Изобретение относится к технологии машиностроения и может быть использовано при отделочной обработке поверхностей деталей выглаживанием на токарно-фрезерных центрах.
В выглаживающих инструментах для повышения производительности и качества обработки поверхностей, особенно имеющих канавки, пазы, отверстия и впадины (прерывистые поверхности), для гашения виброколебаний используют специальные демпферы вязкого (гидравлические), сухого трения (механические) или резинометаллические.
Известно устройство для алмазного выглаживания поверхностей деталей, содержащее корпус, в котором установлен выглаживающий инструмент, пружину, с помощью которой создается необходимая регулируемая нагрузка на инструмент, снабженное гидравлическим демпфером (а.с. №349574 «Устройство для алмазного выглаживания поверхностей деталей», МПК В24В 39/04).
Выглаживающие устройства с гидравлическими демпферами имеют большие габаритные размеры, низкую надежность и демпфирующую способность при микроперемещениях индентора.
Известно устройство для алмазного выглаживания поверхностей деталей, содержащее корпус, в котором размещена державка с индентором, магнитную систему, систему демпфирования вибраций, выполненную в виде пьезодатчика (а.с. №1207733 «Устройство для алмазного выглаживания поверхностей деталей», МПК В24В 39/04).
Устройство является сложным в конструктивном выполнении, т.к. для работы устройства требуется электронно-магнитная схема контроля и обеспечения стабилизации усилия выглаживания.
Известен выглаживатель, содержащий корпус, индентор, набор тарельчатых пружин, резиновое уплотнение, установленное на гайке, резиновую втулку, в корпусе налита низкокипящая жидкость (патент на полезную модель №62554 «Выглаживатель» МПК В24В 39/02). Охлаждение индентора низкокипящей жидкостью позволяет осуществлять процесс выглаживания с высокой скоростью. Резиновая втулка, надетая на индентор и расположенная горизонтально, демпфирует автоколебания индентора.
Недостатками выглаживателя с демпфером такого типа являются: недостаточное гашение виброколебаний с увеличенной амплитудой, высокий уровень динамических сил при обработке прерывистых поверхностей, приводящий к поломке алмазного наконечника, невозможность разборки для переточки индентора, изменение динамических свойств резиновой втулки при длительной эксплуатации.
Наиболее близким из выпускаемых отечественных инструментов для алмазного выглаживания со стабильными эксплуатационными свойствами является упругий выглаживатель, содержащий корпус, втулку, индентор, опоры, сухарь, пружину, регулировочный винт (Л.Г.Одинцов. Финишная обработка деталей алмазным выглаживанием и вибровыглаживанием. - М.: Машиностроение, 1981, стр.74, рис.35). Демпфирование осуществляется сухим трением подпружиненного сухаря и втулки.
Недостатками выглаживателя являются: сложность настройки, низкое качество обработанной поверхности из-за образования непериодической волнистости вследствие существенно нелинейной гистерезисной зависимости диссипативных сил сухого трения от направления виброскорости индентора; недостаточное демпфирование колебаний индентора с амплитудой в пределах высоты шероховатости.
Для повышения качества обрабатываемой прерывистой поверхности путем эффективного демпфирования колебаний индентора в широком диапазоне амплитуд, реализацией самоустановки демпфера в рабочее состояние при создании рабочего натяга, ограничения амплитуды динамических сил, воздействующих на алмазный наконечник индентора, на уровне его механической прочности, предлагается инструмент для выглаживания прерывистых поверхностей, содержащий корпус, в котором расположены индентор, демпфирующий элемент, пружина. Демпфирующий элемент содержит две шайбы с отверстиями и расположенную между ними резиновую шайбу, выполнен с возможностью самоустановки при создании рабочего натяга и установлен перпендикулярно оси индентора между индентором и пружиной. Пружина позволяет регулировать усилие выглаживания, поддерживая натяг и самоустанавливаться демпфирующему элементу в рабочее положение.
На чертеже изображен инструмент для выглаживания прерывистых поверхностей.
Инструмент состоит из корпуса 1, в котором установлен полый индентор 2 с алмазным наконечником 3. В корпусе 1 установлены пружина 7, позволяющая регулировать усилие выглаживания, поддерживая натяг, и самоустанавливаться демпфирующему элементу в рабочее положение, две шайбы 4 с отверстиями 6, диаметр которых равен D. Между шайбами 4 расположена резиновая шайба 5. Выполнение шайб 4 с отверстиями 6 позволяет резиновой шайбе 5 при деформации заполнять деформированной резиной свободное пространство отверстий 6. Резиновая шайба 5 имеет ширину L2. Положение резиновой шайбы 5 относительно корпуса 1 фиксируется силами сухого трения.
Предельное значение сил сухого трения ограничивается рабочим усилием Р пружины 7 и регулируется размером L2 резиновой шайбы 5. Инструментом обрабатывают деталь 8.
Работает инструмент для выглаживания прерывистых поверхностей следующим образом.
Алмазный наконечник 3 подводят к обрабатываемой детали 8 и, перемещая корпус 1 выглаживающего инструмента, создают рабочий натяг L1. Смещение индентора на величину натяга L1 приводит также к смещению резиновой шайбы 5, шайб 4 на величину L1, тем самым осуществляется самоустановка демпфера в рабочее состояние. Пружина 7 воздействует с предварительно настроенным рабочим усилием Р на индентор 2. Обрабатываемой детали 8 сообщают вращательное движение и включают подачу инструмента. Возникающие колебания индентора 2 с амплитудой в пределах шероховатости обрабатываемой поверхности гасятся диссипативными силами вязкого трения в резиновой шайбе 5, которая зафиксирована относительно корпуса силами сухого трения.
При обработке прерывистых поверхностей амплитуда колебаний индентора 2 возрастает, что приводит к смещению шайбы 5 относительно корпуса 1. Возникающие при этом силы сухого трения резиновой шайбы 5 с корпусом 1 эффективно рассеивают энергию колебаний индентора 2. Гашение вибрации выполняется также силами сухого трения, величина которых ограничена рабочим усилием пружины.
Применение инструмента для выглаживания прерывистых поверхностей позволит уменьшить уровень шероховатости обработанной поверхности до уровня в несколько нанометров при повышении производительности до предела, определяемого теплостойкостью алмаза и исключить поломку алмазного наконечника при обработке прерывистой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2023 |
|
RU2806646C1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2019 |
|
RU2703072C1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2010 |
|
RU2458777C2 |
| Способ наноструктурирующего упрочнения поверхностного слоя прецизионных деталей выглаживанием и система для его осуществления | 2016 |
|
RU2635987C2 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВЫГЛАЖИВАНИЕМ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2016 |
|
RU2666396C2 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВЫГЛАЖИВАНИЕМ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2571011C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2008 |
|
RU2348504C1 |
| Устройство для отделочно-упрочняющей обработки | 2021 |
|
RU2751947C1 |
| Приспособление для алмазного выглаживания деталей | 1989 |
|
SU1691081A1 |
| СПОСОБ ФОРМИРОВАНИЯ НАНОРЕЛЬЕФА НА ПОВЕРХНОСТЯХ ДЕТАЛЕЙ ДВУХПЕРЕХОДНЫМ ВЫГЛАЖИВАНИЕМ | 2010 |
|
RU2458778C2 |
Изобретение относится к технологии машиностроения и может быть использовано при отделочной обработке выглаживанием прерывистых поверхностей деталей. Инструмент содержит корпус, в котором расположены индентор, демпфирующий элемент и пружина. Демпфирующий элемент содержит две шайбы с отверстиями и расположенную между ними резиновую шайбу. Демпфирующий элемент выполнен с возможностью самоустанавки при создании рабочего натяга и установлен перпендикулярно оси индентора между индентором и пружиной. В результате уменьшается шероховатость обработанной поверхности и повышается производительность обработки. 1 ил.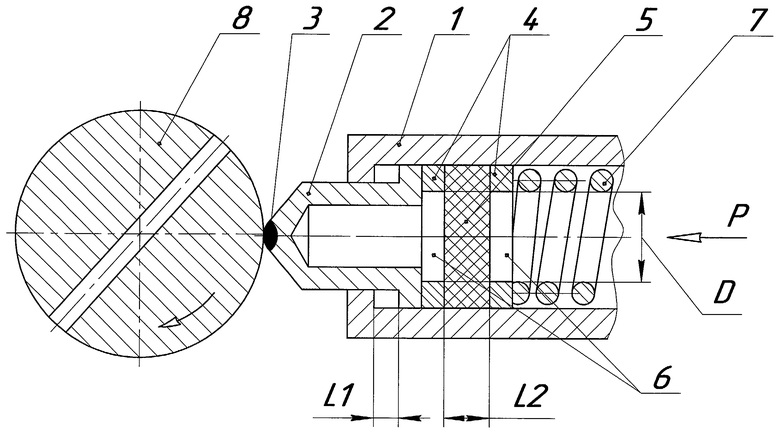
Инструмент для выглаживания прерывистых поверхностей, содержащий корпус, в котором расположены индентор, демпфирующий элемент и пружина, отличающийся тем, что демпфирующий элемент содержит две шайбы с отверстиями и расположенную между ними резиновую шайбу, выполнен с возможностью самоустанавки при создании рабочего натяга и установлен перпендикулярно оси индентора между индентором и пружиной.
| Одинцов Л.Г | |||
| Финишная обработка деталей алмазным выглаживанием и вибровыглаживанием | |||
| - М.: Машиностроение, 1981, с.74 | |||
| Устройство для выглаживания пре-РыВиСТыХ пОВЕРХНОСТЕй дЕТАлЕй | 1979 |
|
SU795912A1 |
| Устройство для выглаживания | 1978 |
|
SU804403A1 |
| Станок для щипки слюды | 1938 |
|
SU62554A1 |
| JP 61103721 A, 22.05.1986. | |||

