Изобретение относится к области черной металлургии, а именно к производству железорудных окатышей и агломерата.
Известен способ получения окатышей, включающий подачу влажной шихты в окомкователь, формирование гарнисажа на днище окомкователя, зародышеобразование, доокомкование зародышей до окатышей, формирование на днище тарели окомкователя зоны, занятой шихтой, и зоны, свободной от шихты (см. Ручкин И.Е. Производство железорудных окатышей. М.: Металлургия, 1976, с.82-92).
Недостатком способа является низкая производительность окомкователя и прочность окатышей.
Наиболее близким по технической сущности и достигаемому результату является способ получения окатышей, включающий формирование гарнисажа на днище окомкователя, подачу влажной шихты в окомкователь двумя потоками, введение первого из них в поток сжатого газа с температурой 20-350°С и давлением 0,01-1,0 МПа с образованием газовлагошихтовой струи, формирование на днище окомкователя зоны, занятой шихтой, и зоны, свободной от шихты, зародышеобразование, осуществляемое напылением шихты газовлагошихтовой струей, ориентированной на гарнисаж, в зоне, свободной от шихты, с получением плотного слоя влажной шихты, продольное деление упомянутого плотного слоя влажной шихты продольными делителями, поперечное деление плотного слоя влажной шихты, осуществляемое ребрами, установленными на поверхности вращающегося барабана, получающего вращение от плотного слоя влажной шихты, с получением зародышей, очистку гарнисажа от зародышей вышеупомянутым барабаном, доокомкование зародышей шихтой второго потока до окатышей (см. патент №2356951, Россия, МПК 7 С22В 1/24, Б.И. №15, опубл. 27.05.09).
Недостатками способа являются низкая производительность окомкователя и прочность окатышей. Недостатки обусловлены тем, что в процессе деления плотного слоя влажной шихты продольными пластинчатыми делителями образуются широкие разрезы, которые часть плотного слоя влажной шихты переводят в шихтовую мелочь, что снижает выход зародышей и производительность окомкователя. При этом образуются трещины, а зародыши деформируются. По этим причинам снижается прочность окатышей, сформированных на основе зародышей. Использование сплошного цилиндрического барабана, на поверхности которого установлены ребра, осуществляющие поперечное деление, также снижают прочность окатышей. Это происходит за счет различных окружных скоростей вращающегося днища тарели, увеличивающихся от оси тарели к ее бортам. При этом цилиндрический барабан имеет одну усредненную скорость. А сплошная поверхность не пустотелого барабана склонна к забиванию зародышами или шихтой, застревающими между ребрами. Использование в качестве продольных делителей металлических струн, одновременное осуществление продольного и поперечного деления плотного слоя влажной шихты, учет влияния окружных скоростей днища окомкователя и использование пустотелого барабана являются резервами повышения производительности окомкователя и прочности окатышей.
Задачей изобретения является повышение производительности окомкователя и прочности окатышей.
Для достижения указанного технического результата в способе получения окатышей, включающем формирование гарнисажа на днище окомкователя, подачу влажной шихты в окомкователь двумя потоками, введение первого из них в поток сжатого газа с температурой 20-350°С и давлением 0,01-1,0 МПа с образованием газовлагошихтовой струи, формирование на днище окомкователя зоны, занятой шихтой, и зоны, свободной от шихты, зародышеобразование, осуществляемое напылением шихты газовлагошихтовой струей, ориентированной на гарнисаж, в зоне, свободной от шихты, с получением плотного слоя влажной шихты, продольное деление упомянутого плотного слоя влажной шихты продольными делителями, поперечное деление, осуществляемое ребрами, установленными на поверхности вращающегося барабана, получающего вращение от плотного слоя влажной шихты, с получением зародышей, очистку гарнисажа от зародышей вышеупомянутым барабаном, доокомкование зародышей шихтой второго потока до окатышей, причем продольное и поперечное деление выполняют одновременно упомянутым вращающимся барабаном, выполненным в форме пустотелого усеченного конуса с конусностью 1:2-1:5, меньшее основание которого ориентировано в направлении оси тарели, а большее основание направлено к ее бортам, с использованием в качестве продольных делителей витков металлической струны диаметром 0,1-0,5 мм, намотанной на режущую кромку ребер барабана в виде спирали с шагом между витками, равным 5-10 мм.
