Изобретение относится к способу изготовления ленты из металла, в частности из стали, причем жидкий металл подается из выходного отверстия на участок затвердевания и расплавленный металл затвердевает вдоль участка затвердевания, причем жидкий металл подается в первом месте участка затвердевания, выполненного в виде горизонтально расположенного транспортирующего элемента и причем затвердевший металл сходит с транспортирующего элемента во втором месте, расположенном на удалении в направлении движения. Кроме того, изобретение относится к устройству для изготовления ленты из металла.
Способом горизонтальной разливки в ленту можно разливать расплавы различных сортов стали при размерах, близких к окончательным, в диапазоне толщины ленты менее 20 мм. Уже были описаны установки этого типа, с помощью которых могут изготавливаться ленты. При этом с успехом может выплавляться, в частности, сталь для облегченных конструкций с большой долей С, Mn, Al и Si.
При горизонтальной разливке стали в ленту имеет место непосредственное соединение материала, находящего в жидкой фазе на участке подачи расплава, и последующих этапах обработки затвердевшего материала непрерывнолитой ленты. Непрерывнолитая лента после затвердевания и выхода из разливочной машины по пути транспортировки подается на последующую обработку. Этапами обработки могут быть: правка, прокатка, резка и намотка (сматывание, сматывание в рулон).
Из-за тех или иных компонентов всей установки в непрерывнолитой ленте могут произойти колебания натяжения и массопотока. Если нарушения распространяются в направлении жидкой стали, то могут иметь место нарушения в разливке и негативные воздействия на непрерывнолитую ленту, например колебания толщины, перетекания, сужение кромок и обрыв ленты или потока.
В частности, стали для облегченных конструкций, имеющие очень большой интервал температур затвердевания (т.е. температурное окно от начала затвердевания из расплава до полного затвердевания и зависящие от этого нулевые температуры прочности и ковкости), кроме того, нетерпимы к колебаниям натяжения даже на участке транспортировки.
Способ вышеупомянутого типа, а также соответствующее устройство известны, например, из WO 2006/066551 А. Соответствующий способ, а также соответствующее устройство раскрываются также в статьях K. Schwerdtfeger et al. «Further results from strip casting with the single-belt process», ISIJ International 2000 (Iron & Steel Inst. Of Japan), том 40, №. 8, 2000, стр.756-764, и K.-H. Spitzer et al. «Direct Strip Casting (DSP) - An Option for the Production of New Steel Grades», Steel Research, Düsseldorf, том. 74, № 11/12, 01.01.2003, стр.724-731.
В основу изобретения положена задача такого усовершенствования способа вышеупомянутого типа, а также соответствующего устройства, чтобы высокого качества отлитой ленты можно было добиться даже в случае нарушений указанного типа.
Решение этой задачи с помощью изобретения в части способа характеризуется тем, что в направлении движения за вторым местом предусмотрены средства, с помощью которых натяжение ленты удерживается на желательном уровне, причем средства на втором месте или за ним поддерживают заданное натяжение ленты.
При этом средства, в частности, за вторым местом, могут поддерживать растягивающее натяжение в ленте постоянным во времени.
На участке затвердевания растягивающее натяжение в ленте может поддерживаться почти на нулевом уровне.
Предложенное устройство для изготовления ленты из металла, в частности, из стали, содержит выходное отверстие, через которое жидкий металл может подаваться на участок затвердевания, причем расплавленный металл транспортируется на участке затвердевания в направлении движения, затвердевая при этом, причем участок затвердевания выполнен в виде транспортирующего элемента, расположенного в горизонтальном направлении, причем жидкий металл может задаваться в первом месте участка затвердевания, причем затвердевший металл может сходить с транспортирующего элемента во втором месте, расположенном на расстоянии в направлении движения. Устройство характеризуется тем, что в направлении движения во втором месте или за ним имеются средства поддержания желательного натяжения ленты.
Средства поддержания желательного натяжения в ленте могут содержать по меньшей мере одно тянущее устройство, установленное в направлении движения позади транспортирующего участка, примыкающего ко второму месту сзади. При этом, в частности, предусмотрено, чтобы средства поддержания желательного натяжения ленты содержали два тянущих устройства, между которыми лента может подаваться в виде петли. При этом между обоими тянущими устройствами может быть установлен подвижный ролик (в частности, натяжной ролик, или петледержатель) для отклонения ленты в направлении ее нормали.
