Изобретение относится к области изготовления режущего инструмента для обработки изделий из мрамора и гранита.
В настоящее время для резки плит из камня (мрамор, гранит, ракушечник и др. ) применяют дисковые алмазные пилы, состоящие из металлического круга с напаянными вставками (фиг. 1, а, где 1 - металлический диск, 2 - режущая вставка) или со сплошным режущим слоем (фиг. 1,б, где 1 - металлический диск, 2 - сплошной режущий слой).
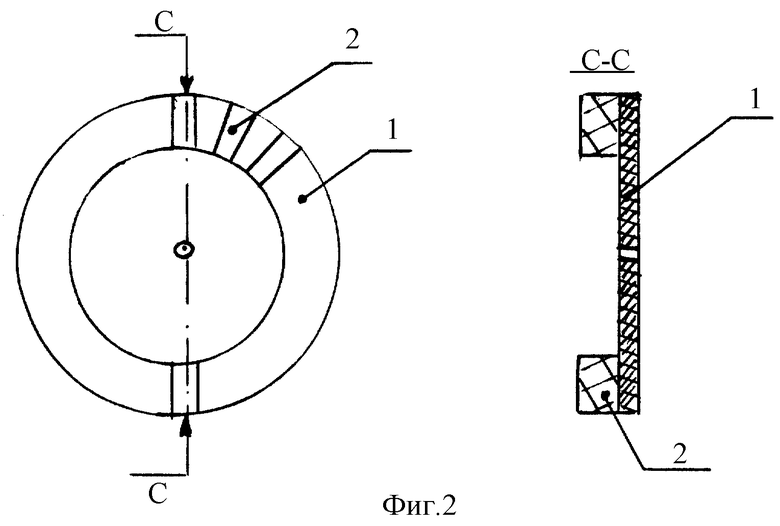
Для шлифовки применяют бруски (сегменты), закрепленные на металлическом диске (фиг. 2, где 1 - металлический диск, 2 - шлифовальный брусок).
Для изготовления вставок, брусков, сегментов или сплошного режущего слоя применяют связки различной рецептуры. Наиболее близким аналогом изобретения является связка для изготовления алмазного инструмента, содержащая, медь, олово, никель, алюминий и порошок твердого сплава ВК-8 (а.с. SU N 1114537 МПК6 B 24 d 3/34). Недостатком данной связки является сравнительно невысокая стойкость к износу, а также недостаточная шлифующая и режущая способность.
Техническим результатом настоящего изобретения является улучшение структуры рабочей части инструмента и, как следствие, повышение его качества: увеличение изностойкости и режущей способности.
Технический результат достигается тем, что в состав связки дополнительно вводят ультрадисперсный порошок алмаза (УДА).
Обладая большой удельной поверхностью (400-500 м2/г) и высокой поверхностной активностью, порошок УДА обеспечивает формирование структуры абразивного слоя с высокими физико-механическими характеристиками.
Ультрадисперсный порошок алмаза вводят в формируемую массу связки при следующем соотношении компонентов, мас.%:
Олово - 5-9
Никель - 3-5
Алюминий - 4-6
Ультрадисперсный алмаз - 0,2-5
Медь - Остальное
Изготовление режущих вставок (брусков, сегментов) осуществляют известными способами по следующей схеме.
Приготавливают однородную смесь указанных компонентов при заданной концентрации. Затем проводят холодное прессование порошка и получают заготовки требуемых размеров. После этого осуществляют спекание заготовок при температуре 900oC в герметичном контейнере. На завершающей стадии проводят напайку заготовок при помощи токов высокой частоты на металлическую основу инструмента.
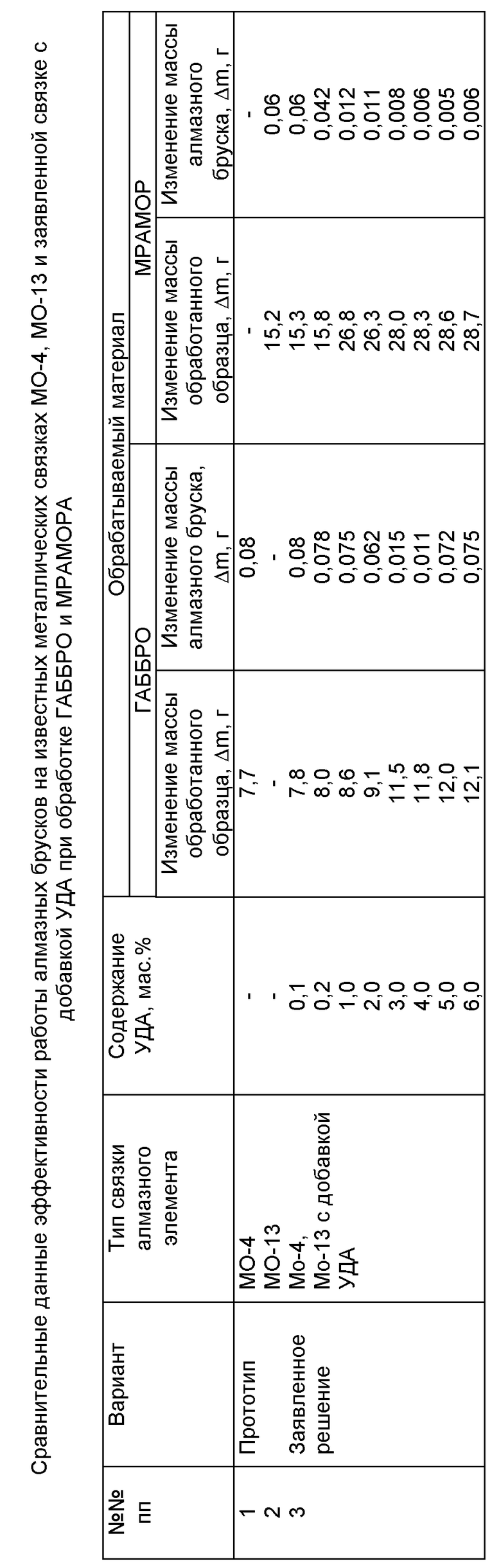
Примеры изготовления брусков для шлифовки и сравнительные результаты испытаний показаны в таблице. Результаты получены как среднее значение из трех измерений.
