Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Цель изобретения - улучшение качества заготовки и уменьшение усилия ее вытягивания за счет обеспечения возможности регулирования интенсивности вторичного охлаждения заготовки в зависимости от выпучивания ее корочки.
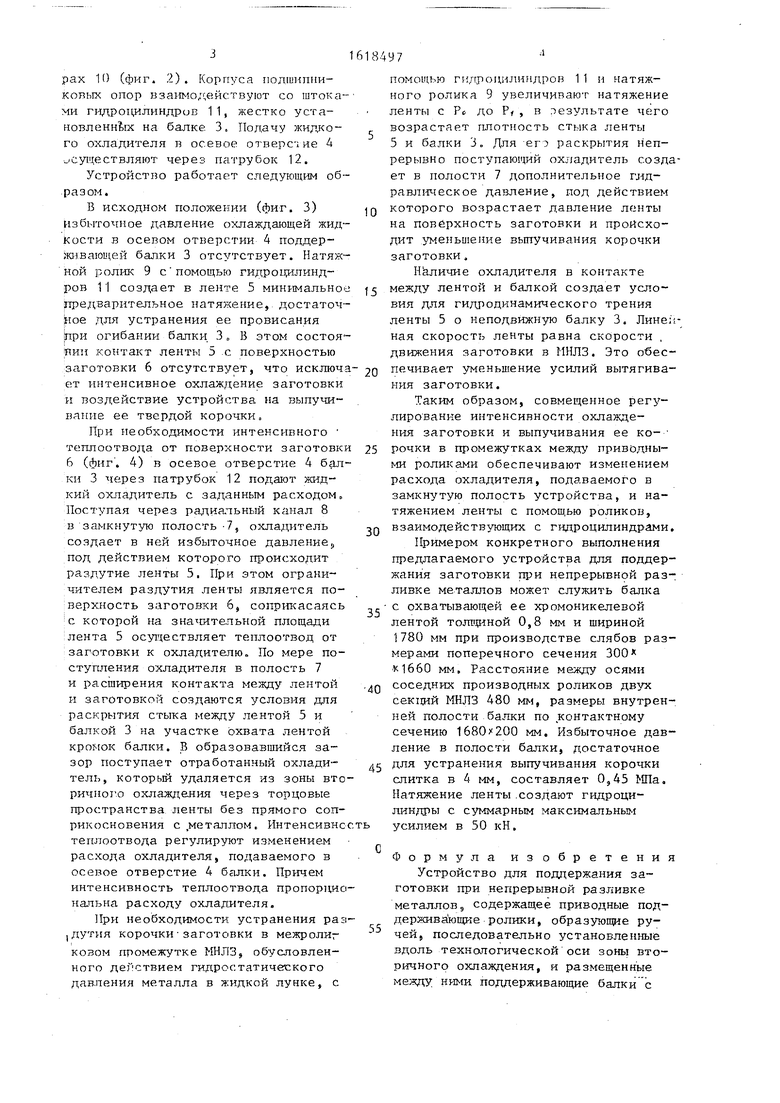
На фиг. 1 показано устройство для вытягивания заготовок при непрерывной разливке, общий вид, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - 5 - схемы работы устройства при совмещенном регулировании интенсивности охлаждения заготовки и выпучивания ее
корочки в межроликовых промежутках зоны вторичного охлаждения.
В промежутках между приводными поддерживающими роликами 1 (фиг.1) на опорной раме 2 жестко установлены поддерживающие балки 3 с осевыми отверстиям 4 для подачи жидкого охладителя. Каждая из поддерживающих балок снабжена бесконечной лентой 5, охватывающей балку и образующей с ее поверхностью, обращенной к заготовке 6, замкнутую полость 7, связанную с осевым отверстием 4 радиальным каналом.8. Лента 5 огибает натяжной ролик 9, расположенный над поверхностью балки 3, противоположной ее поверхности, обращенной к заготовке 6, в подшипниковых опо-
Ф оо
4
&
ч
3
pax 10 (фиг. 2). Корпуса подшипниковых опор взаимодействуют со штока ми ГИДРоцилиндрив 11, жестко установленных на балке 3. Подачу жидкого охладителя в осевое отверстие 4 осуществляют через патрубок 12.
Устройство работает следующим образом.
В исходном положении (фиг. 3) избыточное давление охлаждающей жидкости в осевом отверстии 4 поддерживающей балки 3 отсутствует. Натяжной ролик 9 с помощью гидроцилиндров 11 создает в ленте 5 минимально предварительное натяжение, достаточное для устранения ее провисания при огибании балки 3. В этом состоянии контакт ленты 5 .с поверхностью заготовки 6 отсутствует, что исключет интенсивное охлаждение заготовки и воздействие устройства на выпучивание ее твердой корочки.
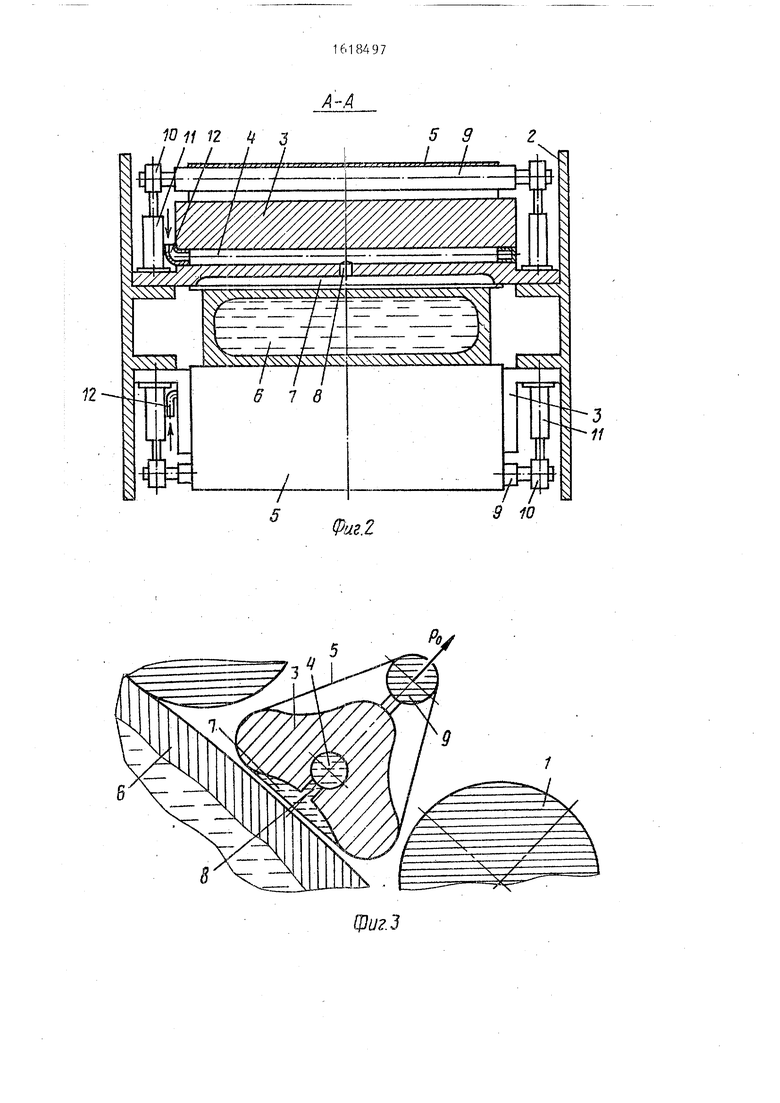
При необходимости интенсивного теплоотвода от поверхности заготовк 6 (фиг . 4) в осевое отверстие 4 б#л . ки 3 через патрубок 12 подают жидкий охладитель с заданным расходом Поступая через радиальный канал 8 в замкнутую полость -7, охладитель создает в ней избыточное давление, под действием которого происходит раздутие ленты 5. При этом ограничителем раздутия ленты является поверхность заготовки 6, соприкасаяс с которой на значительной площади лента 5 осуществляет теплоотвод от заготовки к охладителю. По мере поступления охладителя в полость 7 и расширения контакта между лентой и заготовкой создаются условия для раскрытия стыка между лентой 5 и балкой 3 на участке охвата лентой кромок балки. В образовавшийся зазор поступает отработанный охлади
тель, который удаляется из зоны вторичного охлаждения через торцовые пространства ленты без прямого соприкосновения с .металлом. Интенсивнос теплоотвода регулируют изменением расхода охладителя, подаваемого в осевое отверстие 4 балки. Причем интенсивность теплоотвода пропорциональна расходу охладителя.