Сущность изобретения заключается в следующем. Процессы продольного и поперечного деления плотного слоя шихты осуществляются одновременно одним компактным механическим устройством - пустотелым барабаном, выполненным в форме усеченного конуса, с ребрами, на режущей кромке которых намотана металлическая струна в виде спирали. Это позволяет сократить площадь, на которой размещается оборудование для разделения напыленного слоя, и тем самым увеличить площадь днища тарели, предназначенную для напыления шихты на гарнисаж. Металлическая струна позволяет с меньшими усилиями делить плотный слой шихты на зародыши. При этом в меньшей степени разрушается слой шихты, меньше деформируются зародыши, что повышает их прочность. Уменьшается количество мелочи, повышается выход годных зародышей, что повышает производительность способа получения окатышей. Струна наматывается в форме спирали для того, чтобы приблизить траекторию движения напыленного слоя к направлению резания слоя струной и тем самым снизить разрушение зародышей и выход мелочи. При этом шаг между витками спирали должен быть в пределах 5-10 мм. Если шаг между витками будет менее 5 мм, то размеры зародышей будут менее 5 мм. Прочность таких зародышей низкая, что повышает их разрушаемость, увеличивает выход мелочи и снижает производительность окомкователя, что противоречит задаче изобретения. Если шаг между витками спирали будет более 10 мм, то получаемые при этом массивные зародыши плохо доокомковываются по причине ухудшения их переката, что также противоречит задаче изобретения. Задача изобретения достигается при использовании металлической струны диаметром 0,1-0,5 мм. Если диаметр металлической струны будет менее 0,1 мм, то механическая прочность струны резко снижается и работоспособность устройства нарушается, что противоречит задаче изобретения. Если диаметр струны будет более 0,5 мм, то эффект, достигаемый устройством, будет аналогичен прототипу. Барабан выполняется в форме усеченного конуса для того, чтобы обеспечить равенство окружных скоростей плотного слоя шихты, напыленного на гарнисаж, увеличивающихся от оси тарели к ее бортам, и окружных скоростей ребер барабана в процессе разделения вышеупомянутого слоя шихты. Соблюдение этого условия уменьшает деформацию зародышей, трещинообразование, что повышает прочность зародышей и окатышей. Конусность пустотелого усеченного барабана должна быть в пределах 1:2-1:5. Если конусность будет более 1:2, то габариты барабана будут превышать габариты делителей прототипа, что будет затруднять напыление шихты и формирование зародышей. В результате снизится производительность способа, что противоречит задаче изобретения. Если конусность барабана будет менее 1:5, то технологический эффект, достигаемый устройством, будет аналогичен результатам прототипа. Барабан в форме усеченного конуса выполняется пустотелым. Это необходимо для того, чтобы в процессе деления плотного слоя шихты образующиеся зародыши не сминались жесткой поверхностью барабана (как в прототипе), а могли свободно выходить из межреберного пространства барабана внутрь его, а затем высыпаться в рабочее пространство окомкователя.
Применение струнных делителей в технике известно. При производстве сырых огнеупорных и строительных изделий для разрезания сырой массы по способу пластического формования используют горизонтально натянутую металлическую струну, которая разрезает изделие, находящееся в статическом состоянии (Куприянов В.П. Технология производства силикатных изделий. - М.: Выс. школа, 1969, - 276 с.). Это простейший способ деления массы. В предлагаемом решении разрезаемая масса (плотный слой влажной шихты) движется по круговой траектории, а спираль совершает вращательное движение, что существенно отличается от известной технологии. По этой причине струна выполнена спиралеобразной и намотана с натягом на пустотелый барабан, выполненный в форме усеченного конуса. Предлагаемое техническое решение является более сложным технологическим процессом.
