Изобретение относится к оборудованию для хлебопекарной промышленности, в частности к оборудованию для изготовления тестовых заготовок бараночных изделий.
В хлебопекарной отрасли до настоящего времени эксплуатируется целый ряд устаревшего оборудования, использование которого в технологическом процессе помимо прямых потерь сырья и готовой продукции вызывают повышенный расход энергии, топлива и увеличивают трудозатраты, что приводит к увеличению себестоимости выпускаемой продукции.
В последние годы в хлебопекарной промышленности на всех стадиях технологического процесса, начиная с дозировки сырья и упаковки готовой продукции, стало широко внедряться зарубежное оборудование.
Однако зарубежные фирмы не имеют разработок оборудования для деления и формования тестовых заготовок для бараночных изделий (сушки, баранки, бублики), поскольку на Западе продукция подобных рецептур, физико-химических и органолептических показателей не выпускается.
Для решения этой проблемы необходим поиск новых современных технических решений, направленных на совершенствование работающего оборудования и создание нового технологического оборудования.
Известна конструкция делительно-закаточной машины, разработанная Всесоюзным научно-исследовательским институтом хлебопекарной промышленности (ВНИИХП).
Она состоит из поршневой коробки с приемной воронкой для теста, питающих валков с механизмом регулирования угла поворота валков, сменных поршневых камер, в которых размещены нагнетательные поршни и формующие гильзы, сменной обоймы с раскатывающими стаканами, скалок, ленточного транспортера, механизма укладки тестовых заготовок баранок на доски и приводного механизма. Рабочие органы машины приводятся в движение от электродвигателя, передающего движение через ременную передачу, цилиндрические пары шестерен главному валу. На главном валу закреплен пазовый кулак, в пазу которого перемещается ролик, сидящий на оси, укрепленной на двуплечем рычаге. Рычаг качается на оси и состоит из двух частей, соединенных пальцем. Верхняя часть рычага двумя тягами соединена с осями, соединяющими попарно нагнетательные поршни. Во время нагнетания теста усилие от рычага передается поршням через винт и тяги. При обратном качании рычага усилие, обеспечивающее перемещение нагнетательных поршней, воспринимается винтом.
Сменная обойма, в которой установлены раскатывающие стаканы, приводится в движение от механизма, состоящего из кулака, закрепленного на главном валу, и рычага, на конце которого на оси находится ролик. Рычаг закреплен на валу, на том же валу посажен рычаг, соединенный тягой с малым плечом одного из рычагов, установленных на валу. Рычаги верхними концами соединены шарнирно с траверсой, в которой закреплена сменная обойма. Профиль паза кулака обеспечивает возвратно-поступательное движение раскатывающих стаканов с соответствующей величиной хода их в период закатки заготовок теста. Питающие валки приводятся в периодическое вращение через пару цилиндрических шестерен и храповой механизм, который связан с тягой рычагом, закрепленным на валу, получающим движение от пазового кулака. При движении раскатывающих стаканов вперед питающие валки вращаются, при движении в обратном направлении - валки неподвижны. Таким образом, за один цикл питающие валки производят две подачи теста в рабочие камеры. Ленточный транспортер перемещается с постоянной скоростью и приводится в движение от главного вала через цепную передачу и пару цилиндрических шестерен.
Недостатком аналога является сложность конструкции и большая металлоемкость. Большое количество механических передач приводит к ненадежности в работе всей машины.
Известна машина для изготовления тестовых заготовок бараночных изделий (патент РФ №2196427, опубликованный 20.01.2003 г., БИ №2), которая содержит валковый питатель, многоканальный поршневой экструдер, формующие головки, каждая из которых выполнена в виде гильзы с коаксиально расположенным на ней подпружиненным цилиндрическим ножом, скалку и раскатывающую втулку, установленную с возможностью возвратно-поступательного движения, сбрасыватель тестовых заготовок, а также ленточный транспортер. Формующая головка снабжена клапаном, закрепленным между камерой экструзии и камерой загрузки с возможностью поворота. При этом контактная поверхность сбрасывателя тестовых заготовок выполнена под углом к оси раскатки не более 90°, а ленточный транспортер выполнен сквозным.
Изобретение позволяет улучшить качество готовой продукции при одновременном снижении трудоемкости и повышении надежности работы механизма, но имеет ряд недостатков, а именно:
- конструкция сложна, т.к. содержит много механических зубчатых передач, многоканальную камеру экструзии, дозирование теста в которой осуществляется посредством специального клапана;
- скалки и раскатывающие стаканы выполнены неподвижными, что сказывается на качестве заготовок.
