Изобретение относится к порошковой металлургии, к способам получения композиционных материалов. Изобретение может быть использовано в качестве связок на основе меди при изготовлении алмазного режущего инструмента для стройиндустрии и камнеобработки, включая отрезные сегментные круги (АОСК) различной конструкции, применяемые при реконструкции шоссейных дорог, взлетно-посадочных полос аэродромов, реновации металлургических предприятий, АЭС, мостов и других сооружений; сверла и АОСК для резки высокопрочных сортов железобетона.
Связка оказывает влияние на конструкцию инструмента. В зависимости от связки выбирается материал корпуса, метод соединения алмазоносного слоя с корпусом. Физико-механические свойства связок предопределяют возможную получаемую форму и размеры алмазно-абразивного инструмента.
Известна связка для изготовления алмазного инструмента (RU 2286241 C2, опублик. 2006 07.07), содержащая металл, выбранный из группы железа Периодической системы, карбид титана и соединение металла с металлоидом. С целью повышения прочности связки и надежности закрепления алмазного зерна в связке дополнительно содержится карбид циркония.
Недостатками известной связки являются использование дорогостоящего и токсичного кобальта, а также более низкой скорости резания высоко армированного железобетона и снижение ресурса работы инструмента.
Прототипом заявленного изобретения является связка для изготовления алмазного инструмента (RU 2172238 C2, опублик. 2001.08.20, кл. B24D 3/06), содержащая основу в виде меди и добавки в виде олова, никеля, алюминия и ультрадисперсного алмаза.
Недостатком известного материала является недостаточная износостойкость, твердость, прочность и ударная вязкость.
В изобретении достигается технический результат, заключающийся в повышении износостойкости материала без существенного увеличения температуры спекания при его получении, а также твердости, прочности и ударной вязкости.
Указанный технический результат достигается следующим образом.
Связка на основе меди для изготовления алмазного инструмента включает компоненты при следующем их соотношении, мас.%:
Cu=30-60
Fe=20-35
Co=10-15
Sn=0-10,5
WC=0-20
легирующая добавка - 1-15.
Легирующая добавка вводится в виде нанопорошка с удельной поверхностью 6-25 м2/г.
При этом в качестве легирующей добавки используют карбид вольфрама, или вольфрам, или молибден, или оксид алюминия, или диоксид циркония, или карбид ниобия, или карбид кремния, и/или нитрид кремния.
За счет наличия в связке меди, а также железа, кобальта и упрочняющих наночастиц связка удовлетворяет следующим требованиям:
- обладает хорошей смачиваемостью по отношению к алмазу;
- прочно удерживает алмазные зерна;
- обеспечивает самозатачивание, т.е. по мере затупления алмазных зерен изнашивается, способствуя выкрашиванию затупившихся зерен и вскрытию режущих граней новых зерен;
- обладает достаточной термостойкостью и имеет высокую теплопроводность;
- в паре с обрабатываемым материалом имеет минимальный коэффициент трения;
- имеет коэффициент линейного расширения, приближающийся к коэффициенту линейного расширения алмаза;
- не вступает в химическое взаимодействие с обрабатываемым материалом и охлаждающей жидкостью;
- уменьшает затраты на сырье и позволяет снизить затраты на производство изделий.
Легирующие добавки указанного состава обеспечивают высокую твердость, жаропрочность и термостойкость связок, что, в свою очередь, приводит к повышению скорости резания и ресурса работы инструмента.
Содержания легирующих добавок в количестве ниже минимального значения указанного диапазона (1 мас.%) недостаточно для эффективного дисперсного упрочнения связки и их влияние на структуру и свойства полученного материала незначительно. При превышении максимального значения диапазона (15 мас.%) содержание легирующего материала - нанокомпонента - слишком велико. Так как легирующие добавки являются более тугоплавкими, твердыми и имеющими высокие модули упругости материалами по сравнению с медью, то они выступают в роли концентраторов напряжений, что сильно охрупчивает материал и приводит к снижению прочностных характеристик и износостойкости связки, а также требуют повышения температуры спекания и обладают плохой прессуемостью. Указанные диапазоны концентрации легирующих добавок (1-15% мас.%) справедливы только для нанодисперсных порошков с удельной поверхностью 6-25 м2/г, поскольку, как следует из теоретических и экспериментальных данных, эффективность дисперсного упрочнения зависит не только от содержания наночастиц в сплаве, но и от их среднего размера, который, в свою очередь, может быть рассчитан по удельной поверхности нанопорошка.
Связки могут быть получены методом порошковой металлургии: спеканием с последующим прессованием при температуре спекания. Этот метод является высокопроизводительным, так как продолжительность процесса нагрева до температуры спекания, выдержка при температуре спекания, прессование и охлаждение до комнатной температуры не превышает 15 минут. Высокие скорости нагрева и равномерное распределение температур в рабочей камере обеспечиваются за счет пропускания электрического тока через спекальную форму, которая одновременно является и пресс-формой.
По окончании выдержки при температуре отжига сразу же проводится прессование для обеспечения необходимых плотности и формы изделий. Конструкция пресс-формы позволяет проводить процесс в инертной или защитной атмосфере, что повышает качество инструмента.
В таблицах 1-3 приведены примеры, показывающие зависимость свойств связки от ее состава и содержания легирующей добавки.