Кроме того, альтернативно может быть предусмотрено, чтобы подающее устройство было выполнено в виде S-образного роликового блока. Один ролик S-образного роликового блока может быть установлен с возможностью горизонтального перемещения.
Кроме того, может быть предусмотрено, чтобы по меньшей мере одно тянущее устройство было образовано валками прокатной клети.
Кроме того, средства для поддержания желательного натяжения в ленте и для установки почти нулевого натяжения ленты, необходимого для подания жидкого металла, могут содержать по меньшей мере одно тянущее устройство, установленное в направлении движения впереди транспортирующего участка, следующего за упомянутым вторым местом. Это тянущее устройство может содержать два взаимодействующих ролика, между которыми располагается лента, выходящая с участка затвердевания.
Фиг.1 изображает схематически устройство для изготовления ленты из металла с некоторым количеством машин для последующей обработки,
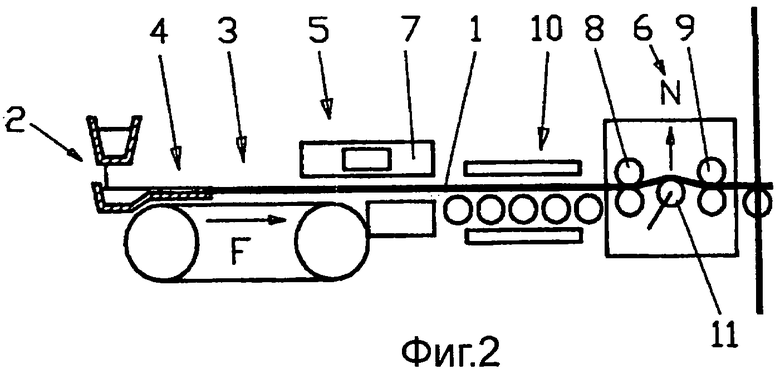
фиг.2 - вид, аналогичный фиг.1, причем средства поддержания желательного массопотока или желательного натяжения ленты более подробно показаны на заднем участке,
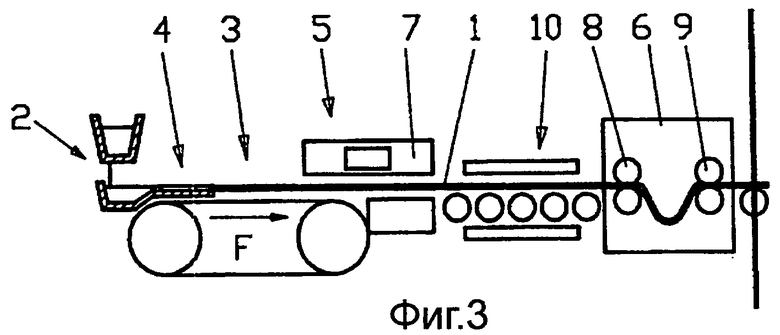
фиг.3 - вариант выполнения устройства, альтернативный фиг.2,