Наиболее близким техническим решением к заявляемому техническому решению является делительно-закаточная машина для изготовления бараночных изделий, защищенная патентом РФ №2289247.
Машина включает приемную воронку для подачи теста, питающие валки с механизмом регулирования угла поворота, формующий механизм, включающий поршневые камеры, в которых помещены нагнетательные поршни, формующие гильзы, сменную обойму с раскатывающими стаканами, скалки, ленточный транспортер с платками и приводной механизм. Приводной механизм выполнен в виде четырех пневмоцилиндров, штоки которых соединены соответственно с питающими валками, нагнетательными поршнями, сменной обоймой и ленточным транспортером. Пневмоцилиндры через электромагнитные пневмораспределители и герконы связаны с микропроцессором.
Работает делительно-закаточная машина следующим образом. Пневмоцилиндры приводят в движение исполнительные механизмы - питающие валки, нагнетательные поршни и раскатывающие стаканы, установленные в обойме. Куски теста загружаются в приемную воронку. Питающие валки, поворачиваясь навстречу друг другу, подают тесто в поршневые камеры. В это время нагнетательные поршни находятся в крайнем левом положении (поршень пневмоцилиндра находится также в крайнем левом положении). При движении поршней слева направо тесто выжимается в виде кольцевых заготовок через кольцевые щели, которые образованы выходными концами формующих гильз и плечиками скалок, закрепленных в гильзах. После выпрессовывания заготовок раскатывающие стаканы начинают перемещаться и освобождают цилиндрические ножи, которые отрезают заготовки от общей массы теста и одновременно немного сдвигают их по скалкам. Сменная обойма, продолжая двигаться вправо, захватывает заготовки и зажимает их между своей внутренней поверхностью и поверхностью скалок. Затем производится закатка заготовок на скалках - трехкратным возвратно-поступательным движением раскатывающих стаканов вдоль скалок. При третьем движении, происходящем слева направо, раскатывающие стаканы проходят больший путь и скатывают заготовки баранок со скалок, оставляя их на выходе в стаканах. При дальнейшем движении в этом направлении стаканы встречают на своем пути сбрасыватели, выталкивающие заготовку на ленту транспортера. Раскатывающие стаканы, возвращаясь в крайнее левое положение, отводят цилиндрические ножи в исходное положение. После этого цикл работы машины повторяется.
Основным недостатком прототипа, как и предыдущих аналогов, является горизонтальное расположении формующего узла, что не позволяет использовать многорядовое расположение формующего механизма и снижает производительность машины. Для формования кольцевых заготовок тесто выжимается поршнями через длинные формующие гильзы, что требует очень высокого давления, развиваемого пневмоцилиндрами, и большого расхода сжатого воздуха в пневмосистеме, снижает точность дозирования, которое приводит к разбросу веса бараночных изделий. При формовании тестовых заготовок происходит периодическое налипание теста на скалки, поэтому приходится периодически машину останавливать для удаления остатков теста со скалок, что приводит к снижению надежности работы и производительности машины.
Кроме того, отводящий конвейер, приводимый одним из четырех пневмоцилиндров, работает, как и остальные три в периодическом режиме. При выталкивании заготовки на ленту отводящего конвейера в момент его остановки они ложатся на ленту отводящего конвейера не строго по осям, согласующимся с каналами вкладышей сменной обоймы, а с отступлением от них в ту или иную сторону.
Технической задачей, решаемой изобретением, является упрощение конструкции с одновременным устранением недостатков, присущих прототипу, посредством повышения точности дозирования тестовых заготовок, устранения налипания их на скалках и снижения энергозатрат на формование а также повышением ее производительности за счет многорядного размещения формующего механизма.
Технический результат достигается за счет того, что в известную делительно-закаточную машину для изготовления бараночных изделий, содержащую тестовую камеру с приемной воронкой для подачи теста, нагнетающие валки, сменный формующий механизм, содержащий скалки, сменную обойму с раскатывающими стаканами, сбрасыватели заготовок на ленточный транспортер и привода, соединенные соответственно с нагнетающими валками, с подвижной траверсой, с обоймой раскатывающих стаканов и ленточным транспортером, а также микропроцессор (контроллер) системы управления работой машины в автоматическом режиме, внесены существенные изменения, а именно:
- дозирующая часть формующего механизма выполнена в виде вертикально расположенных разъемных плунжеров, дозирующая часть которых расположена в раздаточной зоне тестовой камеры;
- плунжер содержит цилиндрическую часть, шток, соединенный с хвостовиком скалки посредством резьбового или иного соединения или выполненный как единая деталь со скалкой;
- на нижней части штока между цилиндрической частью плунжера и хвостовиком скалки размещена пружина сжатия, которая через шток взаимодействует с упорной пластиной;
- на верхней части штока установлено устройство регулирования объема дозирующей полости;
- на упорной пластине установлены регулируемые ограничители хода скалки.