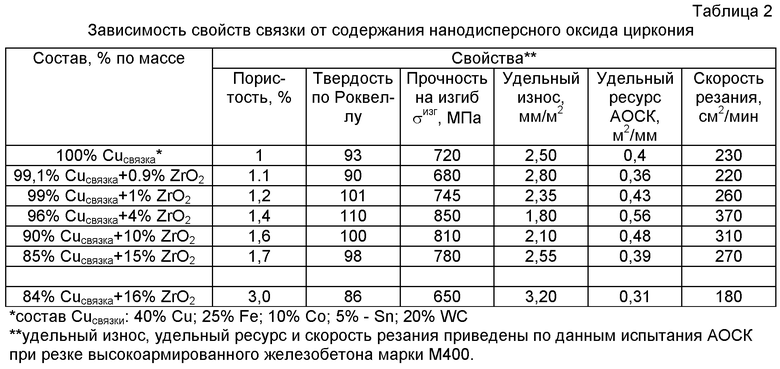
Помимо количественного состава связки на свойства связки оказывает сильное влияние размер частиц вводимой добавки, который может быть представлен удельной поверхностью порошка. В таблице 4 приведены примеры зависимости свойств связки от удельной поверхности легирующего порошка.
Материалы связок по изобретению обеспечат лучшие экономические показатели по сравнению с аналогами ведущих мировых производителей по критериям цена/ресурс и цена/производительность. Так, например, алмазосодержащие сегменты для резки высоко армированного железобетона работают в сверхтвердой абразивной среде. Традиционное упрочнение матрицы за счет введения карбида вольфрама имеет ограничение по концентрации из-за необходимости повышения температуры спекания (это означает снижение прочности алмазов и дополнительный износ технологической оснастки).
Введение легирующих добавок - нанопорошков карбида вольфрама или вольфрама, или оксида алюминия, или диоксида циркония, или карбида ниобия, или карбида кремния, и/или нитрида кремния обеспечивает высокую прочность, теплопроводность и ударную вязкость. Контролируемые малые добавки легирующих элементов дают уникальное сочетание свойств: прочности, твердости, ударной вязкости, износостойкости коэффициента трения в зоне резания, что позволяет повысить скорость резания на 30-60% и увеличить ресурс изделий в особо нагруженных условиях, например при резке высоко армированного железобетона, на 15-50%, относительно базового варианта.
При этом использование в основе связки меди уменьшает соответствующие затраты на сырье и позволяет снизить затраты на производство изделий на 15-20% при сохранении служебных характеристик (скорость резания и ресурс работы инструмента) введением в них наночастиц WC, W, Mo и других.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЯЗКА НА ОСНОВЕ МЕДИ ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2010 |
|
RU2432249C1 |
| СВЯЗКА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2005 |
|
RU2286242C1 |
| СВЯЗКА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2005 |
|
RU2286243C1 |
| СВЯЗКА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2005 |
|
RU2286241C1 |
| Связка на основе высокоэнтропийного сплава для изготовления алмазного инструмента | 2024 |
|
RU2835270C1 |
| СВЯЗКА НА ОСНОВЕ МЕДИ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА СО СВЕРХТВЕРДЫМ МАТЕРИАЛОМ | 2012 |
|
RU2487005C1 |
| СВЯЗКА НА ОСНОВЕ МЕДИ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА СО СВЕРХТВЕРДЫМ МАТЕРИАЛОМ | 2012 |
|
RU2487006C1 |
| Связка для изготовления алмазного инструмента | 2022 |
|
RU2827866C2 |
| Связка для изготовления алмазного инструмента | 2019 |
|
RU2725485C1 |
| СВЯЗКА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2009 |
|
RU2432250C2 |
Изобретение относится к порошковой металлургии, к способам получения изделий из твердосплавных материалов. Изобретение может быть использовано в качестве связок при изготовлении алмазного режущего инструмента для стройиндустрии и камнеобработки. Связка включает медь, железо, кобальт, олово, карбид вольфрама и легирующую добавку в виде нанопорошка с удельной поверхностью 6-25 м2/г, при следующем соотношении компонентов, мас.%: медь 30-60, железо 20-35, кобальт 10-15, олово 0-10,5, карбид вольфрама 0-20, легирующая добавка 1-15. Технический результат: повышение износостойкости материала без существенного увеличения температуры спекания при его получении, а также твердости, прочности и ударной вязкости. 1 з.п. ф-лы, 4 табл.
1. Связка на основе меди для изготовления алмазного инструмента, включающая медь, железо, кобальт, олово, карбид вольфрама и легирующую добавку в виде нанопорошка с удельной поверхностью 6-25 м2/г при следующем соотношении компонентов, мас.%:
2. Связка по п.1, в которой в качестве легирующей добавки используют карбид вольфрама, или вольфрам, или молибден, или оксид алюминия, или диоксид циркония, или карбид ниобия, или карбид кремния, и/или нитрид кремния.
| СВЯЗКА НА ОСНОВЕ МЕДИ ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1999 |
|
RU2172238C2 |
| Металлическая связка для алмазного инструмента | 1982 |
|
SU1088919A1 |
| СВЯЗКА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2005 |
|
RU2286241C1 |
| US 4362535 A, 07.12.1982. | |||