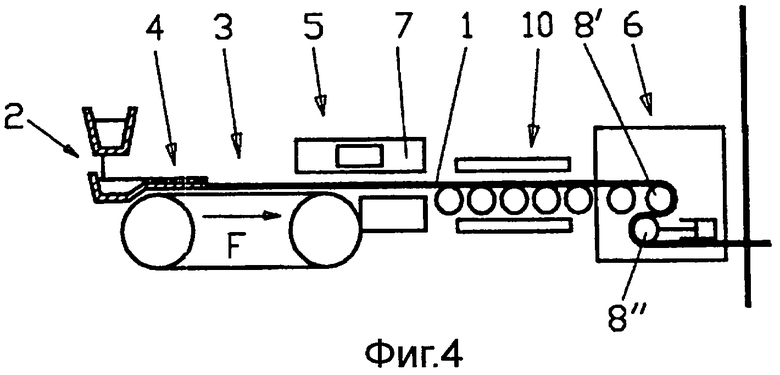
фиг.4 - другой вариант выполнения устройства, альтернативный фиг.2,
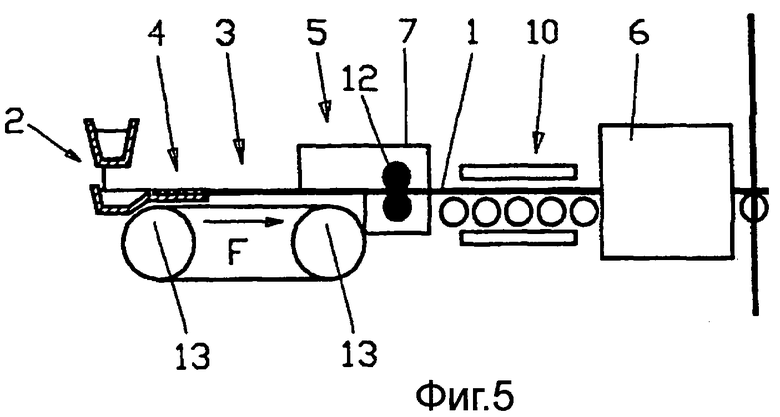
фиг.5 - вид, аналогичный фиг.1, причем средства поддержания желательного массопотока или желательного натяжения ленты более подробно показаны на переднем участке,
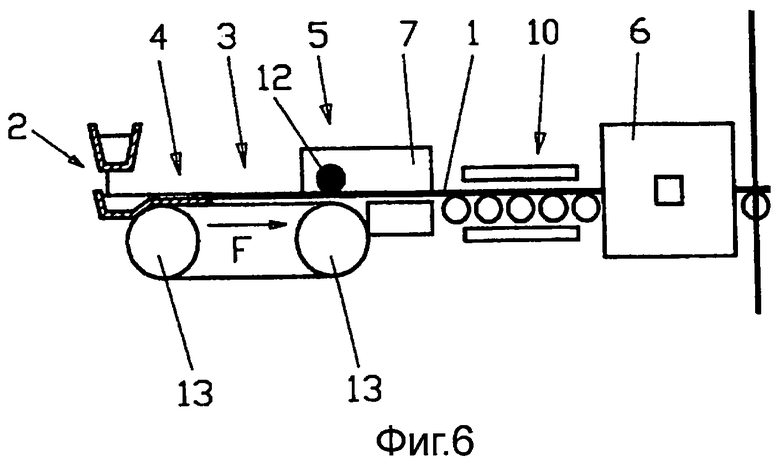
фиг.6 - вариант выполнения устройства, альтернативный фиг.5,
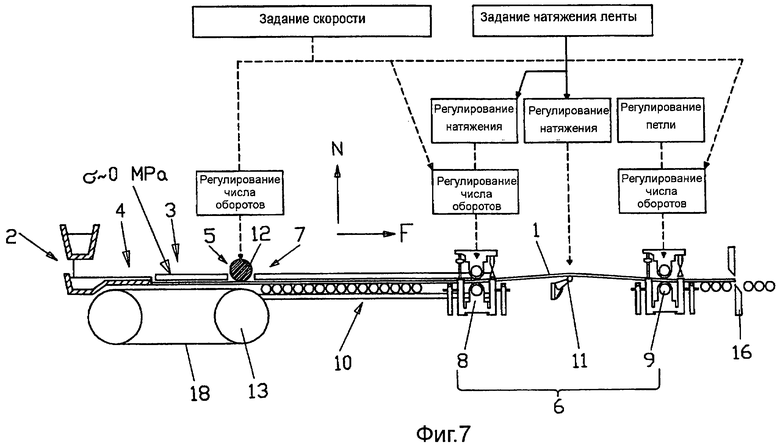
фиг.7 - очередной вариант выполнения устройства с указанием регулируемых параметров,
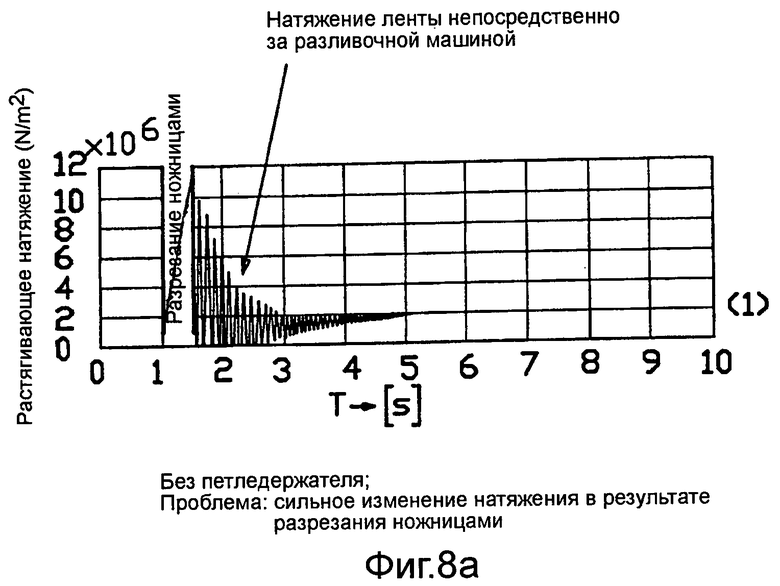
фиг.8а - характеристика натяжения ленты во времени без использования предложения согласно изобретению и
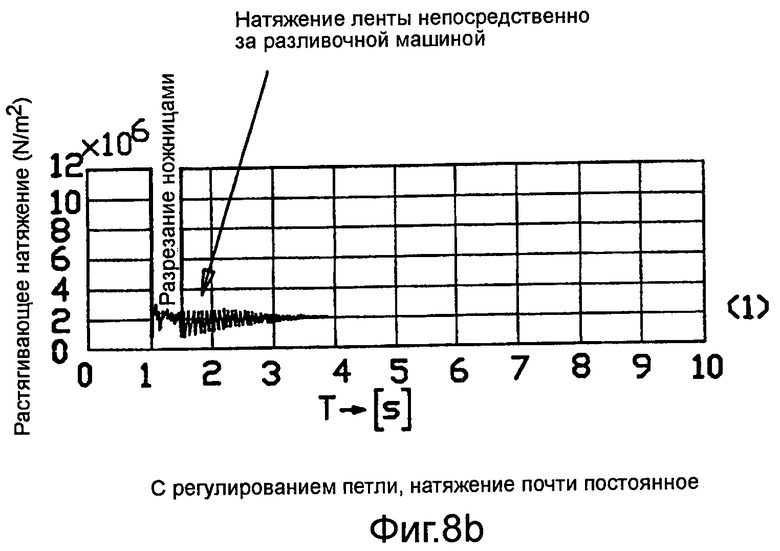
фиг.8b - характеристика натяжения ленты во времени при использовании предложения согласно изобретению.
На фиг.1 показано устройство для изготовления ленты 1 в процессе разливки. Существенным компонентом устройства является участок 3 затвердевания, выполненный в виде конвейерной ленты 18, удерживаемой в изображенном положении с помощью двух направляющих роликов 13, причем верхняя сторона конвейерной ленты 18 движется в направлении F движения. В переднем, первом месте 4 по направлению движения жидкий металл из загрузочного сосуда 2 подается на конвейерную ленту 18, то есть на участок 3 затвердевания. В процессе движения конвейерной ленты материал затвердевает и во втором месте 5 сходит с конвейерной ленты 18. Затем отлитая лента 1 по транспортирующему участку 10 достигает машин 14, 15, 16, 17 для последующей обработки, включающих в данном случае правильную машину 14, прокатную клеть 15, ножницы 16 и моталку 17.
Основными компонентами настоящего изобретения являются средства 6, 7 поддержания желательного массопотока для ленты 1, выходящей с участка 3 затвердевания, и/или желательного натяжения в ленте 1. Часть средств 6, предпочтительно, устанавливается в направлении F движения за транспортирующим участком 10, а часть средств 7 - впереди транспортирующего участка 10, но за вторым местом 5.
Средства 6, 7 необходимы для того чтобы независимо от этапов обработки, осуществляемых в машинах 14, 15, 16, 17 для последующей обработки, не произошло установления обратной связи с процессом непрерывной разливки в ленту. Более того, средства 6, 7 обеспечивают непрерывное вытягивание с постоянным массопотоком ленты с участка 3 затвердевания, а затем удержание отлитой ленты 1 по длине транспортирующего участка 10 при заданном растягивающем натяжении.
Как это может происходить в деталях, показано из фиг.2-6.
Из фиг.2 видно, что средства 6, установленные за транспортирующим участком 10, содержат тянущие устройства 8 и 9, движение которых может регулироваться, причем между тянущими устройствами 8, 9 расположен натяжной (танцующий) ролик или петледержатель 11. Последний может отклонять ленту 1 в направлении нормали N, так что лента приобретает форму петли. В зависимости от привода вращения тянущих устройств 8, 9 и от отклонения натяжного ролика 11 можно позаботиться о том, чтобы неравномерности, связанные с машинами 14, 15, 16, 17 для последующей обработки, не передавались на ленту впереди средств 6. Следовательно, процесс разливки стабилизируется и гомогенизируется, так что качество разливки, соответственно, является высоким.
Таким образом, согласно этому примеру выполнения регулирование натяжения ленты и массопотока обеспечивается системой, включающей тянущие устройства 8, 9 и ролик 11 (петледержатель или натяжной ролик), установленным с возможностью перемещения. Благодаря этому имеется возможность осуществления последующих этапов обработки с регулируемым уровнем натяжения в ленте. На участке средств 6 для снятия привязки натяжения к предыдущим этапам оно является регулируемым и путем регулирования положения ролика 11, установленного с возможностью перемещения, может быть установлено постоянным. Посредством регулирования числа оборотов тянущих устройств 8, 9 регулируется высота петли, и тем самым удерживается постоянный массопоток.
Задача тянущего устройства 8 или 9 при необходимости может выполняться также прокатной клетью.
Возможны несколько вариантов режима работы:
1. Если тянущее устройство 8 или 9 не приводится в движение, оно выступает в качестве прижимной пары роликов. В этом случае в зоне транспортирующего участка 10 устанавливается такое же натяжение, как на подвижном ролике 11 (петледержателе или натяжном ролике).
2. Если тянущее устройство 8 приводится в движение двигателем с регулируемым моментом, то в зоне транспортирующего участка 10 может быть установлено другое натяжение, причем разность между натяжением на входе и выходе тянущего устройства является почти постоянной.
3. Если тянущее устройство 8 приводится в движение двигателем с регулируемым числом оборотов, то в зоне транспортирующего 10 участка может быть установлено почти любое другое натяжение ленты.
Вариант выполнения изобретения, альтернативный фиг.2, показан на фиг.3. Здесь между обоими тянущими устройствами 8 и 9 средств 6 нет никакого натяжного ролика. Более того, подача ленты 1 управляется и регулируется приводом подающих устройств 8, 9 таким образом, что для компенсации неравномерностей в массопотоке используется провисающий петлеобразный участок ленты 1 между обоими тянущими устройствами 8, 9. Таким образом, развязка в отношении натяжения и массопотока здесь достигается с помощью свободных петель ленты с двумя тянущими устройствами 8, 9 с регулируемым числом оборотов. В отличие от способа действия, описанного в связи с фиг.2, здесь процесс протекает без регулирования уровня натяжения, растягивающее натяжение на всем участке весьма невелико и складывается из силы тяжести провисающей петли. Колебания массопотока компенсируются изменением высоты петли путем регулирования числа оборотов тянущих устройств 8, 9. Натяжение ленты под действием силы тяжести может восприниматься тянущим устройством 8 с регулируемым числом оборотов. Таким образом, с помощью тянущего устройства 8 в зоне транспортирующего участка может быть установлено почти любое натяжение. В случае необходимости функцию тянущего устройства 9 опять же может взять на себя прокатная клеть.
На фиг.4 показана очередная альтернатива. Здесь развязка в отношении натяжения и массопотока достигается с помощью S-образного роликового блока 8´, 8´´ (при необходимости в сочетании с натяжным роликом). Нижний ролик 8´´ S-образного роликового блока 8´, 8´´ регулируется в горизонтальном направлении, что показано подвижным элементом. Натяжение ленты может регулироваться с помощью по меньшей мере одного из S-роликов 8´, 8´´ с регулируемым числом оборотов. Если дополнительно используется натяжной ролик, то он обеспечивает развязку в отношении массопотока.