Кроме того, разъемные плунжеры и раскатывающие стаканы в нижней траверсе (обойме) размещены в несколько рядов, которые расположены в шахматном порядке относительно соседних рядов, а торец цилиндрической части плунжера и выступ скалки выполнены коническими с разными углами конусов, с возможностью образования, при их смыкании, режущей кромки.
Расположение дозирующей части формующего механизма в раздаточной зоне тестовой камеры вертикально позволяет расположить формующие механизмы в несколько рядов, что увеличивает производительность машины.
Выполнение дозатора тестовой заготовки в виде разъемного плунжера, у которого торец цилиндрической части и выступ скалки выполнены с различными конусными углами, позволяет образовать объемную дозирующую полость, а посредством изменения величины зазора между ними повысить объемную точность дозирования тестовой заготовки, а также уменьшить усилие формования ее.
При смыкании поршневой камеры со скалкой конический срез выполняет роль ножа, обрезая заготовку.
Пружина сжатия обеспечивает определенное усилие элементов разъемного плунжера при начальной установке величины зазора и при прокатывании тестовой заготовки в раскатывающих стаканах.
Ограничители хода, установленные на упорной пластине, обеспечивают фиксацию скалки в нижнем рабочем положении, при котором происходит формование тестовой заготовки при движении обоймы с раскатывающими стаканами.
Конструкция и работа делительно-закаточной машины поясняется с помощью чертежей.
На фиг.1 приведен общий вид делительно-закаточной машины.
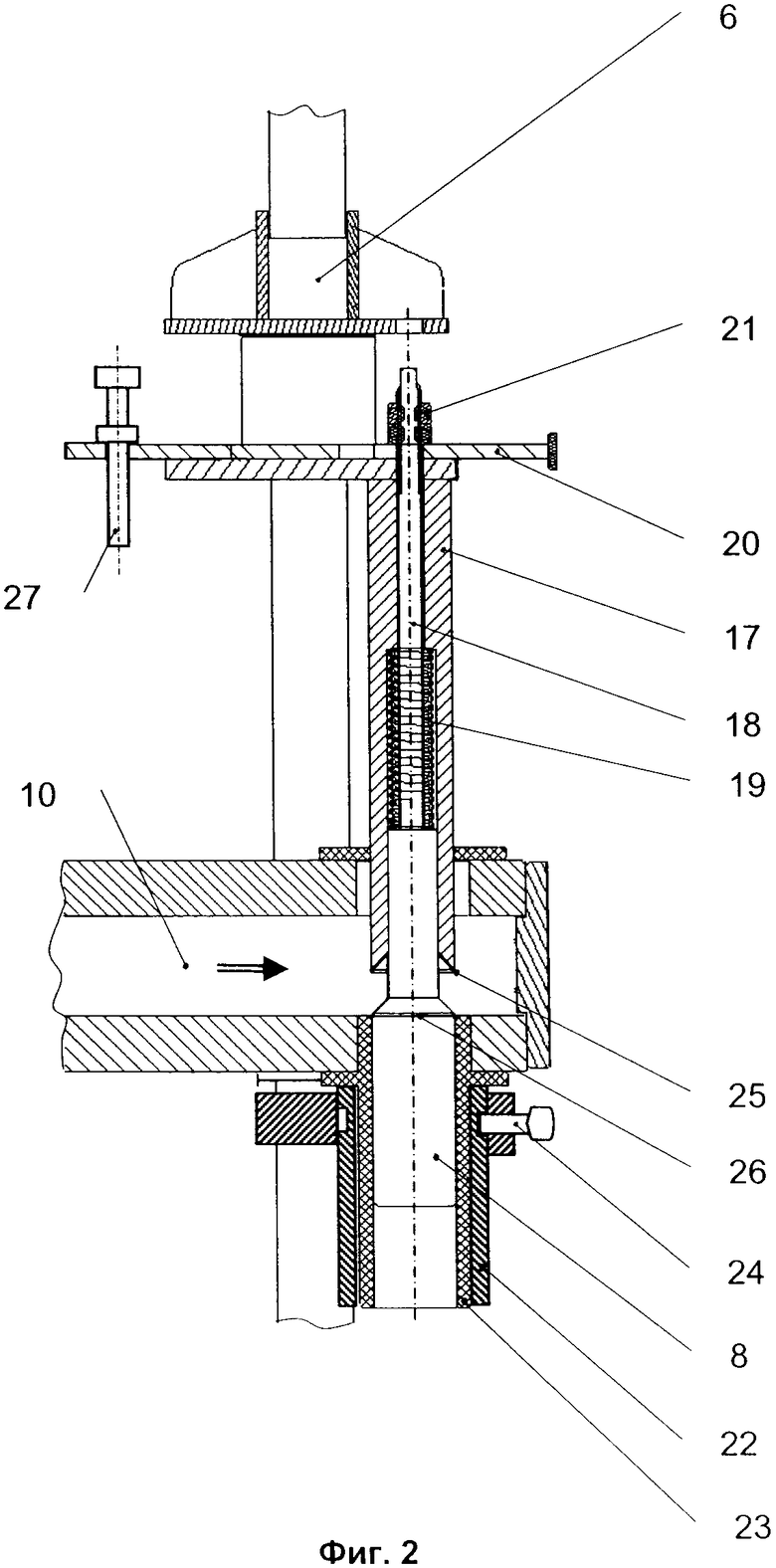
На фиг.2 приведена подробная конструкция формующего механизма, в исходном положении, при котором осуществляется забор дозы.
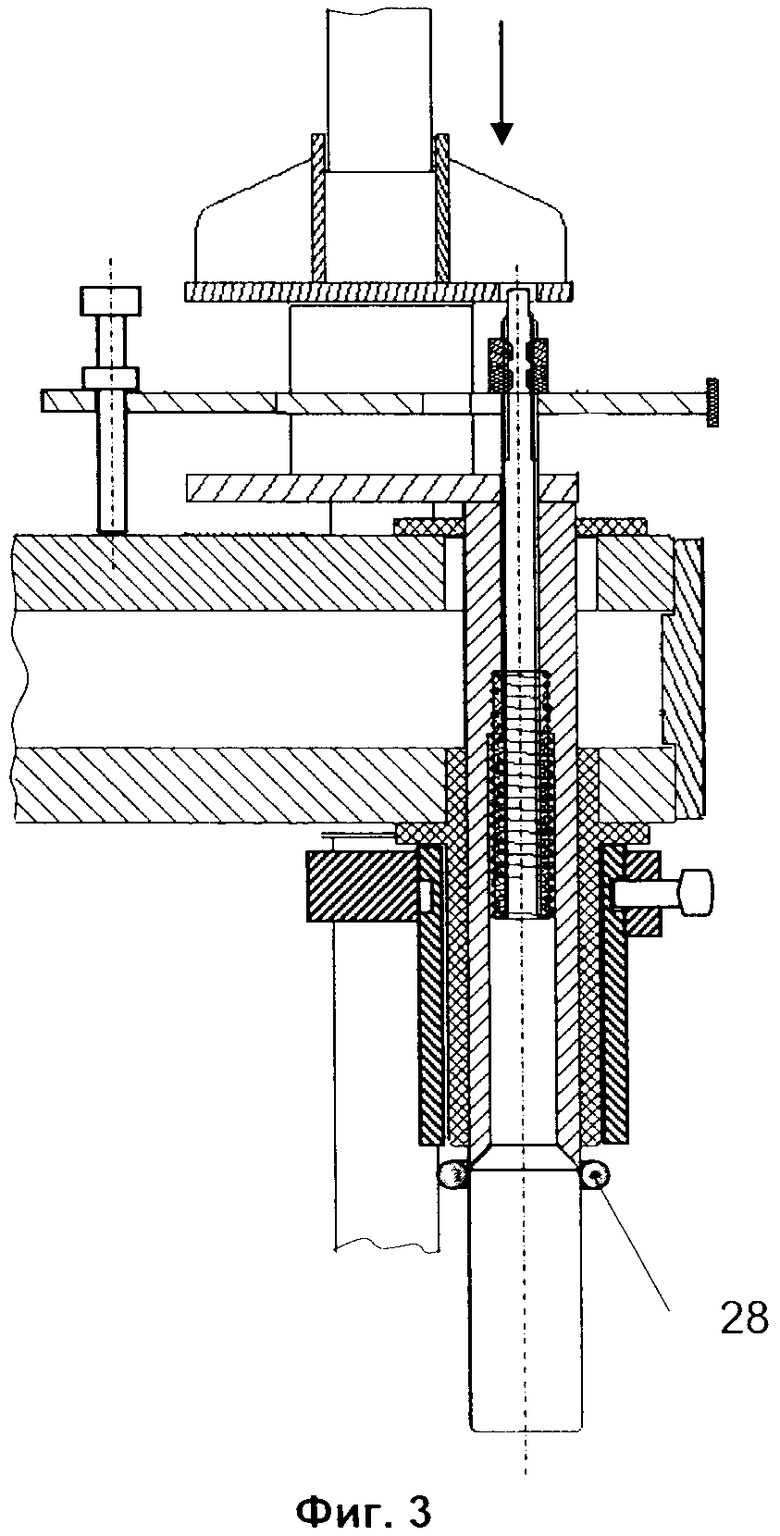
На фиг.3 изображен процесс формования тестовой заготовки бараночного изделия.