Отличительные признаки способа получения окатышей, предложенные в заявленной последовательности, формируют новые положительные свойства: снижение усилий разрезания плотного слоя шихты тонкой металлической струной, намотанной в виде спирали на ребра пустотелого барабана, выполненного в форме усеченного конуса, что впервые предложено в практике окомкования; уменьшение выхода мелочи при зародышеобразовании и снижение деформации зародышей; компактность устройства для разделения плотного слоя шихты на зародыши и увеличение площади днища тарели, на которой происходит напыление шихты; сближение кинетических условий разделения (скорость вращения барабана, направление разрезания) плотного слоя шихты на зародыши с кинетическими условиями движения напыленного слоя шихты (окружная скорость вращения) на гарнисаже окомкователя; возможность свободного прохождения зародышей через пустотелое пространство барабана. Эти свойства позволяют повысить прочность окатышей и производительность окомкователя. Таким образом, предложенный способ получения окатышей удовлетворяет критериям новизны, промышленной применимости и соответствует изобретательскому уровню.
Способ получения окатышей реализуется с помощью устройства, показанного на чертеже.
Устройство содержит тарельчатый окомкователь 1, в который подается влажная шихта потоком 2 и потоком 3. Для формирования газовлагошихтовой струи 4 служит струйный аппарат 5. Струйный аппарат содержит патрубок 6 для подачи шихты потока 2 и тракт подачи нагретого до 20-350°С сжатого газа 7. Устройство содержит пустотелый барабан 8, выполненный в форме усеченного конуса, на образующей которого установлены продольные металлические ребра 9, прикрепленные к кольцевым металлическим основаниям усеченного конуса. На режущей кромке ребер намотана с натягом непрерывная металлическая струна 10. Для формирования шага между соседними витками, равного 5-10 мм, и исключения соскальзывания струны с режущей кромки ребер на них выполнены пазы (на чертеже не показано). Ось барабана жестко закреплена в каркасе 11. В процессе работы окомкователя формируется зона 12, свободная от шихты, и зона 13, занятая шихтой. В процессе напыления шихты газовлагошихтовой струей образуется плотный влажный слой шихты 14. При работе устройства образуются зародыши 15 и влажные кондиционные окатыши 16.
Способ получения окатышей осуществляется следующим образом. В тарельчатый окомкователь 1 подается влажная шихта потоком 2 и потоком 3. Поток шихты 2 образует газовлагошихтовую струю 4, которая формируется струйным аппаратом 5. Поток шихты 2 подается в патрубок 6 струйного аппарата, где ускоряется сжатым газом (воздухом), истекающим из газового тракта 7. Сжатый газ нагревается до температуры 20-350°С в рекуперативном теплообменнике (на чертеже не показан). Газовлагошихтовая струя напыляет шихту потока 2 на гарнисаж в зоне 12, свободной от шихты, с образованием плотного влажного слоя шихты 14. Плотный слой шихты 14 делится вращающимся пустотелым барабаном 8, который выполнен в форме усеченного конуса. Пустотелый барабан 8 располагается в зоне 12, свободной от шихты, причем меньшее основание усеченного конуса ориентировано в направлении оси тарели, а большее основание направлено к ее бортам. Ось пустотелого барабана 8 жестко закреплена каркасом 11 таким образом, чтобы режущие кромки ребер барабана располагаются на минимальном расстоянии от гарнисажа. На режущих кромках ребер 9 пустотелого барабана 8 намотана непрерывная металлическая струна 10. В процессе вращения окомкователя плотный слой влажной шихты 14 набегает на режущие кромки ребер 9 и приводит в движение пустотелый барабан 8. За счет этого металлическая струна 10, закрепленная на режущих кромках ребер барабана, осуществляет продольное деление слоя шихты. Одновременно с продольным делением слоя шихты ребра 9 пустотелого барабана 8 осуществляют поперечное деление слоя шихты. После деления слоя влажной шихты образуются зародыши 15, которые поступают в зону 13, занятую шихтой. В эту зону подается шихта потоком 3, и в ней происходит доокомкование зародышей до кондиционных сырых окатышей 16.
