Изобретение относится к области технологии машиностроения, а именно к финишной обработке деталей на металлорежущих станках, и может быть использовано для кратного повышения эксплуатационных свойств функциональных поверхностей прецизионных деталей за счет создания наноструктурированного слоя.
Для наноструктурирующего упрочнения поверхностного слоя прецизионных деталей необходимо создать величину силы трения в контакте индентора выглаживающего инструмента с материалом заготовки, обеспечивающую развитие интенсивной пластической деформации сдвига. При повышении скорости обработки и пластической деформации необходимо поддерживать стабильное значение коэффициента трения. Поддержание стабильности коэффициента трения и ротационно-сдвигового механизма наноструктурирующего упрочнения поверхностного слоя прецизионных деталей при повышении скорости обработки возможно путем отвода тепла из контактной зоны индентора.
Известен способ упрочняющей обработки выглаживанием заготовки с наноструктурированием ее поверхностного слоя, включающий движение выглаживателя с индентором по поверхности механически обработанной заготовки с установленными нагрузкой и скоростью. Используют индентор с цилиндрической формой заточки, выполненный из мелкодисперсного кубического нитрида бора, при этом осуществляют многократные проходы выглаживателя по заготовке с принудительным охлаждением рабочей зоны сухим воздухом или инертным газом (патент №2458777).
Увеличение коэффициента трения достигается принудительным охлаждением рабочей зоны сухим воздухом или инертным газом для обеспечения минимальной температуры в зоне контакта индентора с обрабатываемой поверхностью. Применение в качестве охлаждающего газа сухого воздуха или инертного газа (азот, аргон) исключает какие-либо условия смазывания, снижающие коэффициент трения при проведении выглаживания.
Недостатком способа является ограничение максимально допустимой скорости выглаживания (10 м/мин), поскольку охлаждение рабочей зоны газом практически не влияет на повышение температуры в контактной зоне, которое вызывает изменение коэффициента трения.
Известен способ наноструктурирующего упрочнения поверхностного слоя прецизионных деталей многократным выглаживанием инструментом со сферическим индентором, изготовленным из мелкодисперсного кубического нитрида бора и силой выглаживания, обеспечивающей глубину внедрения индентора в обрабатываемую поверхность h=(l,5-2)Rmax (патент №2460628). Высокое трение в очаге деформации обеспечивает дополнительные сдвиговые деформации и концентраторы напряжения, которые действуют в тонком поверхностном слое, формируя наноструктуру. Скорость выглаживания Vвыгл.=10 м/мин, S=0,04 мм/об. Количество проходов – 8.
Недостатком способа является ограничение максимально допустимой скорости выглаживания (10 м/мин) из-за существенного нагрева деформируемого материала в контактной зоне до температуры, приводящей к изменению коэффициента трения и дестабилизации процесса нанострутурирующего упрочнения.
Известно устройство для обработки деталей на оборудовании с ЧПУ, содержащее переднюю и заднюю бабки, резцедержатель с резцом и исполнительные механизмы оборудования с ЧПУ, которое снабжено управляемым генератором тока, содержащим операционный усилитель, потенциометр, резистор и компьютер, при этом первый выход компьютера соединен с передней бабкой, второй выход компьютера соединен с задней бабкой, третий выход компьютера соединен с управляемым генератором тока, четвертый выход компьютера соединен с исполнительными механизмами оборудования с ЧПУ, а державка режущей части резца содержит пластину с термоэлементом (патент №2470757). Устройство предназначено для компенсации температурной погрешности в зоне резания при повышении скорости обработки деталей.
Недостатком является отсутствие датчика температуры и, следовательно, возможности управления процессом охлаждения. Схема охлаждения, в которой в области нагрева и охлаждения элемента Пельтье (зона С и Н на фиг. 2) замкнуты теплопроводящим элементом через пластину неэффективна.
Известен выглаживающий инструмент, состоящий из корпуса, индентора, надетой на индентор резиновой втулки, установленной в корпусе, пружины, резинового уплотнения и втулки. В корпусе выглаживающего инструмента установлена трубка для нагнетения СОТС в полости корпуса и индентора и далее через выполненные в инденторе сквозные отверстия в зону контакта инструмента с заготовкой, при этом рабочая часть индентора выполнена из материала с высокой теплопроводностью 200-600 Вт/м⋅К (патент №129443).
Недостатком выглаживающего инструмента является невозможность поддержания коэффициента трения при повышении скорости обработки из-за недостаточного охлаждения зоны контакта инструмента с заготовкой.