При необходимости устранения раздутия корочки-заготовки в межролиг козом промежутке МНЛЗ, обусловленного действием гидростатического давления металла в жидкой лунке, с
0
5
0
помощью гидроцилиндров 11 и натяжного ролика 9 увеличивают натяжение ленты с Рс до Ру, в результате чего возрастает плотность стыка ленты 5 и балки 3. Для его раскрытия непрерывно поступающий охладитель создает в полости 7 дополнительное гидравлическое давление, под действием которого возрастает давление ленты на поверхность заготовки и происходит .уменьшение выпучивания корочки заготовки.
Наличие охладителя в контакте между лентой и балкой создает условия для гидродинамического трения ленты 5 о неподвижную балку 3. Линейная скорость ленты равна скорости , движения заготовки в МНЛЗ. Это обеспечивает уменьшение усилий вытягивания заготовки.
Таким образом, совмещенное регулирование интенсивности охлаждения заготовки и выпучивания ее ко- рочки в промежутках между приводными роликами обеспечивают изменением расхода охладителя, подаваемого в замкнутую полость устройства, и натяжением ленты с помощью роликов, взаимодействующих с гидроцилиндрами.
Примером конкретного выполнения предлагаемого устройства для поддержания заготовки при непрерывной разливке металлов может служить балка с охватывающей ее хромоникелевой лентой толщиной 0,8 мм и шириной 1780 мм при производстве слябов размерами поперечного сечения 300х 1660 мм. Расстояние между осями соседних производных роликов двух секций МНЛЗ 480 мм, размеры внутренней полости балки по контактному сечению 1680x200 мм. Избыточное давление в полости балки, достаточное 5 для устранения выпучивания корочки слитка в 4 мм, составляет 0,45 МПа. Натяжение ленты .создают гидроцилиндры с суммарным максимальным усилием в 50 кН.
5
0
5
0
5
Формула изобретения
Устройство для поддержания заготовки при непрерывной разливке металлов, содержащее приводные поддерживающие ролики, образующие ручей, последовательно установленные вдоль технологической оси зоны вторичного охлаждения, и размещенные между ними поддерживающие балки с
51 осевыми-отверстиями для циркуляции охладителя, отличающееся , с целью улучшения качества заготовки и уменьшения усилия ее вытягивания за счет обеспечения возможности регулирования интенсивности вторичного охлаждения заготовки в зависимости от выпучивания ее корочки, оно снабжено на- тяжными роликами с гидроцилиндра976ми и бесконечными лентами, каждая из которых охватывает поддерживаю, щую балку с образованием обращенной к ручью замкнутой полости, каждая балка выполнена с радиальным каналом, сообщенным с ее осевым отверстием и замкнутой полостью, при этом лента огибает натяжной ролик, расположенный параллельно балке со стороны, противоположной ручью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина непрерывного литья заготовок | 1988 |
|
SU1710181A1 |
| Устройство для идентификации профиля двухфазной заготовки в промежутках между поддерживающими элементами зоны вторичного охлаждения МНЛЗ | 1990 |
|
SU1729687A1 |
| УСТРОЙСТВО ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ | 2002 |
|
RU2245757C2 |
| Способ горизонтального непрерывного литья заготовок | 1986 |
|
SU1398255A1 |
| СПОСОБ СОЗДАНИЯ ТЕПЛОВОГО ПРОФИЛЯ ПОДДЕРЖИВАЮЩЕГО РОЛИКА ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ СЛЯБОВОЙ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1991 |
|
RU2025203C1 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 2014 |
|
RU2569620C2 |
| СПОСОБ РАЗЛИВКИ ТРУБНОЙ СТАЛИ НА МАШИНЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2011 |
|
RU2481920C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2009 |
|
RU2403121C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2001 |
|
RU2184009C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2065337C1 |

Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов. Целью изобретения является улучшение качества заготовки и уменьшение усилия ее вытягивания -за счет обеспечения возможности регулирования интенсивности вторичного охлаждения заготовки в зависимости от выпучивания ее корочки.;Между приводными поддерживающими роликами установлены под- держивающие балки(ПБ), охваченные бесконечной лентой (БЛ). Натяжение последней изменяют с помощью гид- роцилиндров, установленных на ПБ и взаимодействующих с опорами натяжного ролика. Через осевое отверстие в ПБ и радиальные каналы в полость между ПБ и БЛ подают охладитель, ; расходом которого регулируют интенсивность охлаждения заготовки. 5 ил. с S ел
Фм.1
EZZ
NJ
/ /
8
| Бровман М.Я | |||
| и др | |||
| Энергосиловые параметры установок непрерывной разливки стали | |||
| М.: Металлургия, 1969, с | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