Пример. Отработку способа получения окатышей проводили на установке, выполненной согласно технической схеме, представленной на чертеже. В рабочее пространство окомкователя диаметром 0,62 м загружали 10 кг влажной шихты, содержащей концентрат Тейского месторождения и 1% бентонита. Шихту загружали двумя потоками. Пустотелый барабан выполнен в форме усеченного конуса, образующая которого составлена из продольных металлических ребер толщиной 0,5 мм, закрепленных на кольцевых основаниях усеченного конуса. К кольцевым основаниям конуса прикреплена ось, на которой вращался барабан. Ось жестко закреплена каркасом. Зазоры между ребрами барабана и высота поперечных ребер барабана равнялись 10 мм. Длина барабана составляла 250 мм, а диаметр меньшего основания усеченного конуса составлял 30 мм. На режущей кромке ребер выполнили пазы, с помощью которых была натянута металлическая струна, выполненная из нихромовой стали. Металлическая струна натянута на ребра пустотелого барабана в виде непрерывной спирали. Сжатый воздух подавали от передвижной компрессорной установки КУ-22. Сжатый воздух нагревали в электропечи СУОЛ. В экспериментах меняли конусность пустотелого барабана, диаметр металлической струны и шаг между соседними витками непрерывной спирали. В конце процесса окомкования определяли выход кондиционных окатышей диаметром 10-15 мм и их прочность. По количеству кондиционных окатышей рассчитывали производительность окомкователя. Результаты экспериментов представлены в таблице.

Как видно из приведенных данных, способ получения окатышей, основанный на применении пустотелого барабана, выполненного в форме усеченного конуса, образующая которого составлена из продольных металлических ребер, на режущей кромке которых намотана непрерывная металлическая струна толщиной 0,1-0,5 мм в виде спирали с шагом между витками 5-10 мм, позволяет повысить производительность окомкователя на 3,2-2,5% (отн.) и прочность влажных окатышей на 7,6-3,3% (отн.).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2010 |
|
RU2430167C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2017 |
|
RU2657962C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2019 |
|
RU2685822C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2014 |
|
RU2583226C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2012 |
|
RU2505611C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2007 |
|
RU2356951C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2018 |
|
RU2673588C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2009 |
|
RU2418868C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2011 |
|
RU2464328C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2010 |
|
RU2453616C1 |
