезке резьбы инструментом и при его выворачивании после нарезки.
При помощи резьбонарезающего инструмента в виде болта самонарезающего с гораздо меньшими затратами времени и усилий можно нарезать резьбу в глубоких (на длину тела болта) сквозных и глухих отверстиях как при ручной, так и при машинной нарезке, что достигается тем, что во время нарезки резьбы не нужно время от времени выворачивать болт для удаления стружки, образующейся при нарезке, а также с его использованием отпадает в ряде случаев операция по предварительной нарезке резьбы в отверстиях.
Существенными признаками, достаточными для достижения обеспечиваемого результата предлагаемыми к рассмотрению вариантами резьбонарезающего инструмента, являются следующие признаки: для инструмента в виде трубчатого метчика таким конструктивным признаком является наличие цилиндрического тела с хвостовиком со сквозным продольным, с резьбой-трубошнеком каналом в них, к которому снизу от наружной части инструмента профрезерованы продольные, с возможными стружколомами пазы, и эти пазы, профрезерованные на заборной и части надзаборной калибрующей наружной резьбы инструмента с затылованными стеченными витками резьбы, образуют резьбонарезную часть инструмента, от которой от пазов отходит калибрующе-заглаживающая часть инструмента в виде наружных продольных треугольного сечения каналов;
для инструмента в виде болта самонарезающего таким конструктивным признаком является наличие тела с головкой со сквозными или глухим продольным, с возможной резьбой-трубошнеком каналом в них, к которому снизу от наружной части инструмента профрезерованы продольные, с возможными стружколомами пазы, и эти пазы, профрезерованные на заборной и части надзаборной калибрующей наружной резьбы инструмента с затылованными стеченными винтами резьбы, образуют резьбонарезающую часть инструмента, от которой от пазов может отходить или отходит калибрующе-заглаживающая часть инструмента в виде наружных продольных треугольного сечения каналов.
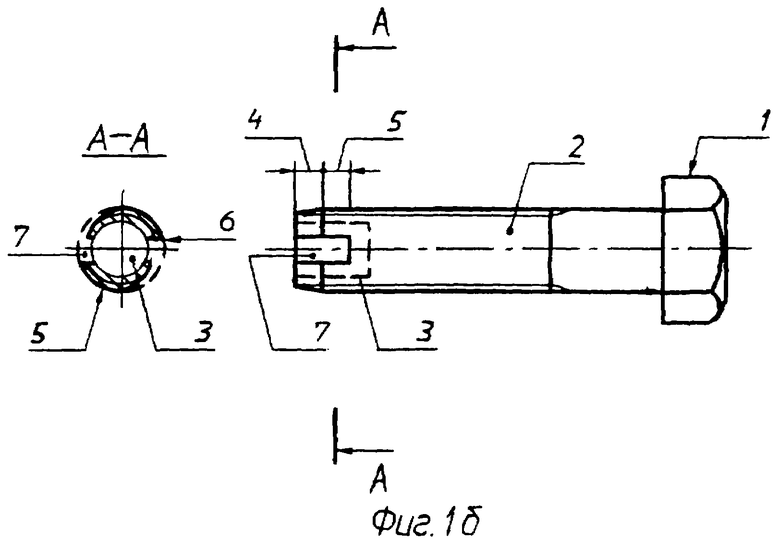
К описанию прилагаются чертежи. На фигуре 1а изображен инструмент в виде трубчатого метчика и два его поперечных сечения. В сечении по А-А изображено, как устроена одна из нарезающих частей инструмента - калибрующая (для облегчения чертежа она начерчена лишь с двумя режущими кромками). В сечении по Б-Б изображено, как устроена калибрующе-заглаживающая часть инструмента. На фигуре 1б изображен вариант инструмента в виде трубчатого метчика - болт самонарезающий с одним сечением. В сечении - как устроена одна из нарезающих частей болта - калибрующая (для облегчения чертежа она начерчена лишь с двумя режущими кромками). На фигуре 2 приклеена фотография с образцом инструмента в виде трубчатого метчика, выполненного в металле, но без выступов-стружколомов в пазах и с обычной резьбой в продольном канале.