На фиг.5 и 6 более подробно показаны средства 7, расположенные по направлению F движения впереди транспортирующего участка 10.
Средства 7 содержат на фиг.5 тянущее устройство 12, состоящее из двух взаимодействующих роликов. Таким образом, для регулирования натяжения ленты 1 позади установки непрерывной разливки (входного отверстия вместе с участком 3 затвердевания) служит пара роликов тянущего устройства 12. Предусмотрены могут быть также несколько пар тянущих роликов. Таким образом, на участке установки непрерывной разливки обеспечивается практически нулевое натяжение ленты, что и необходимо в случае подачи жидкого материала, поскольку лента здесь еще не может воспринимать никаких растягивающих напряжений. Оба ролика тянущего устройства 12 для фрикционного соединения давят на отлитую ленту с определенным усилием. При этом по меньшей мере у одного из роликов тянущего устройства число оборотов является регулируемым.
Альтернативно можно предусмотреть, и это схематически показано на фиг.6, чтобы восприятие натяжения осуществлялось с помощью верхнего ролика 12, установленного в конце установки непрерывной разливки и оказывающего давление на один из направляющих роликов 13 конвейерной ленты 18. При этом с определенным усилием осуществляется давление на ленту, и натяжение передается верхнему ролику 12 с регулируемым числом оборотов или отлитой ленте при регулируемом числе оборотов.
На фиг.7 изображен более конкретизированный пример выполнения изобретения. Здесь регулирование скорости и натяжения в ленте предусмотрены по типу решения по вышеприведенным фиг.2 и 6. Это - комбинация регулирования натяжения ленты с развязкой в отношении массопотока, причем на участке средств 6 предусмотрены два тянущих устройства 8 и 9 с установленным между ними натяжным роликом 11; на участке средств 7 предусмотрен тянущий ролик 12, оказывающий давление на направляющий ролик 13 конвейерной ленты 18. В этом примере выполнения у тянущих устройств числа оборотов являются регулируемыми, причем тянущее устройство 9 поддерживает постоянство массопотока путем регулирования петли (посредством натяжного ролика 11). Путем позиционирования петледержателя (натяжного ролика 11) натяжение ленты постоянно регулируется. Тянущее устройство 8 имеет регулируемое число оборотов и обеспечивает в зоне транспортировки ленты постоянно регулируемый уровень натяжения. Приложенное здесь натяжение ленты передается крутящему моменту двигателя верхнего ролика с помощью расположенного сверху прижимного верхнего ролика.
В то время как в зоне участка 3 затвердевания натяжение ленты по существу является нулевым, натяжение ленты в зоне транспортирующего участка 10 заметно больше нуля. За тянущим устройством 8 может иметь место еще больший уровень натяжения.
В то время как число оборотов у тянущего ролика 12 регулируется заданием скорости, задание скорости в сочетании с заданием натяжения ленты в случае тянущего устройства 8 приводит к регулированию числа оборотов и крутящего момента привода и тем самым к регулированию натяжения. Регулирование натяжения с помощью натяжного ролика 11 приводит к регулированию угла поворота рычага, на котором установлен натяжной ролик, и тем самым в результате регулирования силы действия рычага к регулированию натяжения. Число оборотов тянущего устройства 9 регулируется наложением регулирования петли и тем самым массопотока.
На фиг.8 приведено сравнение временной характеристики натяжения ленты 1 на участке транспортировки ленты за установкой непрерывной разливки, на фиг.8а - для ранее известного решения, на фиг.8b - для варианта выполнения согласно изобретению.
Воздействие на растягивающее натяжение ленты проявляется в результате приведения в действие ножниц 16 (см. фиг.1) в рамках этапа последующей обработки. Ножницы 16 выполняют разрез, в результате которого возникает отклонение от идеально постоянного движения ленты в том числе на участке транспортировки ленты. А именно, ножницы 16 во время резки оттягивают ленту, так что без решения согласно изобретению в соответствии с фиг.8а на участке транспортировки ленты возникают большие тянущие усилия, которые могут распространиться в направлении жидкой фазы и привести к проблемам, указанным вначале.
При использовании решения согласно изобретению в соответствии с фиг.8b натяжение ленты при аналогичном сбое удерживается почти постоянным. Сбои в процессе разливки могут быть в значительной степени предотвращены, во всяком случае, они будут заметно меньшими, чем на фиг.8а.
Перечень позиций
1 лента
2 загрузочный сосуд
3 участок затвердевания
4 первое место
5 второе место
6, 7 средства поддержания желательного массопотока и регулирования натяжения
8 тянущее устройство
8´ ролик S-образного блока
8´´ ролик S-образного блока
9 тянущее устройство
10 участок транспортировки
11 подвижный ролик (натяжной ролик)
12 тянущее устройство (ролик)
13 направляющий ролик
14 машина для последующей обработки (правильная машина)
15 машина для последующей обработки (прокатная клеть)
16 машина для последующей обработки (ножницы)
17 машина для последующей обработки (моталка)
18 конвейерная лента
F направление движения
N нормаль
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ВЕРТИКАЛЬНАЯ УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ТОЛСТЫХ СЛЯБОВ ИЗ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2012 |
|
RU2563388C2 |
| ПРОКАТНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ И СПОСОБ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2002 |
|
RU2293616C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ДЛЯ ЛИТЬЯ ТОНКИХ МЕТАЛЛИЧЕСКИХ ПОЛОС И УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2006 |
|
RU2383411C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ КАТАНОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ИЗ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2002 |
|
RU2293618C2 |
| РЕЛЬСОВАЯ КОНВЕЙЕРНАЯ СИСТЕМА | 2011 |
|
RU2600021C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ СЛЯБОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2280532C2 |
| УСТАНОВКА ДЛЯ РАЗЛИВКИ И ПРОКАТКИ ЛЕНТ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2013 |
|
RU2603419C2 |
| "Конвейерные весы | 1978 |
|
SU723385A2 |
| Устройство для поддержания заготовки при непрерывной разливке металлов | 1988 |
|
SU1618497A1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТНОГО СТАНА | 2011 |
|
RU2547062C2 |
Изобретение относится к металлургии и может быть использовано при изготовлении горизонтальной разливкой ленты (1) из металла, в частности из стали. Жидкий металл из выходного отверстия (2) разливочного сосуда подают в первое место (4) участка (3) затвердевания горизонтально расположенной транспортирующей ленты. Затвердевший металл сходит с транспортирующей ленты во втором месте (5), расположенном на расстоянии в направлении (F) движения. За вторым местом (5) предусмотрены средства (6, 7), с помощью которых натяжение ленты удерживают на желательном уровне. Обеспечивается получение ленты с оптимальным качеством. 2 н. и 17 з.п. ф-лы, 8 ил.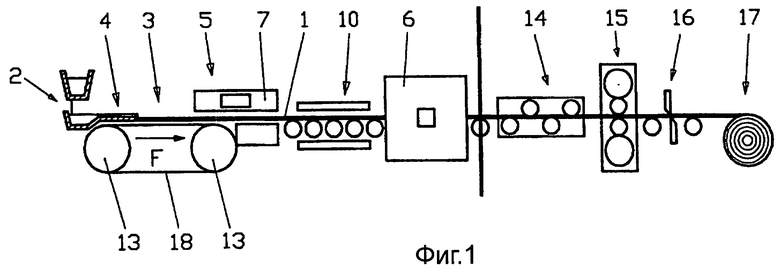
1. Способ изготовления ленты (1) из металла, в частности из стали, в котором расплавленный металл подают на участок затвердевания из выходного отверстия (2), причем расплавленный металл затвердевает вдоль участка (3) затвердевания, причем расплавленный металл задают в первом месте (4) участка (3) затвердевания, выполненного в виде горизонтально расположенного транспортирующего элемента, и затвердевший металл сходит с транспортирующего элемента (3) во втором месте (5), расположенном на расстоянии в направлении (F) движения, отличающийся тем, что в направлении (F) движения за вторым местом (5) предусмотрены средства (6, 7), с помощью которых натяжение ленты удерживают на желательном уровне, причем средства (6, 7) на втором месте (5) или за ним поддерживают заданное натяжение в ленте (1).
2. Способ по п.1, отличающийся тем, что средства (6, 7) во втором месте (5) или за ним поддерживают почти постоянное по времени натяжение в ленте (1).
3. Способ по п.1 или 2, отличающийся тем, что на участке (3) затвердевания поддерживают почти нулевое натяжение ленты (1).
4. Устройство для изготовления ленты (1) из металла, в частности из стали, причем устройство содержит загрузочный сосуд (2), из которого расплавленный металл подается на участок (3) затвердевания, причем расплавленный металл на участке (3) затвердевания транспортируется в направлении (F) движения, затвердевая при этом, причем участок (3) затвердевания выполнен в виде транспортирующего элемента, расположенного в горизонтальном направлении, причем расплавленный металл подается в первом месте (4) участка (3) затвердевания, причем затвердевший металл сходит с транспортирующего элемента (3) во втором месте (5), расположенном на расстоянии в направлении (F) движения, в частности, для осуществления способа по любому из пп.1-3, отличающееся тем, что в направлении (F) движения во втором месте (5) или за ним имеются средства (6, 7) поддержания желательного натяжения ленты (1).
5. Устройство по п.4, отличающееся тем, что средства (6, 7) поддержания желательного натяжения ленты (1) содержат по меньшей мере одно тянущее устройство (8, 9), установленное в направлении (F) движения позади транспортирующего участка (10), примыкающего ко второму месту (5) сзади.
6. Устройство по п.5, отличающееся тем, что средства (6, 7) поддержания желательного натяжения ленты (1) содержат два тянущих устройства (8, 9), между которыми лента (1) может транспортироваться в виде петли.
7. Устройство по п.6, отличающееся тем, что между обоими тянущими устройствами (8, 9) установлен подвижный ролик (11) для отклонения ленты в направлении ее нормали (N).
8. Устройство по п.5, отличающееся тем, что подающее устройство (8) выполнено в виде S-образного роликового блока (8', 8'').
9. Устройство по п.8, отличающееся тем, что ролик (8'') S-образного роликового блока (8', 8'') установлен с возможностью перемещения в горизонтальном направлении.
10. Устройство по п.5, отличающееся тем, что по меньшей мере одно тянущее устройство (8, 9) образовано валками прокатной клети.
11. Устройство по п.5, отличающееся тем, что средства (6, 7) поддержания желательного натяжения ленты (1) содержат по меньшей мере одно тянущее устройство (12), установленное в направлении (F) движения впереди транспортирующего участка (10), примыкающего ко второму месту (5) сзади.
12. Устройство по п.11, отличающееся тем, что тянущее устройство (12) содержит два взаимодействующих ролика, между которыми располагается лента (1), сходящая с участка (3) затвердевания.
13. Устройство по п.11, отличающееся тем, что участок (3) затвердевания выполнен в виде конвейерной ленты (18), а тянущее устройство (12) в виде ролика, прижимающего ленту (1), сходящую с участка (3) затвердевания, к направляющему ролику (13) конвейерной ленты (18).
14. Устройство по п.4, отличающееся тем, что позади средств (6, 7) поддержания желательного натяжения ленты (1) установлена по меньшей мере одна машина (14, 15, 16, 17) для последующей обработки.
15. Устройство по п.14, отличающееся тем, что позади средств (6, 7) поддержания желательного натяжения ленты (1) установлена по меньшей мере одна правильная машина (14).
16. Устройство по п.14, отличающееся тем, что позади средств (6, 7) поддержания желательного натяжения ленты (1) установлена по меньшей мере одна прокатная клеть (15).
17. Устройство по п.14, отличающееся тем, что позади средств (6, 7) поддержания желательного натяжения ленты (1) установлены по меньшей мере одни ножницы (14, 15, 16, 17).
18. Устройство по любому из пп.14-17, отличающееся тем, что позади средств (6, 7) поддержания желательного натяжения ленты (1) установлена по меньшей мере одна моталка (17).
19. Устройство по любому из пп.14-17, отличающееся тем, что позади средств (6, 7) поддержания желательного натяжения ленты (1) установлена по меньшей мере одна установка для пакетирования отрезков ленты.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| SCHWERDTFEGER K | |||
| et al | |||
| Further results from strip casting with the Single-Belt Process | |||
| Iron and Steel INST of Japan, vol.40, no.8, 2000, p.756-764 | |||
| DE 19636699 A1, 11.12.1997 | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |

