Изобретение относится к химико-термической обработке стальных деталей, а именно к процессам цементации. Способ включает нагрев до температуры выше Ас3 для перевода стали в аустенитное состояние, подстуживание до температуры из области пред- и послеполиморфного превращения [(Ar3+50)…(Ar1-50)]°С, выдержку при данной температуре в течение времени, пока происходят полиморфные превращения в стали. Изобретение может быть использовано в машиностроении, автотракторостроении и других отраслях промышленности для поверхностного упрочнения деталей машин, изготовленных из низкоуглеродистых сталей.
Техническим результатом изобретения является получение на стальных деталях поверхностного слоя, обладающего высокой твердостью и износостойкостью (после закалки), сокращение времени диффузионного насыщения, создание благоприятного распределения твердости по глубине слоя, способствующего повышению предела усталости материала, улучшение качества цементованного слоя и переходной зоны.
Известен способ цементации при изотермической выдержке при температуре выше Ас3 (920-940°С) [1, стр. 340, 356-360]. Данный способ заключается в изотермической выдержке в контролируемой атмосфере эндогаза, скорость насыщения углеродом составляет при этом 0,1-0,15 мм/ч. Насыщение со скоростью 0,15-0,25 мм/ч также может производиться в среде, неконтролируемой по углеродному потенциалу, получаемой при капельной подаче жидких карбюризаторов. Недостатками способа являются длительное время выдержки, определяемое из расчета 0,15 мм/ч - при глубине слоя до 1 мм, и 0,1 мм/ч - при глубине слоя более 1 мм. Продолжительность процесса цементации может составлять 8-10 часов и более в зависимости от требуемой глубины слоя. Также возможны проявления нестабильности качества получаемого слоя и разброс его параметров, не всегда обеспечивается требуемое распределение твердости по глубине слоя.
Другой способ поверхностного упрочнения [2] включает проведение не менее трех циклов, состоящих из нагрева до температуры выше Ас3, и охлаждения до температуры ниже Ar1. Нагрев и охлаждение производятся в твердом карбюризаторе. Нагрев осуществляются пачками импульсов электромагнитного излучения до температуры (1220±10) K, охлаждение проводят до температуры (910±10) K. Скорость нагрева и охлаждения составляет более 1 K/с. Выдержка при экстремальных температурах каждого цикла составляет до двух минут.
К недостаткам данного способа следует отнести необходимость применения специального оборудования, реализующего нагрев пачками электромагнитных импульсов, необходимость использования сложной управляющей аппаратуры для реализации технологического процесса по данному способу-аналогу.
Одним из способов цементации, в котором предусматривается выдержка в области температур полиморфного превращения при охлаждении, является способ ступенчатой изотермической цементации стали [3]. Он включает в себя нагрев до температуры выше Ас3, выдержку при данной температуре, охлаждение до температуры, близкой к Ar3. При данном способе цементации осуществляются нагрев и выдержка в печи при температуре 920-940°С в течение двух часов, затем производится подстуживание до температуры (727+10)°С и выдержке при данной температуре не менее двух часов.
К недостаткам данного способа следует отнести необходимость реконструкции оборудования для возможности реализации ступенчатого режима цементации.
Основной целью изобретения является сокращение продолжительности технологического процесса цементации за счет использования явления ускорения диффузии при полиморфном превращении в стали, упрощение процесса управления технологическим процессом с возможностью использования имеющегося оборудования без его существенной модернизации, получение качественного цементационного слоя с высокими стабильными прочностными характеристиками.
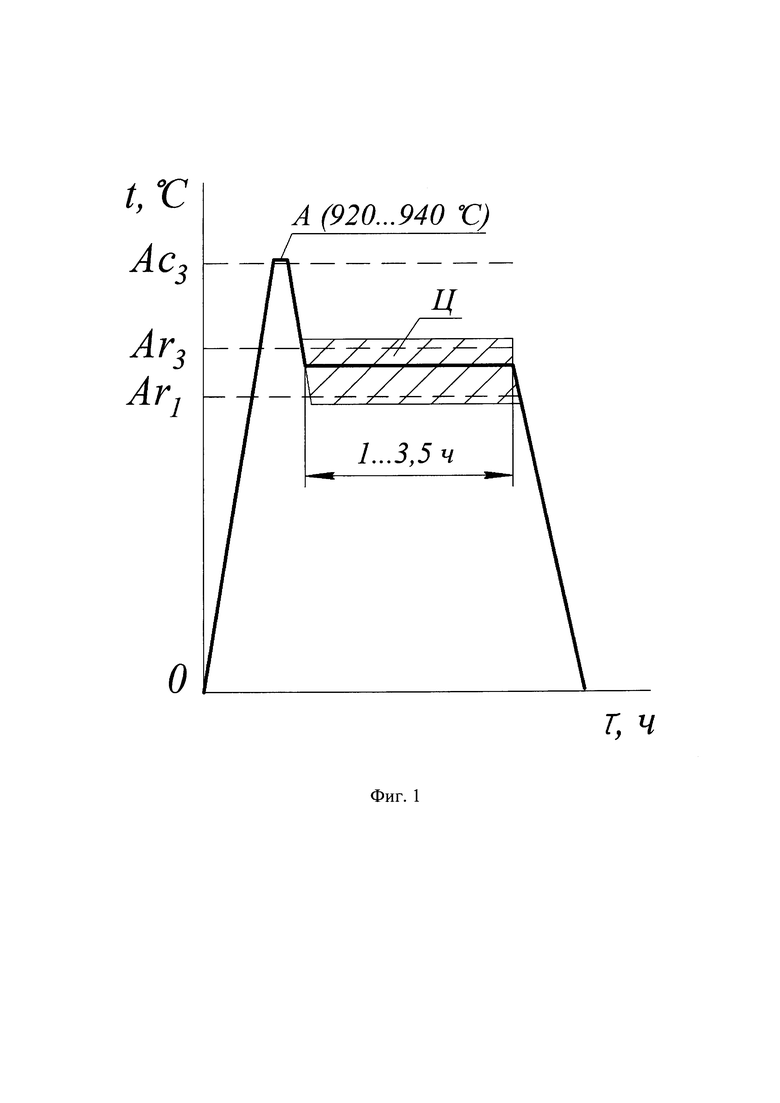
Указанные цели достигаются способом низкотемпературной цементации (НТЦ) стальных деталей, включающим нагрев в насыщающей среде до температуры выше Ас3, выдержку при данной температуре для завершения аустенизации стали, охлаждение до температуры из области пред- и послеполиморфного превращения при охлаждении - [(Ar3+50)…(Ar1-50)]°С и выдержку при данной температуре в течение времени, затрачиваемого на полиморфные превращения и находящегося в интервале 1…3,5 часа. Принимаемая температура и время выдержки режима НТЦ из указанных интервалов температур и времени выдержки при цементации определяются, исходя из предъявляемых требований к диффузионному слою: твердости на поверхности, глубины упрочняемого слоя, характера распределения твердости по глубине. Перечисленные показатели цементованного слоя достигаются уже после закалки и низкого отпуска, которые, как правило, проводятся после цементации и образующие в поверхностном слое структуру мартенсита с тем или иным количеством остаточного аустенита [4, с. 42]. Режимы термических обработок, проводимых после диффузионного насыщения атомами углерода, выбираются из литературных источников, исходя из применяемой марки цементуемой стали, требуемой твердости на поверхности и сердцевины и других параметров [4, с. 49; 5, с. 256-271]. Графически режим низкотемпературной цементации без последующих процессов закалки и низкого отпуска представлен на фиг. 1.
Поскольку процесс цементации протекает при температурах в областях над- и в большей степени - ниже линии PSK на диаграмме состояния «железо-углерод», предлагается ввести термин «низкотемпературная цементация» (НТЦ).
Новые существенные признаки:
1. Нагрев до температуры выше точки Ас3 и выдержка до завершения α→γ перестройки кристаллической решетки металла, то есть превращения феррито-перлитной смеси в аустенит.
2. Охлаждение до выбранного значения температуры из интервала [(Ar3+50)…(Ar1-50)]°С.
3. Выдержка при выбранном значении температуры из интервала [(Ar3+50)…(Ar1-50)]°С в течение 1…3,5 часов, необходимая для полного завершения полиморфного превращения в стали, диффузионного насыщения и перераспределения концентрации углерода по глубине слоя.
4. Выдержка более 3,5 часов не влияет на глубину цементованного слоя в связи с окончанием процессов полиморфного превращения и уменьшения значения коэффициента диффузии. Эффект ускоренного насыщения при выдержке более 3,5 часов утрачивается.
5. Наилучшие результаты по твердости на поверхности и глубине цементованного слоя достигаются при выдержке в диапазоне температур, °С:

где Ar3 и Ar1 - температуры критических точек стали при охлаждении, °С.
Значения критических точек Ar3 и Ar1 принимаются для легированных сталей. Для цементуемых низкоуглеродистых сталей с содержанием углерода до 0,25% углерода значения критических точек Ar3 и Ar1 принимаются по значениям критических точек высокоуглеродистых нелегированных сталей с содержанием углерода 0,6…1,0%, так как при нагреве выше Ас3 даже без выдержки активно происходит диффузия атомов углерода в поверхностный слой на глубину до 0,1 мм. Это явление приводит к изменению фазового состава и к сдвигу значений критических точек низкоуглеродистых сталей в область полиморфных превращений высокоуглеродистых сталей.
Перечисленные новые существенные признаки в совокупности с уже известными обеспечивают получение технического результата во всех случаях, на которые распространяются испрашиваемый объем правовой охраны.
Получение технического результата изобретения достигается тем, что нагрев в насыщающей среде до температуры выше Ас3, необходим для полного превращения феррита в аустенит, способствует активному проникновению углерода в сталь и интенсификации процесса в начальный период, преимущественно на небольшую глубину. Превращение феррита в аустенит в критической точке Ас3 начинается в условиях весьма малых скоростей нагрева. Реальный нагрев смещает температуру превращения в сторону ее повышения. В промышленных условиях для печного нагрева рекомендуется назначать температуру на 20-30°С выше по диаграмме состояния, то есть критической точки Ас3, - для углеродистой стали и 50-60°С - для легированной стали [5, с. 22]. С увеличением температуры перегрева относительно критической точки Ас3 время на процесс превращения феррита в аустенит понижается. В зависимости от агрегатного состояния карбюризатора, способа нагрева, марки стали и содержания в ней легирующих элементов температура нагрева находится в интервале 920-1050°С [4, с. 58-65].
Получение активных атомов происходит путем диссоциации на поверхностях деталей окиси углерода, образующегося при нагреве в карбюризаторе. Коэффициент диффузии возрастает с увеличением температуры, что также влияет на глубину диффузионного слоя при повышении температуры цементации. Дальнейший рост температуры ограничивается ростом зерна, ухудшением структуры металла и прочностных свойств, повышенной склонностью к внутреннему окислению.
Охлаждение цементируемых деталей до заданной температуры из интервала пред- и послеполиморфного превращения [(Ar3+50)…(Ar1-50)]°С способствует ускорению проникновения углерода вглубь материала за счет наличия градиента концентрации углерода, продиффундировавшего при нагреве до температуры выше Ас3, и скачкообразного повышения скорости диффузии в области температуры перед полиморфным превращением и после его окончания. Согласно источнику [6, с. 14], коэффициент диффузии D при температуре в области критической точки А1 имеет значение, соизмеримое с D при температурах 1150…1200°С.
Выдержка в течение 1…3,5 ч при температуре пред- и послеполиморфного превращения [(Ar3+50)…(Ar1-50)]°С необходима для завершения процессов диффузии, начатых при температуре Ас3, и ускоренного достижения требуемой глубины цементуемого слоя. Общая продолжительность процесса насыщения при этом сокращается в 2,0-2,5 раза по сравнению с традиционной изотермической цементацией при температуре выше Ас3.
Низкотемпературной цементации могут подвергаться традиционные марки сталей, применяемые для этого в машиностроении. Чаще всего с целью снижения расходов на упрочнение для цементации применяются нелегированные низкоуглеродистые качественные конструкционные стали и стали обыкновенного качества, а также легированные низкоуглеродистые стали с содержанием углерода до 0,25% С. В низкоуглеродистых сталях уже в процессе аустенизации в среде карбюризатора при температуре 920-940°С происходит науглероживание на глубину до 0,1 мм. При этом содержание углерода в поверхностном слое увеличивается и может достигать концентрации, соответствующей концентрациям для высокоуглеродистых сталей с содержанием 0,6…1,0% углерода. В этом случае температуры критических точек смещаются в области более низких температур, чем для низкоуглеродистых сталей, и приближаются к температурам критических точек высокоуглеродистых сталей конкретных марок, например, У8.
По способу низкотемпературной цементации на первоначальном этапе при температуре выше точки Ас3 происходит активный рост концентрации углерода в приповерхностном слое за счет активного насыщения на глубину до 0,1 мм. Затем следует подстуживание до температуры из области пред- и послеполиморфного превращения при охлаждении с последующей выдержкой. Традиционная изотермическая цементация обеспечивает скорость роста диффузионного слоя в пределах 0,15 мм/ч - при глубине слоя до 1 мм, и 0,1 мм/ч - при глубине слоя более 1 мм. Согласно известным закономерностям, скорость насыщения снижается с увеличением времени выдержки [5, с. 274]. Длительность процесса в зависимости от требуемой глубины слоя может достигать 8-10 ч и более. Основные недостатки традиционной химико-термической обработки во многом устраняются при совмещении этого процесса, например, с термоциклической обработкой. Термоциклическая обработка заключается в нагреве выше точки Ас1 и последующего охлаждения до температуры ниже точки Ar1. От количества циклов будут зависеть размер зерна, глубина слоя, структура. При измельчении структуры стали, достигнутой при термоциклической обработке, увеличивается протяженность межфазных границ, и диффузия при насыщении происходит более интенсивно. Это увеличивает глубину проникновения углерода и сокращает продолжительность процесса цементации. Термоциклическая обработка способствует образованию измельченной структуры цементованного слоя, зависящей от количества циклов, устраняет цементитную сетку по границам зерен. К недостаткам следует отнести усложнение процесса управления термоциклической цементации.
Технический результат обеспечивается за счет накопления дислокаций и образования полигональной субструктуры стали. Формирование дислокационной структуры при термоциклической обработке при полиморфных превращениях в области температур точки Ar1 приводят к фазовому наклепу за счет разницы удельных объемов и модулей упругости образующихся фаз. Адсорбция и диффузия протекают быстрее в объеме металла, имеющего много дефектов типа дислокаций, блоков субмикроструктуры, границ зерен. Структурные изменения, происходящие при переходе температур в точках Ar1 и Ас1, когда кристаллическая решетка претерпевает γ→α→γ - превращения, ускоряют последующую диффузию атомов углерода в металле.
Предлагаемый способ низкотемпературной цементации заключается в том, что на первоначальном этапе при насыщении при температуре выше точки Ас3 происходит активный рост концентрации углерода в приповерхностном слое за короткий период времени на глубину до 0,1 мм. При последующем охлаждении в условиях γ-α-превращений кристаллической решетки аустенита в области температур полиморфного превращения структура насыщаемого поверхностного слоя находится в нестабильном состоянии, образуются структурные вакансии, происходит уменьшение энергии активации диффузии углерода. Известна закономерность, согласно которой коэффициент диффузии понижается по экспоненциальному закону при понижении температуры. Были проведены исследования с целью проверки изменения коэффициента диффузии в области температур полиморфного превращения [6, с. 14]. Результаты исследований показали, что коэффициент диффузии аномально отклоняется от экспоненциальной закономерности и скачкообразно возрастает в области температур полиморфного превращения А1.
Значительное возрастание коэффициента диффузии в области температур полиморфного превращения при охлаждении приводит к ускорению процесса насыщения углеродом в области температур Ar3-Ar1 при низкотемпературной цементации.
Проведение всех этапов технологического процесса при низкотемпературной цементации позволяет сократить время обработки в 2,0-2,5 раза при достижении глубины слоя, меньшего по глубине, достигаемого при классической изотермической цементации при температуре выше Ас3 (920-940°С) [4, с. 58]. Несмотря на меньшую глубину, способ низкотемпературной цементации при оптимальном температурном режиме для конкретной марки стали позволяет достичь требуемого распределения твердости по глубине слоя, что позволяет применить цементованные детали в узлах, работающих в тяжелых условиях. Способ сочетает в себе достоинства процессов, аналогичных маятниковой термоциклической обработке в области температур полиморфного превращения А1, изотермической цементации при температуре выше Ас3, и ступенчатой изотермической цементации в области температур полиморфного превращения.
Пример. Для получения качественных и количественных характеристик цементованного слоя были проведены исследования на образцах их сталей 15ХГН2ТА и Ст3 диаметром 8 мм. Цементация проводилась в твердом стандартном карбюризаторе по режиму: нагрев до 920-940°С и выдержке при данной температуре 15-20 минут с целью полного аустенитного превращения, затем охлаждение до конкретной температуры выдержки с последующей выдержкой в течение 2 часов (см. фиг. 1). Для исследований принимался температурный диапазон от 740°С до 600°С, который предшествует началу полиморфному превращению и захватывает температуры начала и конца полиморфного превращения при охлаждении. Шаг температур выдержки составлял 20°С. После цементации проводилась закалка с 860°С в масло для стали 15ХГН2ТА и в воду - для стали Ст3 с последующим низким отпуском при 180-200°С. Термическая обработка после цементации соответствует типовому режиму термической обработки, по которому ведется обработка на промышленных предприятиях.
Далее из образцов приготавливались шлифы и производился замер микротвердости по глубине цементованного слоя на микротвердомере ПМТ-3 с грузом массой 50 граммов. Сравнение полученных распределений микротвердости производилось с распределением по зависимости из источника [7, формула (50)] для тяжелонагруженных зубчатых колес с глубиной цементованного слоя h=0,9…1,2 мм и твердости поверхности HRC 59. Стандартное распределение было увеличено на глубину 0,2 мм, учитывающее припуск на шлифование, производимое на рабочих поверхностях после цементации и закалки.
При цементации источником углерода в атомарном или ионизированном состоянии является карбюризатор, заполняющий объем с обрабатываемыми стальными деталями. Атомарный углерод из насыщающей среды адсорбируется на поверхности стальных деталей и затем диффундирует в их приповерхностный слой. Данный механизм протекания диффузии насыщающего элемента характерен для любого вида применяемого карбюризатора, независимо от его агрегатного состояния (твердого, жидкого, газообразного) [5, с. 271,290-293].
На фиг. 2 и фиг. 3 представлены фотографии шлифов образцов из стали Ст3, подвергнутых НТЦ при температуре 740°С и выдержке 2 часа. На одном из образцов сделана впадина для контроля разницы глубины слоя на цилиндрической поверхности и дне впадины.
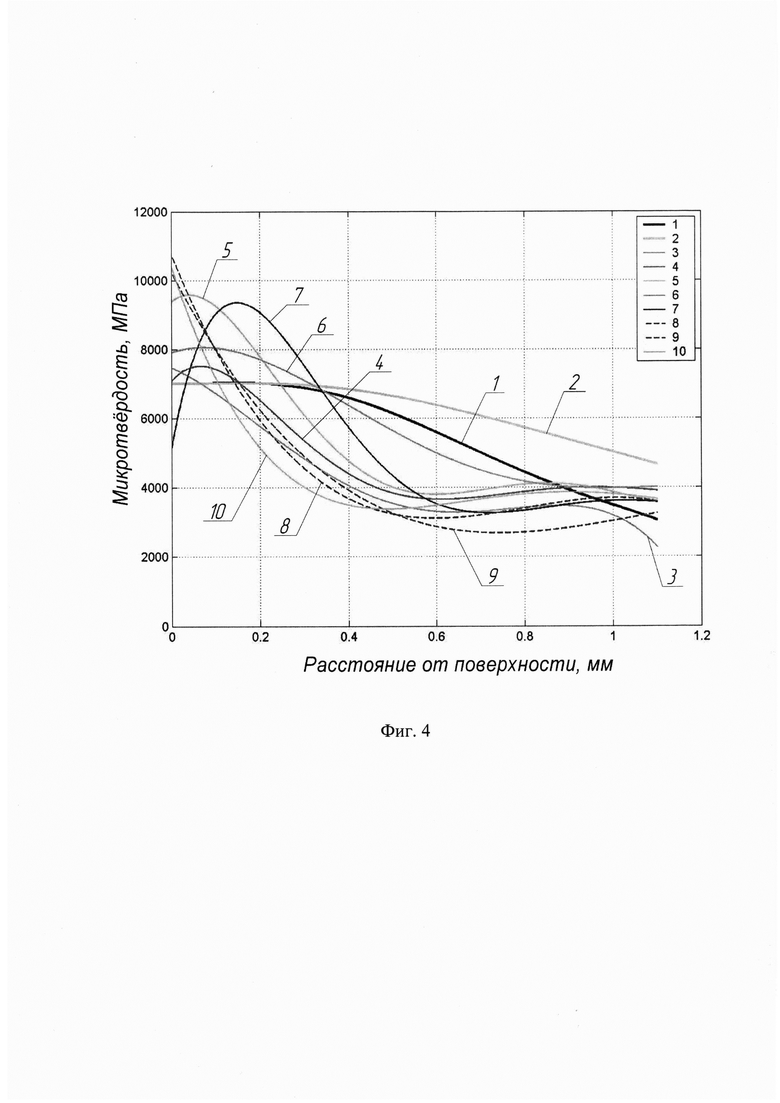
На фиг. 4 и фиг. 5 представлены результаты замеров микротвердости на образцах из сталей 15ХГН2ТА и Ст3. Распределение микротвердости по источнику [7, формула (50)] строилось для разных твердостей сердцевины. За расчетную принималась твердость поверхности HRC 59.
Анализ результатов исследований (см. фиг. 4) для стали 15ХГН2ТА показывает, что наилучшие показатели цементованного слоя обеспечиваются при режиме НТЦ с выдержкой при температуре 680°С. Эффективная глубина цементованного слоя составляет h=0,5…0,6 мм. Для Ст3 наилучшие показатели цементованного слоя (см. фиг. 5) обеспечиваются при режимах НТЦ с выдержкой при температурах 680°С и 660°С. Эффективная глубина цементованного слоя составляет h=0,7…0,8 мм.
Проведенные исследования на сталях 15ХГН2ТА и Ст3 позволили выявить оптимальные температуры низкотемпературной цементации.
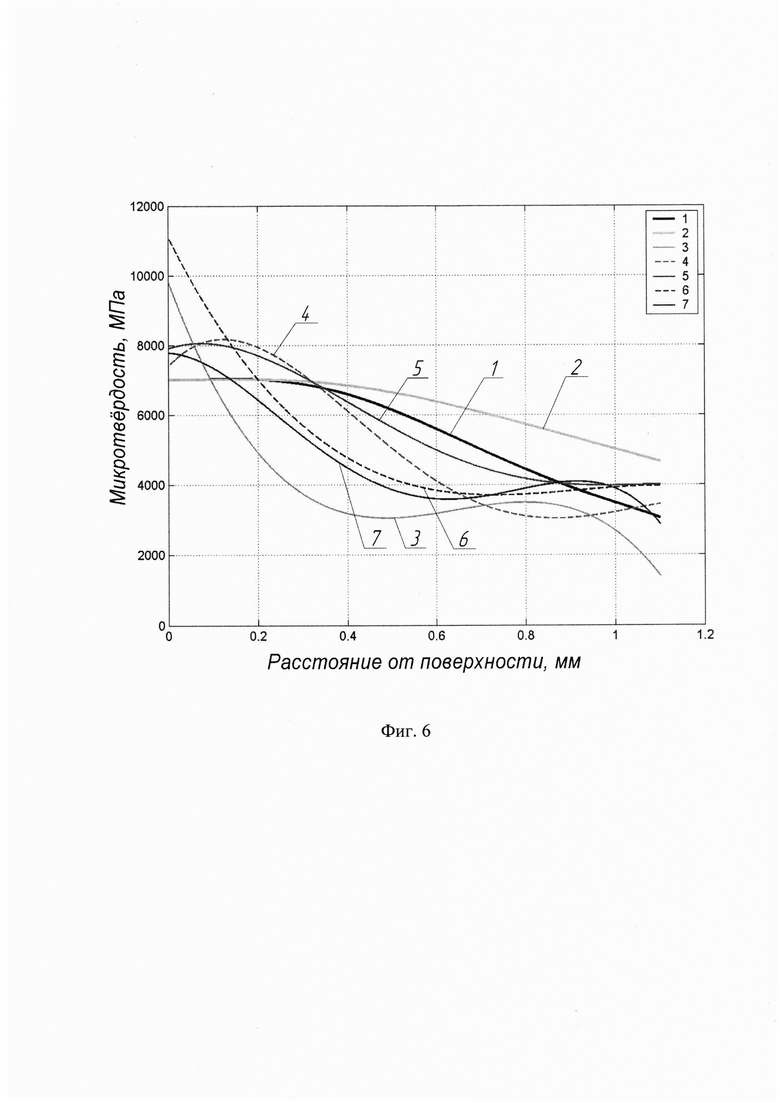
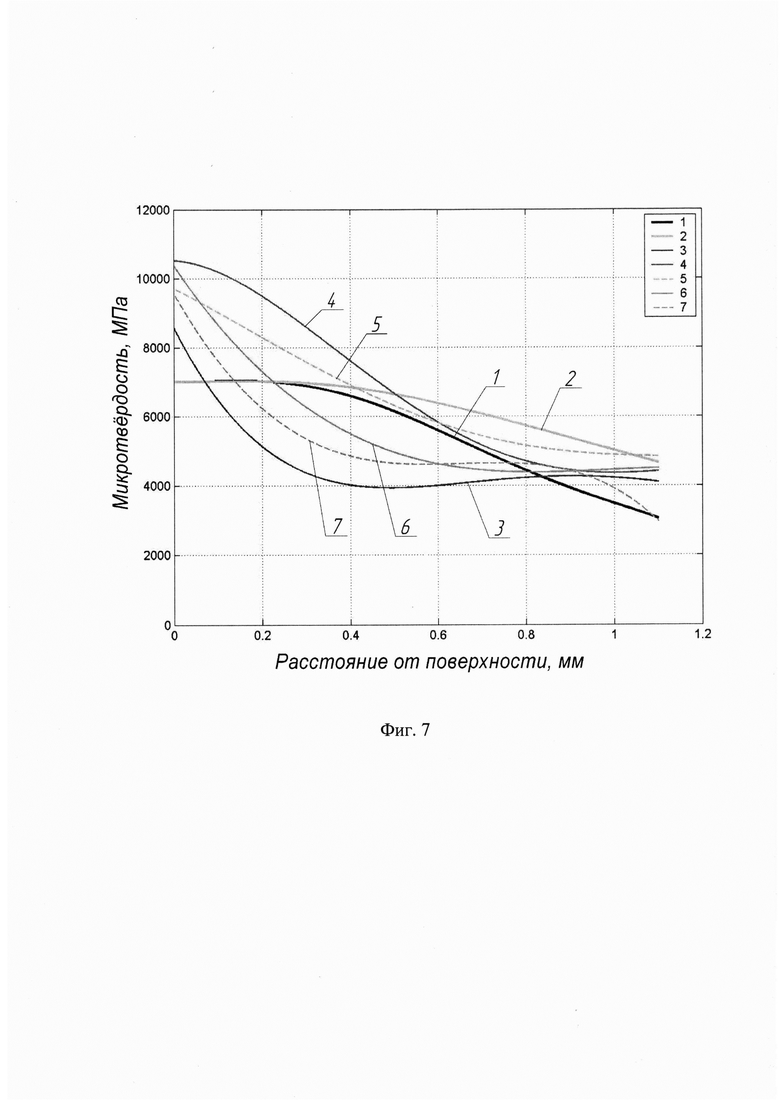
Кроме температурного фактора на параметры цементованного слоя оказывает влияние время диффузионного насыщения при выбранной температуре. Для исследования влияние временного фактора на критерии качества цементованного слоя были проведены исследования на образцах из сталей марок 15ХГН2ТА и Ст3. Цементация проводилась при температуре 680°С, при которой для рассматриваемых сталей обеспечиваются наилучшие по критериям качества результаты цементованного слоя. Результаты исследований в виде кривых изменения микротвердости в зависимости от глубины при различном времени цементации представлены на фиг. 6 и фиг. 7.
Время диффузионных процессов в состоянии полиморфных превращений является ограниченной величиной, и имеет конкретные значения для каждой марки стали. Наиболее оптимальным временем для низкотемпературной цементации является выдержка в пределах 1,5-2 часа - для стали марки Ст3, и 2 часа - для стали марки 15ХГН2ТА. При выдержке при НТЦ свыше 3,5 часа твердость снижается в связи с окончанием процессов полиморфного превращения и уменьшения коэффициента диффузии. Эффект ускоренного насыщения при этом утрачивается.
Пример расчета температурного диапазона для режима НТЦ, обеспечивающего наилучшее распределение микротвердости по глубине слоя.
По формуле (1) можно выполнить расчет оптимального температурного режима НТЦ в зависимости от значений температур критических точек.
По результатам исследованиий на дилатометре значения критических точек составляют: для стали 15ХГН2ТА - Ar3=700°С, Ar1=600°С; для стали У8 - Ar3=680°С, Ar1- 650°С. Расчет температурного диапазона оптимального режима НТЦ для стали Ст3 ведется по значениям критических точек для стали У8, так как в поверхностном слое низкоуглеродистой стали при достижении установленного низкотемпературного режима цементации концентрация углерода повышается.


По результатам исследований установлено, что принципиально возможно осуществление цементации при температуре в области, границы которой располагаются перед началом полиморфного превращения («предполиморфного» или «предпревращения»), то есть перед точкой Ar3, и после окончания полиморфного превращения («послеполиморфного»), то есть ниже точки Ar1. Переход осуществлялся от более высоких значений температур к более низким ее значениям, при этом кристаллическая решетка аустенита испытывает γ→α-превращение.
Способ низкотемпературной цементации с выдержкой при температуре полиморфного превращения совмещает в себе достоинства термоциклической обработок, ступенчатой изотермической цементации в области температур полиморфного превращения, при этом не требуется сложной системы управления и длительной выдержки. Способ НТЦ можно осуществить на имеющемся промышленном оборудовании без его существенной модернизации и, следовательно, больших материальных затрат. Значительно сокращается время цементации: достичь высоких показателей цементованного слоя можно при выдержке 1,5…2,0 часа. Понижение температуры обработки позволяет снизить затраты на энергоресурсы, повысить качество распределения твердости по глубине слоя, улучшить структуру диффузионного слоя за счет отсутствия цементитной сетки.
Краткое описание чертежей.
Описание изобретения содержит семь графических изображений: графики и фотографии.
Графические изображения обозначаются как фигуры (фиг. 1, фиг. 7).
Фиг. 1 - Режим низкотемпературной цементации при изотермичеcкой выдержке в области температур пред- и послеполиморфного превращения:
А - аустенизация; Ц - цементация.
На фиг. 1 показан режим низкотемпературной цементации без закалки и низкого отпуска. Буквой «А» обозначен период аустенизации - выдержка для полного превращения структуры стали из феррита в аустенит. Буквой «Ц» обозначен период диффузионного насыщения стали атомами углерода - цементация.
Фиг. 2 - Шлиф гладкого образца из стали марки Ст3, цементованного по режиму 920-940°С - 15-20 мин и 740°С - 2 часа.
На фиг. 2 показана фотография шлифа гладкого образца из стали марки Ст3 с указанием глубины цементованного слоя.
Фиг. 3 - Шлиф образца с углублением, имитирующим впадину зуба на зубчатом колесе, из стали марки Ст3, цементованного по режиму 920-940°С - 15-20 мин и 740°С - 2 часа.
На фиг. 3 показана фотография шлифа образца с углублением, имитирующим впадину зуба на зубчатом колесе, из стали марки Ст3 с указанием глубины цементованного слоя на гладкой цилиндрической поверхности и в углублении.
Фиг. 4 - Значения микротвердости образцов из стали 15ХГН2ТА по режиму НТЦ, включающему нагрев и выдержку при 920°С - 20 минут, подстуживание и выдержку 2 часа при разных температурах.
1 - Распределение по ГОСТ 21354-87 для сердцевины с твердостью 32 HRC; 2 - Распределение по ГОСТ 21354-87 для сердцевины с твердостью 46 HRC; 3 - 740°С; 4 - 720°С; 5 -700°С; 6 - 680°С; 7 - 660°С; 8 - 640°С; 9 -620°С; 10-600°С.
На фиг. 4 показаны графики микротвердости, полученные на образцах с разной температурой НТЦ. Графики 1 и 2 на фиг. 4 построены по источнику [7, формула (50)] для разных твердостей сердцевины тяжелонагруженых зубчатых колес и принимаются для оценки качества цементованного слоя, полученного при НТЦ.
Фиг. 5 - Значения микротвердости образцов из стали Ст3 по режиму НТЦ, включающему нагрев и выдержку при 920°С - 20 минут, подстуживание и выдержку 2 часа при разных температурах.
1 - Распределение по ГОСТ 21354-87 для сердцевины с твердостью 32 HRC; 2 - Распределение по ГОСТ 21354-87 для сердцевины с твердостью 46 HRC; 3 - 740°С; 4 - 720°С; 5 -700°С; 6 - 680°С; 7 - 660°С; 8 - 640°С; 9 - 620°С; 10 - 600°С.
На фиг. 5 показаны графики микротвердости, полученные на образцах с разной температурой НТЦ. Графики 1 и 2 на фиг. 5 построены по источнику [7, формула (50)] для разных твердостей сердцевины тяжелонагруженых зубчатых колес и принимаются для оценки качества цементованного слоя, полученного при НТЦ.
Фиг. 6 - Значения микротвердости после НТЦ, закалки и низкого отпуска образцов из стали 15ХГН2ТА по режиму цементации, включающему нагрев и выдержку при 920°С - 20 минут, охлаждение до 680°С и выдержку при этой температуре.
1 - Распределение по ГОСТ 21354-87 для сердцевины с твердостью 32 HRC; 2 - Распределение по ГОСТ 21354-87 для сердцевины с твердостью 46 HRC; 3 - 1 час; 4 - 1,5 часа;5 - 2 часа; 6 - 2,5 часа; 7 - 3,5 часа.
На фиг.6 показаны графики микротвердости, полученные на образцах из стали марки 15ХГН2ТА с температурой НТЦ 680°С при разном времени выдержки: от 1 часа до 3,5 часов. Графики 1 и 2 на фиг. 6 построены по источнику [7, формула (50)] для разных твердостей сердцевины тяжелонагруженых зубчатых колес и принимаются для оценки качества цементованного слоя, полученного при НТЦ.
Фиг. 7 - Значения микротвердости после НТЦ, закалки и низкого отпуска образцов из стали Ст3 по режиму цементации, включающему нагрев и выдержку при 920°С - 20 минут, охлаждение до 680°С и выдержку при этой температуре.
1 - Распределение по ГОСТ 21354-87 для сердцевины с твердостью 32 HRC; 2 - Распределение по ГОСТ 21354-87 для сердцевины с твердостью 46 HRC; 3 - 1 час; 4 - 1,5 часа;5 - 2 часа; 6 - 2,5 часа; 7 - 3,5 часа.
На фиг. 7 показаны графики микротвердости, полученные на образцах из стали Ст3 с температурой НТЦ 680°С при разном времени выдержки: от 1 часа до 3,5 часов. Графики 1 и 2 на фиг. 7 построены по источнику [7, формула (50)] для разных твердостей сердцевины тяжелонагруженых зубчатых колес и принимаются для оценки качества цементованного слоя, полученного при НТЦ.
Список источников
1. Производство зубчатых колес газотурбинных двигателей: Произв.-практ. издание / Ю.А. Елисеев, В.В. Крымов, И.П. Нежурин и др.; Под ред. Ю.С. Елисеева. - М.: Высш. шк., 2001. - 493 с.
2. RU 2283893 С2.
3. Способ цементации со ступенчатыми изотермическими выдержками в области температур полиморфного превращения: патент 2463380 Рос. Федерация. - №2011124223/02; заявл. 15.06.2011; опубл. 10.10.2012, Бюл. №28. (RU 2463380 С1).
4. Минкевич А.Н. Химико-термическая обработка металлов и сплавов / А.Н. Минкевич. - М.: Машиностроение, 1965. - 468 с.
5. Блантер М.Е. Теория термической обработки: Учебник для вузов / М.Е. Блантер. - М.: Металлургия, 1984. - 328 с.
6. Сазонов Б.Г. Экстремальная диффузионная активность в стали в состоянии предпревращения / Б.Г. Сазонов // Металловедение и термическая обработка металлов. - 1990. - №7. - С. 13-15.
7. ГОСТ 21354-87. Передачи зубчатые цилиндрические эвольвентные внешнего зацепления. Расчет на прочность. - М.: Изд-во стандартов, 1988. - 125 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕСУРСОСБЕРЕГАЮЩЕЙ СТУПЕНЧАТОЙ ЦЕМЕНТАЦИИ СТАЛИ | 2020 |
|
RU2728479C1 |
| Способ графитизации низкоуглеродистых сталей, совмещенный с предварительной цементацией в области температур полиморфного превращения | 2019 |
|
RU2695858C1 |
| СПОСОБ ЦЕМЕНТАЦИИ СО СТУПЕНЧАТЫМИ ИЗОТЕРМИЧЕСКИМИ ВЫДЕРЖКАМИ В ОБЛАСТИ ТЕМПЕРАТУР ПОЛИМОРФНОГО ПРЕВРАЩЕНИЯ | 2011 |
|
RU2463380C1 |
| СПОСОБ УСКОРЕННОЙ ЦЕМЕНТАЦИИ СТАЛЬНЫХ ДЕТАЛЕЙ | 2007 |
|
RU2355816C2 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛИ АЛЮМИНИЕМ | 2009 |
|
RU2431696C2 |
| СПОСОБ УСКОРЕННОЙ ЦЕМЕНТАЦИИ СТАЛИ | 2004 |
|
RU2283893C2 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛИ | 2005 |
|
RU2274674C1 |
| СПОСОБ ЦЕМЕНТАЦИИ | 1989 |
|
RU2037556C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ЗАГОТОВОК | 2012 |
|
RU2532874C2 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ | 2010 |
|
RU2436850C2 |



Изобретение относится к химико-термической обработке, а именно к процессам цементации, и может быть использовано в машиностроении, автотракторостроении и других отраслях промышленности для поверхностного упрочнения деталей машин, изготовленных из низкоуглеродистых конструкционных сталей. Способ цементации стальных деталей включает нагрев деталей в карбюризаторе до температуры, равной или выше Ас3, с выдержкой при указанной температуре и охлаждение. Выдержку при температуре выше Ас3 проводят до полного аустенитного превращения, а охлаждение - до температуры полиморфного превращения из диапазона [(Ar3+50)…(Ar1-50)]°С с выдержкой при указанной температуре в течение от 1 до 3,5 часов. В частных случаях осуществления изобретения при охлаждении легированных сталей значения критических точек Ar3 и Ar1 соответствуют легированным сталям. При охлаждении низкоуглеродистых сталей с содержанием углерода до 0,25% значения критических точек Ar3 и Ar1 соответствуют значениям критических точек высокоуглеродистых нелегированных сталей с содержанием углерода 0,6-1,0%. Обеспечивается получение на стальных деталях поверхностного слоя, обладающего высокой твердостью и износостойкостью, сокращение времени диффузионного насыщения, создание благоприятного распределения твердости по глубине слоя, способствующего повышению предела усталости материала, и улучшение качества цементованного слоя и переходной зоны. 2 з.п. ф-лы, 7ил.
1. Способ цементации стальных деталей, включающий нагрев деталей в карбюризаторе до температуры, равной или выше Ас3, с выдержкой при указанной температуре и охлаждение, отличающийся тем, что выдержку при температуре выше Ас3 проводят до полного аустенитного превращения, а охлаждение - до температуры полиморфного превращения из диапазона [(Ar3+50)…(Ar1-50)]°С с выдержкой при указанной температуре в течение от 1 до 3,5 часов.
2. Способ по п. 1, отличающийся тем, что при охлаждении легированных сталей значения критических точек Ar3 и Ar1 соответствуют легированным сталям.
3. Способ по п. 1, отличающийся тем, что при охлаждении низкоуглеродистых сталей с содержанием углерода до 0,25% значения критических точек Ar3 и Ar1 соответствуют значениям критических точек высокоуглеродистых нелегированных сталей с содержанием углерода 0,6-1,0%.
| СПОСОБ ЦЕМЕНТАЦИИ СО СТУПЕНЧАТЫМИ ИЗОТЕРМИЧЕСКИМИ ВЫДЕРЖКАМИ В ОБЛАСТИ ТЕМПЕРАТУР ПОЛИМОРФНОГО ПРЕВРАЩЕНИЯ | 2011 |
|
RU2463380C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2061785C1 |
| RU 2052536 C1, 20.01.1996 | |||
| JP 2009057597 A, 19.03.2009 | |||
| JP 64015357 A, 19.01.1989. | |||