И инструмент в виде трубчатого метчика состоит (смотри фигуру 1а) из цилиндрического хвостовика 1, переходящего в такое же тело 2, сквозь которые по центру проходит цилиндрический сквозной продольный канал 3, имеющий внутреннюю резьбу-трубошнек 4 увеличенного шага винтовой нитки и разного направления винтовой линии, выполняющую при нарезке резьбы инструментом в горизонтальном положении функцию по удалению стружки от зоны резания к хвостовику с выбросом наружу или с выбросом через переднюю торцевую часть инструмента, в зависимости от того для глухих или сквозных отверстий предназначен данный инструмент (для глухих отверстий инструмент с правой резьбой-трубошнеком, а для сквозных - с левой, инструмент для нарезки резьбы М6 и меньше может быть выполнен без резьбы-трубошнека в сквозном продольном канале). Тело инструмента на нарезающих частях своей резьбы - заборной 5 и калибрующей 6 - имеет острые режущие кромки 7, образованные продольно профрезерованными пазами 8 (минимально 2 противоположных паза), соединяющими наружную нарезающую часть тела инструмента с его продольным сквозным каналом. С одной стороны пазов (в зависимости от направления винтовой линии) витки нарезки сточены, а в самих пазах выфрезерованы выступы-стружколомы 9. Снаружи от пазов к хвостовику отходят продольные, треугольного сечения каналы 10, образующие калибрующе-заглаживающую часть 11 резьбы на теле инструмента.
Чтобы использовать инструмент при машинной нарезке резьбы, станок для данной операции необходимо переоборудовать таким образом, чтобы подачу СОЖ к инструменту можно было осуществить через его хвостовик 1. Для этого по центру приводного вала к зажимному патрону необходимо подвести латунную трубку, на конце которой имеется штуцер с внутренней резьбой. Другой конец этой трубки через сальник (если трубка будет вращаться вместе с приводным валом) должен быть подведен к магистрали подачи СОЖ. Затем, если на этом станке предполагается, например, нарезать резьбу в глухих отверстиях (вертикальных или горизонтальных), то для этого в штуцер вворачиваем иглу-трубочку такой длины, чтобы из зажатого в патроне метчика, из его сквозного продольного канала 3, со стороны его заборной части 5 она высовывалась от 1-го мм до предполагаемого недовода резьбы. После этого, одновременно с включением станка СОЖ по игле-трубке заполняет отверстие (горизонтальное отверстие для этого нужно затампонировать заборной частью инструмента). По заполнению отверстия СОЖ-ю можно начать нарезать резьбу. При врезании инструмента в отверстие его режущие кромки 7 срезают, а стружколом 9 ломает срезаемый металл. И пока пазы самонарезки 8 не скроются в нарезаемом отверстии, часть стружки давлением подаваемой СОЖ может быть выброшена через них наружу, затем когда они скроются, то стружка совместно струей СОЖ и резьбой-трубошнеком 4 (правая резьба) будет выброшена через хвостовик 1 в полый приводной вал, откуда через его окно или торец стружка, смытая СОЖ, попадет в сборник-поддон, а сама СОЖ на отстой и фильтрацию. Также во время нарезки, когда пазы самонарезки 8 скроются в нарезаемом отверстии, часть СОЖ вытекает по наружным каналам 10, смазывая и охлаждая при этом калибрующе-разглаживающую часть 11 инструмента. Инструментом для глухих отверстий с правой резьбой-трубошнеком также можно нарезать резьбу в сквозных отверстиях, заглушив на время нарезки их противоположную сторону пробкой (наружной полой пробкой, если нарезка отверстия сплошная). Если на станке предполагается нарезать резьбу в сквозных отверстиях (вертикальных или горизонтальных), то для этого в штуцер вворачиваем иглу-трубочку такой длины, чтобы в зажатом в патроне инструменте она лишь чуть-чуть входила бы в сквозной продольный канал 1 и перекрывала его своим основанием через резиновую прокладку. После этого, одновременно с включением станка СОЖ по игле-трубочке начинает поступать в сквозной продольный канал инструмента и при врезании инструмента в отверстие его режущие кромки 7 срезают, а стружколом 9 ломает срезаемый металл. И пока пазы самонарезки 8 не скроются в нарезаемом отверстии, часть стружки давлением СОЖ может быть выброшена через них наружу. Затем, когда они скроются, то стружка совместно струей СОЖ и резьбой-трубошнеком 4 (левая резьба) будет выброшена через передний торцевой срез инструмента в нарезаемое отверстие, откуда стружка, смытая СОЖ, попадет в сборник-поддон, а сама СОЖ на отстой и фильтрацию. Также во время нарезки, когда пазы самонарезки 8 скроются в нарезаемом отверстии, часть СОЖ из-за сопротивления выносимой ею стружки вытекает по наружным каналам 10, смазывая и охлаждая при этом калибрующе-заглаживающую часть 11 инструмента.
При использовании инструмента для ручной нарезки резьбы необходимо его хвостовик 1 закрепить в державке-воротке и, смазав нарезающую часть 5, 6, установить инструмент заборной частью 5 на отверстие, в котором необходимо нарезать резьбу. Затем слегка надавливая и выдерживая соосность отверстия и инструмента, начать нарезать резьбу. Стружка при нарезке, срезаемая режущими кромками 6, проходя через паз 8, наталкивается на выступ-стружколом 9, которым и ломается. И если нарезка производится в вертикальном положении (плюс, минус 45 градусов), то стружка падает в сквозном отверстии вниз наружу, а в глухом - на дне (независимо от того, что правая резьба-трубошнек 4 сквозного продольного канала 3 пытается поднять стружку и выбросить ее через хвостовик). А если нарезка производится в горизонтальном положении (плюс, минус 45 градусов), то стружка по сквозному каналу 3, его резьбой-трубошнеком 4 удаляется через хвостовик 1 с выбросом 7 наружу. Нарезка резьбы выполняется без реверса в обратную сторону и периодического выкручивания как у стандартного метчика, где это необходимо (во избежание заклинивания) для облома-укорачивания образующейся стружки, а также периодического ее удаления и дополнительной смазки. Лишь время от времени, если нарезка резьбы производится в вертикальном положении, нужно из масленки с тонким носиком капать смазочным маслом на наружные каналы 10, откуда масло, стекая, смазывает калибрующе-разглаживающую 11, калибрующую 6 и заборную 5 части инструмента. Если же нарезка резьбы производится в горизонтальном положении, то смазку режущих кромок инструмента можно осуществить, накапав маслом из масленки с тонким носиком на ту часть инструмента, где расположены пазы самонарезки 8, введя носик через хвостовик 1 (или через противоположную сторону нарезаемого отверстия, если оно сквозное и позволяют длина носика масленки и условия нарезки). Для ручной вертикальной нарезки резьбы можно использовать инструмент не только с правой, но и с левой резьбой-тубошнеком, а для горизонтальной нарезки - желательно с правой, но даже если использовать инструмент с левой резьбой-трубошнеком или без него (инструмент М6 и меньше), нарезку резьбы можно произвести, проталкивая время от времени через сквозной продольный канал 1 инструмента проволоку и сталкивая ею стружку наружу в сквозном или в конец - в глухом отверстии.
Болт самонарезающий состоит: (смотри фигуру 1б) из головки 1 и тела 2 с цилиндрическим глухим продольным каналом 3. Тело болта на нарезающих частях своей резьбы - заборной 4 и калибрующей 5 - имеет острые режущие кромки 6, образованные продольными профрезерованные пазами 7 (минимально 2 противоположных паза), соединяющими наружную нарезающую часть тела болта с его продольным глухим каналом. С одной стороны пазов (в зависимости от направления винтовой линии) витки нарезки сточены. В зависимости от предназначения болта и его исполнения глухой продольный канал тела болта может быть удлиненным или сквозным, и в нем нарезана резьба-трубошнек, а в пазах самонарезки выфрезерованы выступы-стружколомы, а также нарезающие резьбу заборная и калибрующая части тела болта могут быть специально обработаны для придания им необходимой твердости или могут быть выполнены из твердосплавного материала самого тела болта или в виде твердосплавного сегмента, соединенного с телом болта контактной сваркой, напайкой, заштамповкой в гнезде с совмещением или с последующей нарезкой витков резьбы на теле болта, а также временной установкой (на время нарезки) в оребренное гнездо болта.
Для использования болта самонарезающего по назначению необходимо на его головку 1 надеть накидной ключ и, смазав нарезающую часть 4, 5, установить болт заборной частью 4 на отверстие, в котором необходимо нарезать резьбу. Затем слегка надавливая и выдерживая соосность отверстия и болта, начать нарезать резьбу. Стружка при нарезке, срезаемая режущими кромками 6, проходя через пазы 7 в зависимости от металла отверстия, режима нарезки или скапливания в глухом продольном канале 3, ломается и падает при вертикальной нарезке (плюс, минус 45 градусов) в сквозном отверстии вниз наружу и на дне - в глухом, а при горизонтальной нарезке скапливается в глухом продольном канале 3. Нарезка резьбы выполняется без реверса в обратную сторону и периодического выкручивания как у шурупа самонарезающего с продольными пазами, когда им нарезаемая резьба в отверстии такой глубины, что вся срезанная стружка не вмещается в пазы. Лишь время от времени, если выполняется глубокая (на длину тела болта) нарезка в глухом отверстии, можно вывернуть болт для удаления стружки и смазки нарезающей части, а если глубокая нарезка выполняется в сквозном отверстии и в горизонтальном положении, то смазку режущих кромок можно произвести, накапав маслом из масленки с тонким носиком на ту часть тела болта, где расположены пазы самонарезки, введя носик масленки через противоположную сторону нарезаемого отверстия, если позволяют длина носика масленки и условия нарезки.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИННЫЙ МЕТЧИК | 2014 |
|
RU2566094C1 |
| Метчик | 1990 |
|
SU1808547A1 |
| Комплект метчиков для нарезания резьбы в труднообрабатываемых металлах | 1981 |
|
SU1085719A1 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ВНУТРЕННИХ РЕЗЬБ С ПОМОЩЬЮ УЛЬТРАЗВУКА | 2003 |
|
RU2234398C1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| Метчик | 1990 |
|
SU1804379A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| РЕЗЬБОНАРЕЗАЮЩИЙ ЭЛЕМЕНТ, В ЧАСТНОСТИ ДЛЯ ОТВЕРСТИЙ, ВЫПОЛНЯЕМЫХ В ХОЛОДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛАХ | 2011 |
|
RU2547917C2 |
| КОЗЛЫ СТРОИТЕЛЬНЫЕ СКЛАДНЫЕ БЕЗРАЗБОРНЫЕ ТРАНСФОРМИРУЕМЫЕ | 2005 |
|
RU2380503C2 |
Инструмент для нарезания резьбы в отверстиях в виде трубчатого метчика состоит из цилиндрического хвостовика, переходящего в тело, сквозь которые проходит цилиндрический сквозной продольный канал и расположены заборная и калибрующая части с острыми режущими кромками, образованными продольно профрезерованными пазами, соединяющими наружную нарезающую часть тела метчика с его продольным сквозным каналом, и выемки для стружки. Инструмент в виде болта самонарезающего имеет головку и тело, тело на нарезающих частях своей резьбы - заборной и калибрующей - имеет острые режущие кромки, образованные продольно профрезерованными пазами. Для повышения производительности за счет исключения периодического вывода инструмента из обрабатываемого отверстия на нарезающих частях резьбы с одной стороны пазов в зависимости от направления винтовой линии витки нарезки сточены. На теле метчика дополнительно выполнена калибрующе-заглаживающая часть, образованная наружными продольными треугольного сечения каналами, отходящими от упомянутых пазов. 2 н. и 7 з.п. ф-лы, 3 ил.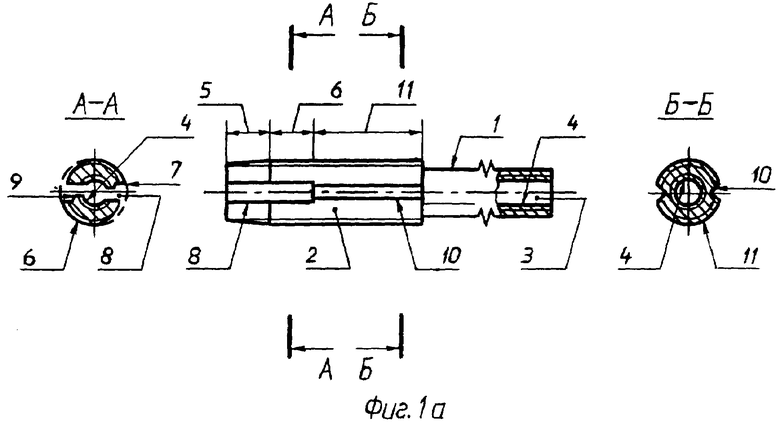
| СПОСОБ ПРОВЕДЕНИЯ ПОДВОДНО-ПОДЛЕДНОЙ ГЕОФИЗИЧЕСКОЙ РАЗВЕДКИ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2388022C1 |
| Самонарезающий винт | 1977 |
|
SU731107A1 |
| Метчик | 1981 |
|
SU1024192A1 |
| Самонарезающая вставка | 1983 |
|
SU1268110A3 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ В ГЛУХИХ ОТВЕРСТИЯХ | 1998 |
|
RU2138373C1 |
| Способ получения инвертного сиропа | 1978 |
|
SU700547A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЛИЧЕСТВА ЖИДКОСТИ, ПЕРЕМЕЩАЕМОЙ ПОВЕРХНОСТНО-АКТИВНЫМ ВЕЩЕСТВОМ В ГАЗОВОЙ ФАЗЕ | 2012 |
|
RU2510011C1 |