Изобретение относится к области черной металлургии, а именно к производству железорудных окатышей. На днище окомкователя формируют гарнисаж, влажную шихту подают в окомкователь двумя потоками и вводят первый из них в поток сжатого газа с образованием газовлагошихтовой струи. Формируют на днище окомкователя зону, занятую шихтой, и зону, свободную от шихты. Осуществляют зародышеобразование напылением шихты газовлагошихтовой струей, ориентированной на гарнисаж, в зоне, свободной от шихты, с получением плотного слоя влажной шихты и его продольным и поперечным делением. Очищают гарнисаж от зародышей и доокомковывают шихтой второго потока до окатышей. Продольное и поперечное деление выполняют одновременно вращающимся барабаном, выполненным в форме пустотелого усеченного конуса с конусностью 1:2-1:5. Меньшее основание барабана ориентировано в направлении оси тарели, а большее основание направлено к ее бортам. При этом поперечное деление осуществляют ребрами, установленными на поверхности барабана, а в качестве продольных делителей используют витки металлической струны диаметром 0,1-0,5 мм, намотанной на режущую кромку ребер барабана в виде спирали с шагом между витками, равным 5-10 мм. Изобретение позволяет повысить производительность окомкователя и прочность окатышей. 1 ил., 1 табл.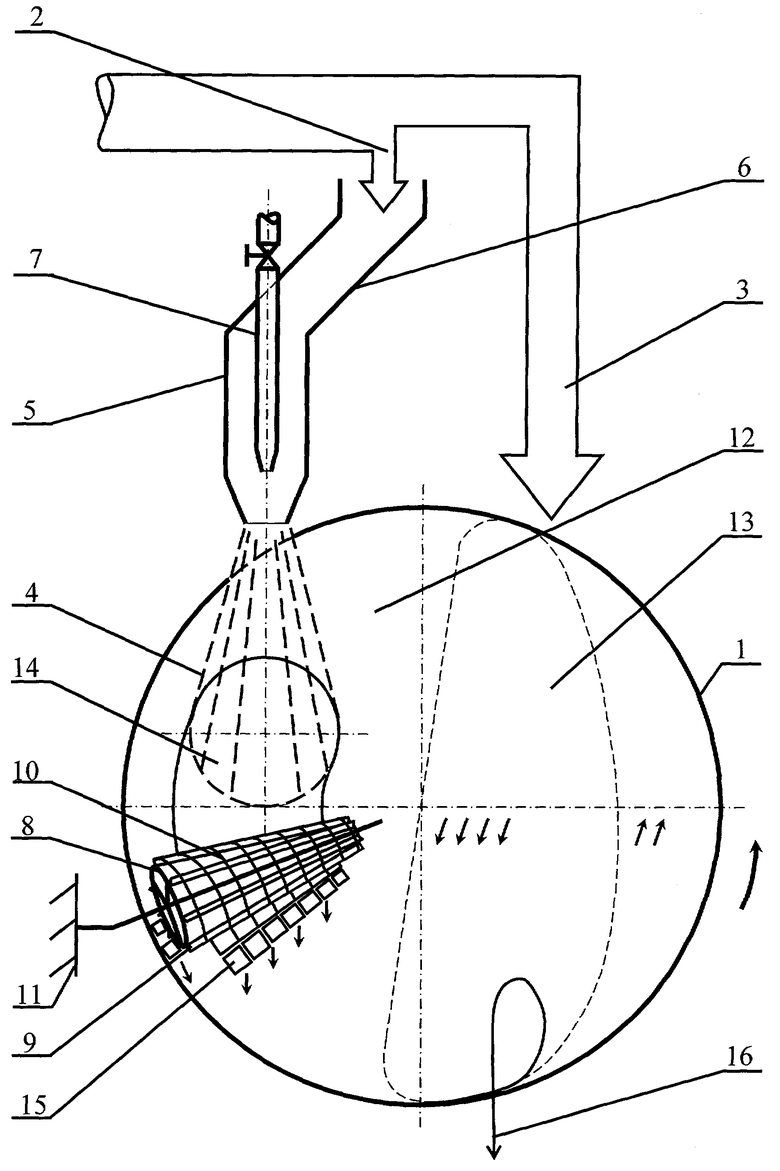
Способ получения окатышей, включающий формирование гарнисажа на днище окомкователя, подачу влажной шихты в окомкователь двумя потоками, введение первого из них в поток сжатого газа с температурой 20-350°С и давлением 0,01-1,0 МПа с образованием газовлагошихтовой струи, формирование на днище окомкователя зоны, занятой шихтой, и зоны, свободной от шихты, зародышеобразование, осуществляемое напылением шихты газовлагошихтовой струей, ориентированной на гарнисаж, в зоне, свободной от шихты, с получением плотного слоя влажной шихты, продольное деление упомянутого плотного слоя влажной шихты продольными делителями, поперечное деление, осуществляемое ребрами, установленными на поверхности вращающегося барабана, получающего вращение от плотного слоя влажной шихты, с получением зародышей, очистку гарнисажа от зародышей вышеупомянутым барабаном, доокомкование зародышей шихтой второго потока до окатышей, отличающийся тем, что продольное и поперечное деления выполняют одновременно упомянутым вращающимся барабаном, выполненным в форме пустотелого усеченного конуса с конусностью 1:2-1:5, меньшее основание которого ориентировано в направлении оси тарели, а большее основание направлено к ее бортам, с использованием в качестве продольных делителей витков металлической струны диаметром 0,1-0,5 мм, намотанной на режущую кромку ребер барабана в виде спирали с шагом между витками, равным 5-10 мм.
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2007 |
|
RU2356951C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2008 |
|
RU2377323C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2006 |
|
RU2327750C1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |