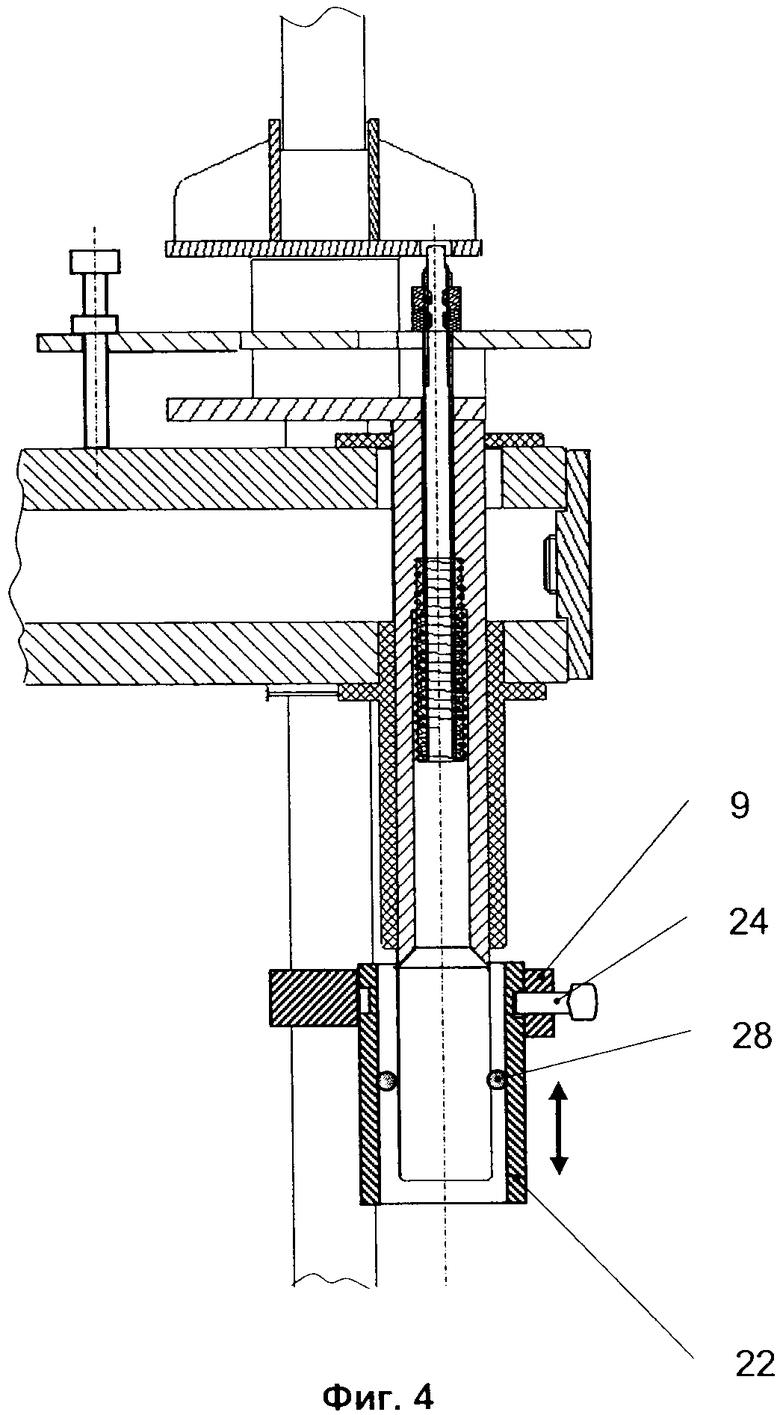
На фиг.4 изображен процесс прокатывания тестовой заготовки между раскатывающими стаканами и скалкой.
Делительно-закаточная машина (фиг.1) состоит из: тестовой камеры 1 с нагнетающими валками 2, электропривода 3 (на фиг.1 не показан), приемной воронки 4, формующего механизма 5, включающего верхнюю траверсу 6, плунжеры 7 и скалки 8, нижнюю траверсу (обойму) 9, раздаточной зоны 10 тестовой камеры, ленточного конвейера 11, направляющих движения траверс 12, пневмоцилиндров 13 (привод верхней траверсы) и 14 (привод нижней траверсы), шкафа 15 системы управления работой машины и рамы 16, на которой установлена узлы и механизмы машины.
На фиг.1 не показан также привод ленточного конвейера 11.
Формующий механизм (фиг.2) состоит из дозирующего и раскатывающего узлов.
Дозирующий узел выполнен в виде разъемного плунжера 7, содержащего цилиндрическую часть 17 и скалку 8, шток 18, соединенный со скалкой 8, пружину сжатия 19, а также упорную планку 20, узел 21 регулирования величины зазора между торцом цилиндрической части и выступом скалки и втулку-сбрасыватель 23.
Раскатывающий узел включает нижнюю траверсу (обойму) 9, в которой установлены раскатывающие стаканы 22, соосно втулкам 23, которые выполняют функцию сбрасывателей тестовых заготовок на конвейер 11, причем каждый раскатывающий стакан удерживается в обойме 9 посредством фиксатора 24.
На этом чертеже также показан конический торец 25 цилиндрической части 17 плунжера 7 и выступ 26 скалки 8 и ограничители 27 хода скалки.
На фиг.3 показан процесс выдавливания кольцевой тестовой заготовки и формования ее при смыкания торца цилиндрической части 17 плунжера с выступом скалки 8.
На фиг.4 показан процесс накатывания тестовой заготовки между скалкой 8 и раскатывающим стаканом 22 и формования тестовой заготовки 28 в бараночное изделие.
Работает закаточно-делительная машина следующим образом. В исходном положении траверсы 6 предварительно с помощью гаек 21 устанавливается объем дозирующей кольцевой полости, т.е. величина зазора между торцом цилиндрической части плунжера 7 и выступом 26 хвостовика скалки 8, которая определяет величину массы тестовой заготовки, которая зависит от формуемого изделия - сушки, баранки, бублика.
Тесто поступает в камеру 1 через приемную воронку 4 и нагнетающими валками 2 (привод 3 которых на фиг.1 не показан) перемещается в раздаточную зону 10 тестовой камеры. В этой зоне, в вертикальном положении, в несколько рядов, установлены в шахматном порядке дозаторы, которые выполнены в виде разъемных плунжеров 7. Под давлением, создаваемым валками 2, дозирующие полости плунжеров. При включении пневмоцилиндра 13 траверса 6 давит на цилиндрическую часть 17, в результате чего плунжер с дозой теста перемещается вниз со скалкой 8, соединенной со штоком 18 до тех пор, пока ограничитель хода 27 не зафиксирует упорную пластину 20, при этом скалка 8 останавливается на выходе из втулки 23 таким образом, что между торцом втулки и выступом скалки образуется кольцевой зазор для выхода теста, заполняющего дозирующую полость, образованную конической выточкой 25 цилиндрической части плунжера. Дальнейшее перемещение траверсы 6, а соответственно и цилиндрической части 17 плунжера, приводит к выдавливанию из выточки теста и к смыканию торца 25 цилиндрической части 17 плунжера и выступа 26 скалки 8, в результате тестовая заготовка отрезается. В этот момент по сигналу системы управления 15 пневмопривод 13 отключается, а включается пневмопривод 14, и нижняя траверса (обойма) 9 начинает осуществлять возвратно-поступательное движение, прокатывая тестовую заготовку между скалкой и внутренней поверхностью раскатывающего стакана 22 (фиг.4). Этот процесс длится до тех пор, пока тестовая заготовка не примет правильную форму тора. Далее нижняя траверса 9 с раскатывающими стаканами возвращается в исходное положение, а затем в исходное положение возвращается разъемный плунжер 7, в результате чего тестовая заготовка 28 освобождается и сбрасывается на ленточный транспортер 11. При возвращении разъемных плунжеров 7 в верхнее положение цилиндрическая часть 17 и скалка 8 под действием пружины 19 возвращаются в исходное положение (фиг.2).
Затем цикл получения тестовых заготовок бараночных изделий повторяется.
Производительность машины зависит от количества разъемных плунжеров, установленных в несколько рядов в шахматном порядке, что позволяет увеличить их количество. Количество раскатывающих стаканов, устанавливаемых соосно цилиндрической части плунжера, в обойме 9 должно им соответствовать.
Предлагаемая машина имеет ряд преимуществ перед известными техническими решениями аналогичного назначения, т.к. обладает относительно простой конструкцией, за счет сокращения количества деталей и различных механических передач. Одновременно удобна в эксплуатации и не требует значительных энергозатрат по сравнению с известными машинами. Точность дозирования увеличивается, т.к. применено объемное дозирование - объем дозы соответствует величине дозирующей полости, образованной между коническими торцами цилиндрической части 25 плунжера и выступом 26 скалки 8.
В настоящее врем разработана техническая документация и осуществляется изготовление опытных образцов машины.
Внедрение машины намечено в конце 2010 г., с учетом спроса потребителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕЛИТЕЛЬНО-ЗАКАТОЧНАЯ МАШИНА ДЛЯ ПРОИЗВОДСТВА ТЕСТОВЫХ ЗАГОТОВОК БАРАНОЧНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2325055C1 |
| ДЕЛИТЕЛЬНО-ЗАКАТОЧНАЯ МАШИНА ДЛЯ ПРОИЗВОДСТВА ТЕСТОВЫХ ЗАГОТОВОК БАРАНОЧНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2391822C2 |
| ДЕЛИТЕЛЬНО-ЗАКАТОЧНАЯ МАШИНА | 2003 |
|
RU2289247C2 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ТЕСТОВЫХ ЗАГОТОВОК БАРАНОЧНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2332009C1 |
| Делительно-закаточная машина для изготовления тестовых заготовок бараночных изделий | 1958 |
|
SU117557A1 |
| ДЕЛИТЕЛЬНО-ЗАКАТОЧНЫЙ АВТОМАТ ДЛЯ ПРОИЗВОДСТВА ТЕСТОВЫХ ЗАГОТОВОК БАРАНОЧНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2490895C1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ТЕСТОВЫХ ЗАГОТОВОК БАРАНОЧНЫХ ИЗДЕЛИЙ МАЛОЙ МАССЫ | 2000 |
|
RU2196427C2 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ ТЕСТОВЫХ ЗАГОТОВОК БАРАНОЧНЫХ ИЗДЕЛИЙ | 1969 |
|
SU246423A1 |
| ФОРМУЮЩАЯ ГОЛОВКА ДЕЛИТЕЛЬНО-ЗАКАТОЧНОЙ МАШИНЫ | 2005 |
|
RU2282359C1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ТЕСТА | 1992 |
|
RU2035864C1 |
Изобретение относится к оборудованию для хлебопекарной промышленности, в частности к оборудованию для изготовления тестовых заготовок бараночных изделий. Делительно-закаточная машина для изготовления бараночных изделий содержит тестовую камеру с приемной воронкой для подачи теста, нагнетающие валки, сменный формующий механизм, содержащий скалки, сменную обойму с раскатывающими стаканами, сбрасыватели заготовок на ленточный транспортер и привода, соединенные соответственно с нагнетающими валками, с подвижной траверсой, с обоймой раскатывающих стаканов и ленточным транспортером, а также микропроцессор системы управления работой машины в автоматическом режиме. При этом дозирующая часть формующего механизма выполнена в виде разъемных плунжеров, расположенных в раздаточной зоне тестовой камеры вертикально, каждый плунжер содержит цилиндрическую часть, шток, соединенный со скалкой посредством резьбового или иного соединения или выполненный как единая деталь с ней, на нижней части штока скалки размещена пружина сжатия, с возможностью ее взаимодействия с цилиндрической частью плунжера и упорной пластиной, в отверстия которой вставлены штоки скалки, верхняя часть штока скалки соединена с упорной пластиной посредством резьбового соединения, позволяющего регулировать величину зазора между торцом цилиндрической части и выступом скалки, и верхняя подвижная траверса снабжена ограничителями ее хода. Машина по изобретению имеет более простую конструкцию за счет сокращения количества деталей и различных механических передач, обеспечивает высокую точность дозирования тестовых заготовок, а также позволяет исключить налипание теста на скалках. Все это повышает надежность машины в работе и ее производительность. 4 з.п. ф-лы, 4 ил.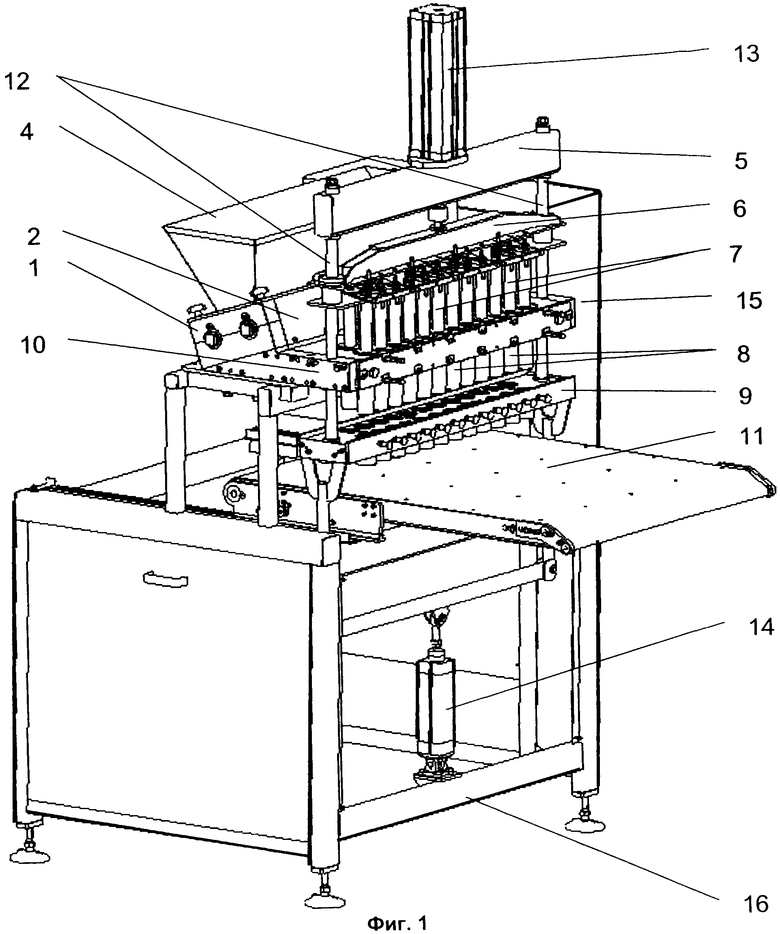
1. Делительно-закаточная машина для изготовления бараночных изделий, содержащая тестовую камеру с приемной воронкой для подачи теста, нагнетающие валки, сменный формующий механизм, включающий скалки, раскатывающие стаканы, сбрасыватели заготовок на ленточный транспортер и приводы, соединенные соответственно с нагнетающими валками, с подвижной траверсой, с обоймой раскатывающих стаканов и ленточным транспортером, а также микропроцессор системы управления работой машины в автоматическом режиме, отличающаяся тем, что дозирующая часть формующего механизма расположена в раздаточной зоне тестовой камеры вертикально и выполнена в виде разъемных плунжеров, содержащих цилиндрическую часть, шток, соединенный с хвостовиком скалки, на котором между цилиндрической частью плунжера и хвостовиком скалки размещена пружина сжатия, которая через шток взаимодействует с упорной пластиной, причем на верхней части штока установлено устройство изменения величины зазора между выступом скалки и торцом цилиндрической части плунжера, образующими дозирующую полость.
2. Делительно-закаточная машина по п.1, отличающаяся тем, что торец цилиндрической части плунжера и выступ скалки выполнены коническими с разными углами конусов, с возможностью образования при их смыкании режущей кромки.
3. Делительно-закаточная машина по п.1, отличающаяся тем, что разъемные плунжеры и раскатывающие стаканы в сменной обойме размещены в несколько рядов, расположенных в шахматном порядке относительно друг друга.
4. Делительно-закаточная машина по п.1, отличающаяся тем, что скалка может быть соединена со штоком разъемного плунжера посредством резьбового или иного соединения или выполнена как единая деталь с ним.
5. Делительно-закаточная машина по п.1, отличающаяся тем, что на упорной пластине установлены ограничители хода скалки.
| ДЕЛИТЕЛЬНО-ЗАКАТОЧНАЯ МАШИНА | 2003 |
|
RU2289247C2 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ТЕСТОВЫХ ЗАГОТОВОК БАРАНОЧНЫХ ИЗДЕЛИЙ МАЛОЙ МАССЫ | 2000 |
|
RU2196427C2 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ТЕСТА | 1992 |
|
RU2035864C1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОКИЗ ТЕСТА | 0 |
|
SU258186A1 |

