Изобретение относится к области машиностроения, а именно к химико-термической обработке и получению диффузионных покрытий и может быть использовано для придания поверхности стали особых физико-химических свойств в целях увеличения жаростойкости и износостойкости деталей.
Известен способ нанесения покрытий на металлические детали в контейнере с твердыми ударными телами, в который засыпают порошок металла или сплава, причем с целью увеличения толщины и качества покрытий детали вместе с порошком и ударными телами подвергают вибрации (А.с. СССР №198085, Кл. 48b, 5/00; 48b, 9/02; 48b, 17/00; 49l, 12; МПК С23С; B23N).
Недостатками способа являются:
1. Применение порошкообразного компонента покрытия удорожает технологический процесс.
2. Невозможность получения покрытий, толщиной значительно превышающих 5 мкм.
3. Использование ударных тел и вибрирующего вращающегося контейнера делает установку инерционной и требует значительных энергозатрат на привод вибрационных механизмов и вращение контейнера с деталями, порошком и ударными телами.
Известен также способ химико-термического алитирования металлов и сплавов в порошкообразных смесях, содержащих ферроалюминий, белую глину и хлористый аммоний, при этом с целью снижения температуры процесса до 550-600°С и повышения концентрации алюминия в поверхностном слое в составе насыщающей среды используют 75% ферроалюминий (А.с. СССР №199625, Кл. 48b, 9/02, МПК С23С).
Недостатки способа:
1. Содержащийся в составе карбюризатора хлористый аммоний при высоких температурах разлагается с образованием газообразных ядовитых продуктов, что ведет к загрязнению окружающей среды и требует применения особых мер защиты работающих от отравления.
2. Применение порошкообразного ферроалюминия удлиняет и удорожает технологический процесс.
3. Невозможность получения диффузионных слоев толщиной более 45 мкм.
4. Многокомпонентный состав усложняет и удорожает процесс приготовления карбюризатора.
Наиболее близким к предлагаемому изобретению относится способ ускоренной цементации стальных деталей, включающий нагрев в насыщающей среде до температуры выше Ас3 и охлаждение до температуры ниже Ar1, для чего способ включает не менее трех циклов в контейнере с твердым карбюризатором, в которых нагрев осуществляется пачками импульсов электромагнитного излучения до температуры 1220±10 К, с последующим охлаждением цементируемых деталей до температуры 910±10 К при скорости нагрева и охлаждения более 1 К/с, с выдержкой при экстремальных температурах каждого цикла до двух минут (А.с. №2283893 С2, С23С 8/66).
Недостатки способа:
1. Трудность определения времени выдержки при экстремальных температурах для получения заданной толщины диффузионного слоя.
2. Недостаточная экономичность процесса из-за большого размаха амплитуды циклов нагрев - охлаждение.
3. Способ не предусматривает насыщения стали алюминием.
Задачей изобретения является интенсификация и расширение возможностей технологического процесса химико-термической обработки стали.
Поставленная задача достигается способом легирования стали алюминием, включающим не менее трех циклов нагрева пачками импульсов электромагнитного излучения в насыщающей среде выше точки Ас3 с последующим охлаждением ниже точки Ar1 при скорости нагрева и охлаждения не менее 1 К/с, причем нагрев производят до температуры не выше 1220±10 К и охлаждение до температуры не ниже 820±10 К, продолжительность выдержки при нагреве и охлаждении при экстремальных температурах определяется необходимой глубиной проникновения алюминия и равномерностью распределения его в стали, а в целях увеличения скорости насыщения обработку ведут в расплаве алюминия, для предотвращения окисления которого поверхность расплава засыпают тонким слоем кокса или древесного угля.