Наиболее близким является выглаживающий инструмент с модулем охлаждения, содержащий корпус, в который установлена трубка для подачи жидкого теплоносителя в полость индентора и ввинчена втулка с установленными в ней индентором с резиновой втулкой, пружиной и резиновым уплотнением. Трубка подачи охлажденного жидкого теплоносителя и трубка отвода нагретого жидкого теплоносителя через штуцеры соединены с модулем охлаждения, состоящим из насоса, откачивающего нагретый жидкий теплоноситель, двух теплообменников и термоэлектрических преобразователей, расположенных между теплообменниками и скрепленных между собой, причем трубка для подачи охлажденного жидкого теплоносителя и трубка для отвода нагретого жидкого теплоносителя соединены с первым теплообменником, а второй теплообменник соединен с системой подачи СОТС станка (патент на полезную модель №150111).
Недостатком инструмента является: недостаточно высокая скорость обработки и производительность процесса наноструктурирования, т.к. фиксированное значение мощности термоэлектрического преобразователя исключает возможность стабилизации требуемого коэффициента трения за счет управления температурой в контактной зоне.
Известные способы и устройства позволяют снижать температуру в контактной зоне, но не обеспечивают поддержания требуемого постоянного значения коэффициента трения, необходимого для наноструктурирующего упрочнения при повышении скорости обработки выглаживающим инструментом.
Для повышения производительности обработки предлагается способ наноструктурирующего упрочнения поверхностного слоя прецизионных деталей выглаживанием, включающий использование выглаживающего инструмента, содержащего индентор, изготовленный из сверхтвердого инструментального материала, и модуль охлаждения индентора жидким теплоносителем, причем выглаживающий инструмент устанавливают в динамометре, три выхода которого соединяют с микропроцессором, связанным с регулируемым источником тока, который соединяют с упомянутым модулем охлаждения индентора, при этом в процессе обработки задают силу выглаживания и поддерживают коэффициент трения постоянным.
Новые отличительные признаки позволят стабилизировать процесс наноструктурирующего упрочнения при существенном повышении скорости обработки за счет поддержания постоянным коэффициента трения.
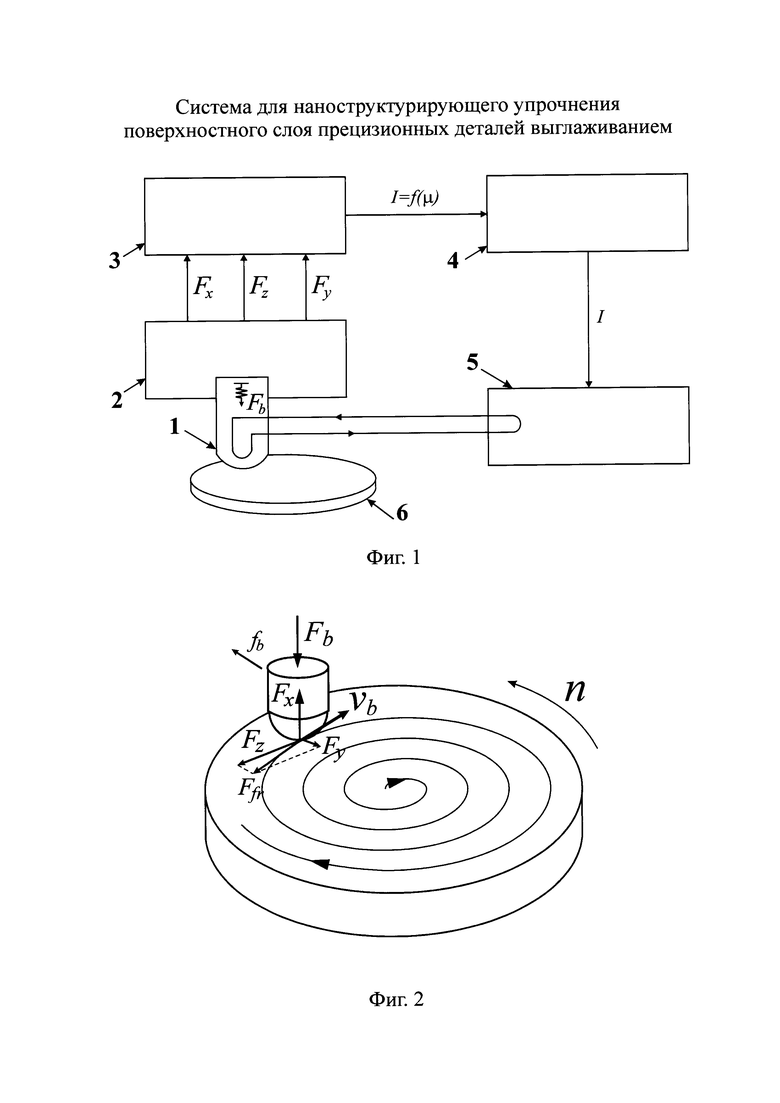
На фиг. 1 изображена функциональная схема стабилизации процесса наноструктурирующего упрочнения поверхностного слоя прецизионных деталей выглаживанием. На фиг. 2 - схема сил в контакте индентора выглаживающего инструмента.
Выглаживающий инструмент 1, установлен в динамометре 2, три выхода которого соединены с микропроцессором 3, выход которого соединен с регулируемым источником тока 4, который соединен с модулем охлаждения 5 индентора выглаживающего инструмента 1, обрабатывающего поверхность 6.
Модуль охлаждения 5 индентора выглаживающего инструмента жидким теплоносителем выполнен по прототипу (патент №150111) и содержит корпус, в который ввинчена втулка с установленными в ней индентором с резиновой втулкой, пружиной и резиновым уплотнением, в корпусе выглаживающего инструмента установлена трубка для подачи жидкого теплоносителя в полость индентора. Трубки подачи охлажденного жидкого теплоносителя и отвода нагретого жидкого теплоносителя через штуцеры соединены с модулем охлаждения, состоящим из насоса, подающего охлажденный жидкий теплоноситель, двух теплообменников и термоэлектрических преобразователей, расположенных между теплообменниками и скрепленных между собой, причем трубка для подачи охлажденного жидкого теплоносителя и трубка для отвода нагретого жидкого теплоносителя соединены с первым теплообменником, а второй теплообменник соединен с системой подачи СОТС станка.
Апробацию способа наноструктурирующего упрочнения поверхностного слоя прецизионных деталей выглаживанием осуществляли при следующих параметрах финишной обработки конструкционных термоупрочненных мартенситных и аустенитных сталей: частота вращения заготовки n=180…500 об/мин, подача инструмента fB=0,01…0,04 мм/об., сила выглаживания FB=200…350Н, холодопроизводительность термоэлектрических преобразователей 40…120 Вт.
Пример осуществления способа и работы системы.
Выглаживающий инструмент 1 с модулем охлаждения 5 (по прототипу - патенту №150111) устанавливают в динамометре 2, три выхода которого передают сигнал о составляющих силах трения FX, FY, FZ в контакте индентора выглаживающего инструмента на микропроцессор 3. В микропроцессор 3 заносят программу вычисления коэффициента трения по формуле:
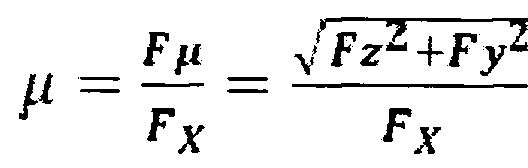 , где
, где
FZ - тангенциальная сила трения;
FY - радиальная сила трения;
FX - сила реакции на задаваемую индентору пружиной силу выглаживания;
Fμ - результирующая сила трения. Наноструктурирующее упрочнение поверхности прецизионной детали из цементованной и закаленной стали 20Х осуществляли выглаживающим инструментом с полусферическим индентором с радиусом R=2 мм, выполненным из сверхтвердого материала, например DBN, на станке Takisawa EX-310 при следующих параметрах: частота вращения n=480 об/мин, подача fB=0,025 мм/об., сила выглаживания FB=220H. В модуле охлаждения 5 использовали термоэлектрический модуль Пельтье с максимальной холодопроизводительностью 120 Вт. Включают регулируемый источник тока 4. Динамометр 2 регистрирует величину составляющих сил FX, FZ и FY. По заданной программе микропроцессор 3 производит вычисление коэффициента трения μ, и на его основе генерирует управляющий сигнал для источника тока 4, изменяющий силу тока в соответствии с изменением коэффициента трения I=f(μ), поступающий на модуль охлаждения 5. Изменение силы тока изменяет холодопроизводительность термоэлектрических преобразователей модуля охлаждения и, соответственно, температуру теплоносителя, проходящего через индентор выглаживающего инструмента 1, обеспечивая заданное для наноструктурирующего упрочнения поверхности значение коэффициента трения. Выглаживающий инструмент 1 подводят к заготовке 6, задают частоту вращения n, подачу fB, силу выглаживания. Включают регулируемый источник тока 4. Динамометрический прибор регистрирует величину составляющих сил FX, FZ и FY, по заданной программе микропроцессор 3 вычисляет коэффициент трения μ, устанавливает силу тока I=f(μ), воздействующую на модуль охлаждения 5, изменяя температуру теплоносителя. Испытания производили при изменении скорости выглаживания от 23 до 55 м/мин, коэффициент трения μ=0,11 оставался постоянным.
Применение способа наноструктурирующего упрочнения поверхностного слоя прецизионных деталей выглаживанием позволит повысить производительность обработки до 23…55 м/мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2023 |
|
RU2806646C1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2019 |
|
RU2703072C1 |
| СПОСОБ НАНОСТРУКТУРИРУЮЩЕГО УПРОЧНЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2011 |
|
RU2460628C1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2010 |
|
RU2458777C2 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВЫГЛАЖИВАНИЕМ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2385213C1 |
| СПОСОБ УПРОЧНЕНИЯ ПИЛЫ | 1998 |
|
RU2138564C1 |
| ИНСТРУМЕНТ ДЛЯ ВЫГЛАЖИВАНИЯ ПРЕРЫВИСТЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2433900C1 |
| Способ поверхностного пластического деформирования | 2019 |
|
RU2707844C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПЛОСКОВЕРШИННОГО МИКРОРЕЛЬЕФА ТРИБОСОПРЯЖЕНИЙ СО СМАЗОЧНЫМИ МИКРОВПАДИНАМИ | 2012 |
|
RU2530606C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВЫГЛАЖИВАНИЕМ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 2011 |
|
RU2482953C1 |
Изобретение относится к наноструктурирующему упрочнению поверхностного слоя прецизионных деталей выглаживанием. Используют выглаживающий инструмент, содержащий индентор, изготовленный из сверхтвердого инструментального материала, и модуль охлаждения индентора жидким теплоносителем. Выглаживающий инструмент устанавливают в динамометре, три выхода которого соединяют с микропроцессором, связанным с регулируемым источником тока, который соединяют с упомянутым модулем охлаждения индентора. В процессе обработки задают силу выглаживания и поддерживают коэффициент трения. В результате повышается скорость обработки. 2 ил.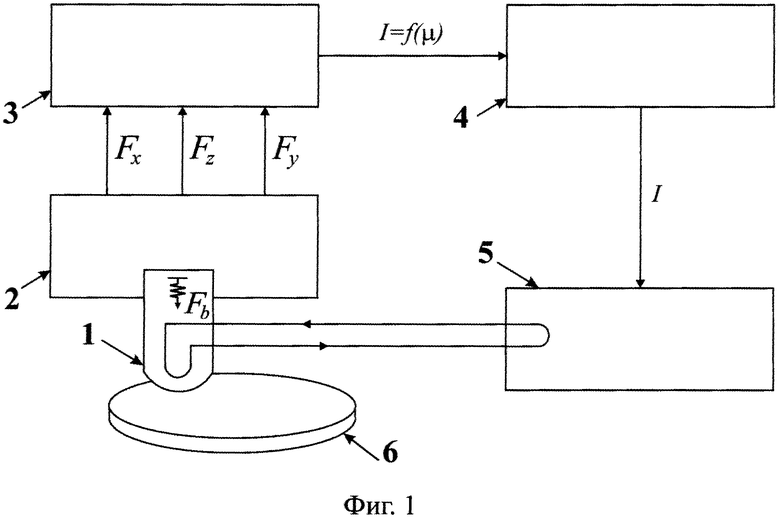
Способ наноструктурирующего упрочнения поверхностного слоя прецизионных деталей выглаживанием, включающий использование выглаживающего инструмента, содержащего индентор, изготовленный из сверхтвердого инструментального материала, и модуль охлаждения индентора жидким теплоносителем, причем выглаживающий инструмент устанавливают в динамометре, три выхода которого соединяют с микропроцессором, связанным с регулируемым источником тока, который соединяют с упомянутым модулем охлаждения индентора, при этом в процессе обработки задают силу выглаживания и поддерживают коэффициент трения постоянным.
| Способ получения мелкокристаллического уротропина | 1961 |
|
SU150111A1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2010 |
|
RU2458777C2 |
| US 20020162204 A1, 07.11.2002. | |||

