Изобретение касается способа нанесения покрытия погружением в расплав на металлическую заготовку, в частности стальную ленту, при котором металлическую заготовку пропускают вертикально через емкость, в которой содержится расплавленный металл покрытия, и через расположенный перед ней направляющий канал определенной высоты, при этом для удержания металла покрытия в емкости в области направляющего канала с помощью, по меньшей мере, двух расположенных по обеим сторонам металлической заготовки индукторов создается электромагнитное поле, при этом металл покрытия с заданным объемным расходом подводится в направляющий канал в область его протяженности. Далее изобретение касается устройства нанесения покрытия на металлическую заготовку погружением.
Классические установки для нанесения металлического покрытия на металлические ленты погружением имеют узел, требующий интенсивного обслуживания, а именно емкость для материала покрытия с находящимся в ней оборудованием. Поверхности металлических лент, на которые наносят покрытие, перед нанесением покрытия должны подвергаться очистке от оксидных остатков и активироваться для последующего соединения с металлом покрытия. В связи с этим поверхности лент перед нанесением покрытия подвергают термической обработке в восстановительной атмосфере. Так как оксидные слои предварительно удаляются химическим или механическим способом, при котором используются абразивы, при термической восстановительной обработке поверхность активируется таким образом, что после такой обработки поверхность становится металлически чистой.
Однако при активировании поверхности ленты повышается сродство этой поверхности ленты к находящемуся в окружающей атмосфере кислороду. Чтобы воспрепятствовать взаимодействию кислорода воздуха перед нанесением покрытия с поверхностью ленты, ее подают в ванну для покрытия через специальный закрытый рукав. Так как металл покрытия находится в жидком состоянии, то силы гравитации можно использовать совместно с устройствами для обдувки для регулирования толщины слоя покрытия, однако, при последующих операциях запрещены контакты с лентой до полного затвердевания слоя покрытия, поэтому лента должна в ванне для покрытия отклоняться в вертикальном направлении. Это осуществляется с помощью ролика, который вращается в жидком металле покрытия. В результате этот ролик вследствие контакта с жидким металлом покрытия подвергается сильному износу, что становится причиной остановки и таким образом снижения производительности.
При желаемой небольшой толщине покрытия, а речь может идти об микрометрах, высокие требования предъявляются к качеству поверхности ленты. Это означает, что и поверхности роликов, контактирующих с лентой, тоже должны иметь высокое качество. Повреждения на этих поверхностях ведут в итоге к повреждениям на поверхности ленты. Это является другой причиной частых остановок процесса.
Для решения проблемы, связанной с роликами, работающими в среде с жидким металлом покрытия, известны устройства, в которых используется открытая вниз емкость для покрытия, имеющая в своей нижней области направляющий канал определенной высоты для вертикального пропускания ленты, при этом для герметизации предусмотрен электромагнитный замок. При этом речь идет об электромагнитных индукторах, которые работают с оттесняющими, нагнетающими или сужающими электромагнитными переменными или бегущими полями, которые герметизируют снизу ванну, в которой осуществляется покрытие.
Такое решение известно, например, из ЕР 0673444 В1. Электромагнитный замок для уплотнения ванны для покрытия снизу применяется также в решениях WO 96/03533 или в JP 5086446.
Для точного регулирования положения металлической заготовки в направляющем канале согласно документа DE 19535854 A1 и DE 10014867 A1 предусматривают специальные средства. Согласно перечисленным решениям предусмотрено, что наряду с катушками для создания электромагнитного бегущего поля имеются дополнительные корректирующие катушки, которые соединены с регулирующей системой и задачей которых является обеспечивать возвращение отклонившейся от среднего положения металлической ленты снова в это среднее положение.
Соответствующий роду способ описывается также в ЕР 0630421 В1, в котором далее предусмотрено, что емкость, содержащая металл покрытия, соединена с емкостью для предварительного расплавления, которая во много раз больше по объему, чем емкость, в которой осуществляется покрытие. Емкость, в которой осуществляется покрытие, снабжается металлом покрытия из этой емкости для предварительного расплава, если металл покрытия выносится металлической заготовкой из емкости для покрытия.
Из документа FR 2804443 A известен способ нанесения покрытия погружением в расплав, при котором расплав из емкости отводится в канал, идущий вниз из емкости для покрытия, и после отвода подводится вертикально в область направляющего канала.
Способ нанесения покрытия, в котором не используются электромагнитные индукторы, известен из JP 63192853 A. В нем замок направляющего канала для вертикального прохода металлической заготовки, подлежащей покрытию, выполнен в виде двух пар валков. В канал подается расплав.
Электромагнитный замок для уплотнения направляющего канала, о котором шла речь в описанных выше источниках, представляет в этом отношении магнитный насос, который удерживает металл покрытия в емкости, где осуществляется нанесение покрытия.
Промышленная проверка подобных установок показала, что картина потоков на поверхности металлической ванны, то есть поверхность ванны, достаточно неспокойна, что может свидетельствовать о наличии электромагнитных сил, создаваемых магнитным замком. Следствием этих волнений в ванне является низкое качество покрытия, наносимого при погружении в расплав.
В связи с этим задачей изобретения является создание способа и соответствующего устройства для нанесения покрытия на металлическую заготовку погружения, с помощью которых можно преодолеть указанный недостаток. Следовательно должно быть обеспечено, чтобы ванна, в которую погружается заготовка, оставалась спокойной при применении электромагнитного замка, за счет чего должно повыситься качество наносимого покрытия.
Решение этой задачи с помощью изобретения согласно предложенному способу характеризуется тем, что металл покрытия подводится в направляющий канал с заданным объемным расходом, который соответствует части дополнительного объема металла покрытия, подаваемого в емкость в единицу времени, для поддержания желаемого уровня металла покрытия в емкости. В качестве альтернативы этому, может быть также предусмотрено, что заданный объемный расход металла соответствует общему дополнительному объему металла, который требуется для поддержания уровня.
С помощью этих мероприятий в комбинации со способом известного вида достигается то, что замок для герметизации направляющего канала, представляющий собой электромагнитный насос, больше не работает на квази холостом ходу, а подает и транспортирует объемный поток металла покрытия. Поразительный результат заключается в том, что в этом случае на поверхности ванны, в которой находится металл, отсутствуют волнения, что весьма положительно сказывается на качестве покрытия.
Предусмотрено, что емкость, в которой находится металл покрытия, соединена с системой питания (резервуар питания) металлом покрытия. Из резервуара питания осуществляется дополнительная подача металла в емкость, который требуется для поддержания постоянного уровня в емкости, так как металлическая заготовка при своем проходе через установку для нанесения покрытия выносит металл из этой емкости.
Подвод объемного потока металла для покрытия в направляющий канал осуществляется преимущественно с регулированием и управлением.
Устройство для нанесения покрытия на металлическую заготовку методом погружения в расплав, в котором металлическая заготовка пропускается вертикально через емкость, содержащую расплавленный металл покрытия, и через расположенный перед емкостью направляющий канал, снабжена по меньшей мере двумя индукторами, расположенными по обеим сторонам от металлической заготовки в области направляющего канала для создания электромагнитного поля, удерживающего металл покрытия в емкости. Далее предусмотрено, что по меньшей мере один подводящий трубопровод для подвода металла покрытия с заданным объемным расходом входит в направляющий канал в области протяженности по высоте.
Согласно изобретению в устройстве предусмотрено, что подводящий трубопровод выходит в области длинной стороны и в область торцевой стороны направляющего канала.
Предпочтительно если ширина, соответственно диаметр подводящего трубопровода, меньше по отношению к размеру длинной стороны направляющего канала; отсюда, в частности, должно следовать, что ширина, соответственно диаметр подводящего трубопровода, составляет не более 10% ширины длинной стороны направляющего канала.
Предпочтительный вариант предусматривает, наконец, что емкость с металлом покрытия соединена с системой питания металлом покрытия, от которой металл направляется в подводящий трубопровод или подводящие трубопроводы.
На чертеже представлен пример осуществления изобретения, в частности показано:
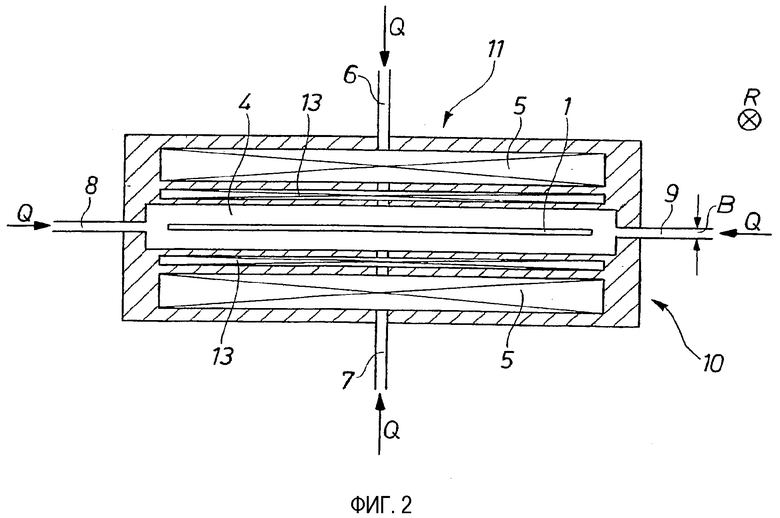
Фиг.1 схематическое изображение устройства для нанесения покрытия погружением с пропускаемой через него металлической заготовкой;
Фиг.2 - разрез по линии А-А на фиг.1.
Представленное на фигурах устройство содержит одну емкость 3, которая заполнена расплавленным жидким металлом покрытия. В ней может находиться, например, цинк или алюминий. Подлежащая покрытию металлическая заготовка 1 в форме стальной ленты пропускается через емкость 3 в направлении R вертикально вверх. Следует отметить, что принципиально возможно также, что металлическая заготовка 1 пропускается через емкость 3 сверху вниз.
Для пропуска металлической заготовки 1 через емкость 3 емкость выполнена открытой в донной области, при этом предусмотрен также направляющий канал 4, изображение которого дано в увеличенном виде. Канал имеет заданную высоту Н.
Чтобы расплавленный жидкий металл 2 покрытия не мог выливаться через направляющий канал 4 вниз, по обеим сторонам от металлической заготовки 1 расположены два электромагнитных индуктора 5, которые создают магнитное поле, противостоящее силе тяжести металла покрытия, и таким образом герметизирующее снизу направляющий канал.
В случае индукторов 5 речь идет о двух расположенных друг против друга индукторах, создающих переменное или бегущее поле, при этом работа индукторов осуществляется в области частот от 2 Гц до 10 кГц, а электромагнитное поперечное поле ориентировано перпендикулярно направлению R подачи ленты. Предпочтительная область частот лежит для однофазной системы (индукторы переменного поля) между 2 и 10 кГц, для многофазной системы (например, индукторы бегущего поля) между 2 Гц и 2 кГц.
Для стабилизации металлической заготовки 1 в средней плоскости направляющего канала 4 с обеих сторон направляющего канала 4, соответственно металлической заготовки 1 расположены корректирующие катушки 13. Управление катушками осуществляется посредством не показанных средств регулирования таким образом, что перекрытие магнитного поля индукторов 5 и корректирующих катушек 13 металлической заготовки 1 происходит постоянно в середине направляющего канала 4.
С помощью корректирующих катушек 13 магнитное поле индукторов в зависимости от настройки может усиливаться или ослабляться (принцип суперпозиции магнитных полей). Таким образом можно оказывать воздействие на положение металлической заготовки в направляющем канале 4.
При пропускании металлической заготовки 1 через устройство для нанесения покрытия, происходит вынос металла покрытия из емкости 3 вследствие того, что часть металла 2 покрытия сцепляется с металлической заготовкой 1. Для поддержания желаемого уровня h металла 2 покрытия в емкости 3 необходимо осуществлять пополнение объема металла 2 в емкости 3.
В примере осуществления изобретения это происходит с помощью системы питания 12 (питающий резервуар), от которого насосом 15 осуществляется подача металла через питатель 16.
Чтобы обеспечить спокойствие поверхности в емкости 3, предусмотрено, что металл покрытия 2 подводится в направляющий канал в области его протяженности по высоте Н с заданным объемным расходом Q. Как можно видеть на фиг.1, для этой цели предусмотрены два подводящих трубопровода 6 и 7 в области просвета в направляющем канале 4, необходимого для пропуска металлической заготовки 1, а именно в области его протяженности по высоте Н.
Как можно видеть на фиг.2, при этом предусмотрено, что всего к пропускному просвету в направляющем канале 4 подходят четыре подводящих трубопровода 6, 7, 8 и 9, два из которых, а именно подводящие трубопроводы 6 и 7, подходят к длинной стороне 11 направляющего канала 4; два других, а именно подводящие трубопроводы 8 и 9, подходят к торцевой стороне 10 направляющего канала 4.
Как можно видеть, ширина В подводящих трубопроводов главным образом в области их входа в направляющий канал 4 меньше по отношению к ширине длинной стороны 11 направляющего канала 4.
Питание подводящих трубопроводов 6, 7, 8 и 9 металлом 2 покрытия осуществляется с помощью насоса 14, схематически изображенного на фиг.1. Как уже было отмечено, подводимый с помощью насоса 14 объемный поток с расходом Q может составлять часть объемного потока металла покрытия, который должен подводиться в ванну для поддержания уровня h. Однако может быть также предусмотрено, что с помощью насоса 14 в единицу времени подается все необходимое для этого количество металла покрытия, так что в этом случае через насос 15 не осуществляется какой-либо подачи металла.
При пуске в работу установки первоначально производится заполнение емкости 3 металлом 2 покрытия, и после активирования индукторов 5 начинается пропуск ленты. При постоянной работе установки, как уже отмечалось, по подводящим трубопроводам 6, 7, 8 и 9 в направляющий канал 4 подается металл покрытия с объемным расходом Q.
Также весьма предпочтительным является действие описанного устройства и осуществление способа, относящегося к работе устройства при отключении или остановке.
На практике всегда остается часть металла 2 покрытия в направляющем канале 4, которая не может быть удалена из направляющего канала 4 также и с помощью металлической заготовки 1. Остаток жидкого металла после отключения индукторов 5 с помощью улавливающей системы собирается внизу, что сопровождается высокими затратами.
С помощью предложенного решения появляется следующая возможность:
Индукторы 5 запускаются на полную мощность для герметизации, по подводящим трубопроводам 6, 7, 8, 9 прекращается подача металла покрытия (отключается насос 14). Подводящие трубопроводы 6, 7, 8, 9 опорожняются и таким образом создается возможность отвода остатка металла для покрытия из направляющего канала 4.
Если дополнительно на высоте подводящих трубопроводов 6, 7, 8, 9 имеются корректирующие катушки 13 (как описано выше), то они также запускаются на полную мощность. Тогда с помощью дополнительных корректирующих катушек 13 в середине направляющего канала создается дополнительное усиление поля, «потенциальный пик» которого способствует тому, что остаток металла 2 направляется в подводящие трубопроводы 6, 7, 8, 9. Благодаря этому осуществляется удаление остаточного количества металла 2 покрытия.
Перечень позиций
1 Металлическая заготовка (стальная лента)
2 Металл покрытия
3 Емкость
4 Направляющий канал
5 Индуктор
6 Подводящий трубопровод
7 Подводящий трубопровод
8 Подводящий трубопровод
9 Подводящий трубопровод
10 Торцевая сторона направляющего канала
11 Длинная сторона направляющего канала
12 Система питания
13 Корректирующая катушка
14 Насос
15 Насос
16 Подающее устройство
H Высота направляющего канала
Q Объемный расход металла
h Уровень
В Ширина подводящего трубопровода
R Направление подачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2338809C2 |
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ЗАГОТОВКУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2004 |
|
RU2349677C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ЗАГОТОВКУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2006 |
|
RU2374357C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПРОТЯЖЕННОЕ ИЗДЕЛИЕ | 2012 |
|
RU2521759C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ЗАГОТОВКУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2004 |
|
RU2335573C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА НЕПРЕРЫВНЫЕ МЕТАЛЛИЧЕСКИЕ ЗАГОТОВКИ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2313617C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ЗАГОТОВКИ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2299925C2 |
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2338003C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2325465C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА НЕПРЕРЫВНО-ЛИТЫЕ МЕТАЛЛИЧЕСКИЕ ЗАГОТОВКИ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2309193C2 |
Изобретение относится к области нанесения покрытий погружением в расплав. Металлическую заготовку вертикально пропускают через емкость с расплавом и через расположенный перед емкостью направляющий канал определенной высоты. В области направляющего канала предусмотрены два расположенных по обеим сторонам от заготовки индуктора, создающих электромагнитное поле. В направляющий канал в области его протяженности по высоте подают расплав с заданным объемным расходом, который соответствует части или всему дополнительному объему расплава, подаваемому в единицу времени, для поддержания желаемого уровня расплава в емкости. Устройство содержит емкость с расплавом и расположенный перед емкостью направляющий канал, в области которого по обеим сторонам от заготовки предусмотрены индукторы для создания электромагнитного поля, и в область протяженности по высоте этого канала предусмотрен, по меньшей мере, один трубопровод для подвода расплава с заданным объемным расходом, при этом трубопровод, входящий в направляющий канал, предусмотрен в области длинной стороны и в области торцевой стороны направляющего канала. Качество наносимого покрытия повышается за счет того, что емкость с расплавом остается спокойной при применении электромагнитного замка. 2 н. и 4 з.п. ф-лы, 2 ил.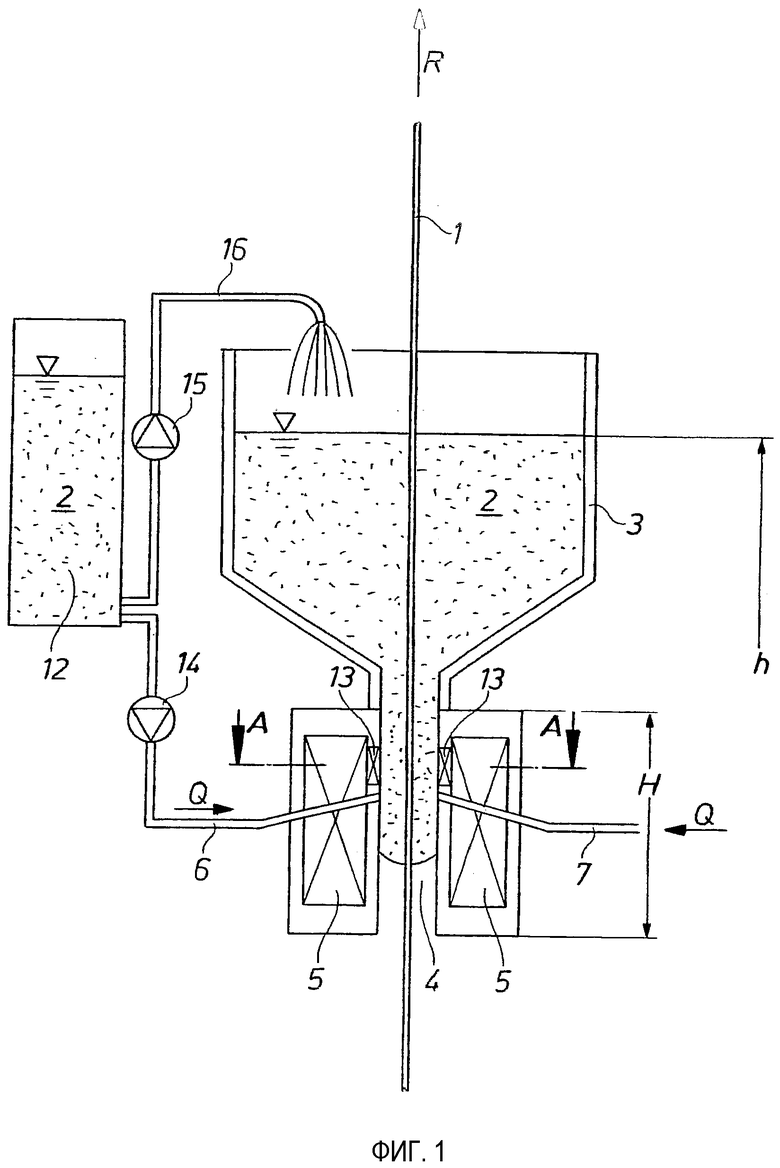
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ФИКСАЦИИ СРЕДНИХ ПОНТОНОВ РЕЧНОГО ЗВЕНА ПОНТОННОГО ПАРКА | 2022 |
|
RU2804443C1 |
| JP 63192853 А, 10.08.1988 | |||
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТЬ ИЗДЕЛИЙ ПОЛУЧЕННЫХ ПРОКАТКОЙ | 1993 |
|
RU2093602C1 |
| СПОСОБ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛИННОМЕРНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2082819C1 |
| DE 4208578 А, 16.09.1993. | |||