Новые существенные признаки:
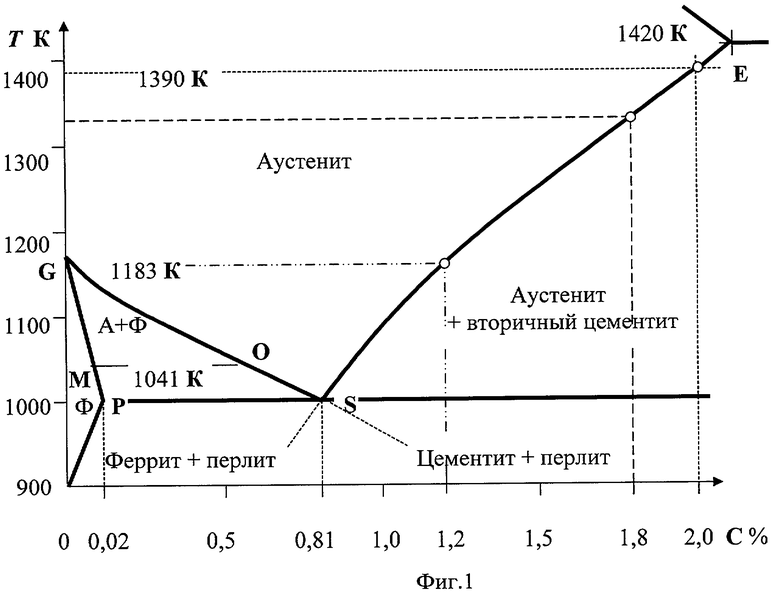
1. Максимальная температура нагрева определяется исходя из содержания углерода в стали по диаграмме состояния железо - цементит и степенью гомогенизации стали при изотермическом образовании аустенита.
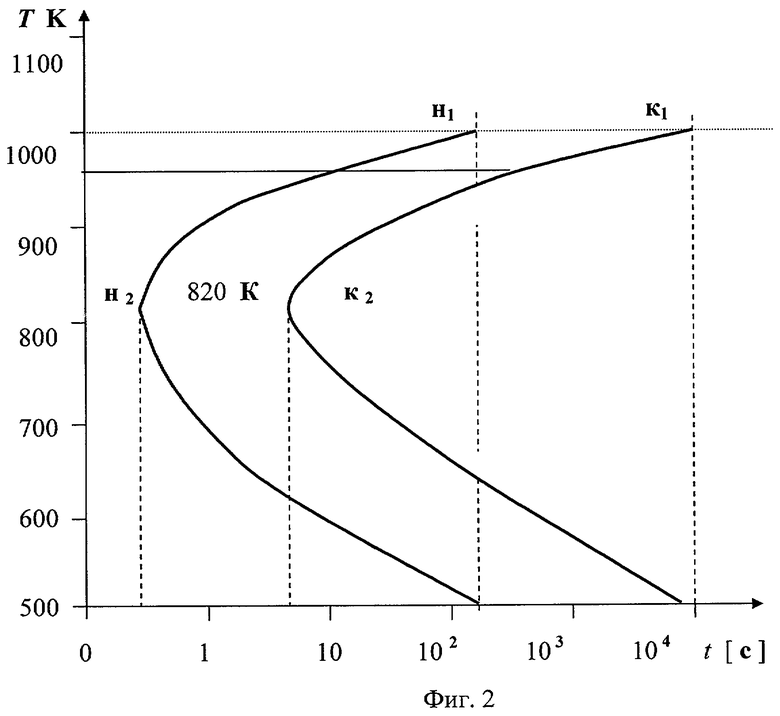
2. Минимальная температура цикла определяется по С-образной кривой изотермического превращения аустенита.
3. Длительность выдержки при экстремальных температурах каждого цикла определяется требуемой глубиной проникновения алюминия в сталь.
4. Диффузионное насыщение стали осуществляется расплавленным алюминием.
5. Для предотвращения окисления алюминия поверхность расплава засыпают тонким слоем кокса или древесного угля.
6. Способ не критичен к чистоте алюминия.
Перечисленные новые существенные признаки в совокупности с известными обеспечивают получение технического результата во всех случаях, на которые распространяются испрашиваемый объем правовой охраны.
Получение технического результата изобретения достигается тем, что нагрев в насыщающей среде до высоких температур способствует ускоренному проникновению алюминия в сталь и интенсификации технологического процесса, поскольку при этом увеличиваются сечения входов в межкристаллитные, межблочные и межфрагментарные объемы.
Высокие температуры цикла способствуют гомогенизации стали и повышению ее прочностных свойств.
Охлаждение легируемых деталей в контейнере с жидким алюминием до температуры определяемой С-образной кривой изотермического превращения аустенита способствует ускорению транспорта углерода в сталь, позволяет уменьшить длительность технологического процесса.
Длительность выдержки при экстремальных температурах каждого цикла определяет глубину проникновения углерода в сталь.
Предлагаемое изобретение иллюстрируется чертежами, на которых: Фиг.1. - Фрагмент диаграммы состояния железо - цементит; Фиг.2. - Диаграмма изотермического перлитного превращения аустенита стали с содержанием углерода 0,8%; Фиг.3. - Диаграмма изотермического образования аустенита из перлита для стали с содержанием углерода 0,8%.
Предлагаемый способ заключается в том, что при непрерывном нагреве превращение α-Fe в γ-Fe происходит в некотором интервале температур, зависящем от содержания углерода в стали. При нагреве доэвтектоидной стали выше температуры критической точки Ac1, после превращения перлита в аустенит образуется двухфазная система, содержащая одновременно аустенит и феррит (Фиг 1.). При дальнейшем нагреве в интервале температур от Ac1 до Ас3 феррит постепенно превращается в аустенит. Выше точки Ас3 феррит полностью превращается в аустенит. Первоначально при нагреве несколько выше критической точки Ac1 образуется низкоуглеродистый аустенит, в котором растворяется карбид железа. Рост участков аустенита в результате полиморфного превращения протекает быстрее, чем растворение цементита, поэтому после превращения феррита в аустенит в структуре стали сохраняется некоторое количество цементита и для его растворении в аустените необходимо время.
Если доэвтектоидную сталь, находящуюся при температуре выше точки Ас3, переохладить ниже точки Ar1, то аустенит оказывается в метастабильном состоянии и претерпевает перлитное превращение, которое при температуре 820 К происходит в течение нескольких секунд (Фиг 2.).
Длительность процесса фазового превращения пропорциональна массе и теплоемкости нагреваемого тела, его линейным размерам и обратно пропорциональна мощности нагревателя, а также величине перегрева выше точки Ас3 и переохлаждения стали ниже точки Ar1, но и при нагревании, и при охлаждении фазовый переход начинается с поверхности детали.
Так как в процессе фазовых переходов происходит обрыв самых длинных (диагональных) связей, определяющих пространственную жесткость кристаллической решетки, то элементарные объемы решетки находятся в это время в псевдожидком состоянии, и образующаяся на поверхности стали псевдожидкая волна фазового перехода распространяется вглубь объема металла. Находящийся к моменту начала фазового перехода на поверхности железа и во внутрикристаллитных объемах (обусловленных строением металла) адсорбированный жидкий алюминий подхватывается псевожидкой волной фазового превращения и перемещается вглубь металла, как перемещаются примеси в слитке при зонной плавке. Проведение нескольких циклов нагрев-охлаждение позволяет за короткое время переместить значительное количество легирующих атомов в объем металла на значительную глубину.
Атомы легирующих примесей проникают в сталь по внутрикристаллитным пространствам из-за разности концентраций и давлений фазы внедрения у поверхности металла и в микрополостях, где сохраняется глубокий вакуум. Проникновение атомов легирующей примеси в сталь становится возможным только в том случае, если легируемый металл нагрет до температур, при которых поперечные сечения входов во внутрикристаллитные объемы становятся соизмеримыми с размерами легирующего атома.
Выражение для скорости массопереноса (∂m/∂t) одномерного потока частиц, диффундирующих в толщу металла через площадку поперечным сечением S в соответствии с предложенной моделью в общем виде с учетом действия градиентов давления, вакансионного переноса, а также скорости изменения градиентов температуры и внешнего магнитного потока будет имеет вид:

где ∂с/∂х; ∂Р/∂х; ∂Т/∂х, ∂φ/∂х - градиенты концентрации, давления, температуры и электрического потенциала соответственно, описывающие диффузионный процесс в соответствии с первым законом Фика, барический перенос, теплоперенос по Фромму и Гебхардту и электроперенос в соответствии с уравнением Фика-Нернста;
∂VM/∂х - член уравнения диффузионного процесса, описывающий объемную диффузию - вакансионный перенос по Мечеву;
∂2Т/∂х·∂x) - скорость изменения градиента температуры - член уравнения, описывающий фазовый перенос;
∂2Ф/(∂х·∂t) - скорость изменения градиента внешнего магнитного потока - член уравнения, описывающий электромагнитный перенос при воздействии на цементируемую деталь токов высокой частоты;
А, В, С, Y, Х - интегральные коэффициенты;
М - вес грамм-атома диффундирующего вещества (углерода);
VM - средний объем вакансии, в которую диффундируют атом примеси.