Из таблицы видно, что для обработки мрамора и гранита оптимальное содержание УДА в связке находится в пределах 0,2-5 мас.%.
Испытания обрабатываемых материалов проводили при следующих условиях:
Скорость вращения шпинделя с бруском, об/мин - 2700
Усилие прижатия бруска к обрабатываемой плитке, МПа - 0,1
Длительность обработки, мин - 30
Испытания показали, что величина съема обрабатываемого материала при работе инструмента на заявленной связке увеличена.
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазный инструмент на теплопроводной металлической связке | 2017 |
|
RU2679807C1 |
| Металлическая связка для алмазного инструмента | 1982 |
|
SU1088919A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА С НАНОМОДИФИЦИРОВАННОЙ РЕЖУЩЕЙ ЧАСТЬЮ | 2018 |
|
RU2685917C1 |
| СВЯЗКА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2005 |
|
RU2286242C1 |
| СВЯЗКА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2005 |
|
RU2286241C1 |
| Связка для изготовления алмазного инструмента | 2022 |
|
RU2827866C2 |
| КОМПОЗИЦИОННЫЙ АЛМАЗОСОДЕРЖАЩИЙ МАТЕРИАЛ ИНСТРУМЕНТАЛЬНОГО НАЗНАЧЕНИЯ | 2013 |
|
RU2534713C2 |
| СВЯЗКА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2005 |
|
RU2286243C1 |
| МЕТАЛЛИЧЕСКАЯ СВЯЗКА ДЛЯ ИЗГОТОВЛЕНИЯ СЕГМЕНТОВ НА ОСНОВЕ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2296041C2 |
| МЕТАЛЛИЧЕСКАЯ СВЯЗКА НА ОСНОВЕ МЕДИ ДЛЯ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА НА ОСНОВЕ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2005 |
|
RU2282530C1 |
Изобретение относится к области изготовления режущего инструмента для обработки изделий из мрамора и гранита. Связка содержит медь, олово, никель, алюминий и дополнительно-ультрадисперсный алмаз. Изобретение позволяет улучшить структуру рабочей части инструмента, повысив тем самым его износостойкость и режущую способность. 2 ил., 1 табл.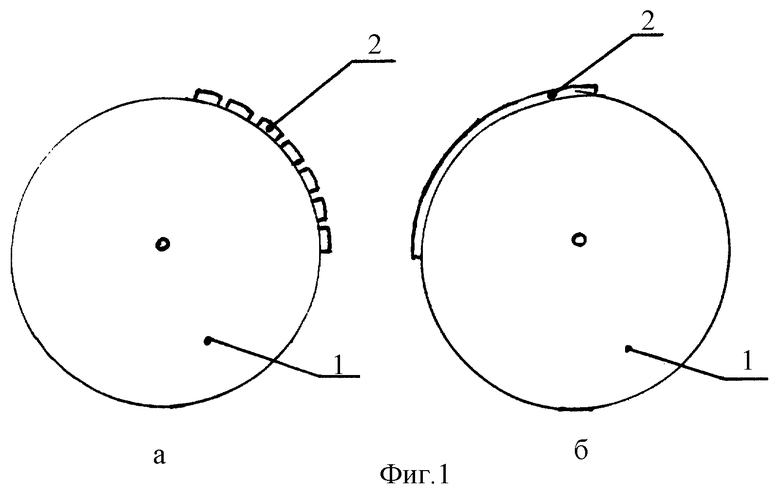
Связка для изготовления алмазного инструмента, содержащая медь, олово, никель и алюминий, отличающаяся тем, что она дополнительно содержит ультрадисперсный алмаз при следующем соотношении компонентов, мас.%:
Олово - 5 - 8
Никель - 3 - 5
Алюминий - 4 - 6
Ультрадисперсный алмаз - 0,2 - 5
Медь - Остальноев
| Связка для изготовления алмазного инструмента | 1983 |
|
SU1114537A1 |
| СВЯЗКА ДЛЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 0 |
|
SU268936A1 |
| СВЯЗКА НА ОСНОВЕ ТВЕРДОГО СПЛАВА ДЛЯ АЛМАЗНЫХ ИНСТРУМЕНТОВ | 0 |
|
SU202752A1 |
| МЕТАЛЛИЧЕСКАЯ СВЯЗКА ДЛЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2113972C1 |