Коэффициент диффузии легирующей примеси в металле определяет уже не ограничения, накладываемые на диффузионные процессы в твердом металле, а скорость распространения волны псевдожидкого фазового превращения в объеме детали, зависящего прежде всего от скорости изменения температуры, изменяющейся в точках экстремальных значений температур цикла.
Ускоренный транспорт легирующей примеси в металл облегчается тем, что при фазовом переходе точки A1 ограниченные объемы поверхности стали находятся в псевдожидком состоянии и при смене типа решетки переносят адсорбированную примесь в объем стали. При температуре 1230 К входные сечения в межкристаллитные, межблочные и межфрагментарные полости увеличиваются, что облегчает проникновение в них лигатуры и транспорт ее в металл.
При охлаждении в течение некоторого времени (н1, н2, н3) распад аустенита не фиксируется, он начинает распадаться с образованием более стабильных (при данной температуре) перлитов только по истечении инкубационного периода (Фиг.2.). Время начала распада зависит от температуры. При температуре фазового превращения Т=1000 [К] инкубационный период составляет несколько десятков часов, при более низкой температуре Т=820 [К], это время уменьшается до нескольких секунд. В точках к1, к2, к3 процесс распада заканчивается. Время, необходимое для полного распада аустенита, также зависит от температуры протекания процесса.
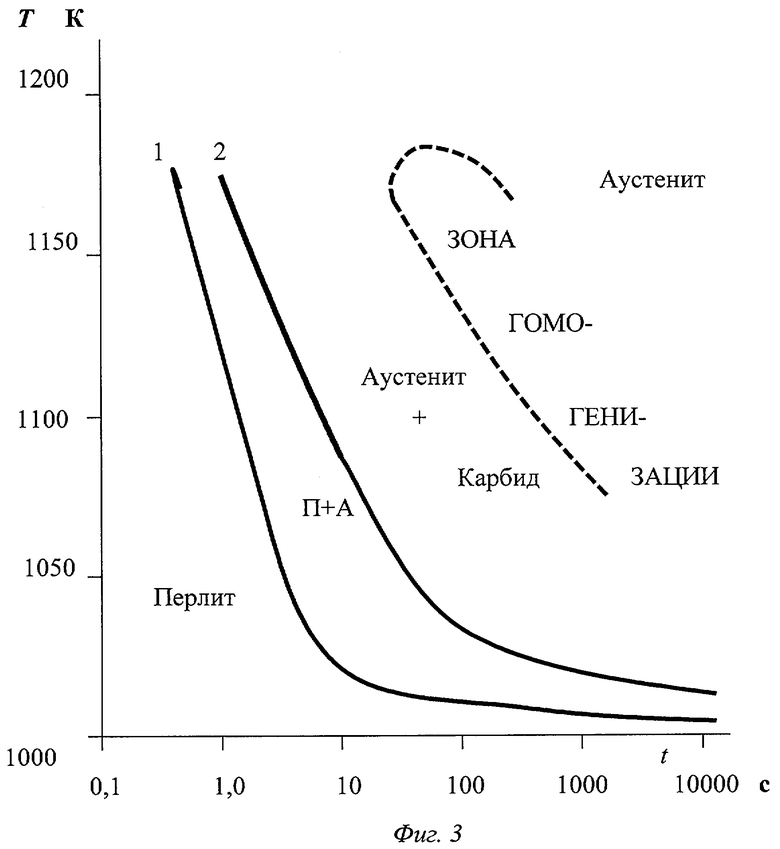
Для описания процесса перехода ферритно-цементитной структуры в аустенит пользуются L-образными диаграммами изотермического образования аустенита, описывающими скорость превращения при различных температурах протекания процесса (Фиг.3.). Как следует из диаграммы изотермического образования аустенита, время превращения феррита в аустенит резко уменьшается при повышении температуры.
Время, необходимое для образования аустенита в эвтектоидной стали при температуре порядка Т=1000 [К], достигает сотен минут, в то время как при повышении температуры до 1100 [К] этот процесс заканчивается уже через несколько секунд.
Так как фазовые превращения происходят не мгновенно по всему объему, а достаточно постепенно (в зависимости от степени перегрева или переохлаждения стали), а псевдожидкая волна полиморфного фазового превращения и при нагревании, и при охлаждении перемещается с конечной скоростью с поверхности детали к его сердцевине, то, используя диаграмму образования аустенита при нагреве и диаграмму изотермического превращения переохлажденного аустенита, можно определить время выдержки алитируемых деталей при экстремальных температурах для того, чтобы получить заданную толщину диффузионного слоя. В целях увеличения скорости аустенизации нагретой стали скорость нагрева должна быль достаточно высокой. Так как полиморфное превращение α-Fe в γ-Fe протекает быстрее, чем гомогенизация аустенита, поэтому в структуре стали после превращения феррита в аустенит сохраняется цементит, и для его растворения продолжительность изотермической выдержки должна быть увеличена.
Температура при термоциклическом легировании стали алюминием не должна превышать 1220±10 К. Высокая температура обеспечивает наряду с высокой скоростью диффузии легирующей примеси в сталь образование мелкодисперсных частиц, что важно для повышения однородности строения легированного слоя и эксплуатационных свойств изделий.
Нагрев с температуры 285 К до 1200 К составляет 9 минут на каждый сантиметр минимального размера контейнера (3 минуты на каждые 400 К). При достижении температуры 1025 К попавший в сталь алюминий переносится волной псевдожидкого металла с поверхности детали к его сердцевине.
Если транспорт алюминия необходимо осуществить только в тонкий поверхностный слой сечения образца, то временная выдержка при температуре 1200 К не осуществляется. Если необходимо осуществить транспорт алюминия в металл на 2-3 мм, то оптимальным будет вариант нагрева до температуры 1020 К с выдержкой при той температуре 4…5 минут. Так как в этом случае полное превращение феррита в аустенит может произойти только за время порядка 16 минут, то за время экспозиции волна псевдожидкого полиморфного превращения, осуществляющая фазовый перенос и несущая с собой алюминий, пройдет только четверть своего пути до сердцевины цементируемой детали. И если диаметр детали 20 мм, то за 4 минуты изотермическое образование аустенита закончится только в поверхностном 2-миллиметровом слое.
Так как скорость охлаждения в печи примерно равна скорости нагрева, то для ускорения процесса можно проводить охлаждение реторты на открытом воздухе, что ускорит процесс легирования алюминием изделия.
В соответствии с С-образной диаграммой изотермического превращения аустенита в перлит при температуре 820 К время полного превращения составляет несколько секунд (Фиг.2.). Это значит, что волна псевдожидкого фазового перехода за это время пройдет все сечение металла и алюминий с поверхности алитируемой детали будет почти равномерно распределен по всему ее сечению. Для того чтобы ограничить распространение волны фазового переноса, необходимо выбрать более высокую температуру, при которой время превращения составляет порядка десятков минут, тогда, выполнив определенную выдержку, можно получить проникновение волны фазового перехода только в часть сечения детали. По С-образной кривой диаграммы изотермического превращения переохлажденного аустенита определяем, что при температуре 950 К время полного полиморфного превращения γ-Fe в α-Fe составляет порядка 16 минут. Тогда для получения 2-миллиметрового цементитного слоя необходима выдержка при температуре 950 К в течение 4…5 минут.
В соответствии с вышеизложенным была разработана методика насыщения стали алюминием. Алюминий в качестве легирующего элемента был выбран потому, что при температурах фазовых α↔γ переходов он остается в жидком состоянии, что значительно облегчает транспорт его в сталь.
Суть эксперимента заключалась в том, что стальные образцы из низкоуглеродистой стали сечением 10×10 [мм] в герметичных контейнерах с расплавленным алюминием подвергались импульсному воздействию электромагнитного поля. Верхний предел температурного интервала 1220 [К], нижний - 820 [К]. Выдержка при экстремальных температурах составляла не менее 5 минут. Варьировалось количество циклов и их длительность. Время при любом из опытов не превышало полутора часов. Проникновение алюминия в сталь осуществлено на полное сечение образца в течение 7 циклов.
Проведенный эксперимент показал возможность получения стальных конструкций, поверхность которых насыщена алюминием, Результаты подтверждают предложенную модель фазового переноса атома внедрения из внешней среды в сталь и дальнейший его транспорт в стали при термоциклировании в оптимальном температурном интервале.
Перечень позиций на чертежах к заявке
Способ легирования стали алюминием
Предлагаемое изобретение иллюстрируется чертежами, на которых:
Фиг.1. - Фрагмент диаграммы состояния железо - цементит.
Фиг.2. - Диаграмма изотермического превращения аустенита стали с содержанием углерода 0,8%.
н - начало перлитного преобразования;
к - конец перлитного преобразования.
Фиг.3. - Диаграмма изотермического образования аустенита из перлита для стали с 0,8% С.
1 - начало превращения перлита в аустенит;
2 - конец превращения перлита в аустенит.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСКОРЕННОЙ ЦЕМЕНТАЦИИ СТАЛЬНЫХ ДЕТАЛЕЙ | 2007 |
|
RU2355816C2 |
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ СТАЛЬНЫХ ТРУБОПРОВОДОВ К КОРРОЗИИ АЛИТИРОВАНИЕМ | 2014 |
|
RU2590738C1 |
| СПОСОБ УСКОРЕННОЙ ЦЕМЕНТАЦИИ СТАЛИ | 2004 |
|
RU2283893C2 |
| СПОСОБ ТОЧЕЧНОЙ ЭЛЕКТРОКОНТАКТНОЙ СВАРКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2008 |
|
RU2374049C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ЦЕМЕНТАЦИИ (НТЦ) СТАЛИ | 2018 |
|
RU2709381C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОДА СТАЛЕАЛЮМИНИЕВОГО | 2010 |
|
RU2490740C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕАЛЮМИНИЕВОГО КОНТАКТНОГО ПРОВОДА | 2014 |
|
RU2594756C2 |
| СПОСОБ РЕСУРСОСБЕРЕГАЮЩЕЙ СТУПЕНЧАТОЙ ЦЕМЕНТАЦИИ СТАЛИ | 2020 |
|
RU2728479C1 |
| СПОСОБ ЦЕМЕНТАЦИИ СО СТУПЕНЧАТЫМИ ИЗОТЕРМИЧЕСКИМИ ВЫДЕРЖКАМИ В ОБЛАСТИ ТЕМПЕРАТУР ПОЛИМОРФНОГО ПРЕВРАЩЕНИЯ | 2011 |
|
RU2463380C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТАЛЬНЫХ ШТАМПОВЫХ СТАЛЕЙ | 2008 |
|
RU2371488C1 |
Изобретение относится к области машиностроения, а именно к химико-термической обработке. Способ легирования стали алюминием включает не менее трех циклов нагрева стальных деталей пачками импульсов электромагнитного излучения в насыщающей среде выше точки Ас3 с последующим охлаждением ниже точки Ar1 при скорости нагрева и охлаждения не менее 1 К/с, при этом нагрев производят до температуры не выше 1220±10 К и охлаждение до температуры не ниже 820±10 К, продолжительность выдержки при нагреве и охлаждении при экстремальных температурах определяется необходимой глубиной проникновения алюминия и равномерностью распределения его в стали, а для увеличения скорости насыщения обработку ведут в расплаве алюминия, для предотвращения окисления которого поверхность расплава засыпают тонким слоем кокса или древесного угля. Технический результат заключается в увеличении скорости легирования алюминием стальных деталей. 3 ил.
Способ легирования стали алюминием, включающий не менее трех циклов нагрева стальных деталей пачками импульсов электромагнитного излучения в насыщающей среде выше точки Ас3 с последующим охлаждением ниже точки Ar1 при скорости нагрева и охлаждения не менее 1 К/с, отличающийся тем, что нагрев производят до температуры не выше 1220±10 К и охлаждение до температуры не ниже 820±10 К, продолжительность выдержки при нагреве и охлаждении при экстремальных температурах определяется необходимой глубиной проникновения алюминия и равномерностью распределения его в стали, а для увеличения скорости насыщения обработку ведут в расплаве алюминия, для предотвращения окисления которого поверхность расплава засыпают тонким слоем кокса или древесного угля.
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ЗАГОТОВКУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2004 |
|
RU2339732C2 |
| Способ нанесения алюминиевого покрытия на движущийся стальной прокат | 1988 |
|
SU1715882A1 |
| СПОСОБ УСКОРЕННОЙ ЦЕМЕНТАЦИИ СТАЛИ | 2004 |
|
RU2283893C2 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| DE 10312939 A1, 09.09.2004. | |||

